 +1 credit
+1 credit
| Version | Summary | Created by | Modification | Content Size | Created at | Operation |
|---|---|---|---|---|---|---|
| 1 | Matthew E McMahon | + 3788 word(s) | 3788 | 2021-10-25 06:03:18 | | | |
| 2 | Peter Tang | Meta information modification | 3788 | 2021-11-19 02:43:52 | | |
Video Upload Options
Metallic components undergo stress due to externally applied forces and/or internal residual forces, with the latter often originating from thermally induced deformation during production or from the forming and machining processes. Over time in service, these stresses may act in concert with the surrounding environment, component geometry, surface defects, corrosion, and more to induce subcritical damage in the form of fatigue, corrosion fatigue, or environmentally assisted cracking (EAC). To combat such degradation, numerous residual stress impingement (RSI) methods have been developed with varying levels of efficacy and ease of use. This entry summarizes the benefits and detriments of leading RSI treatments towards corrosion, corrosion fatigue, and EAC in a range of engineering alloys as a function of material hardness.
1. Introduction
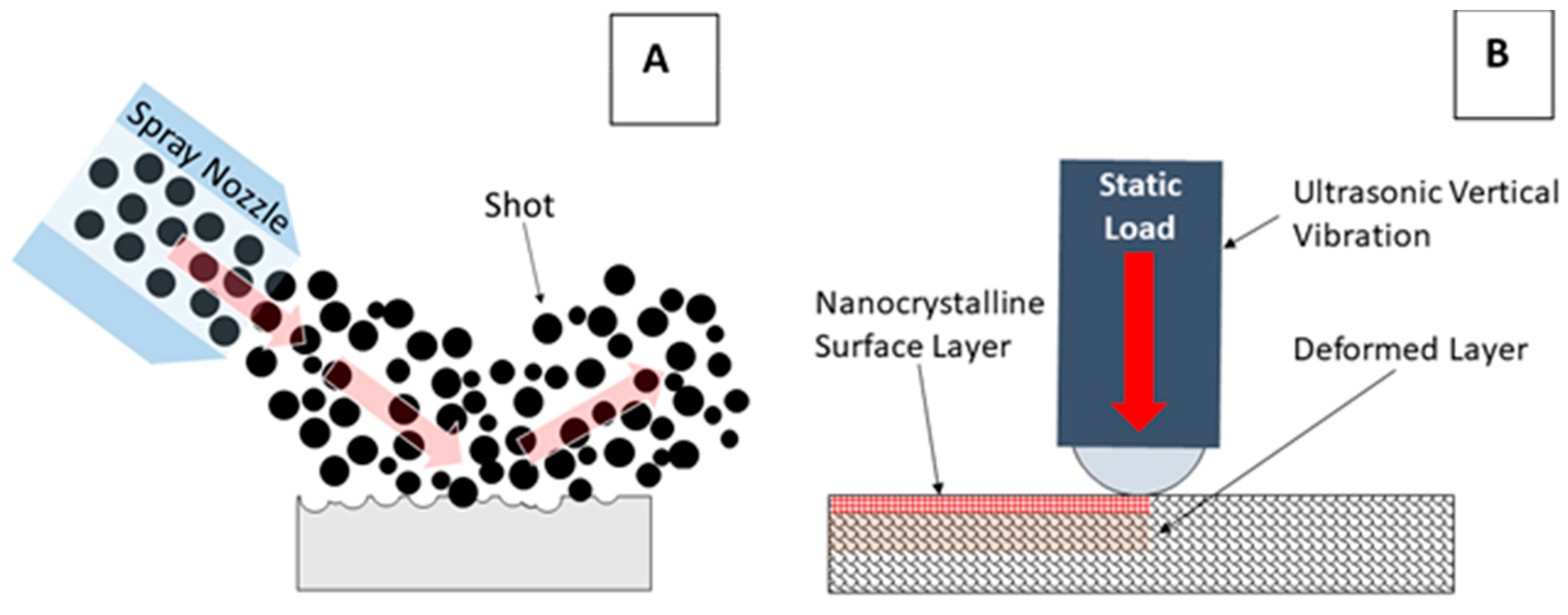
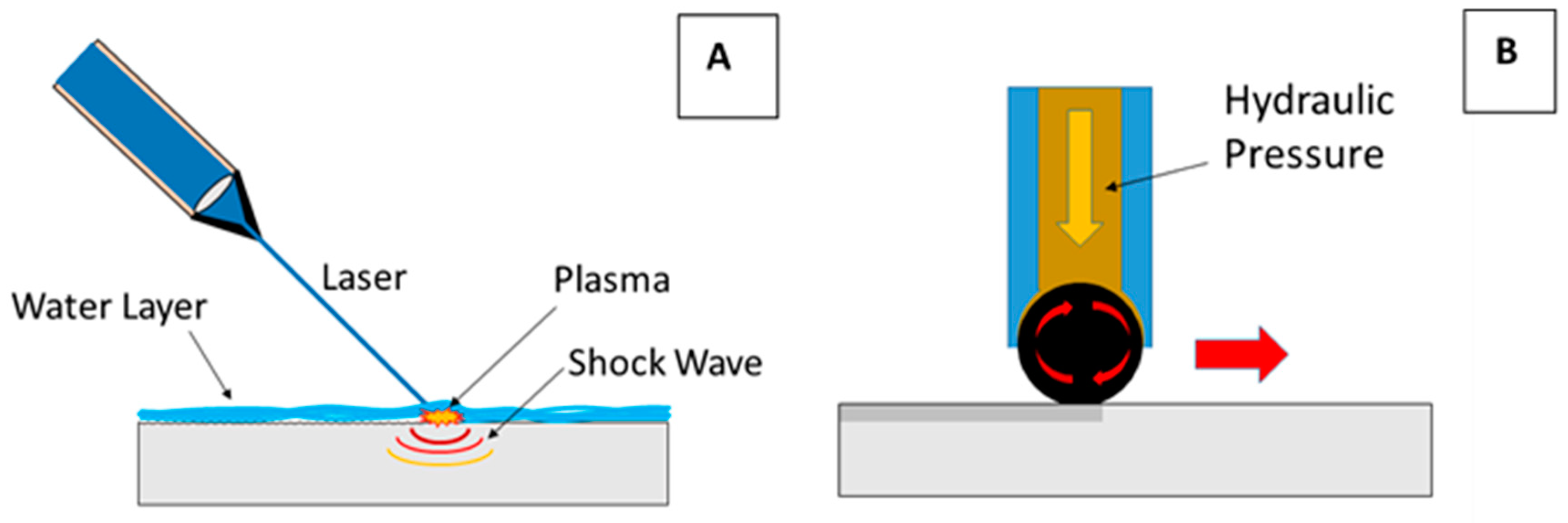
2. Introduction to Residual Stress Impingement Methods
3. Corrosion Minimization
4. Fatigue Mitigation
5. Mitigation of Environmentally Assisted Cracking
-
Increased resistance to hydrogen permeability from the treated surface through hydrogen trapping in the CRS zone;
-
Reduced surface corrosion to delay corrosion-related defect formation, stress concentration, and exceeding of the threshold K (KTH); and
-
Reduction of the hydrostatic stress at the crack tip by reducing the resolved tensile stress, which reduces the driving force for hydrogen diffusion into the fracture process zone.
References
- Anderson, T.L. Fracture Mechanics: Fundamentals and Applications, 4th ed.; CRC Press: Boca Raton, FL, USA, 2017; pp. 471–578.
- Shih, C.F.; DeLorenzi, H.G.; Andrews, W.R. Studies on crack initiation and stable crack growth. In Elastic-Plastic Fracture; ASTM International: West Conshohocken, PA, USA, 2009; pp. 65–120.
- Mcclung, R.C. A literature survey on the stability and significance of residual stresses during fatigue. Fatigue Fract. Eng. Mater. Struct. 2007, 30, 173–205.
- Schulze, V. Modern Mechanical Surface Treatment: States, Stability, Effects; Wiley-VCH: Weinheim, Germany, 2005; pp. 60–350.
- Lu, J. (Ed.) Handbook on Residual Stress, 2nd ed.; Society for Experimental Mechanics: Bethel, CT, USA, 2005; pp. 30–50.
- Montross, C.S. Laser shock processing and its effects on microstructure and properties of metal alloys: A review. Int. J. Fatigue 2002, 24, 1021–1036.
- Sundar, R.; Ganesh, P.; Gupta, R.K.; Ragvendra, G.; Pant, B.K.; Kain, V.; Ranganathan, K.; Kaul, R.; Bindra, K.S. Laser Shock Peening and its Applications: A Review. Lasers Manuf. Mater. Process. 2019, 6, 424–463.
- Sano, Y. Quarter Century Development of Laser Peening without Coating. Metals 2020, 10, 152–163.
- Priyadarsini, C.; Ramana, V.V.; Prabha, K.A.; Swetha, S. A Review on Ball, Roller, Low Plasticity Burnishing Process. Mater. Today Proc. 2019, 18, 5087–5099.
- Maamoun, A.H.; Elbestawi, M.A.; Veldhuis, S.C. Influence of Shot Peening on AlSi10Mg Parts Fabricated by Additive Manufacturing. J. Manuf. Mater. Process. 2018, 2, 40.
- Al-Obaid, Y.F. A Rudimentary Analysis of Improving Fatigue Life of Metals by Shot-Peening. J. Appl. Mech. 1990, 57, 307–312.
- Maleki, E.; Unal, O.; Guagliano, M.; Bagherifard, S. The effects of shot peening, laser shock peening and ultrasonic nanocrystal surface modification on the fatigue strength of Inconel 718. Mater. Sci. Eng. A 2021, 810, 141029–141040.
- Zhuang, W.; Liu, Q.; Djugum, R.; Sharp, P.; Paradowska, A. Deep surface rolling for fatigue life enhancement of laser clad aircraft aluminium alloy. Appl. Surf. Sci. 2014, 320, 558–562.
- Ferreira, N.; Antunes, P.V.; Ferreira, J.A.M.; Costa, J.; Capela, C. Effects of Shot-Peening and Stress Ratio on the Fatigue Crack Propagation of AL 7475-T7351 Specimens. Appl. Sci. 2018, 8, 375.
- Gujba, A.K.; Medraj, M. Laser Peening Process and Its Impact on Materials Properties in Comparison with Shot Peening and Ultrasonic Impact Peening. Materials 2014, 7, 7925–7974.
- Amanov, A.; Pyun, Y. A comprehensive review of nanostructured materials by ultrasonic nanocrystal surface modification technique. J. Eng. 2015, 2015, 144–149.
- González, J.A.P.; Gomez-Rosas, G.; Ocaña, J.L.; Molpeceres, C.; Banderas, A.; Porro, J.; Morales, M. Effect of an absorbent overlay on the residual stress field induced by laser shock processing on aluminum samples. Appl. Surf. Sci. 2006, 252, 6201–6205.
- Trdan, U.; Grum, J. Investigation of Corrosion Behaviour of Aluminium Alloy Subjected to Laser Shock Peening without a Protective Coating. Adv. Mater. Sci. Eng. 2015, 2015, 705306.
- Trdan, U.; Grum, J. Evaluation of corrosion resistance of AA6082-T651 aluminium alloy after laser shock peening by means of cyclic polarisation and ElS methods. Corros. Sci. 2012, 59, 324–333.
- Sticchi, M.; Schnubel, D.; Kashaev, N.; Huber, N. Review of Residual Stress Modification Techniques for Extending the Fatigue Life of Metallic Aircraft Components. Appl. Mech. Rev. 2014, 67, 010801.
- Zhuang, W.; Wicks, B. Mechanical Surface Treatment Technologies for Gas Turbine Engine Components. J. Eng. Gas. Turbines Power 2003, 125, 1021–1025.
- Evgeny, B.; Hughes, T.; Eskin, D. Effect of surface roughness on corrosion behaviour of low carbon steel in inhibited 4 M hydrochloric acid under laminar and turbulent flow conditions. Corros. Sci. 2016, 103, 196–205.
- Sohrabi, M.J.; Mirzadeh, H.; Dehghanian, C. Unraveling the effects of surface preparation on the pitting corrosion resistance of austenitic stainless steel. Arch. Civ. Mech. Eng. 2020, 20, 8.
- Trung, P.Q.; Khun, N.W.; Butler, D.L. Effect of Shot Peening Process on the Fatigue Life of Shot Peened Low Alloy Steel. J. Eng. Mater. Technol. 2017, 140, 011013.
- Reggiani, B. Experimental Investigation on the Effect of Shot Peening and Deep Rolling on the Fatigue Response of High Strength Fasteners. Metals 2019, 9, 1093.
- Curtis, S.A.; Rios, E.R.D.L.; Rodopoulos, C.A.; Romero, J.S.; Levers, A. Investigating the Benefits of Controlled Shot Peening on Corrosion Fatigue of Aluminium Alloy 2024 T351. In Shot Peening; Wagner, L., Ed.; Wiley-VCH Verlag GmbH & Co. KGaA: Weinheim, Germany, 2003; pp. 264–270.
- Zupanc, U.; Grum, J. Effect of pitting corrosion on fatigue performance of shot-peened aluminium alloy 7075-T651. J. Mater. Process. Technol. 2010, 210, 1197–1202.
- Peltz, J.D.S.; Beltrami, L.V.R.; Kunst, S.R.; Brandolt, C.; Malfatti, C.D.F. Effect of the Shot Peening Process on the Corrosion and Oxidation Resistance of AISI430 Stainless Steel. Mater. Res. 2015, 18, 538–545.
- Iswanto, P.T.; Malau, V.; Priyambodo, B.H.; Wibowo, T.N.; Amin, N. Effect of Shot-Peening on Hardness and Pitting Corrosion Rate on Load-Bearing Implant Material AISI 304. Mater. Sci. Forum 2017, 901, 91–96.
- Peyre, P.; Scherpereel, X.; Berthe, L.; Carboni, C.; Fabbro, R.; Béranger, G.; Lemaitre, C. Surface modifications induced in 316L steel by laser peening and shot-peening. Influence on pitting corrosion resistance. Mater. Sci. Eng. A 2000, 280, 294–302.
- Yue, T.M.; Yan, L.; Chan, C. Stress corrosion cracking behavior of Nd:YAG laser-treated aluminum alloy 7075. Appl. Surf. Sci. 2006, 252, 5026–5034.
- Ciuffini, A.F.; Barella, S.; Martínez, L.B.P.; Mapelli, C.; Pariente, I.F. Influence of Microstructure and Shot Peening Treatment on Corrosion Resistance of AISI F55-UNS S32760 Super Duplex Stainless Steel. Materials 2018, 11, 1038.
- Hou, X.; Qin, H.; Gao, H.; Mankoci, S.; Zhang, R.; Zhou, X.; Ren, Z.; Doll, G.L.; Martini, A.; Sahai, N.; et al. A systematic study of mechanical properties, corrosion behavior and biocompatibility of AZ31B Mg alloy after ultrasonic nanocrystal surface modification. Mater. Sci. Eng. C 2017, 78, 1061–1071.
- Kim, K.T.; Kim, Y.S. Effect of the Amplitude in Ultrasonic Nano-crystalline Surface Modification on the Corrosion Properties of Alloy 600. Corr. Sci. Tech. 2019, 18, 196–205.
- Ren, Z.; Hou, X.; Dong, Y.; Ye, C. Effect of Nanocrystallization-Assisted Nitriding on the Corrosion Behavior of AISI 4140 Steel. In Proceedings of the ASME 2016 11th International Manufacturing Science and Engineering Conference, Blacksburg, VA, USA, 27 June 27–1 July 2016; 2016; Volume 49903, p. V002T01A008.
- Li, S.; Ren, Z.; Dong, Y.; Ye, C.; Cheng, G.; Cong, H. Enhanced Pitting Corrosion Resistance of 304 SS in 3.5 wt% NaCl by Ultrasonic Nanocrystal Surface Modification. J. Electrochem. Soc. 2017, 164, C682–C689.
- Kim, K.-T.; Lee, J.-H.; Kim, Y.-S. Effect of Ultrasonic Nano-Crystal Surface Modification (UNSM) on the Passivation Behavior of Aged 316L Stainless Steel. Materials 2017, 10, 713.
- Cao, X.; Xu, X.; Wang, C.; Pyoun, Y.; Wang, Q. Effect of Ultrasonic Surface Impact on the Fatigue Behavior of Ti-6Al-4V Subject to Simulated Body Fluid. Metals 2017, 7, 440.
- Yang, Y.; Zhou, W.; Tong, Z.; Chen, L.; Yang, X.; Larson, E.A.; Ren, X. Electrochemical Corrosion Behavior of 5083 Aluminum Alloy Subjected to Laser Shock Peening. J. Mater. Eng. Perform. 2019, 28, 6081–6091.
- Aravamudhan, B.H. Study of the Effect of Laser Shock Peening on Corrosion Behavior of Aluminum Alloy 7075. Master’s Thesis, Department Mechanical and Materials Engineering, University of Cincinatti, Cincinatti, OH, USA, July 2018.
- Cao, C.; Zhu, J.; Tanaka, T.; Pham, D.N. Investigation of Corrosion Resistance Enhancement for Biodegradable Magnesium Alloy by Ball Burnishing Process. Int. J. Autom. Technol. 2020, 14, 175–183.
- Li, X.; Zhang, J.; Wang, Y.; Ma, M.; Shen, S.; Song, X. The dual role of shot peening in hydrogen-assisted cracking of PSB1080 high strength steel. Mater. Des. 2016, 110, 602–615.
- Brown, B.F. Stress Corrosion Cracking in High Strength Steels and in Titanium and Aluminum Alloys; Naval Research Laboratory: Washington, DC, USA, 1972; p. A030873.
- Sano, Y.; Obata, M.; Kubo, T.; Mukai, N.; Yoda, M.; Masaki, K.; Ochi, Y. Retardation of crack initiation and growth in austenitic stainless steels by laser peening without protective coating. Mater. Sci. Eng. A 2006, 417, 334–340.
- Scheel, J.E.; Hornbach, D.J.; Prevey, P.S. Mitigation of stress corrosion cracking in nuclear weldments using low plasticity burnishing. In Proceedings of the 16th International Conference on Nuclear Engineering, Orlando, FL, USA, 11–15 May 2008.
- Sundar, R.; Ganesh, P.; Kumar, B.S.; Gupta, R.K.; Nagpure, D.C.; Kaul, R.; Ranganathan, K.; Bindra, K.S.; Kain, V.; Oak, S.M.; et al. Mitigation of Stress Corrosion Cracking Susceptibility of Machined 304L Stainless Steel Through Laser Peening. J. Mater. Eng. Perform. 2016, 25, 3710–3724.
- Gupta, R.K.; Sundar, R.; Kumar, B.S.; Ganesh, P.; Kaul, R.; Ranganathan, K.; Bindra, K.S.; Kain, V.; Oak, S.M.; Kukreja, L.M. A Hybrid Laser Surface Treatment for Refurbishment of Stress Corrosion Cracking Damaged 304L Stainless Steel. J. Mater. Eng. Perform. 2015, 24, 2569–2576.
- Zhang, L.-J.; Zhang, H.-B.; Lei, X.-W.; Wang, R.; Han, B.-F.; Zhang, J.-X.; Na, S.-J. Laser processing of Mg-10Li-3Al-3Zn alloy: Part II- Improving corrosion resistance of multi-phase Mg alloys by laser surface processing. J. Manuf. Process. 2020, 56, 571–580.
- Lisenko, N.; Evans, C.D.; Yao, Y.L. Effect of brass composition and phases on stress corrosion mitigation by laser shock peening. Manuf. Lett. 2019, 23, 5–8.
- Telang, A.; Gill, A.S.; Tammana, D.; Wen, X.; Kumar, M.; Teysseyre, S.; Mannava, S.R.; Qian, D.; Vasudevan, V.K. Surface grain boundary engineering of Alloy 600 for improved resistance to stress corrosion cracking. Mater. Sci. Eng. A 2015, 648, 280–288.
- Jo, M.C.; Yoo, J.; Amanov, A.; Song, T.; Kim, S.-H.; Sohn, S.S.; Lee, S. Ultrasonic nanocrystal surface modification for strength improvement and suppression of hydrogen permeation in multi-layered steel. J. Alloys Compd. 2021, 885, 160975–160985.
- Takakuwa, O.; Nishikawa, M.; Soyama, H. Numerical simulation of the effects of residual stress on the concentration of hydrogen around a crack tip. Surf. Coat. Technol. 2012, 206, 2892–2898.


