 +1 credit
+1 credit
| Version | Summary | Created by | Modification | Content Size | Created at | Operation |
|---|---|---|---|---|---|---|
| 1 | Roberto Montanari | + 1952 word(s) | 1952 | 2021-11-26 07:41:15 | | | |
| 2 | Catherine Yang | -4 word(s) | 1948 | 2022-02-16 09:25:20 | | |
Video Upload Options
Ni-base superalloys are materials largely used in aero-space and energy production sectors, in particular for manufacturing engine parts (e.g. blades, rotors, turbine disks etc.) of aircrafts and aerospace vehicles and parts of power plants (e.g. extraction of oil and gas, nuclear reactors, etc.). At high temperature they exhibit an exceptional combination of high mechanical strength and excellent corrosion resistance. Ni-base superalloys are considered materials of strategic importance and a lot of metallurgical research has been devoted for optimizing their microstructure and improving mechanical properties so that they can operate at ever higher temperature in conditions of safety and reliability. Ni-base superalloys are strengthened by the precipitation of the ordered γ' phase, L12 Ni3(Al,Ti), crystallographically coherent to the f.c.c. γ matrix and their unique mechanical properties at high temperature result from the great microstructure stability. The volume fraction of γ' phase varies from 25% to 50% in polycrystalline superalloys and reaches about 70% in the most modern single crystal superalloys used for the first stage of aeronautical turbine blades. In order to reduce as much as possible the strain misfit between coherent γ and γ' phases (less than 0.4%) they are designed by an accurate tailoring of the chemical composition and a strict control of the process parameters; the resulting interface energy (20-30 mJ/m2) guarantees an excellent stability of the microstructure at high temperature. Other phases such as carbides, borides, γ'', η, δ, σ, µ and Laves phases may be also present with various effects on the mechanical properties; for instance, the topological closed-packed (TCP) σ, µ and Laves phases are undesirable because reduce the ductility. In spite of the fact that Ni-base superalloys cost from 3 to 5 times the Fe-base ones, their use is expanding especially in gas turbine components for the production of energy because higher temperature of the thermal cycle guarantees greater efficiency and reduction of polluting emission. The demand of Ni-base superalloys is expected to expand also for the energy production through conventional steam turbine plants for achieving super-critical conditions with a predicted increase of efficiency to ~ 60% and reduction of CO2 to about 0.7 ton/kWatth while current sub-critical power plants have an efficiency of ~ 35% and produce 1.2 ton/kWatth of CO2. Of course, higher operating temperature involves more severe degradation of mechanical properties owing to these factors: (i) microstructure evolution including formation of undesired phases, coalescence of γ' precipitates, degeneration of carbides due to fatigue and creep exposure etc.; ii) the formation of cracks. Three topics of great industrial relevance will be discussed hereinafter: (i) microstructural stability; (ii) manufacturing parts of complex geometry; (iii) welding of superalloys.
1. Microstructural Stability
The microstructural and mechanical stability is one of the most stringent requirements for materials operating at high temperature.
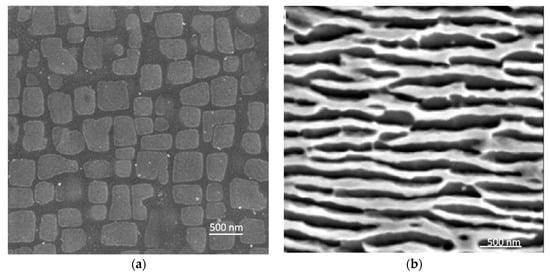
In general, coarsening of the ordered γ' phase and changes in its morphology (rafting) due to creep are the most relevant phenomena leading to the degradation of mechanical performances of Ni-base superalloys at high temperature. A large lattice misfit between the γ and γ' phases promotes the coarsening of γ' phase with detriment of the structural stability [1]. As shown in Figure 1, at high temperature and under an applied stress, the γ' particles, which usually have a cuboidal shape (a), tend to coalesce, forming layers known as rafts (b). At very high temperatures (above ~1050 °C), rafting takes place during the initial part (1–3%) of creep while at lower temperature (~900 °C) it only completely develops during the tertiary creep.
At the beginning of creep, dislocations are forced to bow in the narrow matrix channels where all the plastic strain occurs, while γ' phase deforms elastically [2][3]. The progressive increase of plastic deformation in the γ phase enhances internal stresses, leading to dislocation shearing of γ' particles during the tertiary creep. Of course, γ' particle coarsening involves the degradation of creep properties.
Refractory elements, such as Re, Ta, Ru, Nb, Mo and W, are today added to Ni-base superalloys to improve their high temperature properties [4][5][6][7][8]. These elements provide good creep strength because their low atomic mobility retards dislocation climb in both γ and γ' phases. Re concentrates mostly in the γ matrix, forming nanometric atomic clusters with short-range order, which reduce rafting during creep and hinder dislocation movement. The partition of refractory metals between γ and γ' phases occurs depending on their relative contents in the alloy composition. For instance, the amount of Re in the γ' phase increases by increasing W content in the alloy. Furthermore, as Nb and Cr are major formers of η and σ phases respectively, the concentration of these solutes in the g matrix likely serves as the primary driving force for the precipitation of secondary phases. Nb has a very limited solubility in the σ phase while Cr has limited solubility in the η phase. Therefore, the ratio of Cr to Nb atoms in the γ matrix can serve as a good indicator of the phase stability and determines the probability of η -Ni6AlNb or σ forming [9].
In general, these alloys have more than seven alloying elements in their composition, and the addition of further elements may strongly alter segregation profiles in casting, thus solidification has been extensively investigated by focusing the attention on the partition of elements in solid and liquid during cooling [10][11][12][13]. Guan et al. [11] reported that liquidus and solidus decrease by increasing Cr in Re-containing alloys, and changes of these critical lines induced by Ru, were observed by Zheng et al. [14].
The addition of B and N to superalloys containing refractory metals affects solidification defects. For instance, N has been proved to increase the micro-porosity [15], while B retards grain boundary cracking and reduces the size of carbides with consequent improvement in mechanical properties [16].
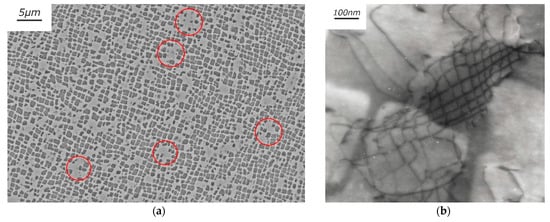
Some of present authors evidenced also an early stage of microstructural instability in both single crystal (PWA1482) [17][18] and directionally solidified (IN792 DS) [19] Ni-based superalloys, connected to the re-arrangement of dislocation structures induced by heating to moderate temperature (~500 °C).
Dislocation cells present in the precipitate free (PF) zones of the matrix (Figure 2) grow to form cells of larger size; the process proceeds by steps modifying dislocation density and average distance of pinning points; finally the growth stops when cells reach a size comparable to that of the corresponding PF zone.
Today, grain boundary engineering (GBE) represents an interesting field of research that could contribute to the reduction of inter-crystalline damage in superalloys and, in general, to the improvement of their mechanical properties [20]. Annealing twin boundaries are very important for GBE owing to their low energy. Jin et al. [21] reported an interesting result about the correlation of the annealing twin density in Inconel 718 with grain size and annealing temperature. These investigators showed that twin density mainly depends on the original one in the growing grains, but not on the temperature at which they grow, namely no new twin boundaries form during the grain growth process.
2. Manufacturing Parts of Complex Geometry
An aspect of relevant importance for these materials is the possibility of manufacturing aeronautic components of complex geometry. Owing to their high hardness and poor thermal conductivity, the machining of superalloys is challenging and novel techniques (e.g. see [22][23][24][25][26][27][28]) have been investigated. For example, laser drilling and electrical discharge machining are used to produce effusion cooling holes in turbines blades and nozzle guide vanes [22]. Recently, there is an increasing interest of aeronautic industry in the use of Additive Manufacturing (AM) for the production of Ni-base high-temperature components. Among the different AM technologies selective laser melting (SLM) and selective electron beam melting (SEBM) are the most used and investigated because enable the preparation of almost fully dense metal parts of complex shape, starting from a computer-aided design (CAD) model [29][30][31][32][33][34][35][36][37].
Components manufactured through SLM exhibit excellent mechanical properties and a strong anisotropy. The directional heat flow during the process leads to the growth of columnar grains with a strong crystalline texture, which especially affects creep resistance and fatigue life [38][39][40][41][42][43]. The (001) crystallographic direction has the lowest stiffness involving better creep resistance and longer fatigue life, thus it is optimal for the upward direction in gas turbine blades.
Experiments of Popovich et al. [42] on Inconel 718 demonstrated that suitable SLM process parameters and laser sources allow to control the material anisotropy with great design freedom. The same approach can be also applied to design functional gradients with selected properties and/or heterogeneous composition depending on the specific application.
SEBM is characterized by very high solidification rates and thermal gradients, leading to relevant microstructure refinement with primary dendrite arm spacings two orders of magnitude smaller than as-cast single crystals. A drawback is represented by internal stresses arising from high cooling rates which can cause crack formation, as observed by Parsa et al. [44] in the CMSX-4 superalloy.
3. Welding of Superalloys
Cracks may form in Ni-base superalloys during both production process and service life under severe conditions of high temperature and stress in an extremely aggressive environment. Such defects are generally repaired through welding [45], with significant economic saving.
Welding should preserve, as far as possible, the original microstructure without relevant residual stresses in the molten (MZ) and heat affected (HAZ) zones, and chemical segregation changing the composition of γ and γ' phases. During the solidification the microstructure of the MZ is affected by dendritic growth and solute partitioning, with the consequent formation of metallic compounds such as carbides, borides etc. Another critical aspect is connected to the presence of low melting compounds which could lead to micro-cracks after post-welding heat treatments (PWHTs) [46] and local residual stresses in the MZ [47][48].
Some welding technologies are already mature, such as Transient Liquid Phase (TLP) bonding, developed by Pratt & Whitney Aircraft and based on Ni-Cr-B or Ni-Cr-B-Si fillers; Activated Diffusion Bonding (ADB) developed by General Electric with fillers of composition close to that of the reference superalloy and with the addition of B and/or B+Si; Brazing Diffusion Re-metalling (BDR) developed by SNEMECA with fillers with two components: one of a composition close to that of the alloy, and the other, in small quantities, containing elements such as B and Si which lower the melting point. The advantage of BDR is the slow isothermal solidification that makes easier the interdiffusion of the elements and guarantees a composition of the joint similar to that of the superalloy. Unfortunately, the costs of the above techniques are very high.
In recent years, research has been focused on high energy density welding techniques such as Laser Welding (LW) [49][50][51][52] and Electron Beam Welding (EBW) [53][54][55][56][57], which provide greater penetration depth, reduced HAZ and minimal distortion, if carried out with a high pass speed. These techniques represent simpler and cheaper solutions for repairing cracks in Ni-base superalloys. Thanks to a reduced thermal input, high energy density welding techniques enable to prepare joints with narrower seams and HAZ. Through LW and EBW the superalloy microstructure is changed at little extent, so that residual stresses, micro-cracks, porosity and other defects in the junction are limited. In spite of that some microstructural modifications always occur in MZ of the welded joints. An example of microstructural changes occurring in the MZ is given in Figure 3 [57]. The directionally solidified IN792 superalloy has been EB welded and in the MZ round γ' particles of very small size from 20 to 40 nm can be observed. After solidification these particles nucleate below solvus (~1120 °C) and, because of the rapid cooling to room temperature, have short time to grow.
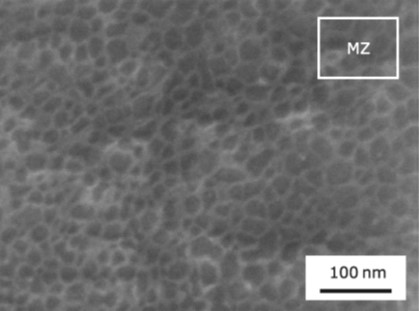
Figure 3. EBW joint in IN792 superalloy: round γ' particles with size in the range 20-40 nm are observed in the MZ. The micrograph has been taken from ref. [57].
References
- Haël Mughrabi; The importance of sign and magnitude of γ/γ′ lattice misfit in superalloys—with special reference to the new γ′-hardened cobalt-base superalloys. Acta Materialia 2014, 81, 21-29, 10.1016/j.actamat.2014.08.005.
- T.M. Pollock; A.S. Argon; Creep resistance of CMSX-3 nickel base superalloy single crystals. Acta Metallurgica et Materialia 1992, 40, 1-30, 10.1016/0956-7151(92)90195-k.
- Y.S. Huang; X.G. Wang; C.Y. Cui; J.G. Li; L.H. Ye; G.C. Hou; Y.H. Yang; J.L. Liu; Y.Z. Zhou; X.F. Sun; et al. The effect of coarsening of γ′ precipitate on creep properties of Ni-based single crystal superalloys during long-term aging. Materials Science and Engineering: A 2019, 773, 138886, 10.1016/j.msea.2019.138886.
- Yeh, A.C.; Tin, S; Effects of Ru and Re additions on high temperature flow stresses of nickel-base single crystal superalloys. Scripta Materialia 2005, 52, 519-524, https://doi.org/10.1016/j.scriptamat.2004.10.039.
- W.Z. Wang; T. Jin; J.L. Liu; X.F. Sun; H.R. Guan; Z.Q. Hu; Role of Re and Co on microstructures and γ′ coarsening in single crystal superalloys. Materials Science and Engineering: A 2008, 479, 148-156, 10.1016/j.msea.2007.06.031.
- Su-Gui Tian; Fu-Shun Liang; A-Nan Li; Jing-Jing Li; Ben-Jiang Qian; Microstructure evolution and deformation features of single crystal nickel-based superalloy containing 4.2% Re during creep. Transactions of Nonferrous Metals Society of China 2011, 21, 1532-1537, 10.1016/s1003-6326(11)60892-3.
- Saulius Kaciulis; Alessio Mezzi; Matteo Amati; Roberto Montanari; Giuliano Angella; M. Maldini; Relation between the microstructure and microchemistry in Ni-based superalloy. Surface and Interface Analysis 2012, 44, 982-985, 10.1002/sia.4844.
- Shiya Yu; Xin Zhan; Feng Liu; Yu Guo; Qiangbing Wang; Yunping Li; Zi Wang; Zexin Wang; Liming Tan; Xueling Fan; et al.Yan WeiLan Huang 900 °C oxidation resistance of Ni-base superalloys alloyed with different refractory elements. Journal of Alloys and Compounds 2022, 904, 164071, 10.1016/j.jallcom.2022.164071.
- Stoichko Antonov; Jiajie Huo; Qiang Feng; Dieter Isheim; David N. Seidman; Randolph C. Helmink; Eugene Sun; Sammy Tin; σ and η Phase formation in advanced polycrystalline Ni-base superalloys. Materials Science and Engineering: A 2017, 687, 232-240, 10.1016/j.msea.2017.01.064.
- Xinbao Zhao; Lin Liu; Zhuhuan Yu; Weiguo Zhang; Hengzhi Fu; Microstructure development of different orientated nickel-base single crystal superalloy in directional solidification. Materials Characterization 2010, 61, 7-12, 10.1016/j.matchar.2009.09.016.
- Xiurong Gizan; Enze Liu; Zhi Zheng; Yongsi Yu; Jian Tong; Yuchun Zhai; Solidification Behavior and Segregation of Re-containing Cast Ni-base Superalloy with Different Cr Content. Journal of Materials Science & Technology 2011, 27, 113-117, 10.1016/s1005-0302(11)60035-2.
- R.M Kearsey; J.C Beddoes; P Jones; P Au; Compositional design considerations for microsegregation in single crystal superalloy systems. Intermetallics 2004, 12, 903-910, 10.1016/j.intermet.2004.02.041.
- M. F. Moreira; L. B. Fantin; C. R. F. Azevedo; Microstructural Characterization of Ni-Base Superalloy As-Cast Single Crystal (CMSX-4). International Journal of Metalcasting 2021, 15, 676-691, 10.1007/s40962-020-00496-1.
- Liang Zheng; C.Q. Gu; Y.R. Zheng; Investigation of the solidification behavior of a new Ru-containing cast Ni-base superalloy with high W content. Scripta Materialia 2004, 50, 435-439, 10.1016/j.scriptamat.2003.11.009.
- Xuebing Huang; Yun Zhang; Yulin Liu; Zhuangqi Hu; Effect of small amount of nitrogen on carbide characteristics in unidirectional Ni-base superalloy. Metallurgical and Materials Transactions B 1997, 28, 2143-2147, 10.1007/s11661-997-0172-9.
- H.Y. Bor; C.G. Chao; C.Y. Ma; The influence of magnesium on carbide characteristics and creep behavior of the Mar-M247 superalloy. Scripta Materialia 1997, 38, 329-335, 10.1016/s1359-6462(97)00444-2.
- P. Deodati; Roberto Montanari; O. Tassa; Nadia Ucciardello; Single crystal PWA 1483 superalloy: Dislocation rearrangement and damping phenomena. Materials Science and Engineering: A 2009, 521-522, 102-105, 10.1016/j.msea.2008.09.107.
- Girolamo Costanza; Roberto Montanari; Maria Richetta; Maria Elisa Tata; Alessandra Varone; Evaluation of Structural Stability of Materials through Mechanical Spectroscopy: Four Case Studies. Metals 2016, 6, 306, 10.3390/met6120306.
- Roberto Montanari; Oriana Tassa; Alessandra Varone; Early Instability Phenomena of IN792 DS Superalloy. Materials Science Forum 2016, 879, 2026-2031, 10.4028/www.scientific.net/msf.879.2026.
- Mukul Kumar; Adam J. Schwartz; Wayne E. King; Microstructural evolution during grain boundary engineering of low to medium stacking fault energy fcc materials. Acta Materialia 2002, 50, 2599-2612, 10.1016/s1359-6454(02)00090-3.
- Yuan Jin; Marc Bernacki; Andrea Agnoli; Brian Lin; Gregory S. Rohrer; Anthony D. Rollett; Nathalie Bozzolo; Evolution of the Annealing Twin Density during δ-Supersolvus Grain Growth in the Nickel-Based Superalloy Inconel™ 718. Metals 2015, 6, 5, 10.3390/met6010005.
- P. Kuppan; A. Rajadurai; S. Narayanan; Influence of EDM process parameters in deep hole drilling of Inconel 718. The International Journal of Advanced Manufacturing Technology 2008, 38, 74-84, 10.1007/s00170-007-1084-y.
- M Imran; P T Mativenga; S Kannan; D Novovic; An experimental investigation of deep-hole microdrilling capability for a nickel-based superalloy. Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture 2008, 222, 1589-1596, 10.1243/09544054jem1217.
- Stephen Leigh; Kursad Sezer; Lin Li; Clive Grafton-Reed; Martyn Cuttell; Statistical analysis of recast formation in laser drilled acute blind holes in CMSX-4 nickel superalloy. The International Journal of Advanced Manufacturing Technology 2008, 43, 1094-1105, 10.1007/s00170-008-1789-6.
- M.M. Okasha; Paul Mativenga; N. Driver; L. Li; Sequential laser and mechanical micro-drilling of Ni superalloy for aerospace application. CIRP Annals 2010, 59, 199-202, 10.1016/j.cirp.2010.03.011.
- S.L. Soo; R. Hood; D.K. Aspinwall; W.E. Voice; C. Sage; Machinability and surface integrity of RR1000 nickel based superalloy. CIRP Annals 2011, 60, 89-92, 10.1016/j.cirp.2011.03.094.
- Xiao-Xiang Zhu; Wen-Hu Wang; Rui-Song Jiang; Zhan-Fei Zhang; Bo Huang; Xiu-Wei Ma; Research on ultrasonic-assisted drilling in micro-hole machining of the DD6 superalloy. Advances in Manufacturing 2020, 8, 405-417, 10.1007/s40436-020-00301-6.
- Dongdong Xu; Zhirong Liao; Dragos Axinte; Jon Ander Sarasua; Rachid M'Saoubi; Anders Wretland; Investigation of surface integrity in laser-assisted machining of nickel based superalloy. Materials & Design 2020, 194, 108851, 10.1016/j.matdes.2020.108851.
- Sasan Dadbakhsh; L. Hao; Effect of Al alloys on selective laser melting behaviour and microstructure of in situ formed particle reinforced composites. Journal of Alloys and Compounds 2012, 541, 328-334, 10.1016/j.jallcom.2012.06.097.
- Bo Song; Shujuan Dong; Pierre Coddet; Genshu Zhou; Sheng Ouyang; Hanlin Liao; Christian Coddet; Microstructure and tensile behavior of hybrid nano-micro SiC reinforced iron matrix composites produced by selective laser melting. Journal of Alloys and Compounds 2013, 579, 415-421, 10.1016/j.jallcom.2013.06.087.
- Baicheng Zhang; Nour-Eddine Fenineche; Hanlin Liao; Christian Coddet; Microstructure and Magnetic Properties of Fe–Ni Alloy Fabricated by Selective Laser Melting Fe/Ni Mixed Powders. Journal of Materials Science & Technology 2013, 29, 757-760, 10.1016/j.jmst.2013.05.001.
- Baicheng Zhang; Hanlin Liao; Christian Coddet; Microstructure evolution and density behavior of CP Ti parts elaborated by Self-developed vacuum selective laser melting system. Applied Surface Science 2013, 279, 310-316, 10.1016/j.apsusc.2013.04.090.
- Toshiki Nagahari; Taigi Nagoya; Koji Kakehi; Naoko Sato; Shizuka Nakano; Microstructure and Creep Properties of Ni-Base Superalloy IN718 Built up by Selective Laser Melting in a Vacuum Environment. Metals 2020, 10, 362, 10.3390/met10030362.
- L. E. Murr; E. Martinez; S. M. Gaytan; D. A. Ramirez; B. I. Machado; P. W. Shindo; J. L. Martinez; F. Medina; J. Wooten; D. Ciscel; et al.U. AckelidR. B. Wicker Microstructural Architecture, Microstructures, and Mechanical Properties for a Nickel-Base Superalloy Fabricated by Electron Beam Melting. Metallurgical and Materials Transactions A 2011, 42, 3491-3508, 10.1007/s11661-011-0748-2.
- Harald Ernst Helmer; Carolin Körner; Robert Friedrich Singer; Additive manufacturing of nickel-based superalloy Inconel 718 by selective electron beam melting: Processing window and microstructure. Journal of Materials Research 2014, 29, 1987-1996, 10.1557/jmr.2014.192.
- Markus Ramsperger; Robert F. Singer; Carolin Körner; Microstructure of the Nickel-Base Superalloy CMSX-4 Fabricated by Selective Electron Beam Melting. Metallurgical Transactions A 2016, 47, 1469-1480, 10.1007/s11661-015-3300-y.
- Shubham Chandra; Xipeng Tan; R. Lakshmi Narayan; Marion Descoins; Dominique Mangelinck; Shu Beng Tor; Erjia Liu; Gerald Seet; Nanometer-scale precipitations in a selective electron beam melted nickel-based superalloy. Scripta Materialia 2020, 194, 113661, 10.1016/j.scriptamat.2020.113661.
- Qingbo Jia; Dongdong Gu; Selective laser melting additive manufacturing of Inconel 718 superalloy parts: Densification, microstructure and properties. Journal of Alloys and Compounds 2014, 585, 713-721, 10.1016/j.jallcom.2013.09.171.
- Bo Song; Shujuan Dong; Pierre Coddet; Hanlin Liao; Christian Coddet; Fabrication of NiCr alloy parts by selective laser melting: Columnar microstructure and anisotropic mechanical behavior. Materials & Design 2014, 53, 1-7, 10.1016/j.matdes.2013.07.010.
- Lore Thijs; Maria Luz Montero Sistiaga; Ruben Wauthle; Qingge Xie; Jean-Pierre Kruth; Jan Van Humbeeck; Strong morphological and crystallographic texture and resulting yield strength anisotropy in selective laser melted tantalum. Acta Materialia 2013, 61, 4657-4668, 10.1016/j.actamat.2013.04.036.
- Fabian Geiger; Karsten Kunze; Thomas Etter; Tailoring the texture of IN738LC processed by selective laser melting (SLM) by specific scanning strategies. Materials Science and Engineering: A 2016, 661, 240-246, 10.1016/j.msea.2016.03.036.
- V.A. Popovich; E.V. Borisov; V.Sh. Sufiiarov; D.V. Masaylo; L. Alzina; Functionally graded Inconel 718 processed by additive manufacturing: Crystallographic texture, anisotropy of microstructure and mechanical properties. Materials & Design 2017, 114, 441-449, 10.1016/j.matdes.2016.10.075.
- Hongyu Wu; Dong Zhang; Biaobiao Yang; Chao Chen; Yunping Li; Kechao Zhou; Liang Jiang; Ruiping Liu; Microstructural evolution and defect formation in a powder metallurgy nickel-based superalloy processed by selective laser melting. Journal of Materials Science & Technology 2020, 36, 7-17, 10.1016/j.jmst.2019.08.007.
- Alireza Basir Parsa; Markus Ramsperger; Aleksander Kostka; Christoph Somsen; Carolin Körner; Gunther Eggeler; Transmission Electron Microscopy of a CMSX-4 Ni-Base Superalloy Produced by Selective Electron Beam Melting. Metals 2016, 6, 258, 10.3390/met6110258.
- S. A. David; J. M. Vitek; S. S. Babu; L. A. Boatner; R. W. Reed; Welding of nickel base superalloy single crystals. Science and Technology of Welding and Joining 1997, 2, 79-88, 10.1179/136217197789832880.
- O.A. Ojo; N.L. Richards; M.C. Chaturvedi; Microstructural study of weld fusion zone of TIG welded IN 738LC nickel-based superalloy. Scripta Materialia 2004, 51, 683-688, 10.1016/j.scriptamat.2004.06.013.
- M. B. Henderson; D. Arrell; Ragnar Larsson; M. Heobel; G. Marchant; Nickel based superalloy welding practices for industrial gas turbine applications. Science and Technology of Welding and Joining 2013, 9, 13-21, 10.1179/136217104225017099.
- M. V. R. S. Jensen; David Dye; K. E. James; A. M. Korsunsky; S. M. Roberts; R. C. Reed; Residual stresses in a welded superalloy disc: Characterization using synchrotron diffraction and numerical process modeling. Metallurgical and Materials Transactions B 2002, 33, 2921-2931, 10.1007/s11661-002-0277-0.
- Fidel Zapirain; Fidel Zubiri; Fermín Garciandía; Itziar Tolosa; Samuel Chueca; Aimar Goiria; Development of Laser Welding of Ni based Superalloys for Aeronautic Engine Applications (Experimental Process and Obtained Properties).. Physics Procedia 2011, 12, 105-112, 10.1016/j.phpro.2011.03.014.
- Giuliano Angella; Giuseppe Barbieri; Riccardo Donnini; Roberto Montanari; Alessandra Varone; Welding of IN792 DS Superalloy by High Energy Density Techniques. Materials Science Forum 2017, 884, 166-177, 10.4028/www.scientific.net/msf.884.166.
- Giuseppe Barbieri; Francesco Cognini; Vincenzo Bonaiuto; Roberto Montanari; Maria Richetta; Alessandra Varone; Laser Beam Welding of IN792 DS Superalloy. Materials Science Forum 2018, 941, 1149-1154, 10.4028/www.scientific.net/msf.941.1149.
- Sumit Kumar Sharma; K. Biswas; A.K. Nath; I. Manna; J. Dutta Majumdar; Microstructural change during laser welding of Inconel 718. Optik 2020, 218, 165029, 10.1016/j.ijleo.2020.165029.
- Morteza Taheri; Analysis of Solidification and Liquation Cracks in the Electron Beam Welding of IN738 Superalloy. Metallography, Microstructure, and Analysis 2021, 10, 815-822, 10.1007/s13632-021-00793-z.
- Guo-Qing Chen; Bing-Gang Zhang; Tian-Min Lü; Ji-Cai Feng; Causes and control of welding cracks in electron-beam-welded superalloy GH4169 joints. Transactions of Nonferrous Metals Society of China 2013, 23, 1971-1976, 10.1016/s1003-6326(13)62685-0.
- R. Montanari; A. Varone; G. Barbieri; P. Soltani; A. Mezzi; S. Kaciulis; Welding of IN792 DS superalloy by electron beam. Surface and Interface Analysis 2016, 48, 483-487, 10.1002/sia.5946.
- Giuseppe Barbieri; Peiman Soltani; Saulius Kaciulis; Roberto Montanari; Alessandra Varone; IN792 DS Superalloy: Optimization of EB Welding and Post-Welding Heat Treatments. Materials Science Forum 2016, 879, 175-180, 10.4028/www.scientific.net/msf.879.175.
- Giuliano Angella; Giuseppe Barbieri; Riccardo Donnini; Roberto Montanari; Maria Richetta; Alessandra Varone; Electron Beam Welding of IN792 DS: Effects of Pass Speed and PWHT on Microstructure and Hardness. Materials 2017, 10, 1033, 10.3390/ma10091033.



