1. Introduction
The criticality of rare earth elements (REE) supply as a result of their growing market demand and limited reserves has necessitated increased global attention. China has, over the years, dominated the production and supply of REE, accounting for not less than 80% of the global REE demand
[1][2][3][4][5][1,2,3,4,5]. Over the years, China has been faced with the difficulty of sustaining the global REE demand due to its ever-increasing local demand and mining-related issues, including illegal mining and environmental destruction. This has highlighted the crucial need for the rest of the world to develop their REE resources into new, economically competitive industries. The establishment of new projects in other countries has been forecasted to contribute significantly to the global demand and supply. However, the rapid depletion of high-grade REE ores suggests that low-grade ores, landfills, mining tailings, and other unconventional resources such as permanent magnets, electronic wastes, and fluorescent lamps may be exploited to meet cut-off grades and subsequently supply demands
[6][7][8][6,7,8].
The ever-growing demand for materials and energy resources has given rise to a significant build-up of natural resources in waste deposits. The accumulation of such massive quantities of industrial, metallurgical, and mining waste could result in the geological storage of a significant quantity of valuable resources such as metals, minerals, and energy or biomass
[9][10][11][12][9,10,11,12]. It is paramount that such wastes are exploited for their valuable contents through cost-effective and eco-friendly means. For example, valuable metals/minerals such as gold, copper, cobalt, iron, and lead may be recovered from tailings generated over a mine life
[9][13][14][15][16][9,13,14,15,16].
Typically, REE-bearing minerals occur in complex association with primary commodities and gangue minerals in low-grade values; hence, they are mostly lost to the tailings during processing. Where REE minerals occur in high-grade values, historic processing methods have been reported to be ineffective, resulting in a large amount of REE minerals lost to the tailings
[7][17][18][7,17,18]. The volume of tailings generated over a mining period increases significantly, with a corresponding increase in the amount REE lost to the tailings. In some instances, the amount of REE accumulated over time in the tailings becomes almost identical to an in situ REE deposit.
2. Rationale
There are several economic and environmental benefits associated with the extraction of elements, metals, or minerals from the technosphere or mining tailings. Efficient and successful recovery of commodities from such materials will present possible solutions to ongoing global fears about the long-term availability and sustainability of mineral resources, especially for REE and other critical minerals. This is because the recovery of commodities from tailings contributes significantly to materials recycling and recirculation, with its associated benefits, especially where global leaders aim toward a green economy
[19][20][24,25]. Although it is well reported that secondary resources such as tailings contain low and anomalous REE content, massive quantities of waste repositories are generated over time; hence, the total REE content consequently increases. The treatment of such tailings for their REE content could present a huge economic boost and enhance diversification of REE resources, which in turn minimizes issues of REE market, prices, and export monopoly
[18].
Processing of tailings has been identified to have significant environmental benefits
[21][22][26,27]. In principle, tailings have been tagged as key pollutants and are associated with different risk levels, thus requiring a high level of monitoring and remediation strategies
[23][24][25][26][28,29,30,31]. To this end, successful REE recovery from tailings repositories and other historic storage facilities provides an additional economic advantage compared to other operations that may be solely established for primary commodities or REE beneficiation
[22][27]. Further to this, some researchers have identified simple conventional techniques that could be easily installed to process such historic tailings
[22][27][28][27,32,33]. Notwithstanding, there are also studies being carried out by researchers to assess economically viable novel processes that could be considered in ongoing efforts to recover REE minerals
[29][34]. It is worth noting that the extent of the economic advantage may vary as this depends on the quality of concentrate generated from such tailings. REE preconcentrates produced as a by-product may be sold to REE extraction operations for further hydrometallurgical or pyrometallurgical treatments.
Also, tailings have a particle size range, which is ideal for various beneficiation methods. This is desirable compared to the processing of fresh in situ ores, which would normally require detailed comminution and classification processes to attain a suitable particle size range for subsequent beneficiation. Comminution, which is the progressive disintegration of ore using crushers and grinding mills, has been reported to consume more than half of processing and operating costs
[30][31][32][33][35,36,37,38].
3. Physicochemical and Mineralogical Characteristics of the Tailings
In an attempt to recover REE minerals, there are some key questions that need to be addressed before significant progress can be made.
-
What are the REE-bearing minerals in the tailings?
-
What are the gangue minerals present in the tailings, and what are their physical and chemical characteristics?
-
What REE–gangue mineralization and associations are present in the tailings?
Answers to these questions play a crucial role in developing cost-effective methods for recovering REE minerals. Comprehensive physicochemical and mineralogical analyses of the tailings were carried out using conventional characterization tools. Inductively coupled plasma mass spectrometry (ICP-MS) analysis was conducted on representative samples to identify the distribution of elemental species to foster mineral phase identification via quantitative X-ray diffraction (QXRD, Panalytical Empyrean XRD, Malvern Panalytical, Australia) and quantitative evaluation of minerals by scanning electron microscopy (QEMSCAN, QEMSCAN 430, Zeiss Australia, Australia). Particle size analysis via laser diffractometer indicated that the material is polydispersed, with particles ranging from 0.2 to 720 μm. The bulk chemistry data indicated that the tailings contained 1.07% total rare earth oxides (TREO), 26.2% Fe, and 18.6% Si.
In addition, the QEMSCAN investigation revealed that the REE minerals were fine-grained (average 4.5 μm) and disseminated among both the major and minor gangue minerals. Liberation and locking statistics data from the QEMSCAN analysis showed that only <5% of bastnäsite mineral particles were completely liberated. The remaining REE minerals formed complex middling composite particles with the gangue minerals. These observations suggested major beneficiation challenges.
4. Froth Flotation
To mimic a typical complex, low-grade REE-bearing iron-oxide-silicate-rich tailings, low-grade mixtures (0.83% TREO grade) were tested with the fatty acids (oleic acid and sodium oleate) and hydroxamic acid in the absence and presence of sodium silicate and starch as depressants
[6]. Both depressants were effective in selectively decreasing the recoveries of both hematite and quartz. Based on the outcome of the model minerals mixture studies, sodium oleate and hydroxamic acid were selected as suitable collectors for recovering and upgrading REE minerals in the tailings.
In the flotation studies, the relative effects of pulp pH, collector type and dosage, and depressants dosage on the recovery and upgrade of REE minerals were investigated. The results showed that the flotation recovery of REE minerals from the tailings was pulp pH-dependent, with pH 9 identified as most suitable for recovering REE minerals with both collectors (sodium oleate and hydroxamic acid)
[1]. As expected, REE and gangue minerals recoveries increased with increasing sodium oleate and hydroxamic acid dosage, respectively. This led to a corresponding decrease in REE upgrade in the respective flotation concentrates. In an attempt to achieve selective REE recovery, two different multistage flotation methods were considered, where sodium oleate was used in the first method (A) whereas hydroxamic acid was used in the second (B), in the presence of the sodium silicate and starch as depressants.
Mineralogical characterization results of the final concentrate from the Flowsheet A revealed that iron oxides and silicates made up the bulk of the flotation concentrate, suggesting entrainment and incomplete liberation instigated the low TREO upgrade, although high recoveries were obtained. Indeed, QEMSCAN analysis conducted on the flotation concentrate confirmed that the REE minerals were fine-grained and in unliberated associations with the gangue minerals. The flotation studies on the tailings produced some important findings; paramount among them was that preconcentration methods (such as gravity separation and magnetic separation) could be investigated prior to froth flotation to remove a significant amount of barren gangue minerals. This has profound advantages, including enhancing REE minerals selectivity and reducing reagents consumption during flotation and leaching processes
[27][34][35][32,39,40].
5. Gravity Separation
Although froth flotation demonstrated promising results in the recovery of REE minerals (typically bastnäsite, monazite, and florencite), generally, poor upgrades were observed. Mineralogical analysis of the flotation concentrates confirmed the upgrade of REE minerals, with iron oxides and silicate minerals occupying the bulk of the concentrates, although depressants were used. It was suggested that physical preconcentration methods could be exploited to ascertain the feasibility of rejecting some iron oxides and silicates prior to froth flotation separation.
Physical preconcentration methods (including gravity, magnetic, and electrostatic) are employed mainly to reject a significant amount of gangue minerals to provide comparatively higher feed grade and lower throughput to subsequent processes
[34][36][39,41]. To this end, the technical feasibility of exploiting the differences in the specific gravities of valuable minerals in the tailings to produce REE minerals preconcentrates was investigated. A study was thus conducted to compare the performance of a conventional (Wilfley shaking table) and advanced gravity concentration (Knelson Concentrator (KC)) processes to identify opportunities and challenges associated with REE minerals recovery from the tailings
[37][42].
Typically, REE minerals were expected to report into the gravity preconcentrates along with the iron oxides, as both groups of minerals have a similar range of specific gravities (4–6), while the silicates (specific gravities <3.5) were expected to make up the bulk of the gravity tailings. QEMSCAN data on both KC and tabling concentrates suggested that both units could produce a split between the light and heavy minerals. However, the shaking table was superior in terms of selectivity, achieving an overall REE and iron oxide minerals upgrade ratios of 3.33 and 1.80, respectively, at 29% REE recovery compared with 1.57 and 1.22, respectively, at 59% REE recovery when the KC was used.
A major observation made during the gravity separation processes was that up to 58% of iron oxides reported to the tabling tailings, and about 65% of silicate minerals misreported to the KC concentrates. This was an indication that mineralogical characteristics, including minerals liberation and association, have a significant impact on gravity separation, even when distinct differences in specific gravities exist
[37][42]. Furthermore, it was deduced
from th
is study that the sole reliance on the concentration criterion to predict the feasibility of separation may be misleading. A major limitation identified with the conventional concentration criterion expression was that it did not consider the liberation and association characteristics of minerals, which may result in improper prediction of separation feasibility
[37][42]. A modified concentration criterion that considers the liberation and association characteristics of minerals was proposed
[37][42]. Indeed, with the depletion of easy-to-process ores, the modified concentration criterion will be a more helpful tool in predicting the feasibility of gravity concentration of complex low-grade ores. This criterion could also provide an idea of the extent of comminution required to attain an optimum/desired level of mineral liberation for enhanced separation
[37][42].
Overall, the
study indicated that the performance of both gravity separation units was significantly affected by the mineralogical characteristics and particle size distribution of the tailings. Essentially, tabling was identified as the preferred gravity preconcentration method due to its better selectivity. However, desliming of the tailings to remove < 38 μm is crucial to achieving any selective split between the light and heavy minerals via tabling. Furthermore, the investigation also demonstrated that the differences in the specific gravities of the valuable minerals could be exploited to some extent to preconcentrate REE minerals. However, the efficiency of the process is limited by mineralogical characteristics and particle size distribution
[37][42].
6. Magnetic Separation
In cognizance of the advantages attributed to magnetic separation in REE minerals beneficiation, the promising outcome during the magnetic separation of mixed minerals
[38][43], and there being no reported data on the use of magnetic separation in the beneficiation of the tailings, magnetic separation was tested as a potential preconcentration method for REE minerals recovery. A wet high-intensity magnetic separator (WHIMS) was selected to remove iron oxides at low magnetic field intensities while concentrating the REE minerals at higher magnetic field intensities, with the silicates reporting into the nonmagnetic tailings
[39][44]. Test parameters and procedures from a previous work by Abaka-Wood et al.
[38][43] were modified and employed during the magnetic separation tests, where the applied magnetic field intensity was varied from 0.11 T to 2 T.
The experimental data from this study revealed that as the magnetic field intensity was increased, more magnetic particles, including the weakly magnetic particles (REE and some silicate minerals), reported to the concentrate along with the iron oxides. The results suggested that the iron oxides could be selectively concentrated at 0.11 T, even though they were poorly liberated. However, separation selectivity was compromised when higher magnetic field intensities were tested (>0.56 T).
Subsequently, a multistage magnetic process was developed to selectively reject iron oxides and to preconcentrate the REE minerals for subsequent froth flotation recovery and upgrade. The process was successful by selectively removing 25% iron oxides at Fe grade of 55.6% and 8% TREO assaying a grade of 0.68% at 0.11 T. Subsequently, the REE minerals were split between the high intensity (1.74 T) concentrate and the corresponding nonmagnetic tailings. It was also observed that up to 60% of iron oxides assaying 39% Fe and about 29% of silicate minerals reported to the high-intensity concentrate along with the REE minerals (51% recovery at 1.25% TREO grade) because of insufficient liberation, their ferro-/paramagnetic nature (i.e., iron oxides and muscovite, respectively), and entrainment recovery of silicate minerals. Overall, two magnetic REE ‘rich’ products (high-intensity magnetic concentrate and nonmagnetic tails) for subsequent processing by froth flotation were produced.
QXRD analysis on the low-intensity concentrate (FMC) showed that hematite (70%) occupied the bulk fraction of the concentrate, with no REE minerals detected. QEMSCAN analysis conducted on the high-intensity preconcentrate (PMC) revealed an overall REE and iron oxide minerals upgrade ratios of 1.82 and 1.37, respectively, compared with 1.36 and 0.14, respectively, in the nonmagnetic tailings. The results corroborate with the varying magnetic properties of REE minerals, where bastnäsite, monazite, pyrochlore, and xenotime are known to be paramagnetic, whereas florencite, perovskite, zircon are examples of diamagnetic REE-bearing minerals
[17]. As expected, the multistage separation process concentrated the silicate minerals in the nonmagnetic tailings.
Overall, the study indicated that the differences in magnetic properties of the minerals in the tailings can be exploited to preconcentrate REE minerals for subsequent processing.7. Flotation of Magnetic Separation Products
Owing to the successes associated with the combination of magnetic and froth flotation separation in the beneficiation of differing REE ores
[27][40][41][42][32,45,46,47], a decision was made to subject the magnetic preconcentrates to froth flotation separation
[43][48]. The feasibility of further recovering and upgrading REE minerals in the magnetic preconcentrates and nonmagnetic tailings was carried out using the reagents schemes from previous studies by Abaka-Wood et al.
[1]. Specifically, the performances of sodium oleate and hydroxamic acid were compared in the presence of sodium silicate and starch.
QEMSCAN analysis conducted on the final concentrates from a three-stage hydroxamic acid flotation cleaning of the magnetic preconcentrates (PMC) and nonmagnetic tailings presented variable outputs. The bulk of flotation concentrates from the high magnetic intensity concentrate was occupied by iron oxides, where 40% REE minerals recovery at ~1.1 upgrade ratio was obtained. On the other hand, comparatively lower REE minerals recovery (32%) at a higher upgrade ratio (1.84) was observed for flotation tests conducted on the nonmagnetic tailings.
8. REE Minerals Grade–Recovery Relationship
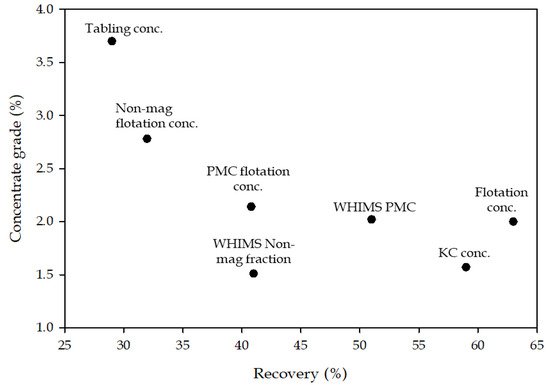
Figure 1 illustrates the grade–recovery relationship in selected separation products obtained from the various beneficiation tests. The best concentrate grade (3.7%) was obtained during the tabling process, where REE minerals recovery (29%) was the lowest. The corresponding silicate content in the tabling concentrate was significantly low; however, the high iron oxide content is undesirable. On the other hand, where REE minerals recoveries were higher (≥30%), the corresponding concentrate grades were comparatively lower. In terms of recovery, the best result was achieved during the multistage flotation process in the presence of hydroxamic acid and depressants, but a number of challenges have been identified with the process. For example, hydroxamates are expensive and characterized by a high consumption rate. Furthermore, the high silicate content (62.13%) in the flotation concentrate would need to be reduced, possibly by introducing a desliming stage, to remove fine/ultrafine silicates, which are easily recovered via entrainment. In addition, regrinding of the feed or selected flotation products to promote REE–gangue minerals liberation may be considered.
Figure 1. Grade–recovery relation for REE minerals in selected separation products.
Notably, flotation of magnetic separation products enhanced REE concentrate upgrade (PMC = 2.02%–2.14% and NMT = 1.51%–2.78%), where an average of 20% REE minerals was lost to the tailings during the processes. It may be preempted that any attempt to further clean the tabling concentrates by flotation may improve the concentrate grade but at the expense of recovery. In effect, for this kind of material, there ought to be a trade-off between grade and recovery, where the preference will be determined by the downstream processes and their economics. The results from these studies are encouraging and potentially significant in view of the gigantic REE-bearing tailings generated from the processing of primary commodities. It is worth noting that such tailings are expected to yield variable processing responses as dictated by their mineralogy and particle size distribution.