 +1 credit
+1 credit
| Version | Summary | Created by | Modification | Content Size | Created at | Operation |
|---|---|---|---|---|---|---|
| 1 | Deepak Verma | + 2437 word(s) | 2437 | 2021-07-05 08:12:08 | | | |
| 2 | Conner Chen | Meta information modification | 2437 | 2021-07-15 07:45:35 | | |
Video Upload Options
The benefits of using natural fibres (NFs) such as Coir, flax, hemp, and bast fibres as a reinforcement in polymer composites than synthetic fibres, are low cost, lower density, more recyclable and have greater “biodegradability”. Alkali treatment is used to breaking down the bundles of fibres into individual fibres. This process results in an increased aspect ratio of the smaller fibre particles and makes the fibre surface rough, which helps in increasing the interfacial bonding between fibre and the matrix material. Alkali treatment is an effective surface treatment method, helpful in removing some amount of lignin, impurities, which covers the fibre surface, depolymerize the cellulose structures. The main problem in the development of the NF composite is their less adhesion ability with the matrix. Mercerization is one of the best ways to improve fibre-matrix adhesion. Because of the hydrophilic nature of the fibre, Chemical treatment is found to be one of the great solutions that make the fibre surface rough and removes fatty deposits from the fibre called “xyloses”. Alkali treatment results in the rough fibre surface and enhances the fibre surface area, leading to the excellent interlocking with the matrix.
1. Natural Fibre Properties: A Brief Discussion
Natural fibres are an excellent replacement for the conventional fibres because of their high mechanical strength; they are the good options in many applications such as building and constructions, furniture, automotive, etc. The main problem of utilizing these fibres comes with their adhesion ability. Because of their hydrophilic nature, they are inferior to adhesion ability with the hydrophobic matrix. To solve this problem, various types of physical and chemical treatments are available. However, the chemical treatments are observed to be a good option to make them hydrophobic. Alkali treatment is the effective treatment that removes the wax and oil contents from the fibre surface and makes them rough, and enhances the adhesion strength with the matrix. Numerous natural fibres are available which are having excellent mechanical properties. Figure 1 shows the classification of natural fibres.
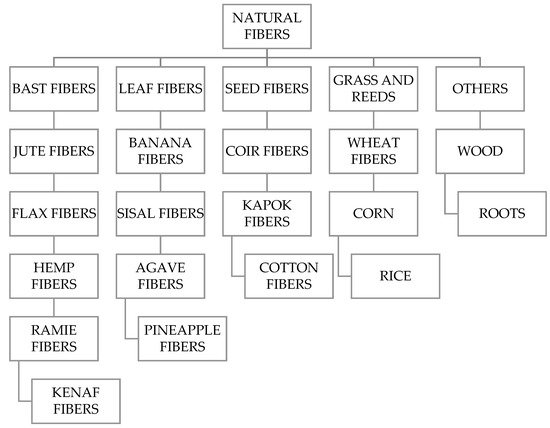
Figure 1. Classification of natural fibres.
1.1. Bast Fibres
These fibres are found in the plant’s inner bark and give structural strength and rigidness to the stem of the plant. These fibres remained as the bundles of the fibres and are placed parallel to the stem. The dimension of the bast strands varies, i.e., the length of the strands is up to 100 cm, and the width is about 1 mm [1].
-
Hemp Fibre: Hemp belongs to the class of Genus cannabis. Globally, hemp is considered to be an anciently harvested fibre. The hemp fibre height is approximately between 1.2 to 5 m, and the diameter is approximately 4–20 mm [2].
-
Ramie Fibres: Ramie comes under the nettle family Urticaceae. This plant grows in a hot and humid environment. The height of this plant is about 1–2.5 m.
-
Flax Fibre: This fibre comes under the family of the Linaceae. This is utilized to make Linen. The fibre length varies from 9 to 70 mm.
-
The width varies from 5 to 38 µm.
-
Kenaf: It comes under the class of Hibiscus. The plant has a woody base, and its height varies from 1.5 to 3.5 m. The diameter of the stem varies from 1 to 2 cm. The length and width of the fibre vary from 2 to 6 mm and 14 to 33 µm [3]
-
Jute: Jute comes under the Corchorus family. It comes in the second position by considering the amount produced after the cotton. The jute plants are around 2.5 to 3.5 m long. The fibres generally have 2 to 5 mm in length, and the width varies from 10–25 µm [4].
1.2. Leaf Fibres
The following are fibres that can be acquired from plant leaves:
-
Pineapple: It belongs to the family of Ananas comosus. The height of this plant varies from 1 and 1.5 m. Additionally, the leaves of this plant are around 30–100 cm long. The length of the ultimate fibre is approximately 61.7 mm, and the width is around 20 µm.
-
Sisal: It belongs to Agave Sisalana, having sword-shaped leaves of around 1.5 to 2 m long. The width of the leaf is approximately 10–15 cm, and thickness is around 6 mm. The sisal fibre is around 1–8 mm long, and the width varies from 8 to 41 µm [1].
1.3. Seed Fibres
-
Cotton: Cotton belongs to the Gossypium family. The height of the plant varies from 0.5 to 1.5 m. Cotton fibres are categorized into two groups Lint fibres and Linters Fibres. Lint fibres are smooth fibres, and Linters are shorter fibres, i.e., around 2–7 mm in length. The fibre length varies from 15 to 40 mm, and the width varies from 15 to 40 µm.
-
Kapok: It belongs to the family of Ceiba Pentandra. The length of the tree is around 60–70 m and hasa diameter of around 3 m. The length of the leaves is approximately 20 cm. Because of the buoyant nature and water-resistant property of the kapok fibre, these are mostly utilized to produce life jackets [5].
-
Coir: The origination of the coir comes from the coconut palm tree. The coir husk fibres are placed between the husk and the outer shell of the coconut. Two types of coir fibres available, one is white fibre, and the other is brown fibre. White fibre is flexible compared to brown fibre, as it is obtained from the immature coconuts and has low lignin content than brown fibre. The length if the coir fibre is around 1 mm, and the width varies from 10 to 20 µm [1].
-
Rice Hulls: Rice belongs to the Oryza Sativa family, which can be utilized to develop stem and hull fibres. The rice hulls are brittle and can be utilized to reinforce the thermoplastics to develop the particleboards [1].
2. Mercerization/Alkali Surface Treatment: An Effective Way for Natural Fibre Surface Treatment
The surface treatment of NFs to enhance adhesion between the NF and the polymer matrix underpins an important concept in the stress transfer mechanism [6]. The presence of strong adhesion can generate stresses at the interface by the process of ‘shear lag’, and this enables elastic stress transfer to occur between the NF and the matrix [7][8]. The presence of weak adhesion would generate stresses at the interface by the process of ‘shear sliding’, giving rise to plastic stress transfer between the NF and the matrix [8][9].
The Alkali/Mercerization treatment of the NF surface is considered an effective treatment amongst the other available chemical treatments. A sodium hydroxide (NaOH) solution is utilized in this treatment, which reacts with the available OH groups in the cellulose and partially removes the lignin, pectin and hemicellulose, and waxy and oils from the surface of the fibre and provides enhanced adhesion strength. The treatment of the natural fibres by Sodium hydroxide (NaOH) causes advances in the ionization of the OH groups to the alkoxide [10]. The chemical equation (Equation (1)) can be understood as follows:
Mishra and co-workers perform the alkali treatment on the jute fibres and the sisal fibres by utilizing 5 wt. % NaOH solution up to 72 h. Researchers noticed that mercerization enhances the amorphous cellulose content by decreasing the crystalline cellulose [11]. Researchers also concluded that the effect of the mercerization or alkali treatment results in the improving the roughness of the fibre leading to the excellent adhesion ability with the matrix and the improvement of the cellulose content “on the fibre surface [12]”. Budtova and co-workers [13] reported that alkali perforates into the amorphous region resulting in the swelling of the cellulose fibres. The polymer chain then diffuses the alkali in the lateral direction and forms an alkali complex. After that, the alkali perforates into the crystalline region and develops an antiparallel crystalline soda complex known as Na-Cell II. Alkali treatment ultimately improves the adhesion strength between the fibre and the hydrophobic matrix leading to the improvement in the various mechanical properties, specifically tensile strength. Jayabal and co-workers [14] reported that by performing the 5 wt. % alkali treatment on the coir fibres increases tensile strength values (approx. 31%). Much more research reported that the chemical treatment ultimately enhanced the composite’s mechanical properties.
3. Mechanical Properties of the Mercerized Natural Fibre Composites
Zizumbo et al. 2011 [15] used alkalized (12 wt. %) bagasse fibres and observed that the young’s modulus of composites had become 1800 MPa, which is greater than the untreated bagasse fibre composites. This is due to the high surface area available after eliminating hemicellulose and lignin, which enhances the composites’ mechanical properties.
Sarkar et al. 2001 [16] performed an alkali treatment of 5 wt. % on jute fibres for different hours such as 2, 4, 6, and 8 h at 30 °C. They observed that the mechanical properties of the composite are increase for the period of 4 h at most of the fibre contents. It has also been noticed that increasing the fibre content also affects the mechanical properties of the composite. At 4 h period, the composite showed good mechanical properties, as the fibre has become rigid and brittle leading to the evolution of the crystallinity, which provides greater strength.
Thamae et al. 2007 [17] performed the alkali treatment on Agave Americana fibres and showed the fibre tensile properties using the Weibull statistics. Weibull distribution showed fibre strength distributions. Additionally, when these fibres are treated with NaOH, then it shows an improvement in characteristic strength by 30%. This is because of the removal of the impurities from the fibre surfaces.
Goud et al. 2011 [18] performed alkali treatment on the Roystonea regia fibre (royal palm) at 5 wt. % for 2 h. The authors concluded that an increase in all of these properties is noticed by increasing the fibre loadings. Authors also reported that alkali-treated fibre composite shows approximately an improvement in tensile properties by 8%, 8.2% improvement in tensile modulus and about 2.6% increase in young’s modulus at 20 wt. % fibre content.
L. Yan 2012 [19] performed the alkali treatment (at 5 wt. %) on flax and linen fabric and evaluated the various mechanical properties of the composite. Their research finding deduced that in treated flax and linen composites showed good compressive properties than treated composites. The alkali-modified flax and linen composites enhance compression properties such as compressive strength and compressive modulus by 3 and 4.6%, respectively. The enhancement in the compressive properties is just because of the alkali treatment, i.e., alkali treatment ultimately enhances the adhesion strength of the fibre with the matrix and removes the impurities from the fibre surface such as impurities from the surface of the fibre.
Karthikeyan et al. 2012 [20] show that the alkalization increases the impact strength of the coir fibre composites. They performed alkalization at different concentrations such as 2, 4, 6, 8, and 10% for 10 days. The alkalization/mercerization makes the fibre surface rough. It provides the better interlocking between the fibre and the matrix as the greater surface area is available leading to the greater mechanical strength, specifically impact strength.
Kumar et al. 2013 [21] utilized alkali treatment (5 wt. %) to modify the bamboo strip mats. It reinforced it along with nano-clay into the polylactic acid resin. Authors with the help of Figure 2 showed an improvement in the mechanical properties such as tensile values and impact values. The increase in the mechanical properties was due to the good adhesion strength at the interfaces, which is only achieved by the chemical treatment of the bamboo fibre mats.
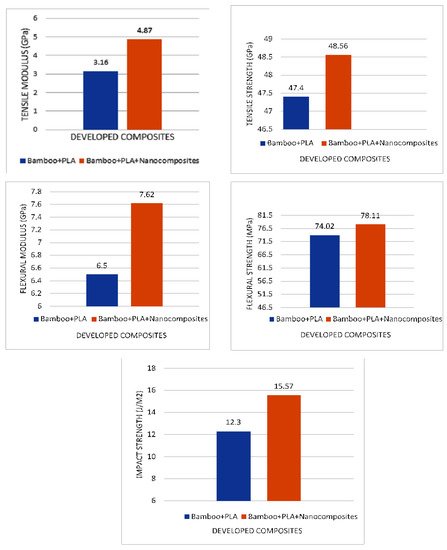
Figure 2. Tensile strength, Flexural strength, and Impact strength of the bamboo + PLA, and Bamboo + PLA + Nanocomposites [21].
Panneerdhass and co-workers [22] used alkali treatment (2 wt. %) for 30 min on the luffa fibre and the groundnut shell and reinforced the treated fibres in the epoxy matrix. They evaluated different mechanical properties such as compression, tensile, bending/flexural, and impact strength. Figure 3 shows the impact strength of the composites. From the figure, it is observed that the impact strength increases till the 30 wt. % of the fibre fraction, i.e., after that, a reduction in the impact values was observed. The maximum values of the impact strength are observed to vary from 0.6 to 1.3 joules. Similarly, the tensile strength varies from 26.66 MPa to 52.22 MPa, and flexural strength was also found to be optimum for the 30 wt. % of the fibre content. The results are shown in Figure 4 and Figure 5 for both of the mechanical properties.
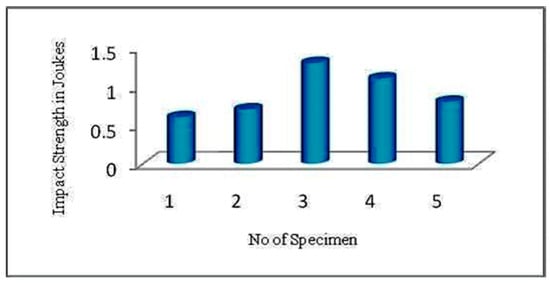
Figure 3. Impact Strength (reproduced with permission form ref. [22]).
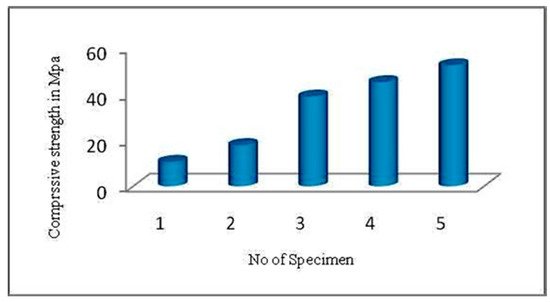
Figure 4. Compressive Strength (reproduced with permission form ref. [22]).
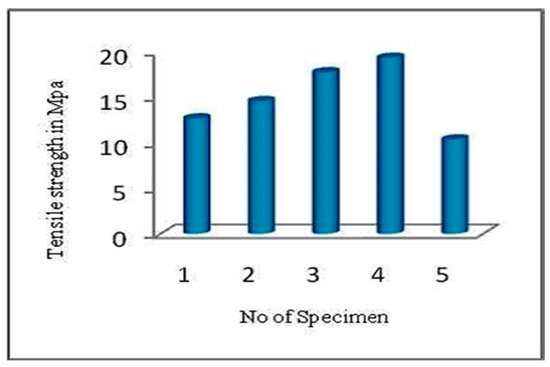
Figure 5. Tensile strength (reproduced with permission form ref. [22]).
Rwawiire et al. 2015 [23] used biodegradable bark cloth and chemically treated it by alkalization (5 wt. %) process and reinforced it in the epoxy matrix for the automotive application. The authors noticed that alkalization/mercerization ultimately enhances the adhesion strength of bark cloth with the matrix material. The excellent adhesion ability exhibits good mechanical properties. A good enhancement in the different mechanical properties was observed and shown in Table 1.
Table 1. Biocomposites different mechanical properties. (Obtained from Elsevier (reproduced with permission form ref. [23])).
| Composites | Polymer Matrix | Tensile Strength (MPa)” | Tensile Modulus (GPa) | Fracture Strain (MPa) | Flexural Strength (MPa) | Flexural Modulus (GPa) | Impact Strength (MJ) |
|---|---|---|---|---|---|---|---|
| Bark Cloth Biocomposites | Green Epoxy | 33 | 3 | 2.1 | 207 | 1.4 | 5.73 |
| Bark Cloth Composites | Synthetic Epoxy | 30 | 4.1 | 1.8 | 153 | 3.1 | 9.62 |
Takagi et al. 2016 [24] treated bamboo fibre by alkali treatment, reinforced it into a PLA matrix, and developed a bamboo/PLA composite, and evaluated their mechanical properties. The alkali treatment makes the fibre surface rough and enhances the adhesion strength of the fibre with the matrix. Figure 6 shows the tensile strength of the PLA and steam-exploded bamboo PLA cross-ply laminate composite by utilizing the hot press method. The results show that the tensile strength and elastic modulus of the laminates are observed to be 223 MPa and 10.3 GPa by reinforcing 68 wt. % of bamboo fibres.
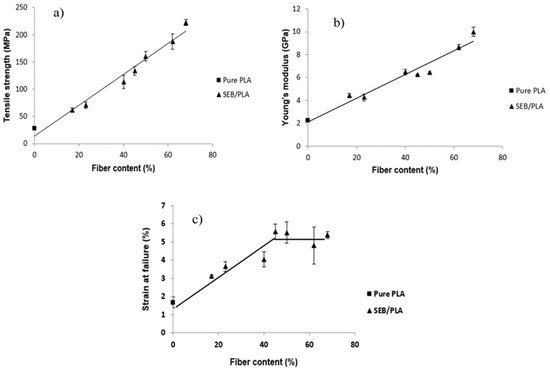
Figure 6. Mechanical Properties of laminates (a) Tensile strength (b) Modulus of Elasticity and (c) Failure strain (reproduced with permission form ref. [24]).
Balakrishnan et al. 2017 [25] performed the alkali treatment (2 wt. %) on the pineapple leaf fibre and reinforced it to the potato thermoplastic starch for the development of the nanocomposites. The morphology of the fibre can be understood by Figure 7a,b. From the figures, it can be observed that the fibre surface becomes smooth, which signifies the removal of the waxy substances and impurities from the fibre surface.
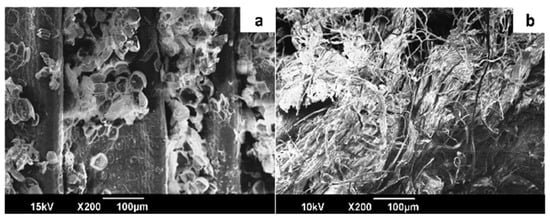
Figure 7. Scanning Electron Microscopy images of the PALF after various treatments. (a) Raw PALF (b) steam exploded. (reproduced with permission form ref. [25]).
Bigliardi et al. 2018 [26] utilized cellulose nanocrystals from the coffee husk and performed the alkali treatment on these nano-crystals. They utilized these nano-crystals into thermoplastic starch and developed a biocomposite. The authors observed that by keeping the aspect ratio to more than 10, there is 121% enhancement was observed in the elastic modulus of the composite. Figure 8 shows the tensile behaviour of the corn starch biocomposites films with and without cellulose fillers (1 wt. %). The tensile behaviour shows the different tensile properties of the bio-composites, such as tensile strength, modulus of elasticity and percentage deformation, etc. Figure 8 shows that the nano-crystals enhance the modulus of elasticity of the biocomposites film than the fibres.
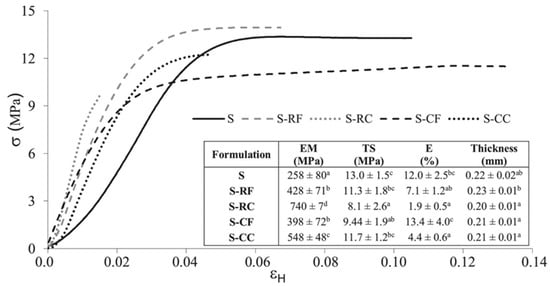
Figure 8. Tensile properties of corn starch films without (S) and with 1 wt % cellulose fillers (S-CF: with coffee husk fibres, S-RF: with rice husk fibres) and CNCs (reproduced with permission form ref. [26]).
References
- Rowell, R. Natural Fibres: Types and Properties; Elsevier: Amsterdam, The Netherlands, 2008; pp. 3–66.
- Batra, S.K. Other Long Vegetable Fibers*: Abaca, Banana, Sisal, Henequen, Flax, Ramie, Hemp, Sunn, and Coir, 3rd ed.; Lewin, M., Ed.; CRC Press, Taylor and Francis: Oxfordshire, England, 2007.
- Timell, T.E. Fiber Atlas Identification of Papermaking Fibers, 1st ed.; Timell, T.E., Ed.; Springer: Berlin, Germany, 1995.
- Rana, A.K.; Mandal, A.; Mitra, B.C.; Jacobson, R.; Rowell, R.; Banerjee, A.N. Short Jute Fiber-Reinforced Polypropylene Composites: Effect of Compatibilizer. J. Appl. Polym. Sci. 1998, 69, 329–338.
- Rowell, R.M. A New Generation of Composite Materials from Agro-Based Fiber. Polym. Other Adv. Mater. 1995, 659–665.
- Verma, D.; Goh, K.L.; Vimal, V. Interfacial Studies of Natural Fiber-Reinforced Particulate Thermoplastic Composites and Their Mechanical Properties. J. Nat. Fibers 2020, 00, 1–28.
- Goh, K.L.; Meakin, J.R.; Hukins, D.W.L. Influence of Fibre Taper on the Interfacial Shear Stress in Fibre-Reinforced Composite Materials during Elastic Stress Transfer. Compos. Interfaces 2010, 17, 74–80.
- Goh, K.L.; Aspden, R.; Hukins, D. Review: Finite element analysis of stress transfer in short-fibre composite materials. Compos. Sci. Technol. 2004, 64, 1091–1100.
- Goh, K.L.; Aspden, R.M.; Mathias, K.J.; Hukins, D.W.L. Effect of fibre shape on the stresses within fibres in fibre-reinforced composite materials. Proc. R. Soc. A Math. Phys. Eng. Sci. 1999, 455, 3351–3361.
- Li, X.; Tabil, L.G.; Panigrahi, S. Chemical Treatments of Natural Fiber for Use in Natural Fiber-Reinforced Composites: A Review. J. Polym. Environ. 2007, 15, 25–33.
- Mishra, S.; Misra, M.; Tripathy, S.S.; Nayak, S.K.; Mohanty, A.K. Potentiality of Pineapple Leaf Fibre as Reinforcement in PALF-Polyester Composite: Surface Modification and Mechanical Performance. J. Reinf. Plast. Compos. 2001, 20, 321–334.
- Valadez-Gonzalez, A.; Cervantes-Uc, J.; Olayo, R.; Herrera-Franco, P. Effect of fiber surface treatment on the fiber–matrix bond strength of natural fiber reinforced composites. Compos. Part B Eng. 1999, 30, 309–320.
- Budtova, T.; Navard, P. Cellulose in NaOH–water based solvents: A review. Cellulose 2016, 23, 5–55.
- Jayabal, S.; Natarajan, U. Drilling analysis of coir-fibre-reinforced polyester composites. Bull. Mater. Sci. 2011, 34, 1563–1567.
- Zizumbo, A.; Licea-claveríe, A.; Lugo-medina, E.; García-hernández, E. Polystyrene Composites Prepared with Polystyrene Grafted-Fibers of Sugarcane Bagasse as Reinforcing Material. J. Maxi. Chem. Soc. 2011, 55, 33–41.
- Ray, D.; Sarkar, B.K.; Rana, A.K.; Bose, N.R. Effect of alkali treated jute fibres on composite properties. Bull. Mater. Sci. 2001, 24, 129–135.
- Thamae, T.; Baillie, C. Influence of fibre extraction method, alkali and silane treatment on the interface of Agave americana waste HDPE composites as possible roof ceilings in Lesotho. Compos. Interfaces 2007, 14, 821–836.
- Goud, G.; Rao, R.N. Effect of fibre content and alkali treatment on mechanical properties of Roystonea regia-reinforced epoxy partially biodegradable composites. Bull. Mater. Sci. 2011, 34, 1575–1581.
- Yan, L. Effect of alkali treatment on vibration characteristics and mechanical properties of natural fabric reinforced composites. J. Reinf. Plast. Compos. 2012, 31, 887–896.
- Karthikeyan, A.; Balamurugan, K. Effect of Alkali Treatment and Fiber Length on Impact Behavior of Coir Fiber Reinforced Epoxy Composites. J. Sci. Ind. Res. (India) 2012, 71, 627–631.
- Kumar, V.; Sharma, N.K.; Kumar, R. Dielectric, mechanical, and thermal properties of bamboo–polylactic acid bionanocomposites. J. Reinf. Plast. Compos. 2013, 32, 42–51.
- Panneerdhass, R.; Gnanavelbabu, A.; Rajkumar, K. Mechanical Properties of Luffa Fiber and Ground nut Reinforced Epoxy Polymer Hybrid Composites. Procedia Eng. 2014, 97, 2042–2051.
- Rwawiire, S.; Tomkova, B.; Militky, J.; Jabbar, A.; Kale, B.M. Development of a biocomposite based on green epoxy polymer and natural cellulose fabric (bark cloth) for automotive instrument panel applications. Compos. Part B Eng. 2015, 81, 149–157.
- Sukmawan, R.; Takagi, H.; Nakagaito, A.N. Strength evaluation of cross-ply green composite laminates reinforced by bamboo fiber. Compos. Part B Eng. 2016, 84, 9–16.
- Balakrishnan, P.; Sreekala, M.; Kunaver, M.; Huskić, M.; Thomas, S. Morphology, transport characteristics and viscoelastic polymer chain confinement in nanocomposites based on thermoplastic potato starch and cellulose nanofibers from pineapple leaf. Carbohydr. Polym. 2017, 169, 176–188.
- Collazo-Bigliardi, S.; Ortega-Toro, R.; Boix, A.C. Isolation and characterisation of microcrystalline cellulose and cellulose nanocrystals from coffee husk and comparative study with rice husk. Carbohydr. Polym. 2018, 191, 205–215.


