+1 credit
+1 credit
| Version | Summary | Created by | Modification | Content Size | Created at | Operation |
|---|---|---|---|---|---|---|
| 1 | Mariola Saternus | + 2765 word(s) | 2765 | 2020-09-24 12:26:42 | | | |
| 2 | Henryk Kania | + 2765 word(s) | 2765 | 2020-09-24 12:45:11 | | | | |
| 3 | Jacek Mendala | Meta information modification | 2765 | 2020-09-27 11:15:20 | | | | |
| 4 | Karina Chen | -810 word(s) | 1955 | 2020-10-29 01:36:16 | | | | |
| 5 | Karina Chen | -810 word(s) | 1955 | 2020-10-29 01:38:06 | | |
Video Upload Options
Hot-dip galvanizing is one of the most effective methods of protecting steel against corrosion. It allows one to obtain good quality coatings, ensuring long-term protection with relatively low operating costs of the coatings.
1. Introduction
Hot-dip galvanizing is one of the most effective methods of protecting steel against corrosion. It allows one to obtain good quality coatings, ensuring long-term protection with relatively low operating costs of the coatings. Despite the fact that the galvanizing process has been known for over 150 years [1], the continuous development of this technology is observed. The improvement of the process includes activities aimed at the rational use of zinc and energy in the process, the use of new technical solutions, but also the constantly expanding range of products that are protected with zinc coatings. The good properties of zinc coatings determine that nowadays not only small products and structures made of ordinary grade steel are galvanized, but also products made of high-strength steels after heat treatment [2] and wires intended for high-speed drawing [3]. This makes it necessary to conduct continuous research and solve problems with obtaining high-quality coatings. At the same time, rising zinc prices and decreasing zinc resources force the reduction in its consumption.
The cost of the coating depends on the amount of zinc used per unit of galvanized products. The zinc consumption depends not only on the thickness of the coating, but also on the losses resulting from the specificity of the technology, i.e., the formation of hard zinc and zinc ashes, oxidation of the bath surface, formation of solidified zinc droplets. Due to the rational conduct of the technological process, it is possible to reduce zinc consumption and limit its losses.
One of the most important factors determining zinc consumption is the chemical composition of the zinc bath [4][5][6][7][8][9]. The presence of alloying additives strongly influences the morphology[11][12], growth kinetics [12][13] and structure of the coating [14][15], as well as the properties of the bath itself [16]. Many years of research have allowed us to determine the impact of many elements introduced individually or in more complex configurations. Many of these solutions have been applied in industrial practice [6][8][9]. However, experience shows that it is currently impossible to indicate one best and universal chemical composition of the bath.
When selecting the chemical composition of the bath, one should be guided by the individual needs resulting from the specificity of the galvanized range of products. The main criteria for selecting bath additives are:
-
chemical composition of steel,
-
generating zinc losses during the process,
-
the shape, complexity and size of the product,
-
intended use and application of the product,
-
risk of product rupture in liquid zinc,
-
coating resistance to corrosion.
The amount of zinc in the coating results from the reactivity of steel [17] in the liquid zinc and the ability of zinc to flow from the surface of the product when it is pulled out of the bath [18]. In many cases, especially when galvanizing steels with silicon content from the Sandelin series and high-silicon steels [19][20], the coatings are much thicker than allowed by the EN ISO 1461 standard [21]. The production in too thick coatings is economically unjustified, which leads to an increase in the consumption of zinc.
One of the wastes that causes zinc loss is galvanizing ash. These include oxides formed upon contact of liquid zinc with air [22]. Another problem is the removal of excessive amounts of zinc from the bath due to insufficient zinc discharge from the product surface. Many galvanized products have complex shapes and a high degree of surface development. Zinc accumulating in hard-to-reach places is pulled out with the product, irrationally increasing the consumption of zinc. In many cases, the zinc bath can affect the properties of the product itself, leading to its deformation and cracks [23]. The chemical composition of the bath may also affect the environment and human health [4][18] and determine the corrosion resistance of the coatings [24].
2. Coating Structures
The structure of hot dip galvanizing coatings depends on the chemical composition of the steel. The most important alloying additive in steel, which intensely affects the galvanizing process, is silicon.
In terms of silicon content, steels are divided into low-silicon steels with a silicon content of less than 0.03%, steels from the Sandelin range containing 0.03-0.12% Si, steels from the Sebisty range containing 0.12-0.22% Si and high-silicon steels with silicon content of more than 0.22%. The range of silicon concentration in steel determines the thickness of the coating and its structure, which determine not only the appearance and properties of the coating, but also the consumption of zinc.
The coating obtained on low-silicon steel (Figure 1a) shows a layered structure. The diffusion zone is formed by layers of the intermetallic phases of the Fe-Zn system: G, δ1, ζ. The G phase layer is difficult to observe because it has a small thickness, usually not exceeding 1 µm [25]. The δ1 phase layer is much thicker; its thickness is uniform and its structure is relatively compact. The next ζ phase layer shows two distinct zones. The inner zone with a clearly compact morphology turns into a heterogeneous structure in the outer zone. The diffusion layer of the coating formed in the zinc bath becomes covered when the product is taken out of the bath with the outer layer of the iron–zinc solution η. It is believed that the structure of coating shaped in this way is correct, making it possible to obtain the required and easily controlled thickness.
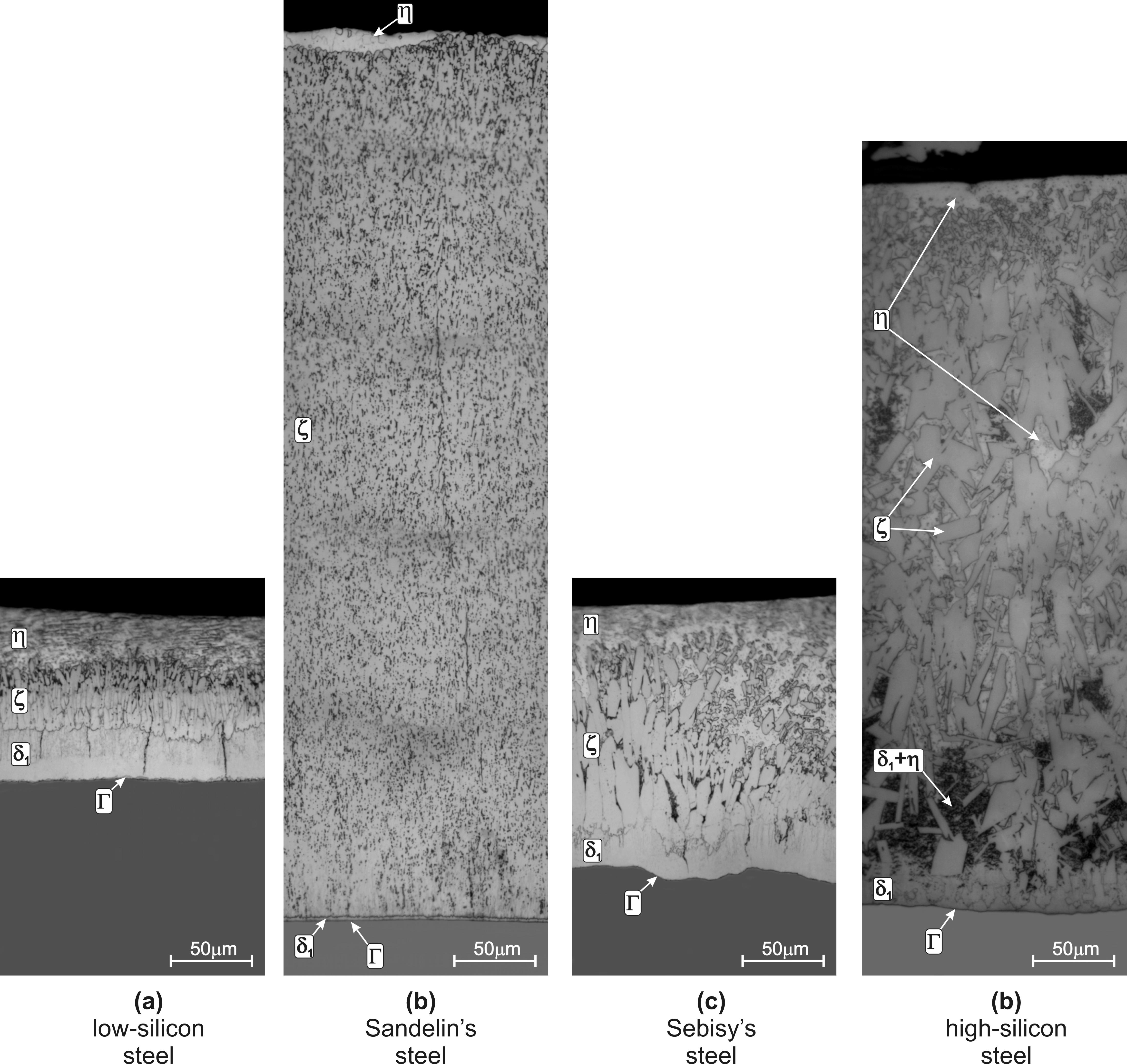
Figure 1. Structure of coatings obtained in the “pure” zinc bath on steels with different silicon content: low-silicon steel (a), Sandelin’s steel (b), Sebisty’s steel (c) and high-silicon steel (d); temperature: 450 °C, immersion time: 3 min, [25].
On steel from the Sandelin range (Figure 1b), the coating has a significantly developed diffusion layer. In the structure, a significant increase in the thickness of the z phase layer can be observed, which has a compact structure and a uniform thickness. At the same time, with increasing the thickness of the ζ layer, the thickness of the d1 phase is significantly reduced. The diffusion layer of the coating extends almost to the surface of the coating, and the η outer layer is very thin or not present at all. The structure of the coating changes in the Sebisty range (Figure 1c). It is similar to the structure of the coating on low-silicon steel, although the morphology of the ζ phase is less compact. With higher silicon content in high-silicon steels (Figure 1d), the coating has a multiphase structure formed by Fe-Zn intermetallic phases, but no clear layered structure. The interaction of Si, which does not dissolve in the intermetallic phases of the Fe-Zn system, changes the morphology of the ζ phase, which forms loosely spaced crystals. This allows for the direct contact of the δ1 phase with the liquid zinc. As a result, phase δ1 begins to grow, creating a two-phase area δ1 + η, which causes an additional increase in the thickness of the coating.
3. Alloying additives for Zinc Bath
Currently, the most rational method of managing the chemical composition of the zinc bath is the appropriate selection of the configuration of the bath additives and constant maintenance of their content in the bath within a narrow range of concentration changes that allow for their most effective interaction. The optimal chemical composition of the bath should contain alloying additives that will ensure the reduction in the amount of zinc ash, limiting the reactivity of the steel in the bath and improving the drainage of liquid zinc from the product surface. All these requirements are met by the group of five metals: Al, Ni, Pb, Bi and Sn, which are currently used as alloying additives to the zinc bath.
3.1. Aluminium
Al is mainly added to reduce oxidation of the bath surface. Due to the higher chemical affinity of aluminum for oxygen than for zinc, a continuous layer of Al2O3 is formed on the surface of the bath [22]. Due to its compact structure, this layer is a barrier to the inflow of oxygen to the surface of the liquid metal, thus protecting the bath surface against oxidation. Limiting oxidation on the surface of liquid zinc reduces the amount of zinc ash produced. Aluminum also brightens the surface of the coating. Due to the possible formation of coating discontinuities, its content in the bath should not exceed 0.01 wt. %
3.2. Nickel
The addition of nickel to the galvanizing bath is now widely accepted as a way to reduce the reactivity of Si-containing steels in liquid zinc. Nickel in this content range enables the suppression of Sandelin peak, and the coating on Sandelin steel obtained in such a bath has a structure similar to that of the coating obtained on low-silicon steel.
3.3. Lead
Lead lowers the surface tension of liquid zinc and improves the fluidity of the bath. This results in better zinc drainage from the surface of the product. Increasing the Pb content from 0.03 wt % up to 1.2 wt % causes a reduction of up to 60% of the amount of zinc drawn from the bath with the product. The zinc bath achieves the best fluidity at the content of 0.4–0.5 wt. % Pb [16]. However, lead is toxic and harmful to both human health and the environment.
3.4. Bismuth
Bismuth has several beneficial properties. It increases the castability of zinc, reduces the surface tension and is not harmful to the environment. The addition of 0.1 wt % Bi gives a similar intensity of liquid zinc flowing from the product surface as approx. 1 wt % Pb [26]. It is assumed that to achieve similar bath properties caused by the addition of Bi, its content is almost 10 times lower than that of the Pb addition. Bismuth also promotes the formation of a spangle on the surface of the coating [22][26]. However, it is considered an additive that promotes the LME (liquid metal embrittlement) phenomenon during galvanization.
3.5. Tin
Tin is added to the zinc bath mainly to improve the quality and appearance of the coating. Tin as an independent alloying additive does not have a significant effect on the intensity of zinc drainage from the product surface, as well as the smoothness of the coating. Contrary to lead and bismuth, tin forms a spangle with a much higher content in the bath above 1 wt %; however, spangle caused by the presence of tin in the bath is much finer. In combination with spangle-producing additives, the presence of tin in the outer layer of the coating causes changes in its solidification. This leads to a larger spangle with a distinct dendritic morphology—such appearance of the coating is more attractive and aesthetic for customers of galvanized products. The presence of Sn in the bath may contribute to the LME phenomenon.
4. Optimizing Zinc Bath Chemistry
The qualitative composition of the bath is selected individually and depends mainly on the range of products galvanized in a given galvanizing plant. Al and Ni are now permanent alloying additives to the zinc bath. On the other hand, Pb, Bi and Sn are used interchangeably, and their presence in the bath is determined by such criteria as the impact on the environment (Pb) and the risk of LME (Bi, Sn). Therefore, the optimal chemical composition of the bath in different galvanizing plants may be different. However, to ensure high coating quality and process efficiency, it is important to follow good bath management practices and to constantly control the content of the alloying additives in the bath. The optimal content of alloying additives in the bath should be:
-
for Al 0.005–0.01 wt %,
-
for Ni 0.04–0.06 wt %,
-
for Pb 0.4–0.5 wt %,
-
for Bi 0.05–0.1 wt %,
-
for Sn 0.1–0.3 wt %.
According to the DASt-Richtlinie 022 directive [27], in order to reduce the risk of LME, the content of alloying elements should be limited to ≤0.1 wt% Sn, ≤1.5 wt% (Pb + 10Bi), <0.1 wt% Ni, <0.1 wt % Al. with the total content of alloying elements (without Zn and Fe) <0.1 wt%.
References
- Maaß, P.; Peißker, P. Handbook of Hot-Dip Galvanization; Wiley-VCH Verlag GmbH & Co. KGaA: Weinheim, Germany, 2011.
- Kania, H.; Liberski, P. The Structure and Growth Kinetics of Zinc Coatings on Link Chains Produced of the 23MnNiCrMo5-2 Steel. Solid State Phenom. 2014, 212, 145–150, doi:10.4028/www.scientific.net/SSP.212.145.
- Suliga, M.; Wartacz, R. The influence of the angle of working part of die on the zinc coating thickness and mechanical properties of medium carbon steel wires. Metall. Mater. 2019, 64, 1295–1299, doi:10.24425/amm.2019.130093.
- Beguin, P.; Bosschaerts, M.; Dhaussy, D.; Pankert, R.; Gilles, M. Galveco a solution for galvanizing reactive steel. In Proceedings of the 19th International Galvanizing Conference Intergalva 2000, EGGA Berlin, Germany, 1–8 March 2000.
- Lewis, G.P.; Pederson, N. Optimizing the nickel-zinc process for hot dip galvanizing. In Proceedings of the 3rd Asian Pacific General Galvanizing Conference 1996, Queensland, Australia, 8 September 1996.
- Taylor, M.; Murphy, S. A decade of Technigalva. In Proceedings of the 18th International Galvanizing Conference Intergalva 1997, EGGA, Birmingham, UK, 8–11 June 1997.
- Maffoni, F. High aluminium alloying for general galvanizing. In Proceedings of the 15th Hot Dip Galvanizing Conference, ACSZ, Sliac, Slovakia, 6–8 October 2009; pp. 116‒119.
- Pankert, R.; Dhaussy, D.; Beguin, Ph. Three years industrial experience with the Galveco alloy. In Proceedings of the 20th International Galvanizing Conference Intergalva 2003, EGGA, Amsterdam, The Netherlands, 1–4 June 2003.
- Sun, M.; Packer, J. A Hot-dip galvanizing of cold-formed steel hollow sections: A state-of-the-art review. Struct. Civ. Eng. 2019, 13, 49–65, doi:10.1007/s11709-017-0448-0.
- Fasoyino, F.A.; Weinberg, F. Spangle formation in galvanized sheet steel coatings. Trans. B 1990, 21, 549–558.
- Strutzenberger, J.; Faderl, J. Solidification and spangle formation of hot-dip-galvanized zinc coatings. Mater. Trans. A 1998, 29, 631–646.
- Kania, H.; Liberski, P. Synergistic influence of Al, Ni, Bi and Sn addition to a zinc bath upon growth kinetics and the structure of coatings. Sci. Eng. 2012, 35, 10, doi:10.1088/1757-899X/35/1/012004.
- Kania, H.; Liberski, P. Synergistic Influence of the Addition of Al, Ni and Pb to a Zinc Bath upon Growth Kinetics and Structure of Coatings. Solid State Phenom. 2014, 212, 115–120, doi:10.4028/www.scientific.net/SSP.212.115.
- Pistofidis, N.; Vourlias, G.; Konidaris, S.; Stergioudis, G. The effect of bismuth on the structure of zinc hot-dip galvanized coatings. Lett. 2007, 61, 994–997.
- Avettand-Fènoël, M.-N.; Reumont, G.; Perrot, P. The effect of tin on the reactivity of silicon-containing steels. In Proceedings of the 21st International Galvanizing Conference Intergalva 2006, EGGA, Naples, Italy, 12–14 June 2006.
- Krepski, R.P. The influence of lead in after-fabrication hot dip galvanizing. In Proceedings of the 14th International Galvanizing Conference, Zinc Development Association, London, UK, 6–12 June 1986.
- Foct, J.; Reumont, G.; Dupont, G.; Perrot, P. How does silicon lead the kinetics of the galvanizing reaction to lose its solid-solid character. Journal de Physique IV Colloque 1993, 03, 961–966, doi:10.1051/jp4:19937148.
- Reumont, G.; Perrot, P. Fundamental Study of Lead Additions in Industrial Zinc. In Proceedings of the 18th International Galvanizing Conference, EGGA, Birmingham, UK, 8–11 June 1997.
- Sandelin, R.W. Galvanizing Characteristics of Different Types of Steels; Wire and Wire Products 1940, 15, 655- 676
- Liberski, P.; Tatarek, A.; Kania, H.; Podolski, P. Coating growth on silicon-containing iron alloys in hot dip galvanizing process. In Proceedings of the 22nd International Galvanizing Conference Intergalva 2009, EGGA, Madrid, Spain, 8–12 June 2009; pp. 181–187.
- ISO 1461:2009, Hot Dip Galvanized Coatings on Fabricated Iron and Steel Articles. Specifications and Test Methods; International Organization for Standardization: Geneva, Switzerland, 2009.
- Liberski, P. Antykorozyjne Metalowe Powłoki Zanurzeniowe; Politechnika Śląska, Gliwice, Poland, 2013.
- Kinstler, T.J. Current Knowledge of the Cracking of Steels during Galvanization; Report 3213; GalvaScience LLC: Springville, AL, USA, 2005.
- Kania, H.; Saternus, M.; Kudláček, J. Structural Aspects of Decreasing the Corrosion Resistance of Zinc Coating Obtained in Baths with Al, Ni, and Pb Additives. Materials 2020, 13, 385, doi:10.3390/ma13020385.
- Kania, H.; Liberski, P. Kryteria doboru składu chemicznego kąpieli cynkowej. In Proceedings of the 18th Symposium PTC, PTC, Międzyzdroje, Poland, 29 May-01 June 2011, CD-ROM.
- Gagne, M. Hot-dip galvanizing with zinc-bismuth alloys. Metall 1999, 53, 269–271.
- DASt-Richtlinie 022—Guideline for Hot-Dip-Zinc-Coating of Prefabricated Load-Bearing Steel Components; Deutscher Ausschuß für Stahlbau: Düsseldorf, Germany, 2009.