 +1 credit
+1 credit
| Version | Summary | Created by | Modification | Content Size | Created at | Operation |
|---|---|---|---|---|---|---|
| 1 | Marek Kliment | + 2343 word(s) | 2343 | 2021-08-16 10:49:26 | | | |
| 2 | Conner Chen | Meta information modification | 2343 | 2021-09-01 10:42:25 | | |
Video Upload Options
TestBed 4.0 is a technology that can be used to demonstrate the benefits of this new era in the development of the industry today and in the future. TestBed is an experimental workplace with state-of-the-art technologies and machinery, which are assembled into a test production line or entire production units. Through them, it is possible to verify new technologies, products, systems and concepts of digitization and digital transformation. They are also used for research, development and innovation projects, and often for educational and demonstration purposes.
1. Product Data
The philosophy of digital enterprises within Industry 4.0 is based on the management of product life cycle data. This data is collected and managed for each product from the first idea of product creation through all its pre-production and production development phases, as well as through marketing, possible modifications to the end of the product life cycle for its recycling. Various information systems and software modules are used to manage this data [1]. An important role in this area is played by the PDM system Teamcenter 13.0, which covers the function of mapping and data collection in all phases of product life and can provide cross-sectional information in its hierarchy for the entire organization and its departments. As part of the application of technology for laboratory equipment, it was necessary to take into account that a company that is a provider of software support for production on the Slovak market within the Siemens consortium participates in its construction and also its use. Therefore, most software is oriented within the scope of this portfolio. However, it should be noted that the use of these technologies in laboratory conditions as well as for teaching students to work in them has great meaning and potential, as these products are used by a large number of companies in the field of industrial and digital engineering. Teamcenter is a commercial platform, but its advantages and functionality should be noted both in the product value chain and in the educational process of students in fields related to industrial engineering. It can display data to users immediately after it has been modified and possibly changed anywhere in the world, without the need to have additional applications installed. It can display drawings and models without having to have any CAx systems installed, it can project the processing and results of simulation models without having to have simulation software. This tool serves both the company’s management and all its departments, whether manufacturing or non-manufacturing, to communicate, collect data and solve any problems that may arise during the product life cycle [2].
See software application architecture. Figure 1. Such a platform and its application can also be used in the creation of scientific teams from various fields within the university. The Faculty of Mechanical Engineering of the Technical University in Košice deals with several areas of research and development of various technologies. Such development requires designers, mechanical engineers, mechatronics, electrical engineers, industrial engineers and various other fields. The application of such software is of great importance in the current period during the pandemic. During this period, most professionals have a home office and meetings within the solution teams which are limited to online communication. Data management software can be just a means of this online communication without the need to group entire teams at one time in one place. Each member of the team performs their work, which is automatically stored in the data management system, and each member of the team affected by this change sees it immediately after its implementation and can use it in further work. In this way, a large number of online video call conversations are eliminated. The use of such an application can significantly reduce time for processing research and development tasks, both in the manufacturing company and in the university environment in solving various projects, patents or utility models and developing prototypes of various devices.
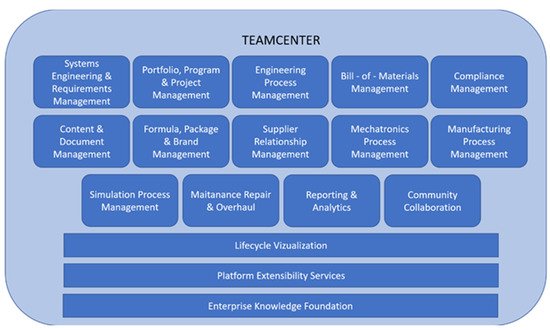
Figure 1. Teamcenter and its coverage.
2. Development and Debugging of Automated Devices
In connection with the data management system and the product life cycle, the development phases of the product are also carried out, after which the possible production methods on automated devices are debugged. After processing the models of individual components, the CAM systems are debugged and generate codes for production on CNC machine tools. For optimal tuning of CNC codes, the programmer or the designer himself must know the machines on which the production will be carried out, he must know the tools that will be used in the production and must also know their properties. It is also necessary to know the properties of the processed materials. After gathering all the necessary informations and processing the model of the part, it is possible to generate the coordinate codes for the movements of the machine tool spindle, as well as for the movements of the tables on which the workpiece is clamped, depending on how many axes the machine tool has and what type of machining goes [3]. The coordinate codes generated at this point are linked to a product lifecycle data management system and are also available at other laboratory sites at the CAM simulation device. They are also part of the pre-production phases of the product but are already directly related to the production itself. CAx software and its modules for various technologies are most often used to process this data and transform it into the correct programming language for the given machine tools. This software must be able to save its outputs in a format with which other software within this technology can then work. [4].
3. Pre-Production Phases
The pre-production phases include defining the activities on the project, developing a schedule of feasibility and duration of individual activities. Product lifecycle management begins with the preparation of a study and project. Subsequently, in the systems for construction and design, product designs are processed, their functional, resp. component specifications. Construction items are created, which are connected into multilevel structures and logical units. Streamlining product development processes are possible by connecting the PDM systems with CAD systems, the use of integrated tools for document management, workflow and change management. Within this phase, the processing of product models, their decomposition into individual parts is solved. For the preparation of production phases, it is necessary to process the drawing documentation in detail and to create models of all parts of which the product consists. CAD software is used for these activities. Important integration and interconnection of all generated product data. This ensures the connection of all systems using Teamcenter software as part of the processing of a comprehensive product project in the laboratory conditions of TestBed [1].
4. Production, Logistics and Managerial Outputs
As already mentioned within the conditions of TesBed 4.0, it is possible to plan and verify in detail the entire course of the production process, not only within the production phases but within the entire value flow of the product, from the initial idea of product creation through all its life stages. Within production, it is possible to process models of production processes in detail, to project them into simulations, in which it is possible to interpret all the necessary components of these processes. It is possible to see the outputs from such productions, it is possible to deal with logistics flows, the area of warehousing and other necessary components within the area of production. For managerial decision-making, these virtual simulation models will provide a wealth of data for the ability to make optimal decisions in all areas of strategic business operations [2]. All this can be used both when planning new operations and when optimizing existing operations. Within the possibilities of TestBed 4.0, it is possible to verify the efficiency of investments in new production equipment or equipment modules in a virtual environment. We can virtually integrate these into the existing network of conveyors and corporate infrastructure and verify the effectiveness of such an investment, practically free of charge, without physical intervention in current process. In this environment, we can take into account the necessary human resources in this process and also suggest improvements in the flow of material across the functioning of the entire organization. Based on the results of the simulation, management may decide whether such an investment is acceptable, or consider several possible solutions resulting from the simulation verifications. Creating virtual models allows you to apply and validate any devices that can in some way help increase the efficiency of processes. Simply, it is possible to select a device from libraries to incorporate it into the process and then monitor how this process will be affected [2][5][6].
5. Material Flow Control of Equipment and People
The standard option for real-time data collection from the production process is reading data directly from in-house ERP, MES and SCADA software. For real-time data collection, it is possible to use the RTLS (Real-Time Location System) technological tool, which is part of the Smart Factory concept (Figure 2) [6][7].
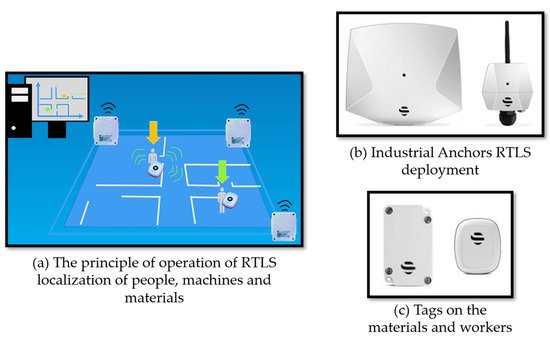
Figure 2. The principle of operation of RTLS localization of people, machines and materials.
Note: schedulability is the ability of tasks to meet all hard deadlines, latency is the worst-case system response time to events, stability in overload means the system meets critical deadlines even if all deadlines cannot be met.
RTLS is a technological solution used for automatic identification resp. monitoring and localization of specific elements of the system with priority in industrial premises in real-time. Such an element can be people, products, machines, carts, crates, pallets, etc., where a given location system can tell managers the location of marked elements in real-time. It is a combination of technology elements (tags, anchors) and software (platform) that gives meaningful location data and transforms it into interactive maps, location tools, thermal maps, dashboards, messages and other functions, depending on the solution provider [8][9].
Basic parameters of the RTLS system:
-
Scalability of RTLS localization technology.
-
High positioning accuracy—30 cm accuracy that allows full flexibility and variability of virtual zones without any changes of infrastructures.
-
Range between anchors in tens of meters.
-
Resistance to signal interference in combination with other wireless networks.
-
Battery life of mobile tags—several weeks, months to years (depending on the combination of battery capacity, transmission mode and periodicity of identification messages).
-
Complete control and configuration of the RTLS system from one application—RTLS Manager.
-
Ability to quickly set up and add new devices without the need to reconfigure the deployed system.
-
Adjustable localization interval.
-
Possibility to modify functionality.
-
Possibility of configuration (reprogramming) of individual tags.
The RTLS system based on UWB (Ultra-Wide Band) radio technology uses WiFi networks resp. 4G/5G. RTLS describes a real-time positioning system, a solution that can tell users where a marked system element is located. Several technologies are used to achieve this goal. Some location systems use WiFi, ZigBee, BLE (Bluetooth Low Energy), resp. active RFID. However, not every solution of widely used RFID technology, e.i. radio frequency identification using a microelectronic device (chip and antenna) is possible to realize real-time localization [9]. Table 1 shows some features of localization systems for RTLS.
Table 1. Different RTLS technologies comparison.
| Technology | Bluetooth | Zigbee | RFID | UWB |
|---|---|---|---|---|
| Accuracy | 10 m | 10 m | 5 m | 10–30 cm |
| Coverage | 10 m | 10 m | 2 m | 100 m |
| Stability | low | low | low | high |
| Security | low | middle | low | high |
| Application | short distance high precision |
low accuracy | area entry | high precision |
| Capacity for tag | 50 | 50 | 100 | 500 |
| Anchor quantities requirement per unit area | more | more | more | less |
| Unit price for anchor | low | low | high | high |
| Unit price for tag | high | high | low | high |
| Installation cost | high | high | high | low |
RTLS in combination with Siemens simulation software such as Tecnomatix Process Simulate and Tecnomatix Plant Simulation are one of the important elements of the digital twin. The software stores a log of all movements and interactions in order to facilitate a safe distance, but the same data can be used in decisions about long-term optimization of production facilities by simulating new production arrangements or workflows to determine which of the options will achieve the required performance. Real-time data processing solutions between RTLS and TX Plant Simulation, resp. TX Process Simulate that is possible in the TestBed environment is focused on [10]:
-
Make-to-order (MTO) production approach, focused on fast response and personalization of products.
-
Reduce the lead time—the overall lead time is shortened thanks to the absence of waste and gaps in production.
-
Use digital work orders—carrying the information and extending it with real-time location and other data types based on the sensors used.
-
Higher visibility and increased ability to plan, using heatmaps and spaghetti diagrams in real-time mode.
-
eKanban—continuous flows in real-time.
-
Optimize fleet overall efficiency (OEE) by revealing inactive periods and fixing them, it is possible to compare the OEE data of each vehicle, etc.
By combining RTLS and simulation technologies from Siemens, it is possible to quickly and efficiently model interactions within material and logistics flows, the movement of employees located on the production line. The potential can be seen in the redesign of production lines, in solving persistent safety problems, in reconfiguring workers to increase productivity [10].
By combining software from Siemens Digital Industries Software with the technology provided by Sewio, it is possible to map logistics and material flows in production very efficiently with the technology provided by Sewio, it is possible to map logistics and material flows in production very efficiently. Model situations of material movement of workers or other elements in the production process can be practically simulated and tested directly in the laboratory. Potential customers who would want to apply this technology in their operations can demonstrate its functionality directly in the laboratory, which is equipped with RTLS sensors in every corner of the laboratory. These sensors read and record into the system the movement of tags and controls, which can be attached to the material or given to a worker who will move in space. Another possibility of using material flow mapping is to use RFID sensors, which are located on individual tables and laboratory stations, and by reading tags in individual locations, it is also possible to record the movement of products or employees, which use sensors to record every production operation. In this way, snapshots of work activities can be obtained [11].
References
- Lerher, T.; Edl, M.; Rosi, B. Energy efficiency model for the mini-load automated storage and retrieval systems. Int. J. Adv. Manuf. Technol. 2014, 70, 97–115.
- Cioffi, R.; Travaglioni, M.; Piscitelli, G.; Petrillo, A.; Parmentola, A. Smart Manufacturing Systems and Applied Industrial Technologies for a Sustainable Industry: A Systematic Literature Review. Appl. Sci. 2020, 10, 2897.
- Bressanelli, G.; Adrodegari, F.; Perona, M.; Saccani, N. Exploring How Usage-Focused Business Models Enable Circular Economy through Digital Technologies. Sustainability 2018, 10, 639.
- Witkowski, K.; Saniuk, S. Aspekt logistyczny zarzadzania infrastruktura komunalna miasta. Logistyka 2011, 41, 589–600.
- Real-Time Location System in Warehouse. Different RTLS Technologies Comparison. 2018. Available online: https://www.uwbleader.com/info/different-rtls-technologies-comparison-33845115.html (accessed on 30 June 2021).
- M. Lokšík: V TestBede 4.0 Môžete Experimentovať bez obáv z Neželaných Vplyvov na Výrobu. 2018. Available online: https://www.testbed.sk/m-loksik-v-testbede-4-0-mozete-experimentovat-bez-obav-z-nezelanych-vplyvov-na-vyrobu/ (accessed on 30 June 2021).
- Koblasa, F.; Kralikova, R.; Votrubec, R. Influence of EA Control Parameters to Optimization Process of FJSSP Problem. Int. J. Simul. Model. 2020, 19, 387–398.
- RTLS–Real Time Location System. Lokačný Systém v Reálnom Čase. Available online: https://www.speedchain.sk/data/USR_047_USR_049_SPEEDCHAINSK2017/SEWIO_RTLS___KODYS_Speedchain_2017.pdf (accessed on 30 June 2021).
- Real Time Location System [RTLS] Study: How do RFID and BLE differ? 2017. Available online: https://kontakt.io/blog/real-time-location-system-rtls-study-how-do-rfid-and-ble-differ/ (accessed on 30 June 2021).
- Yang, X.P.; Gao, X.L. Optimization of Dynamic and Multi-Objective Flexible Job-Shop Scheduling Based on Parallel Hybrid Algorithm. Int. J. Simul. Model. 2018, 17, 724–733.
- Straka, M.; Malindzakova, M.; Rosova, A.; Trebuna, P. The simulation model of the material flow of municipal waste recovery. Przem. Chem. 2016, 95, 773–777.

