 +1 credit
+1 credit
| Version | Summary | Created by | Modification | Content Size | Created at | Operation |
|---|---|---|---|---|---|---|
| 1 | Ramón Jerez-Mesa | + 1188 word(s) | 1188 | 2020-06-17 07:48:15 | | | |
| 2 | Camila Xu | -1 word(s) | 1187 | 2020-07-09 04:03:32 | | | | |
| 3 | Camila Xu | -1 word(s) | 1187 | 2020-07-09 04:03:50 | | | | |
| 4 | Camila Xu | -11 word(s) | 1176 | 2020-10-27 10:28:20 | | | | |
| 5 | Ramón Jerez-Mesa | Meta information modification | 1176 | 2021-06-11 08:47:48 | | |
Video Upload Options
Burnishing processes are effective methods to increase the durability and surface texture of industrial parts, through plastic deformation of its micropeaks. Traditional burnishing can be strongly improved with the assistance of external energy sources. One of these sources is vibration assistance, which can be delivered into the systems through different means. In overall, vibration-assistance ball burnishing consists on overlapping to the static burnishing preload an oscillatory force that favours the acoustoplastic effect in the material, that is, an increase in dislocation mobility that facilitates plastic deformation, while eventually delivering residual hardening on the target surface.
1. Introduction
The high standards that today’s industry demands from workpieces has had no precedents in history due to the high competitiveness present in key sectors for economical development. Mechanical components from machine-tools, automobiles, aircraft, trains, moulds, and many other industrial elements are clear examples of workpieces on which excellence must be searched in terms of surface integrity or geometrical tolerance [1]. More specifically, an adequate surface roughness, elevated surface hardness and high compressive residual stress fields are basic to guarantee a long lifespan of those parts, as well as to avoid unexpected failures when subjected to cyclic stress.
Ball burnishing is a finishing process that is highly extended nowadays because of its robustness and its capability to provoke a comprehensive effect on surface integrity (i.e., improvement of the triplet roughness–hardness–residual stress) [2]. The operation consists of plastically deforming the irregularities of the target surface by means of a controlled force transmitted by a sphere [3]. Its versatility to treat concave and convex surfaces has supported its expansion in the industry [4]. However, scientific and technical knowledge has focused historically on its conventional version, namely, the non-vibration-assisted ball burnishing (NVABB) [5]. However, the last years have witnessed the extension of a second variant, consisting of accompanying the ball during its displacement with an alternative oscillation in the perpendicular direction. This version of the process is referred to as vibration-assisted ball burnishing (VABB) [6].
What is the interest of assisting the process with an additional vibration? Kozlov et al. (1995) [7] explained that the yield strength of a material can change if, while experimenting plastic deformation, an exogenous vibratory source causes a variation in the driving force magnitude. This variation of the elastoplastic properties of a material is called acoustoplasticity [8]. The scientific interpretation of this effect is that the subsequent wave which is transmitted through the material’s structure as a consequence of the external vibration enhances the mobility of dislocations inside the crystal lattice and, therefore, increases the capacity of plastic deformation observed macroscopically. This causes a decrease of the yield strength and, as a consequence, eventually enables further deformation with lower external forces. Therefore, assisting the ball-burnishing process through a vibration contributes to obtaining better results with regards to its conventional version [9].
2. Specifics
Numerous past studies can be found giving experimental evidence that acoustoplasticity can be effectively applied to improve manufacturing processes on different alloys such as carbon steel [10], magnesium [11], or aluminum alloys [12], as well as pure materials such as 99.99% pure copper [13]. For instance, Jung and Siang (2008) [10] proposed the introduction of ultrasonic vibration by means of a piezoelectric stack attached to a polishing tool to assist the process itself on a mold steel alloy. As a consequence, the average surface roughness Radecreased to 0.036 μm, while the nonassisted process resulted in a higher value: 0.100 μm. Furthermore, the ball used for the process experienced 28% less wear. The introduction of vibration-assistance in machining processes has also proved to be a satisfactory practice on alloys such as SUS304 stainless steel or cuprous alloys, as many researchers highlight [14][15][16]. The effects of ultrasonic-vibration-assistance are linked to a conspicuous decrease of machining forces and chip thickness, which results in lower chatter and higher stability of the process. The consequence is surfaces showing lower surface roughness and an increase in the lifespan of machining inserts.
Numerous systems are used to deliver vibration-assistance into manufacturing processes [1], but around 80% of them use similar systems as the one object of study in this paper: 20- or 40-kHz resonant systems with low amplitude movement—from 3 to 20 μm [17]. By making the system resonant, the stability of the vibratory behaviour is stabilized in time. Indeed, Babitski et al. [18] observed that systems that could work under different amplitude regimes showed unstable behaviour, and that caused a fall of almost 50% in the final surface roughness obtained. This kind of linear vibratory system, ideal for transmitting a high-frequency 1D oscillating movement, is based on a slender sonotrode on whose tip the burnishing ball or the machining insert is installed. Its design must be robust enough to guarantee an overall tool rigidity to satisfy two conditions. First, to prevent the tool from excessively deforming under bending stress (in lathe setups, where the tool works as a cantilever) or by buckling and bending in milling machine setups. Secondly, undesired transverse vibrations must be avoided. Indeed, a combination of these effects could lead the process to actually harm the surface [19] and derive in a higher surface roughness than expected [14][15].
The ultrasonic-vibration-assisted ball-burnishing (UVABB) process has been extensively reported by Jerez-Mesa et al. (2018) [20]. This tool works so that vibrations are introduced through a sonotrode at whose tip the burnishing ball is installed, and whose length changes as an effect of thickness variation of a piezoelectric stack subjected to a difference of potential [21]. This tool is used for the monitoring and sensor installation during the works reflected in this paper. Figure 1 shows the design referred to. Its characterization lead to the conclusion that the working conditions (precharge or feed velocity during the process) are not influenced by the active resonant frequency of 40 kHz. For that reason, in this study, vibrations are monitored up to a maximum frequency of 24 kHz as transmitted by the tool, or 5 kHz on the workpiece.
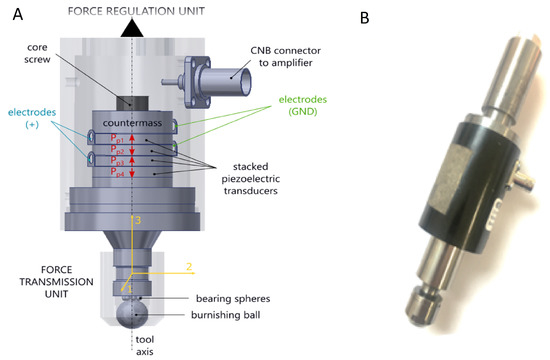
Figure 1. Ultrasonic vibration-assisted ball-burnishing (UVABB) tool equipped with a 1D linear displacement system through piezoelectric stack designed by Jerez-Mesa et al. (2018) [20]. (A) General scheme of the piezoelectric system; (B) Real image of the prototype used for vibration monitoring.
Monitoring the condition of the UVABB tool during the application of the process is vital to obtain good results on the target workpiece [22]. In fact, guaranteeing that the effect of the vibratory movement is fully concentrated on the process itself is basic to ensure that there are no setbacks that could affect the operation, or hinder the effect of vibration-assistance. This could lead to a variety of consequences, from energy waste to surface integrity hindering. Therefore, with the aim of guaranteeing that this takes place, this paper presents the characterization of the machine–tool–workpiece ensemble to determine the natural frequencies of these elements, as well as identify other harmonic components forced by the process’s progress. In UVABB, the source of excitation could be the different dynamic elements composing the machine itself, or the excitation module that takes part of the tool. If the machine’s or tool’s natural frequencies were to be coincidental with these excitation sources, undesired and unfavorable couplings could occur between resonant states.
References
- Travieso-Rodriguez, J.A.; Gomez-Gras, G.; Dessein, G.; Carrillo, F.; Alexis, J.; Jorba-Peiro, J.; Aubazac, N. Effects of a ball-burnishing process assisted by vibrations in G10380 steel specimens. Int. J. Adv. Manuf. Technol. 2015, 81, 1757–1765.
- Yen, Y.; Sartkulvanich, P.; Altan, T. Finite element modeling of roller burnishing process. CIRP Ann. 2005, 54, 237–240.
- Gomez-Gras, G.; Travieso-Rodriguez, J.A.; Jerez-Mesa, R.; Lluma-Fuentes, J.; de la Calle, B.G. Experimental study of lateral pass width in conventional and vibrations-assisted ball burnishing. Int. J. Adv. Manuf. Technol. 2016, 87, 363–371.
- Travieso-Rodríguez, J.A.; Dessein, G.; González-Rojas, H.A. Improving the surface finish of concave and convex surfaces using a ball burnishing process. Mater. Manuf. Process. 2011, 26, 1494–1502.
- Hiegemann, L.; Weddeling, C.; Khalifa, N.B.; Tekkaya, A. Prediction of roughness after ball burnishing of thermally coated surfaces. J. Mater. Process. Technol. 2015, 217, 193–201.
- Amini, S.; Bagheri, A.; Teimouri, R. Ultrasonic-assisted ball burnishing of aluminum 6061 and AISI 1045 steel. Mater. Manuf. Process. 2018, 33, 1250–1259.
- Kozlov, A.; Mordyuk, B.; Chernyashevsky, A. On the additivity of acoustoplastic and electroplastic effects. Mater. Sci. Eng. A 1995, 190, 75–79.
- Siu, K.; Ngan, A.; Jones, I. New insight on acoustoplasticity–ultrasonic irradiation enhances subgrain formation during deformation. Int. J. Plast. 2011, 27, 788–800.
- Jerez-Mesa, R.; Landon, Y.; Travieso-Rodriguez, J.A.; Dessein, G.; Lluma-Fuentes, J.; Wagner, V. Topological surface integrity modification of AISI 1038 alloy after vibration-assisted ball burnishing. Surf. Coatings Technol. 2018, 349, 364–377.
- Huang, H.; Pequegnat, A.; Chang, B.; Mayer, M.; Du, D.; Zhou, Y. Influence of superimposed ultrasound on deformability of Cu. J. Appl. Phys. 2009, 106, 113514.
- Liu, X.; Osawa, Y.; Takamori, S.; Mukai, T. Microstructure and mechanical properties of AZ91 alloy produced with ultrasonic vibration. Mater. Sci. Eng. A 2008, 487, 120–123.
- Yao, Z.; Kim, G.Y.; Faidley, L.; Zou, Q.; Mei, D.; Chen, Z. Effects of superimposed high-frequency vibration on deformation of aluminum in micro/meso-scale upsetting. J. Mater. Process. Technol. 2012, 212, 640–646.
- Ashida, Y.; Aoyama, H. Press forming using ultrasonic vibration. J. Mater. Process. Technol. 2007, 187, 118–122.
- Jin, M.; Murakawa, M. Development of a practical ultrasonic vibration cutting tool system. J. Mater. Process. Technol. 2001, 113, 342–347.
- Moriwaki, T.; Shamoto, E. Ultraprecision diamond turning of stainless steel by applying ultrasonic vibration. CIRP Ann. 1991, 40, 559–562.
- Moriwaki, T.; Shamoto, E. Ultrasonic elliptical vibration cutting. CIRP Ann. 1995, 44, 31–34.
- Brehl, D.; Dow, T. Review of vibration-assisted machining. Precis. Eng. 2008, 32, 153–172.
- Babitsky, V.; Astashev, V.; Kalashnikov, A. Autoresonant control of nonlinear mode in ultrasonic transducer for machining applications. Ultrasonics 2004, 42, 29–35.
- Martinez-Gonzalez, E.; Ramirez, G.; Romeu, J.; Casellas, D. Damage induced by a spherical indentation test in tool steels detected by using acoustic emission technique. Exp. Mech. 2015, 55, 449–458.
- Jerez-Mesa, R.; Travieso-Rodriguez, J.A.; Gomez-Gras, G.; Lluma-Fuentes, J. Development, characterization and test of an ultrasonic vibration-assisted ball burnishing tool. J. Mater. Process. Technol. 2018, 257, 203–212.
- Arnau, A. Piezoelectric Transducers and Applications; Springer: Berlin/Heidelberg, Germany, 2004; Volume 2004.
- Jerez-Mesa, R.; Travieso-Rodríguez, J.A.; Landon, Y.; Dessein, G.; Lluma-Fuentes, J.; Wagner, V. Comprehensive analysis of surface integrity modification of ball-end milled Ti-6Al-4V surfaces through vibration-assisted ball burnishing. J. Mater. Process. Technol. 2019, 267, 230–240.

