Your browser does not fully support modern features. Please upgrade for a smoother experience.
Submitted Successfully!
 +1 credit
+1 credit
Thank you for your contribution! You can also upload a video entry or images related to this topic.
For video creation, please contact our Academic Video Service.
| Version | Summary | Created by | Modification | Content Size | Created at | Operation |
|---|---|---|---|---|---|---|
| 1 | Yong Zhang | + 3563 word(s) | 3563 | 2022-03-22 02:37:58 | | | |
| 2 | Bruce Ren | + 48 word(s) | 3611 | 2022-03-25 06:55:27 | | | | |
| 3 | Lindsay Dong | Meta information modification | 3611 | 2022-03-28 06:16:41 | | |
Video Upload Options
We provide professional Academic Video Service to translate complex research into visually appealing presentations. Would you like to try it?
Cite
If you have any further questions, please contact Encyclopedia Editorial Office.
Zhang, Y. Mechanical Properties of BCC-Structured High-Entropy Alloys. Encyclopedia. Available online: https://encyclopedia.pub/entry/21029 (accessed on 22 July 2026).
Zhang Y. Mechanical Properties of BCC-Structured High-Entropy Alloys. Encyclopedia. Available at: https://encyclopedia.pub/entry/21029. Accessed July 22, 2026.
Zhang, Yong. "Mechanical Properties of BCC-Structured High-Entropy Alloys" Encyclopedia, https://encyclopedia.pub/entry/21029 (accessed July 22, 2026).
Zhang, Y. (2022, March 25). Mechanical Properties of BCC-Structured High-Entropy Alloys. In Encyclopedia. https://encyclopedia.pub/entry/21029
Zhang, Yong. "Mechanical Properties of BCC-Structured High-Entropy Alloys." Encyclopedia. Web. 25 March, 2022.
Copy Citation
A new metallurgical strategy was introduced to develop advanced materials with outstanding performance—high-entropy alloys (HEAs). Today, HEAs contain five or more multiple principle metallic elements in equal or near-equal atomic percentages. HEAs’ four core effects—high configurational entropy, sluggish diffusion, severe lattice distortion, and the cock-tail effect—are mainly responsible for their various physical and mechanical properties. HEAs present promising properties, such as high strength and fracture toughness at room temperature and high temperatures and have excellent wear resistance, and corrosion resistance, along with high-temperature oxidation.
high-entropy alloys
BCC structure
refractory high-entropy alloy
1. Introduction
A new metallurgical strategy was introduced to develop advanced materials with outstanding performance—high-entropy alloys (HEAs). Today, HEAs contain five or more multiple principle metallic elements in equal or near-equal atomic percentages [1]. HEAs’ four core effects [2]—high configurational entropy, sluggish diffusion, severe lattice distortion, and the cock-tail effect—are mainly responsible for their various physical and mechanical properties. HEAs present promising properties, such as high strength and fracture toughness at room temperature [3][4][5][6] and high temperatures [2][7] and have excellent wear resistance [4], and corrosion resistance [8][9][10][11], along with high-temperature oxidation [8].
HEAs are more likely to generate a simple solid solution (typically body-centered cubic (BCC), face-centered cubic (FCC), or hexagonal closed-packed (HCP) phases) despite containing many components [12][13][14][15]. Up to now, the development of HEAs has mainly gone through three stages: quinary equal-atomic single-phase solid-solution alloys; quaternary or quinary non-equal-atomic multiphase alloys; medium-entropy alloys, high-entropy fibers, high-entropy films and lightweight HEAs (LWHEAs) [16][17]. HEAs mainly include two categories: refractory elements (such as V, Cr, Ti, Mo, Nb, Ta, W, Zr, and Hf) and commodity metals (such as Cr, Co, Fe, Ni, Mn, and Cu) [18]. HEAs in the first category consist of many refractory elements, so-called refractory high-entropy alloys (RHEAs) [13], and mostly form BCC structures [19][20]. The second category of HEAs mostly forms FCC structures [21][22], a combination of FCC and BCC structures [23][24][25] or BCC structures alone [26][27].
However, FCC structures or “FCC-based” structure HEAs show excellent ductility high plasticity, but its yield strength is not considerable in a large number of studies reported so far [28][29]. It needs to be strengthened by a series of thermomechanical treatments before industrial application, which requires an additional cost. In contrast to FCC HEAs, BCC HEAs exhibit relatively high intrinsic yield strengths [30][31]. Besides, RHEA systems have excellent high-temperature mechanical properties but insufficient toughness at room temperature [32][33]. Developing BCC HEAs with high strength and good ductility is a key to making them potential structural materials in technological applications.
However, it is still weak to regulate the plastic deformation behavior of BCC HEAs via the strengthening methods of FCC HEAs. BCC HEAs can only deal with liquid-solid phase transformation by some processing technology, such as melt purification, homogenization, directional solidification (DS), powder metallurgy (PM) and additive manufacturing (AM).
Nowadays, BCC HEAs have typically been fabricated via simple arc-melting and casting, which has been confirmed to be a highly efficient technique for more than five metals. For instance, the AlCrFeCoNi HEA with a single-phase BCC solid solution exhibits excellent compressive properties of yield stress (1250.96 MPa) and plastic strain (32.7%) [27]. VNbMoTa RHEAs exhibit excellent room-temperature ductility with a fracture strain > 25% and high-temperature strength (compressive yield strength of 811 MPa at 1000 °C) [34]. However, the cast product has some drawbacks including many structural defects, such as voids, porosity, chemical segregation and grain coarsening.
Powder metallurgy (PM), a forming technology that allows significant compositional accuracy can completely prevent chemical segregation, can obtain a homogeneous microstructure, can produce nanocrystalline materials and can develop metal matrix composites [35][36]. Lightweight RHEAs of CrNbVMo exhibited superior compressive specific yield strengths compared to cast RHEAs at 25 °C and 1000 °C [37]. TiNbTa0.5Zr and TiNbTa0.5ZrAl0.2 RHEAs were successfully prepared without any cracks or fractures by PM, and with Al addition, the compressive peak stress increased from 508 MPa to 603 MPa at 800 °C [38]. The PM process is not only suitable for preparing RHEAs but is also suitable for preparing small and precise components.
In contrast to the conventional process, additive manufacturing (AM) is based on an incremental layer-by-layer fabrication process [39]. Because local process control can be realized in the AM process, it has extremely rapid solidification cooling rates, production with unrivaled design freedom, and shorter production cycles [40][41]. The AM process can overcome the inherent complexity and achieve the high levels of control required to produce homogeneous bulk alloys. Due to the immanent advantages of AM, it has attracted much attention in the last decade. At present, the process for preparing HEAs mainly includes direct laser deposition (DLD), selective laser melting (SLM) and selective electron beam melting (SEBM) [42][43][44][45]. The phases, crystal features, mechanical properties, functionalities and potential applications of these products have been discussed. Because the high density, low ductility at room temperature and poor resistance to oxidation are the main drawbacks of RHEAs, it is a challenge to prepare powder for the AM process.
2. Mechanical Properties of BCC-Structured HEAs at Various Temperatures
2.1. Static Mechanical Properties
2.1.1. Processing by Vacuum Arc-Melting
To provide a relatively systematic overview of the mechanical properties of BCC-structured HEAs, their uniaxial deformation behavior is compared with traditional structural alloys, as shown in Figure 1 [46]. BCC-structured HEAs mostly consist of refractory elements, which are generally considered suitable for high-temperature applications. The RHEA systems that have been successfully prepared to date include Nb-Ta-Mo-W [13][47][48], Nb-Ti-Zr [49][50][51][52][53][54][55][56] and Nb-Ti-V [57][58][59][60][61].
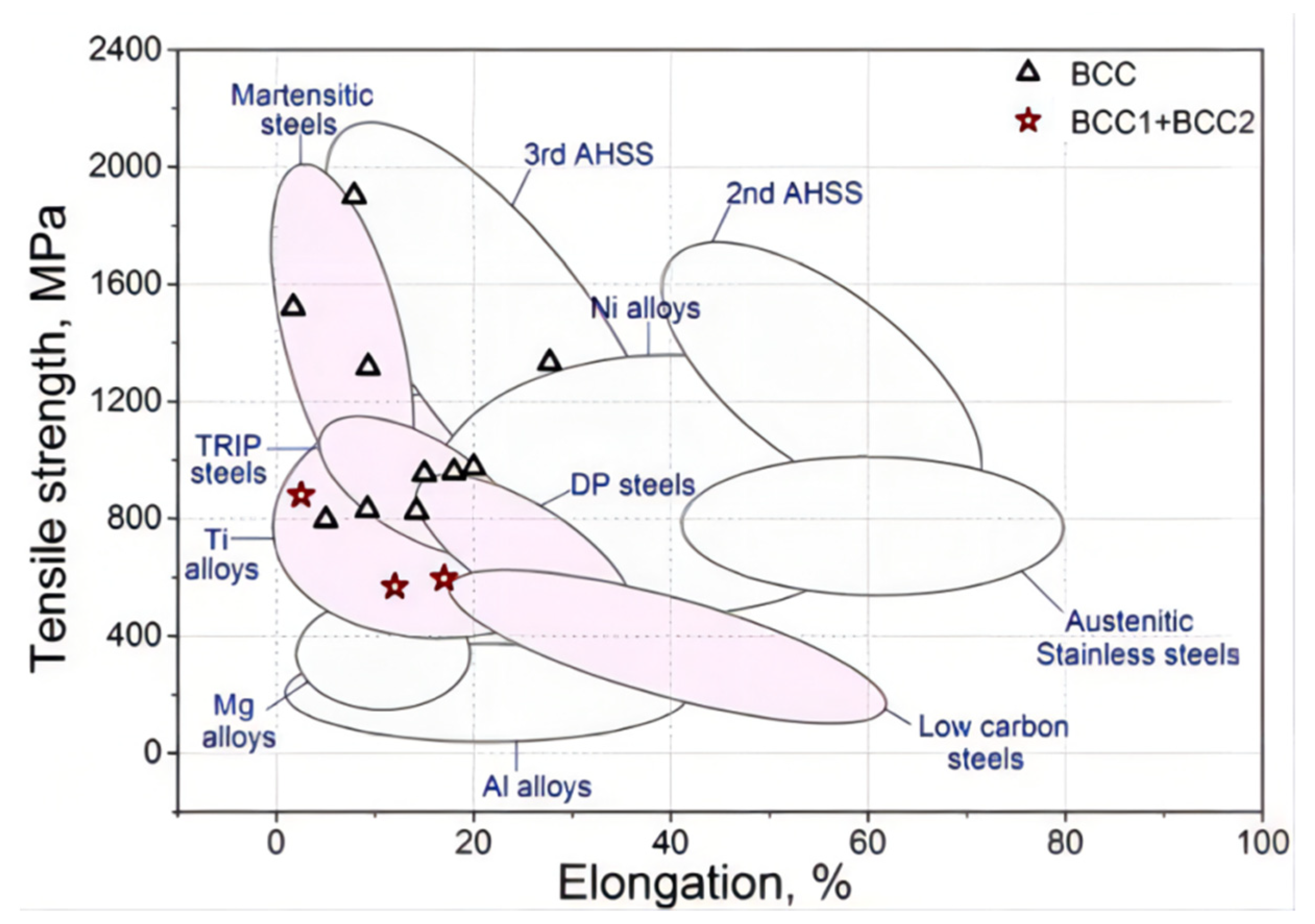
Figure 1. Room-temperature uniaxial tension test data of HEAs and CCAs with BCC, BCC1 + BCC2, 2nd and 3rd AHSS stand for the two generations of advanced high-strength steels (Reprinted with permission from ref. [46]. Copyright 2020 Elsevier).
) of TaNbHfZrTi HEA [49] is superior to the SYS of the TaNbMoW alloy in the temperature range of 296~1073 K (929~535 MPa). When the test temperature exceeds 1073 k, the yield strength of the TaNbHfZrTi HEA with a much lower melting temperature decreases rapidly. Yao et al. [58] calculated and designed NbTaTiV, NbTaVW and NbTaTiVW with a single phase, and the results showed that NbTaTiV exhibits exceptional compressive ductility (~50%) at room temperature and a yield strength of 965 MPa, while NbTaTiVW and NbTaVW show yield strengths of 1420 MPa and 1530 MPa with fracture strains of 20% and 12%, respectively (Figure 4). Work hardening can be observed in these HEAs.
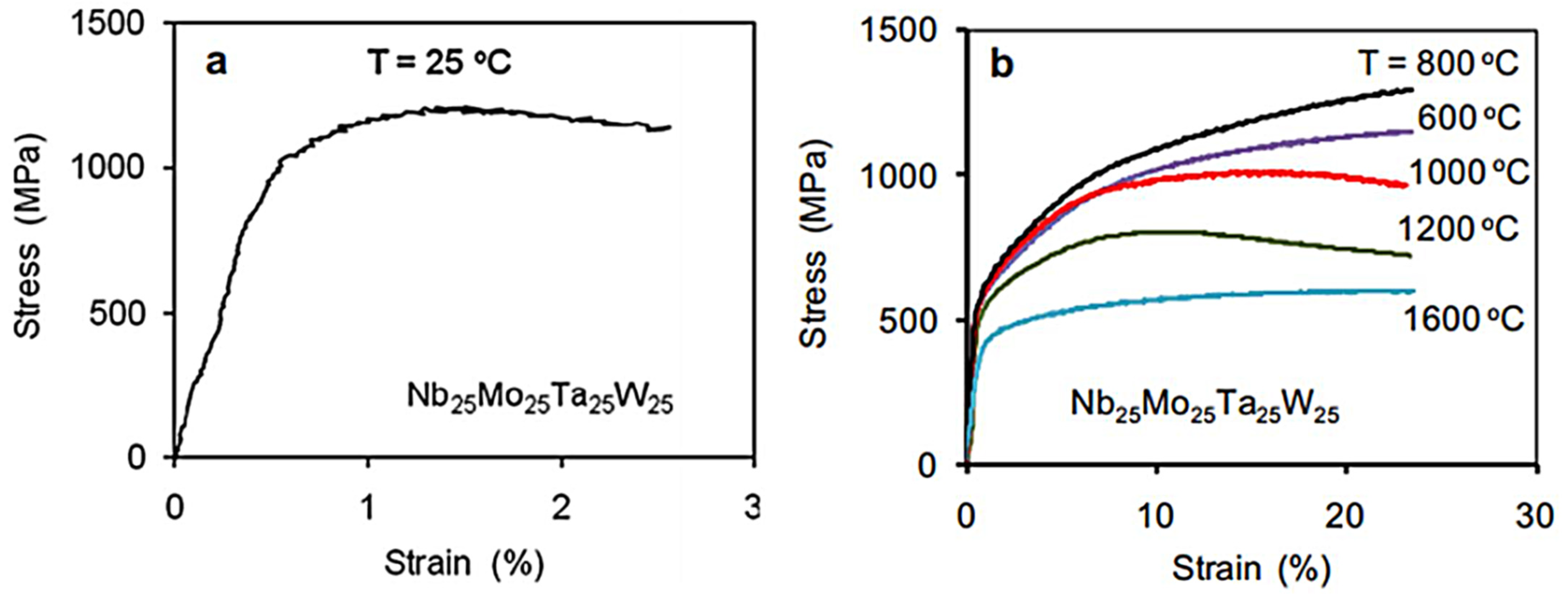
Figure 2. Compressive engineering stress-strain curves for the Nb25Mo25Ta25W25 alloy obtained at (a) room temperature and (b) elevated temperatures (Reprinted with permission from ref. [47]. Copyright 2011 Elsevier).
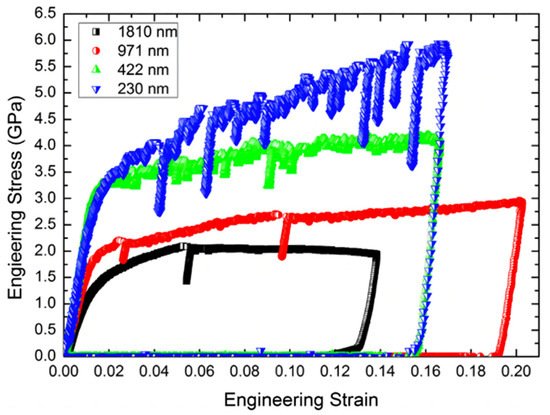
Figure 3. Representative engineering stress strain curves for [1]-oriented single crystalline HEA pillars with diameters ranging from ~2 μm to ~200 nm (Reprinted with permission from ref. [62]. Copyright 2014 Elsevier).
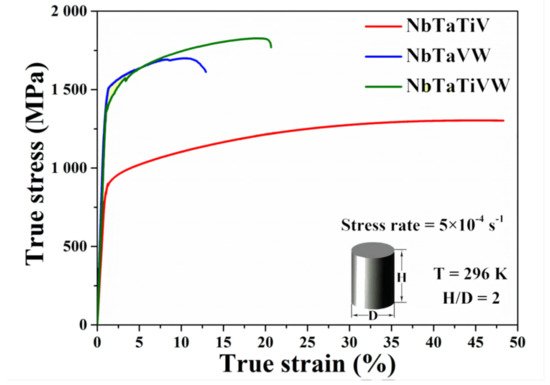
Figure 4. Compressive engineering stress-strain curves for HEAs NbTaTiV, NbTaVW, and NbTaTiVW at room temperature (Reprinted with permission from ref. [58]. Copyright 2016 Elsevier).
The alloying method is also widely used to enhance the mechanical properties of HEAs. The refractory elements (Nb, V, and Zr), Ti and Al with low density are the most commonly used alloying elements to improve the specific yield strength. Ti elements and their alloys possess good ductility and excellent high-temperature properties [63]. For example, the solid-solution hardening effect of Ti addition is beneficial to the compressive strength and ductility of NbMoTaW and VNbMoTaW HEAs at room temperature. The yield strengths of TiNbMoTaW and TiVNbMoTaW are ~586 and ~659 MPa at 1200 °C (Figure 5), respectively [63], so they are expected to be used as materials for high-temperature applications. At room temperature, the compressive yield strengths of Ti20Zr20Hf20Nb20V20 and Ti20Zr20Hf20Nb20Cr20 as-cast alloys [55] are 1170 and 1375 MPa, respectively. Compared with the addition of V, the addition of Cr will form Laves phase precipitation in the BCC matrix and achieve strengthening. Besides this, the structural and mechanical properties of two HEAs remained stable after a short period (10 min) of heat treatment at a high temperature, as shown in Figure 6. Substituting Hf and Cr in the CrMo0.5NbTa0.5TiZr and HfNbTaTiZr HEAs can reduce these alloys’ density and improve the RT strength and ductility [51].
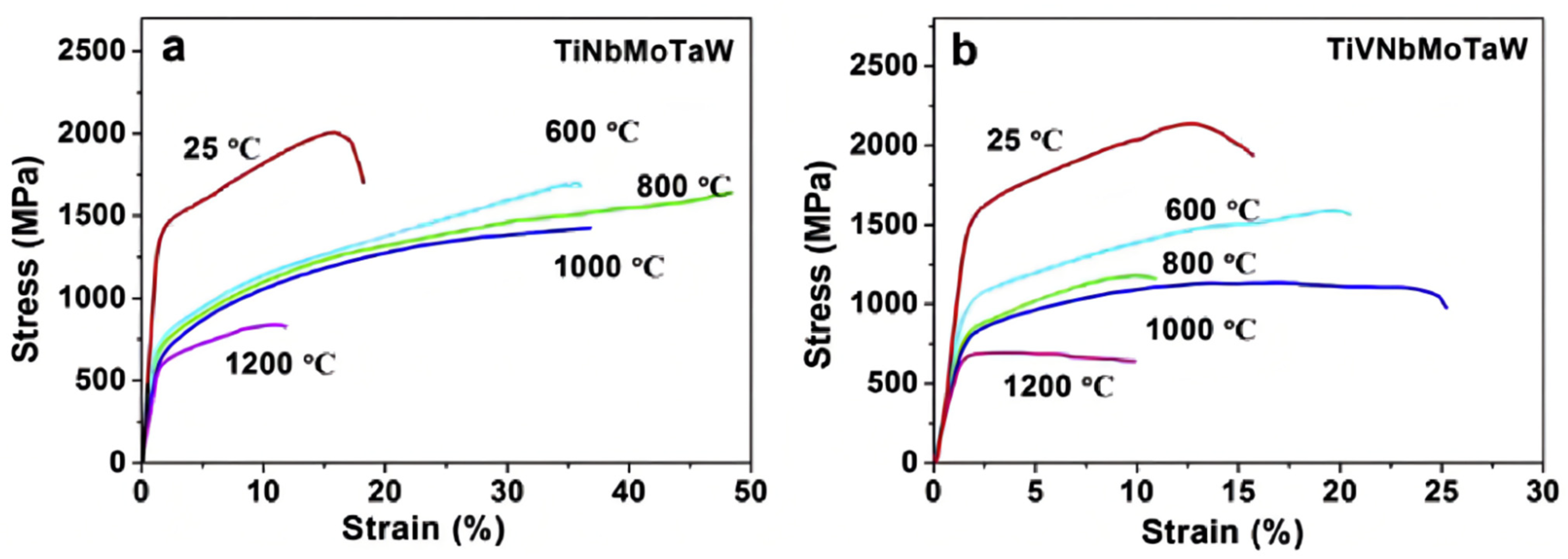
Figure 5. The compressive stress-strain curves of the TiNbMoTaW (a) and TiVNbTaMoW (b) HEAs at room temperature and elevated temperatures (Reprinted with permission from ref. [63]. Copyright 2017 Elsevier).
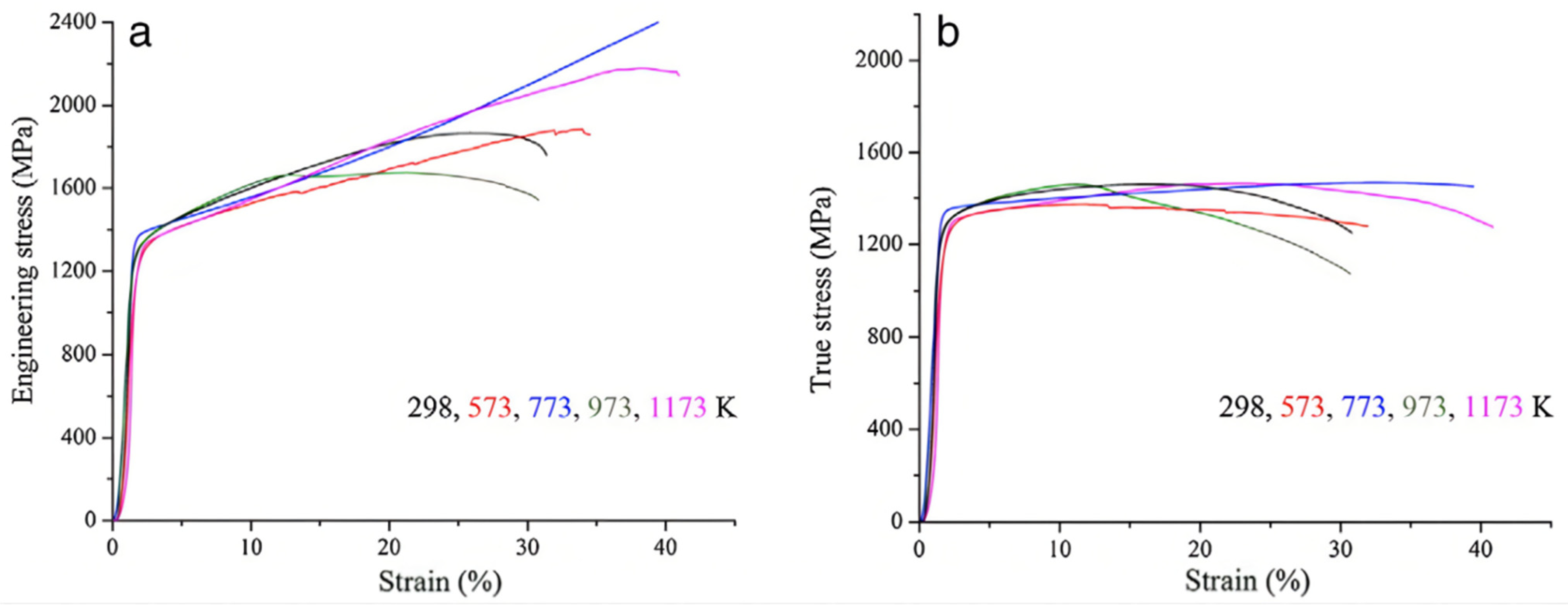
Figure 6. Engineering stress and true stress vs. strain compression curves for the Ti20Zr20Hf20Nb20V20 (a,b) and Ti20Zr20Hf20Nb20Cr20 alloys in the as-cast (Reprinted with permission from ref. [55]. Copyright 2014 Elsevier).
In addition to the RHEAs mentioned above, there are few other HEA systems. For example, TiAlFeCoNi HEA [63] with the L21-BCC crystal structure was prepared by arc-melting and further processed by the high-pressure torsion (HPT) method. Moreover, the alloy exhibited ultrahigh hardness (880 Hv), low elastic modulus (123–129 GPa) and superior activity for cell proliferation.
2.1.2. Processing by Powder Metallurgy
These samples in the reports mentioned above were prepared by using the vacuum arc-melting technique. Mechanical alloying (MA) with spark plasma sintering (SPS) [64][65][66], as a typical technology of PM, can readily fabricate bulk high-density HEAs with ultrafine grains, excellent microstructural homogeneity, improved strength and hardness. Nb25Mo25Ta25W25 and Ti8Nb23Mo23Ta23W23 HEAs [67] were successfully prepared by MA with SPS technology. The compressive yield stress and fracture strain of Nb25Mo25Ta25W25 HEAs with average grain sizes ~0.88 µm are 2460 MPa and 16.8%, which are remarkably superior to those prepared by casting [47]. However, coarse grain size is conducive to the improvement of high-temperature strength, which is mainly attributed to the fact that the grain boundary is the weak area and plays as the flow unit at high temperatures [68]. Besides this, the addition of Ti can facilitate the grain refinement and Ti particles distributed at grain boundaries can improve the toughness of the Ti8Nb23Mo23Ta23W23 HEA (2377 MPa, 26.3%). The WNbMoTaV HEA [69], when sintered, shows an ultra-high compressive yield strength of 2612 MPa with a failure strain of 8.8% at room temperature, respectively. Meanwhile, Long et al. [70] reported that Laves phase precipitated in the BCC matrix of NbMoTaWVCr HEA and enhanced its mechanical properties by introducing Cr to the WNbMoTaV HEA. Laves phase formed in the BCC matrix due to the smaller atomic radius of Cr compared with the other alloy elements in those RHEAs [50][54][71]. The compressive yield strength (3416 MPa) of the bulk NbMoTaWVCr HEA is dramatically higher than those of the previously reported refractory HEAs fabricated by casting and powder metallurgy methods, as shown in Figure 7. The outstanding mechanical properties of the WNbMoTaV HEA were attributed to fine-grain strengthening, intrinsic and interstitial solid solution strengthening and Orowan strengthening. The enhancement in yield strength of the NbMoTaWVCr HEA may result from the combined effects of finer grain size, a homogeneous microstructure and enhancement of atomic size misfit caused by the addition of Cr and interstitial solid solution strengthening from O (O was inevitably introduced into the mechanically alloyed powders).
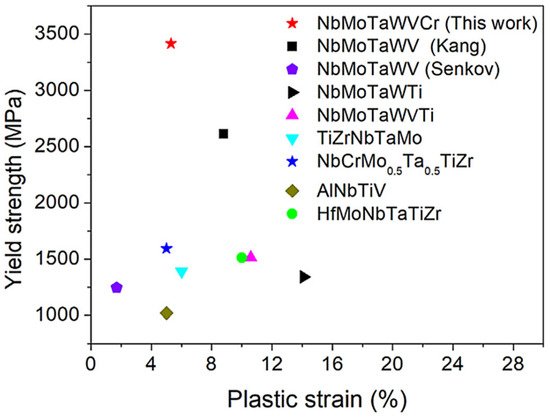
Figure 7. Plots of compressive yield strength and plastic strain of typical refractory HEAs at room temperature (Reprinted with permission from ref. [70]. Copyright 2019 Elsevier).
In addition to the WNbMoTa HEA, BCC-structured HEA systems prepared by MA with SPS technology also include AlFeTiCrZnCu [72][73][74], CrTiVTaW [19][75], TiNbTaZr [38] and FeCrMnV [17][76][77]. The AlFeTiCrZnCu HEA [74] prepared by MA with SPS technology can achieve a 99% density and homogeneous nanostructure (~10 nm) and its hardness can reach 2 GPa.
The effect of Ti on the phase structure and mechanical properties of TixWTaVCr HEA [75] was studied: a single BCC solid solution could be formed when the Ti content was up to 7%. Compared with pure W and several other HEAs, Ti7WTaVCr has higher room-temperature and high-temperature compressive yield strengths, owing to solid solution strengthening and the effects of Cr and V.
Cao et al. [38] successfully prepared TiNbTa0.5Zr and TiNbTa0.5ZrAl0.2 HEAs with a single BCC phase using powder metallurgy technology. The compressive yield strength and strain for TiNbTa0.5Zr and TiNbTa0.5ZrAl0.2 alloys at room temperature were 1310 MPa, 30% and 1500 MPa, 30%, respectively. Figure 8 compares the compressive properties of these HEAs with those of available refractory HEAs. TiNbTa0.5Zr and TiNbTa0.5ZrAl0.2 present a good combination of strength and plasticity, while most refractory HEAs still follow the strength-ductility trade-off. Besides this, TiNbTa0.5Zr and TiNbTa0.5ZrAl0.2 HEAs show a compressed maximum engineering strain of 50% without any cracking or fractures at 800 °C. Moreover, the NbTaTiV HEA exhibits a compressive yield strength of 1.37 GPa and a high fracture strain of 23% at room temperature. When deformation occurs at 1000 C, it still exhibits a high yield strength of 437 MPa with a compression strain of over 40%. Its outstanding mechanical properties are mainly attributed to the homogeneous and fine microstructures and solid solution strengthening effect.
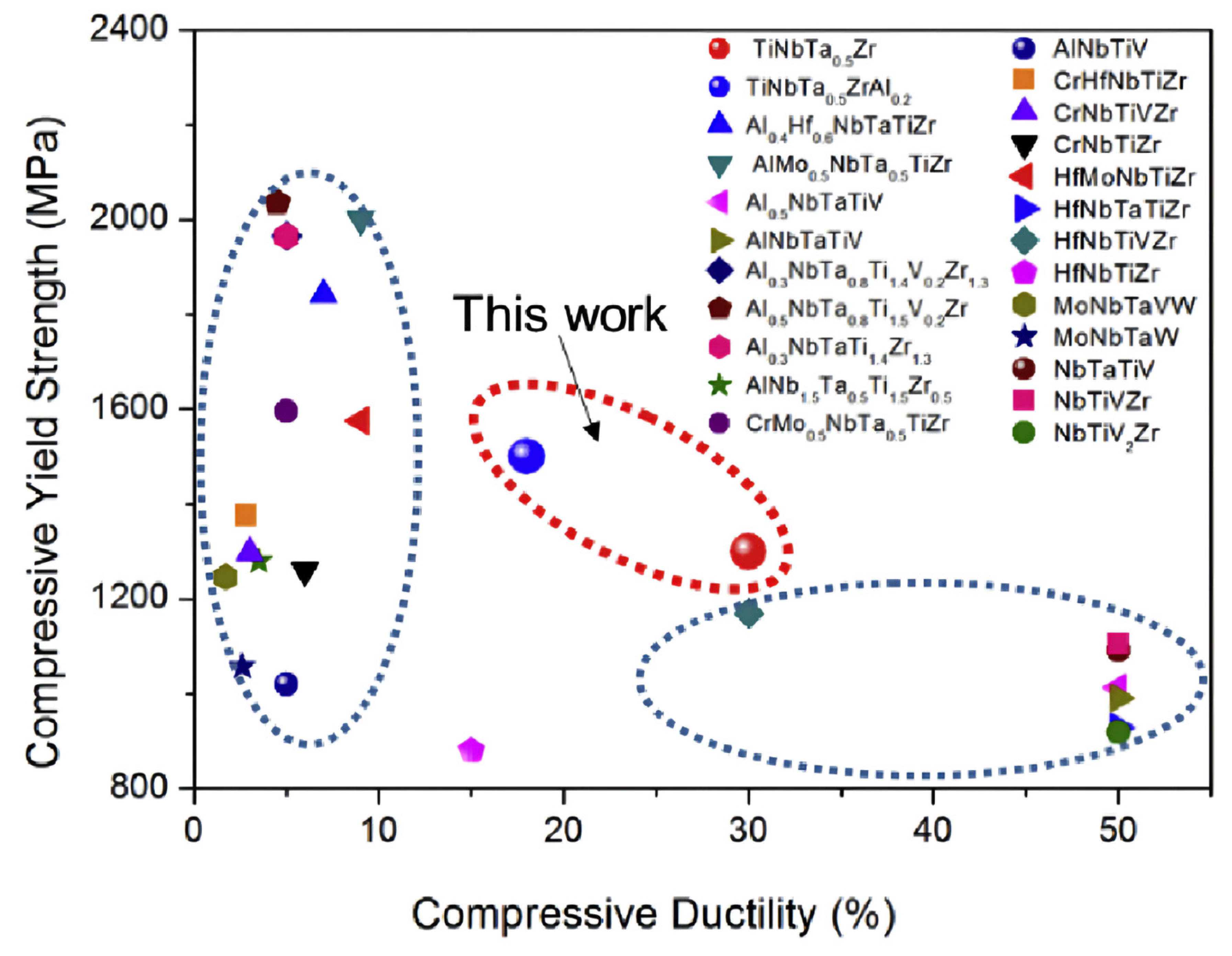
Figure 8. Compressive properties of the refractory high-entropy alloys obtained at room temperature; compressive yield strength vs. compressive ductility (Reprinted with permission from ref. [38]. Copyright 2018 Elsevier).
The volume fraction of the BCC2 phase gradually increased with the increase in the Al concentration in AlxCrFeMoV HEAs [78]. The improvement of compressive yield strength from 2730 to 3552 MPa can be attributed to the solid solution strengthening of Al caused by the appearance of the BCC2 phase. The addition of Al dually influenced the properties of the CrFeMoV alloy by improving its strength and reducing the density of the system. The yield strength and hardness as a function of density were compared with data for previously reported HEAs (Figure 9). AlxCrFeMoV HEAs with outstanding mechanical properties, a low cost and low density, which are better than those of any previously reported HEAs, suggested a promising future for the HEAs in many structural applications.
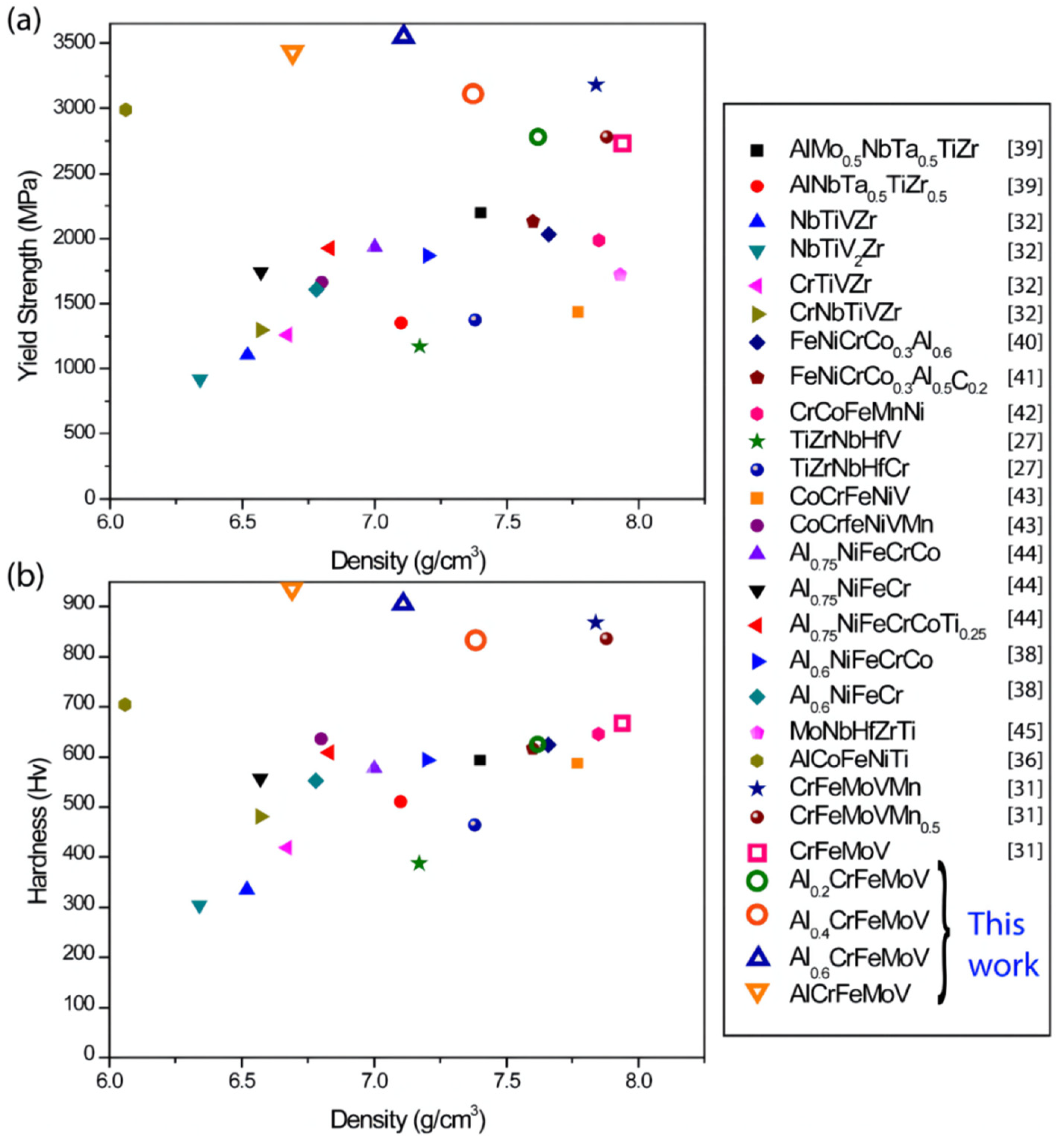
Figure 9. (a) Compressive yield strength and (b) hardness as a function of density for the current alloys and previously reported high-entropy alloys (HEAs) (Reprinted with permission from ref. [78]. Copyright 2018 Elsevier).
In another case, new phases appeared in the BCC matrix, such as the B2 phase, HCP phase and FCC phase, after SPS processing. As reported [17], AlCuFeMnTiV HEA prepared by sintering powder containing only the BCC phase has the B2 phase, HCP phase and Cu-rich FCC phase precipitated at the grain boundary in addition to the BCC matrix. It exhibits the best comprehensive mechanical properties, with a density of 6.28 g/cm3, compressive yield strength of 2060 MPa and plastic strain of 15.83%, which are superior to most LWHEAs and traditional lightweight alloys. The high strength and good plasticity of AlCuFeMnTiV HEAs are attributed to the strengthening effect of nano twins precipitated in the FCC phase on grain boundaries.
The above discussion demonstrates that powder metallurgy is a promising way of preparing ductile RHEAs with outstanding comprehensive mechanical properties.
2.1.3. Processing by Additive Manufacturing
Recently, several attempts have been made to prepare BCC-structured HEAs (mainly RHEAs) by laser deposition techniques, and there have been many studies on the preparation of those HEAs by arc-melting and PM. The attempts to prepare BCC structure HEAs using AM technology have mainly been based on DLD technology, and few reports have been published on SLM or SEBM.
The process of DLD may also be known as laser metal deposition (LMD), direct metal deposition (DMD), laser engineered net shaping (LENS) and laser cladding. The MoNbTaW RHEA [79] with single-wall structures was the first BCC-structured alloy system to be prepared by the DLD method. The case indicated that it is feasible to fabricate a RHEA through in situ alloying of a Mo-Nb-Ta-W elemental mixture even if cracks appear during processing. The bulk of the crack-free TiZrNbTa RHEAs [80] was successfully produced by in-situ alloying of elemental powders using the DLD method. It is one of the few alloy systems with suitable room temperature plasticity among the RHEAs. A well-defined compositional gradient with good hardness (440 HV0.1) was obtained by optimizing the DLD method, as shown in Figure 10.
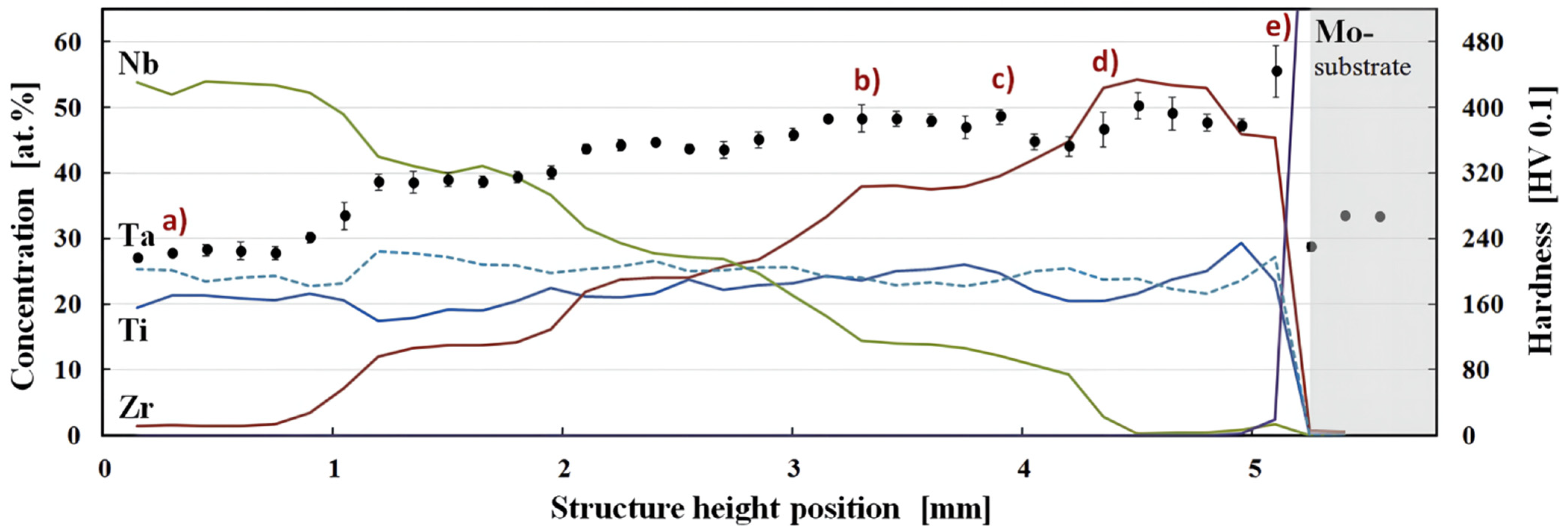
Figure 10. Compositionally graded material produced from five modified powder blends with linearly changing compositions from Ti23Zr43Nb0Ta34 to Ti23Zr0Nb42Ta35 (Reprinted with permission from ref. [80]. Copyright 2019 Elsevier).
SLM, as a typical AM technology, can three-dimensionally (3D) fabricate components with intricated shapes and refined resolutions [81][82][83]. The fabrication of BCC-structured HEAs through the SLM process has rarely been considered. A MoNbTaW refractory HEA was prepared via the SLM process using blended elemental powders [45][84]. There was a deviation between the chemical composition of the prepared sample and that of a pre-mixed powder. This was likely due to surface evaporation of the lower melting-point elements which floated to the upper surface of the melt pool during the SLM process. Composition partitioning was in direct contrast with that reported by Dobbelstein et al. [73] for MoNbTaW HEAs fabricated via DLD.
The operating principle was similar to that of SLM, but SEBM used an electron beam instead of a laser beam as the heat source, which meant it has attracted extensive attention in recent years. SEBM has the unique characteristics of a high energy density of the incident electron beam, high scan speed, and moderate operation cost and so on. In addition, the high temperature preheating (up to 1100 °C) of the powder bed by the electron beam prior to scanning and melting is another distinct working condition of SEBM. This working condition results in low residual stress of the built products, making the SEBM process suitable to fabricate complex shaped products and reducing the thermal cracking and distortion of the printed-HEAs [85][86][87].
Hiroshi et al. [86] investigated the microstructures and mechanical properties of equiatomic AlCoCrFeNi HEA samples fabricated by SEBM comparing them with those of samples prepared by arc-melting. The proportion of the FCC phase (precipitated at the grain boundaries of the B2/BCC grains) for the bottom was much higher than that for the top. Therefore, the hardness of the SEBM samples gradually decreased with an increased proportion of the FCC phase, and they exhibited much higher plastic deformability than the cast specimen, without a significant loss of strength (Figure 11). Wang et al. precipitated CoCrFeNiMn HEA via EBM, the tensile properties of which (average YS ~205 MPa, elongation ~63%) were almost the same as those of the as-cast form obtained by He et al. [88]. The Al0.5CrMoNbTa0.5 HEAs [43] from elemental powder blends were prepared using the SEBM technique. By optimizing the process parameters, the porosity was reduced to replace the post-treatment in the traditional processing technology. However, the simultaneous handling of several elemental or pre-alloyed powders brings new challenges to the deposition process.
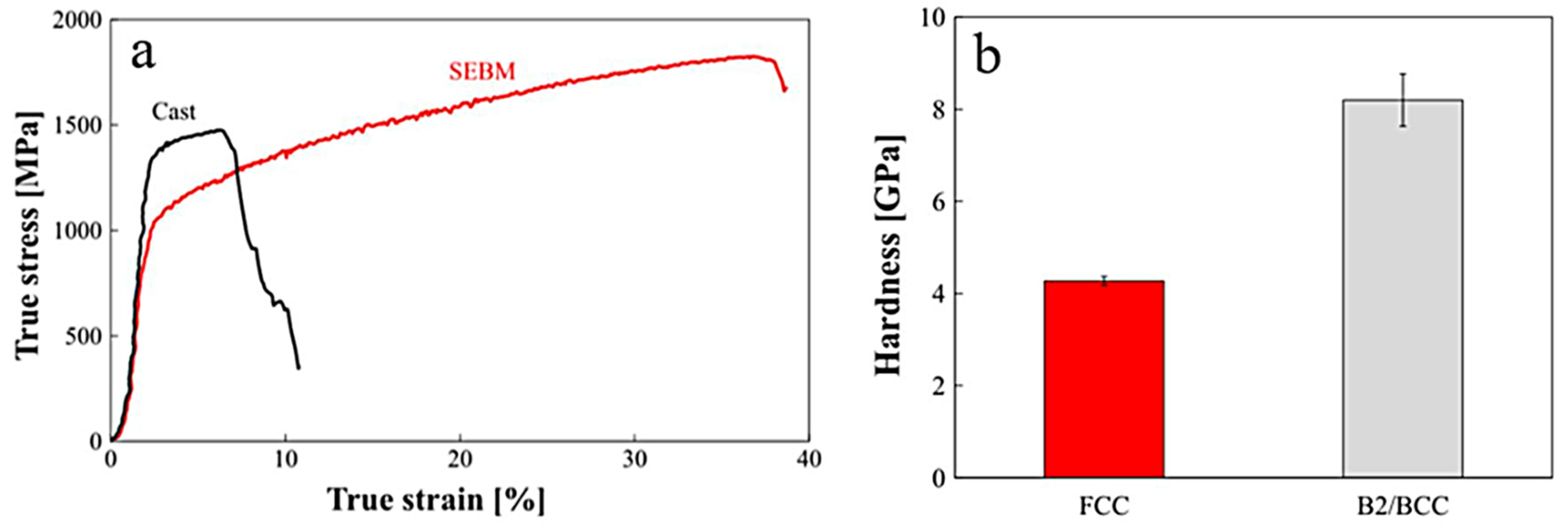
Figure 11. (a) Compressive stress-strain curves of the cast and SEBM specimens and (b) nano-hardness of the FCC and B2/BCC phases measured at the bottom of the SEBM specimens (Reprinted with permission from ref. [86]. Copyright 2016 Elsevier).
2.1.4. Self-Sharpening
The previous three parts of the article mainly summarized the BCC-structured HEAs prepared by three forming methods, largely focusing on their tensile or compressive properties under quasi-static conditions, while it is the dynamic tensile or compressive properties that affect its self-sharpening.
“Self-sharpening” is the ability of the material to maintain its acute head shape during penetration, which is a necessary property of material during armor-piercing [89]. HEAs possess a good combination of strength and ductility, which is the premise of excellent self-sharpening. Besides this, high susceptibility to adiabatic shear banding (ASB) is the fundamental cause of self-sharpening behavior that benefits penetration performance [90][91]. ASB is the dominant deformation mechanism for materials consisting of metals or alloys under high-strain-rate loading, which exhibits a narrow band where large shear deformation occurs in a very short time [92][93][94][95].
At present, the research on self-sharpening mainly focuses on W-based alloys [96][97]. W-based alloys are promising candidates for kinetic energy penetrators because of their high density, strength, and ductility [98][99]. However, the low susceptibility of W-based alloys to ASB reduces their penetration depth. Thus, it is necessary to develop a new matrix material to replace W-based alloys. The sluggish diffusion and lattice distortion effect of HEAs can achieve a balance between strength and toughness and improve the penetration ability [100]. This means that HEAs can be used as potential materials with excellent self-sharpening properties. However, only limited success has been achieved in the development of new tungsten HEAs. A new chemical-disordered multi-phase tungsten HEA (WFeNiMo) was developed by Liu et al. [89]. Compared with conventional W-based alloys, WFeNiMo consists of a BCC dendrite phase and a rhombohedral μ phase embedded in the continuous FCC matrix, which means it exhibits outstanding self-sharpening capability, as shown in Figure 12. This is due to the precipitation of the ultra-strong μ phase of WFeNiMo, which can mediate the shear banding by triggering dynamic recrystallization softening. Subsequently, Chen et al. [96] conducted experiments with WFeNiMo HEA and W-based alloy projectiles penetrating medium-carbon steel by using a ballistic gun and a two-stage light-gas gun. As the impact velocity increased (1330 m/s~1531 m/s.), the penetration mode of the WFeNiMo HEA projectile changed from self-sharpening to mushrooming.
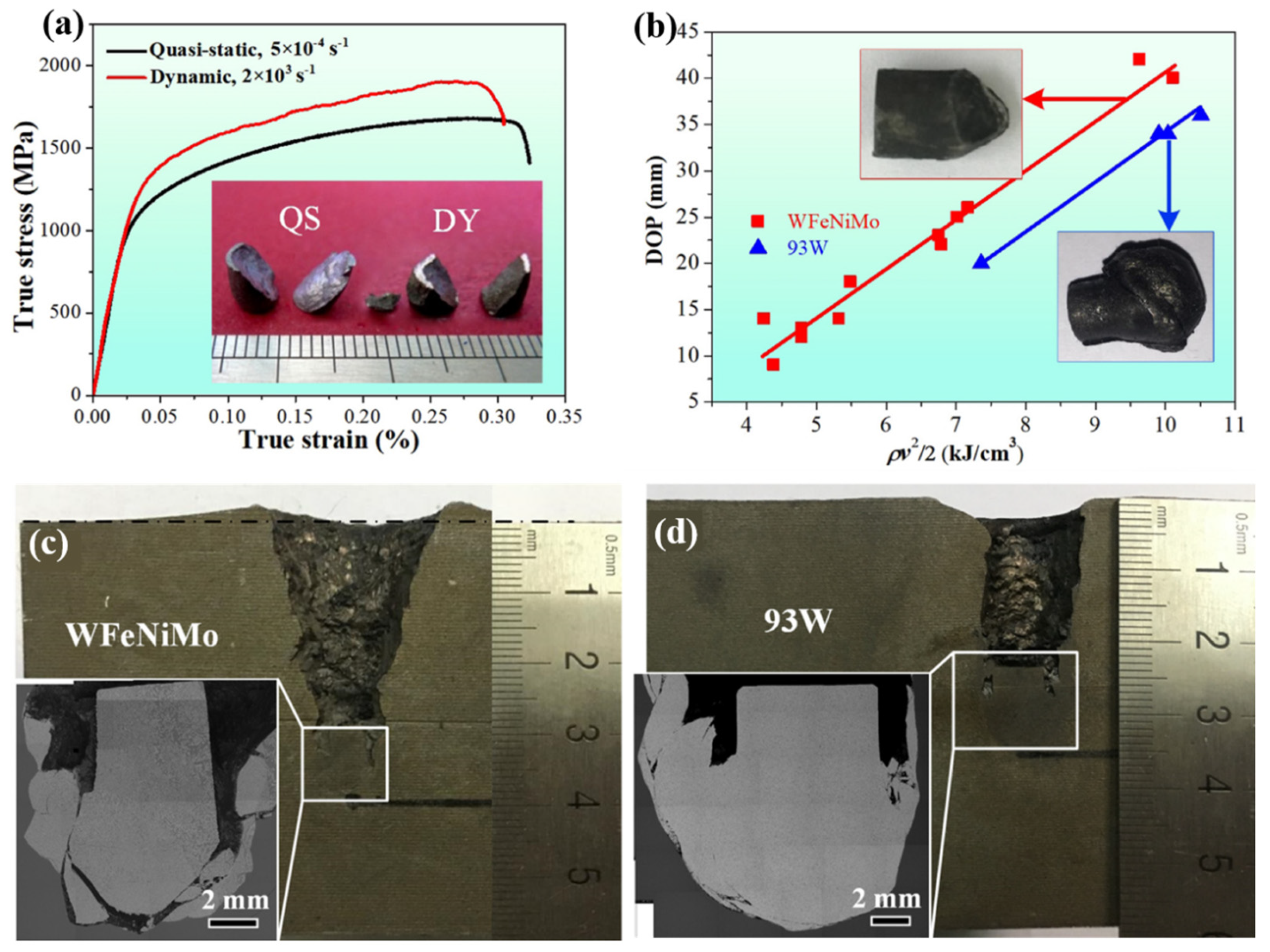
Figure 12. (a) Compressive stress-strain curves of alloys under quasi-static and dynamic conditions, with macroscopic fracture samples in the inset; (b) Depth of penetration of WFeNiMo rod and 93 W rod versus kinetic energy per volume calculated with photographs of the retrieved remnants, respectively; Longitudinal sections of medium carbon steel targets impacted by (c) a WFeNiMo penetrator and (d) a 93 W penetrator, with SEM micrographs of the remnant in the corresponding insets, respectively (Reprinted with permission from ref. [89]. Copyright 2020 Elsevier).
In general, BCC structure HEAs can be successfully fabricated by arc-melting and PM (MA with SPS technology), but the preparation of pre-alloyed powder is still one of the difficult problems for the attempt of AM technology. BCC structure HEAs have ultrahigh strength, high hardness and room temperature plasticity, which has been gradually improved in recent studies. It has great potential in aerospace, military (high performance penetrator materials) and biomedical fields in future applications.
References
- Yeh, J.-W. Recent progress in high-entropy alloys. Ann. Chim. Sci. Mat. 2006, 31, 633–648.
- Chang, Y.-J.; Yeh, A.-C. The evolution of microstructures and high temperature properties of AlxCo1.5CrFeNi1.5Tiy high entropy alloys. J. Alloys Compd. 2015, 653, 379–385.
- Gludovatz, B.; Hohenwarter, A.; Catoor, D.; Chang, E.H.; George, E.P.; Ritchie, R.O. A fracture-resistant high-entropy alloy for cryogenic applications. Science 2014, 345, 1153–1158.
- Chuang, M.-H.; Tsai, M.-H.; Wang, W.-R.; Lin, S.-J.; Yeh, J.-W. Microstructure and wear behavior of AlxCo1.5CrFeNi1.5Tiy high-entropy alloys. Acta Mater. 2011, 59, 6308–6317.
- Chen, J.; Niu, P.; Liu, Y.; Lu, Y.; Wang, X.; Peng, Y.; Liu, J. Effect of Zr content on microstructure and mechanical properties of AlCoCrFeNi high entropy alloy. Mater. Des. 2016, 94, 39–44.
- Cheng, K.-H.; Lai, C.-H.; Lin, S.-J.; Yeh, J.-W. Structural and mechanical properties of multi-element (AlCrMoTaTiZr)Nx coatings by reactive magnetron sputtering. Thin Solid Films 2011, 519, 3185–3190.
- Daoud, H.M.; Manzoni, A.M.; Wanderka, N.; Glatzel, U. High-Temperature Tensile Strength of Al10Co25Cr8Fe15Ni36Ti6 Compositionally Complex Alloy (High-Entropy Alloy). JOM 2015, 67, 2271–2277.
- Fu, Z.; Yang, B.; Gan, K.; Yan, D.; Li, Z.; Gou, G.; Chen, H.; Wang, Z. Improving the hydrogen embrittlement resistance of a selective laser melted high-entropy alloy via modifying the cellular structures. Corros. Sci. 2021, 190, 109695.
- Chen, Y.Y.; Duval, T.; Hung, U.D.; Yeh, J.W.; Shih, H.C. Microstructure and electrochemical properties of high entropy alloys—a comparison with type-304 stainless steel. Corros. Sci. 2005, 47, 2257–2279.
- Chen, Y.Y.; Hong, U.T.; Shih, H.C.; Yeh, J.W.; Duval, T. Electrochemical kinetics of the high entropy alloys in aqueous environments—a comparison with type 304 stainless steel. Corros. Sci. 2005, 47, 2679–2699.
- Quiambao, K.F.; McDonnell, S.J.; Schreiber, D.K.; Gerard, A.Y.; Freedy, K.M.; Lu, P.; Saal, J.E.; Frankel, G.S.; Scully, J.R. Passivation of a corrosion resistant high entropy alloy in non-oxidizing sulfate solutions. Acta Mater. 2019, 164, 362–376.
- Cantor, B.; Chang, I.; Knight, P.; Vincent, A. Microstructural development in equiatomic multicomponent alloys. Mater. Sci. Eng. A 2004, 375–377, 213–218.
- Senkov, O.N.; Wilks, G.B.; Miracle, D.B.; Chuang, C.P.; Liaw, P.K. Refractory high-entropy alloys. Intermetallics 2010, 18, 1758–1765.
- Takeuchi, A.; Amiya, K.; Wada, T.; Yubuta, K.; Zhang, W. High-Entropy Alloys with a Hexagonal Close-Packed Structure Designed by Equi-Atomic Alloy Strategy and Binary Phase Diagrams. JOM 2014, 66, 1984–1992.
- Gao, M.C.; Zhang, B.; Guo, S.M.; Qiao, J.W.; Hawk, J.A. High-Entropy Alloys in Hexagonal Close-Packed Structure. Metall. Mater. Trans. A 2016, 47, 3322–3332.
- Zhang, Y.; Li, R. New Advances in High-Entropy Alloys. Entropy 2020, 22, 1158.
- Zhang, Y.; Ai, Y.; Chen, W.; Ouyang, S. Preparation and microstructure and properties of AlCuFeMnTiV lightweight high entropy alloy. J. Alloys Compd. 2022, 900, 163352.
- Fu, X.; Schuh, C.A.; Olivetti, E.A. Materials selection considerations for high entropy alloys. Scr. Mater. 2017, 138, 145–150.
- Waseem, O.A.; Ryu, H.J. Powder Metallurgy Processing of a WxTaTiVCr High-Entropy Alloy and Its Derivative Alloys for Fusion Material Applications. Sci. Rep. 2017, 7, 1926.
- Wu, Y.D.; Cai, Y.H.; Wang, T.; Si, J.J.; Zhu, J.; Wang, Y.D.; Hui, X.D. A refractory Hf25Nb25Ti25Zr25 high-entropy alloy with excellent structural stability and tensile properties. Mater. Lett. 2014, 130, 277–280.
- Yao, H.; Tan, Z.; He, D.; Zhou, Z.; Zhou, Z.; Xue, Y.; Cui, L.; Chen, L.; Wang, G.; Yang, Y. High strength and ductility AlCrFeNiV high entropy alloy with hierarchically heterogeneous microstructure prepared by selective laser melting. J. Alloys Compd. 2020, 813, 152196.
- Son, S.; Kim, S.; Kwak, J.; Gu, G.H.; Hwang, D.S.; Kim, Y.-T.; Kim, H.S. Superior antifouling properties of a CoCrFeMnNi high-entropy alloy. Mater. Lett. 2021, 300, 130130.
- Xia, S.; Xia, Z.; Zhao, D.; Xie, Y.; Liu, X.; Wang, L. Microstructure formation mechanism and corrosion behavior of FeCrCuTiV two-phase high entropy alloy prepared by different processes. Fusion Eng. Des. 2021, 172, 112792.
- Avila-Rubio, M.A.; Carreño-Gallardo, C.; Herrera-Ramirez, J.M.; García-Grajeda, B.A.; Pérez-González, F.A.; Ramirez-Ramirez, J.H.; Garza-Montes-de-Oca, N.F.; Baldenebro-Lopez, F.J. Microstructure and microhardness of high entropy alloys with Zn addition: AlCoFeNiZn and AlCoFeNiMoTiZn. Adv. Powder Technol. 2021, 32, 4687–4696.
- Ye, Q.; Yang, B.; Yang, G.; Zhao, J.; Gong, Z. Stability prediction of AlCoCrFeMo0.05Ni2 high entropy alloy by Kinetic Monte Carlo method. Mater. Lett. 2022, 306, 130907.
- Daryoush, S.; Mirzadeh, H.; Ataie, A. Amorphization, mechano-crystallization, and crystallization kinetics of mechanically alloyed AlFeCuZnTi high-entropy alloys. Mater. Lett. 2022, 307, 131098.
- Wang, Y.P.; Li, B.S.; Ren, M.X.; Yang, C.; Fu, H.Z. Microstructure and compressive properties of AlCrFeCoNi high entropy alloy. Mater. Sci. Eng. A 2008, 491, 154–158.
- Zhang, L.J.; Jiang, Z.K.; Zhang, M.D.; Fan, J.T.; Liu, D.J.; Yu, P.F.; Liu, R.P. Effect of solid carburization on the surface microstructure and mechanical properties of the equiatomic CoCrFeNi high-entropy alloy. J. Alloys Compd. 2018, 769, 27–36.
- Nishimoto, A.; Fukube, T.; Maruyama, T. Microstructural, mechanical, and corrosion properties of plasma-nitrided CoCrFeMnNi high-entropy alloys. Surf. Coat. Technol. 2018, 376, 52–58.
- Günen, A. Tribocorrosion behavior of boronized Co1.19Cr1.86Fe1.30Mn1.39Ni1.05Al0.17B0.04 high entropy alloy. Surf. Coat. Technol. 2021, 421, 127426.
- Karakaş, M.S.; Günen, A.; Çarboğa, C.; Karaca, Y.; Demir, M.; Altınay, Y.; Erdoğan, A. Microstructure, some mechanical properties and tribocorrosion wear behavior of boronized Al0.07Co1.26Cr1.80Fe1.42Mn1.35Ni1.10 high entropy alloy. J. Alloys Compd. 2021, 886, 161222.
- Scales, R.J.; Armstrong, D.; Wilkinson, A.J.; Li, B.-S. On the brittle-to-ductile transition of the as-cast TiVNbTa refractory high-entropy alloy. Materialia 2020, 14, 100940.
- Wang, M.; Ma, Z.; Xu, Z.; Cheng, X. Microstructures and mechanical properties of HfNbTaTiZrW and HfNbTaTiZrMoW refractory high-entropy alloys. J. Alloys Compd. 2019, 803, 778–785.
- Wang, M.; Ma, Z.L.; Xu, Z.Q.; Cheng, X.W. Designing V NbMoTa refractory high-entropy alloys with improved properties for high-temperature applications. Scr. Mater. 2021, 191, 131–136.
- Guo, W.; Liu, B.; Liu, Y.; Li, T.; Fu, A.; Fang, Q.; Nie, Y. Microstructures and mechanical properties of ductile NbTaTiV refractory high entropy alloy prepared by powder metallurgy. J. Alloys Compd. 2019, 776, 428–436.
- Praveen, S.; Basu, J.; Kashyap, S.; Kottada, R.S. Exceptional resistance to grain growth in nanocrystalline CoCrFeNi high entropy alloy at high homologous temperatures. J. Alloys Compd. 2016, 662, 361–367.
- Kang, B.; Kong, T.; Ryu, H.J.; Hong, S.H. Superior mechanical properties and strengthening mechanisms of lightweight AlxCrNbVMo refractory high-entropy alloys (x = 0, 0.5, 1.0) fabricated by the powder metallurgy process. J. Mater. Sci. Technol. 2021, 69, 32–41.
- Cao, Y.; Liu, Y.; Liu, B.; Zhang, W. Precipitation behavior during hot deformation of powder metallurgy Ti-Nb-Ta-Zr-Al high entropy alloys. Intermetallics 2018, 100, 95–103.
- Ostovari Moghaddam, A.; Shaburova, N.A.; Samodurova, M.N.; Abdollahzadeh, A.; Trofimov, E.A. Additive manufacturing of high entropy alloys: A practical review. J. Mater. Sci. Technol. 2021, 77, 131–162.
- Kranz, J.; Herzog, D.; Emmelmann, C. Design guidelines for laser additive manufacturing of lightweight structures in TiAl6V4. J. Laser Appl. 2015, 27, S14001.
- Li, N.; Huang, S.; Zhang, G.; Qin, R.; Liu, W.; Xiong, H.; Shi, G.; Blackburn, J. Progress in additive manufacturing on new materials: A review. J. Mater. Sci. Technol. 2019, 35, 242–269.
- Huang, H.; Wu, Y.; He, J.; Wang, H.; Liu, X.; An, K.; Wu, W.; Lu, Z. Phase-Transformation Ductilization of Brittle High-Entropy Alloys via Metastability Engineering. Adv. Mater. 2017, 29, 1701678.
- Popov, V.V.; Katz-Demyanetz, A.; Koptyug, A.; Bamberger, M. Selective electron beam melting of Al0.5CrMoNbTa0.5 high entropy alloys using elemental powder blend. Heliyon 2019, 5, e01188.
- Senkov, O.N.; Miracle, D.B.; Chaput, K.J.; Couzinie, J.-P. Development and exploration of refractory high entropy alloys—A review. J. Mater. Res. 2018, 33, 3092–3128.
- Zhang, H.; Zhao, Y.; Huang, S.; Zhu, S.; Wang, F.; Li, D. Manufacturing and Analysis of High-Performance Refractory High-Entropy Alloy via Selective Laser Melting (SLM). Materials 2019, 12, 720.
- George, E.P.; Curtin, W.A.; Tasan, C.C. High entropy alloys: A focused review of mechanical properties and deformation mechanisms. Acta Mater. 2020, 188, 435–474.
- Senkov, O.N.; Wilks, G.B.; Scott, J.M.; Miracle, D.B. Mechanical properties of Nb25Mo25Ta25W25 and V20Nb20Mo20Ta20W20 refractory high entropy alloys. Intermetallics 2011, 19, 698–706.
- Zhang, B.; Gao, M.C.; Zhang, Y.; Yang, S.; Guo, S.M. Senary refractory high entropy alloy MoNbTaTiVW. Mater. Sci. Technol. 2015, 31, 1207–1213.
- Senkov, O.N.; Scott, J.M.; Senkova, S.V.; Meisenkothen, F.; Miracle, D.B.; Woodward, C.F. Microstructure and elevated temperature properties of a refractory TaNbHfZrTi alloy. J. Mater. Sci. 2012, 47, 4062–4074.
- Senkov, O.N.; Senkova, S.V.; Miracle, D.B.; Woodward, C. Mechanical properties of low-density, refractory multi-principal element alloys of the Cr–Nb–Ti–V–Zr system. Mater. Sci. Eng. A 2013, 565, 51–62.
- Senkov, O.N.; Senkova, S.V.; Woodward, C. Effect of aluminum on the microstructure and properties of two refractory high-entropy alloys. Acta Mater. 2014, 68, 214–228.
- Couzinié, J.P.; Dirras, G.; Perrière, L.; Chauveau, T.; Leroy, E.; Champion, Y.; Guillot, I. Microstructure of a near-equimolar refractory high-entropy alloy. Mater. Lett. 2014, 126, 285–287.
- Senkov, O.N.; Scott, J.M.; Senkova, S.V.; Miracle, D.B.; Woodward, C.F. Microstructure and room temperature properties of a high-entropy TaNbHfZrTi alloy. J. Alloys Compd. 2011, 509, 6043–6048.
- Senkov, O.N.; Senkova, S.V.; Woodward, C.; Miracle, D.B. Low-density, refractory multi-principal element alloys of the Cr–Nb–Ti–V–Zr system: Microstructure and phase analysis. Acta Mater. 2013, 61, 1545–1557.
- Fazakas, É.; Zadorozhnyy, V.; Varga, L.K.; Inoue, A.; Louzguine-Luzgin, D.V.; Tian, F.; Vitos, L. Experimental and theoretical study of Ti20Zr20Hf20Nb20X20 (X=V or Cr) refractory high-entropy alloys. Int. J. Refract. Met. Hard Mater. 2014, 47, 131–138.
- Poletti, M.G.; Fiore, G.; Szost, B.A.; Battezzati, L. Search for high entropy alloys in the X-NbTaTiZr systems (X=Al, Cr, V, Sn). J. Alloys Compd. 2015, 620, 283–288.
- Stepanov, N.D.; Shaysultanov, D.G.; Salishchev, G.A.; Tikhonovsky, M.A. Structure and mechanical properties of a light-weight AlNbTiV high entropy alloy. Mater. Lett. 2015, 142, 153–155.
- Yao, H.W.; Qiao, J.W.; Gao, M.C.; Hawk, J.A.; Ma, S.G.; Zhou, H.F.; Zhang, Y. NbTaV-(Ti,W) refractory high-entropy alloys: Experiments and modeling. Mater. Sci. Eng. A 2016, 674, 203–211.
- Liao, M.; Liu, Y.; Min, L.; Lai, Z.; Han, T.; Yang, D.; Zhu, J. Alloying effect on phase stability, elastic and thermodynamic properties of Nb-Ti-V-Zr high entropy alloy. Intermetallics 2018, 101, 152–164.
- King, D.; Cheung, S.; Humphry-Baker, S.A.; Parkin, C.; Couet, A.; Cortie, M.B.; Lumpkin, G.R.; Middleburgh, S.C.; Knowles, A.J. High temperature, low neutron cross-section high-entropy alloys in the Nb-Ti-V-Zr system. Acta Mater. 2019, 166, 435–446.
- Liao, M.; Liu, Y.; Cui, P.; Qu, N.; Zhou, F.; Yang, D.; Han, T.; Lai, Z.; Zhu, J. Modeling of alloying effect on elastic properties in BCC Nb-Ti-V-Zr solid solution: From unary to quaternary. Comput. Mater. Sci. 2020, 172, 109289.
- Zou, Y.; Maiti, S.; Steurer, W.; Spolenak, R. Size-dependent plasticity in an Nb25Mo25Ta25W25 refractory high-entropy alloy. Acta Mater. 2014, 65, 85–97.
- Han, Z.D.; Chen, N.; Zhao, S.F.; Fan, L.W.; Yang, G.N.; Shao, Y.; Yao, K.F. Effect of Ti additions on mechanical properties of NbMoTaW and VNbMoTaW refractory high entropy alloys. Intermetallics 2017, 84, 153–157.
- Joo, S.-H.; Kato, H.; Jang, M.J.; Moon, J.; Kim, E.B.; Hong, S.-J.; Kim, H.S. Structure and properties of ultrafine-grained CoCrFeMnNi high-entropy alloys produced by mechanical alloying and spark plasma sintering. J. Alloys Compd. 2017, 698, 591–604.
- Sathiyamoorthi, P.; Basu, J.; Kashyap, S.; Pradeep, K.G.; Kottada, R.S. Thermal stability and grain boundary strengthening in ultrafine-grained CoCrFeNi high entropy alloy composite. Mater. Des. 2017, 134, 426–433.
- Wang, P.; Cai, H.; Zhou, S.; Xu, L. Processing, microstructure and properties of Ni1.5CoCuFeCr0.5−xVx high entropy alloys with carbon introduced from process control agent. J. Alloys Compd. 2017, 695, 462–475.
- Pan, J.; Dai, T.; Lu, T.; Ni, X.; Dai, J.; Li, M. Microstructure and mechanical properties of Nb25Mo25Ta25W25 and Ti8Nb23Mo23Ta23W23 high entropy alloys prepared by mechanical alloying and spark plasma sintering. Mater. Sci. Eng. A 2018, 738, 362–366.
- Zhang, Y.; Qiao, J.; Liaw, P.K. A Brief Review of High Entropy Alloys and Serration Behavior and Flow Units. J. Iron Steel Res. Int. 2016, 23, 2–6.
- Kang, B.; Lee, J.; Ryu, H.J.; Hong, S.H. Ultra-high strength WNbMoTaV high-entropy alloys with fine grain structure fabricated by powder metallurgical process. Mater. Sci. Eng. A 2018, 712, 616–624.
- Long, Y.; Liang, X.; Su, K.; Peng, H.; Li, X. A fine-grained NbMoTaWVCr refractory high-entropy alloy with ultra-high strength: Microstructural evolution and mechanical properties. J. Alloys Compd. 2019, 780, 607–617.
- Senkov, O.N.; Woodward, C.F. Microstructure and properties of a refractory NbCrMo0.5Ta0.5TiZr alloy. Mater. Sci. Eng. A 2011, 529, 311–320.
- Prieto, E.; de Oro Calderon, R.; Konegger, T.; Gordo, E.; Gierl-Mayer, C.; Sheikh, S.; Guo, S.; Danninger, H.; Milenkovic, S.; Alvaredo, P. Processing of a new high entropy alloy: AlCrFeMoNiTi. Powder Metall. 2018, 61, 258–265.
- Koundinya, N.T.B.N.; Sajith Babu, C.; Sivaprasad, K.; Susila, P.; Kishore Babu, N.; Baburao, J. Phase Evolution and Thermal Analysis of Nanocrystalline AlCrCuFeNiZn High Entropy Alloy Produced by Mechanical Alloying. J. Mater. Eng. Perform. 2013, 22, 3077–3084.
- Varalakshmi, S.; Kamaraj, M.; Murty, B.S. Synthesis and characterization of nanocrystalline AlFeTiCrZnCu high entropy solid solution by mechanical alloying. J. Alloys Compd. 2008, 460, 253–257.
- Waseem, O.A.; Lee, J.; Lee, H.M.; Ryu, H.J. The effect of Ti on the sintering and mechanical properties of refractory high-entropy alloy TixWTaVCr fabricated via spark plasma sintering for fusion plasma-facing materials. Mater. Chem. Phys. 2018, 210, 87–94.
- Song, R.; Wei, L.; Yang, C.; Wu, S. Phase formation and strengthening mechanisms in a dual-phase nanocrystalline CrMnFeVTi high-entropy alloy with ultrahigh hardness. J. Alloys Compd. 2018, 744, 552–560.
- Raza, A.; Kang, B.; Lee, J.; Ryu, H.J.; Hong, S.H. Transition in microstructural and mechanical behavior by reduction of sigma-forming element content in a novel high entropy alloy. Mater. Des. 2018, 145, 11–19.
- Raza, A.; Ryu, H.J.; Hong, S.H. Strength enhancement and density reduction by the addition of Al in CrFeMoV based high-entropy alloy fabricated through powder metallurgy. Mater. Des. 2018, 157, 97–104.
- Dobbelstein, H.; Thiele, M.; Gurevich, E.L.; George, E.P.; Ostendorf, A. Direct Metal Deposition of Refractory High Entropy Alloy MoNbTaW. Phys. Procedia 2016, 83, 624–633.
- Dobbelstein, H.; Gurevich, E.L.; George, E.P.; Ostendorf, A.; Laplanche, G. Laser metal deposition of compositionally graded TiZrNbTa refractory high-entropy alloys using elemental powder blends. Addit. Manuf. 2019, 25, 252–262.
- Zhou, R.; Liu, Y.; Liu, B.; Li, J.; Fang, Q. Precipitation behavior of selective laser melted FeCoCrNiC0.05 high entropy alloy. Intermetallics 2019, 106, 20–25.
- Xu, Z.; Zhang, H.; Li, W.; Mao, A.; Wang, L.; Song, G.; He, Y. Microstructure and nanoindentation creep behavior of CoCrFeMnNi high-entropy alloy fabricated by selective laser melting. Addit. Manuf. 2019, 28, 766–771.
- Park, J.M.; Choe, J.; Kim, J.G.; Bae, J.W.; Moon, J.; Yang, S.; Kim, K.T.; Yu, J.-H.; Kim, H.S. Superior tensile properties of 1%C-CoCrFeMnNi high-entropy alloy additively manufactured by selective laser melting. Mater. Res. Lett. 2020, 8, 1–7.
- Zhang, H.; Xu, W.; Xu, Y.; Lu, Z.; Li, D. The thermal-mechanical behavior of WTaMoNb high-entropy alloy via selective laser melting (SLM): Experiment and simulation. Int. J. Adv. Manuf. Technol. 2018, 96, 461–474.
- Wang, P.; Huang, P.; Ng, F.L.; Sin, W.J.; Lu, S.; Nai, M.L.S.; Dong, Z.; Wei, J. Additively manufactured CoCrFeNiMn high-entropy alloy via pre-alloyed powder. Mater. Des. 2019, 168, 107576.
- Shiratori, H.; Fujieda, T.; Yamanaka, K.; Koizumi, Y.; Kuwabara, K.; Kato, T.; Chiba, A. Relationship between the microstructure and mechanical properties of an equiatomic AlCoCrFeNi high-entropy alloy fabricated by selective electron beam melting. Mater. Sci. Eng. A 2016, 656, 39–46.
- Kuwabara, K.; Shiratori, H.; Fujieda, T.; Yamanaka, K.; Koizumi, Y.; Chiba, A. Mechanical and corrosion properties of AlCoCrFeNi high-entropy alloy fabricated with selective electron beam melting. Addit. Manuf. 2018, 23, 264–271.
- He, J.Y.; Liu, W.H.; Wang, H.; Wu, Y.; Liu, X.J.; Nieh, T.G.; Lu, Z.P. Effects of Al addition on structural evolution and tensile properties of the FeCoNiCrMn high-entropy alloy system. Acta Mater. 2014, 62, 105–113.
- Liu, X.-F.; Tian, Z.-L.; Zhang, X.-F.; Chen, H.-H.; Liu, T.-W.; Chen, Y.; Wang, Y.-J.; Dai, L.-H. “Self-sharpening” tungsten high-entropy alloy. Acta Mater. 2020, 186, 257–266.
- Zhou, X.; Li, S.; Liu, J.; Wang, Y.; Wang, X. Self-sharpening behavior during ballistic impact of the tungsten heavy alloy rod penetrators processed by hot-hydrostatic extrusion and hot torsion. Mater. Sci. Eng. A 2010, 527, 4881–4886.
- Li, Z.; Zhao, S.; Alotaibi, S.M.; Liu, Y.; Wang, B.; Meyers, M.A. Adiabatic shear localization in the CrMnFeCoNi high-entropy alloy. Acta Mater. 2018, 151, 424–431.
- Zener, C.; Hollomon, J.H. Effect of strain rate upon plastic flow of steel. J. Appl. Phys. 1944, 15, 22–32.
- Xue, Q.; Meyers, M.A.; Nesterenko, V.F. Self-organization of shear bands in titanium and Ti–6Al–4V alloy. Acta Mater. 2002, 50, 575–596.
- Khan, M.A.; Wang, Y.; Yasin, G.; Nazeer, F.; Malik, A.; Ahmad, T.; Khan, W.Q.; Nguyen, T.A.; Zhang, H.; Afifi, M.A. Adiabatic shear band localization in an Al–Zn–Mg–Cu alloy under high strain rate compression. J. Mater. Res. Technol. 2020, 9, 3977–3983.
- Boakye-Yiadom, S.; Bassim, N. Microstructural evolution of adiabatic shear bands in pure copper during impact at high strain rates. Mater. Sci. Eng. A 2018, 711, 182–194.
- Zhang, L.; Chen, X.; Huang, Y.; Liu, W.; Ma, Y. Microstructural characteristics and evolution mechanisms of 90W–Ni–Fe alloy under high-strain-rate deformation. Mater. Sci. Eng. A 2021, 811, 141070.
- Luo, R.; Huang, D.; Yang, M.; Tang, E.; Wang, M.; He, L. Penetrating performance and “self-sharpening” behavior of fine-grained tungsten heavy alloy rod penetrators. Mater. Sci. Eng. A 2016, 675, 262–270.
- Zhou, S.; Liang, Y.-J.; Zhu, Y.; Jian, R.; Wang, B.; Xue, Y.; Wang, L.; Wang, F. High entropy alloy: A promising matrix for high-performance tungsten heavy alloys. J. Alloys Compd. 2019, 777, 1184–1190.
- Upadhyaya, A. Processing strategy for consolidating tungsten heavy alloys for ordnance applications. Mater. Chem. Phys. 2001, 67, 101–110.
- Chen, H.-H.; Zhang, X.-F.; Dai, L.-H.; Liu, C.; Xiong, W.; Tan, M. Experimental study on WFeNiMo high-entropy alloy projectile penetrating semi-infinite steel target. Def. Technol. 2021, in press.
More
Information
Subjects:
Acoustics
Contributor
MDPI registered users' name will be linked to their SciProfiles pages. To register with us, please refer to https://encyclopedia.pub/register
:
View Times:
4.1K
Revisions:
3 times
(View History)
Update Date:
28 Mar 2022
Table of Contents


Notice
You are not a member of the advisory board for this topic. If you want to update advisory board member profile, please contact office@encyclopedia.pub.
OK
Confirm
Only members of the Encyclopedia advisory board for this topic are allowed to note entries. Would you like to become an advisory board member of the Encyclopedia?
Yes
No
${ textCharacter }/${ maxCharacter }
Submit
Cancel
Back
Comments
${ item }
|
${ item.createdUser.fullName }
${ item.createdAt }
${ item.vote }
${ item.reply }
Delete
${ reply.createdUser.fullName }
${ reply.createdAt }
${ reply.vote }
Delete
There is no reply to this comment~
${ item.replyTextCharacter }/${ item.replyMaxCharacter }
Submit
Cancel
More
No more~
There is no comment~
${ textCharacter }/${ maxCharacter }
Submit
Cancel
${ selectedItem.replyTextCharacter }/${ selectedItem.replyMaxCharacter }
Submit
Cancel
Confirm
Are you sure to Delete?
Yes
No