1. Ti6Al4V Alloy
At room temperature, pure titanium displays a hexagonal close-packed (HCP) structure, named the α phase. At the β transus temperature (approximately 885 °C), this structure is transformed into a body-centered cubic (BCC) structure called the β phase [
28,
29]. Commonly, five classes are discerned: α alloys, near-α, α-β, near-β and β alloys. Ti6Al4V alloy is considered an α–β alloy that contains 6 wt % aluminum as the α stabilizer and 4 wt % vanadium as the β stabilizer [
30,
31]. For Ti6Al4V, the β transus temperature is approximately 995 °C under equilibrium conditions, so above this temperature, Ti6Al4V becomes 100% β phase [
28,
29]. The final microstructure is highly correlated to the cooling rate that occurs from above the β transus temperature [
32]. Slow to intermediate cooling rates lead to the nucleation and growth processes of α-lamellae (α phase) to form α-Widmanstätten laths within the β matrix [
33]. Such microstructures are commonly observed in wrought and cast components. As the cooling rate increases, the length and thickness of α-lamellae decrease, leading to enhanced mechanical strength [
28]. Furthermore, when the cooling rate is sufficiently fast, the β phase undergoes a diffusionless transformation to the martensitic α′ phase [
32]. This transformation is an aspect of interest, because it increases the strength and hardness of this alloy, although reducing ductility.
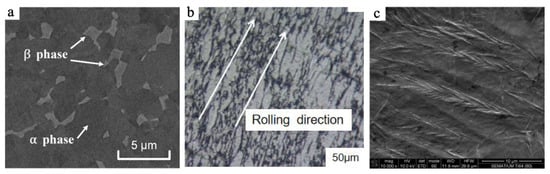
Figure 1 shows typical SEM images of cold rolling, hot rolling and Laser Powder Bed Fusion [
3,
34,
35,
36].
Figure 1c shows a finer microstructure of Ti6Al4V fabricated by LPBF. It exhibits the presence of the α′ martensitic phase with a needle-like feature as a consequence of the extremely high cooling rate [
3,
37].
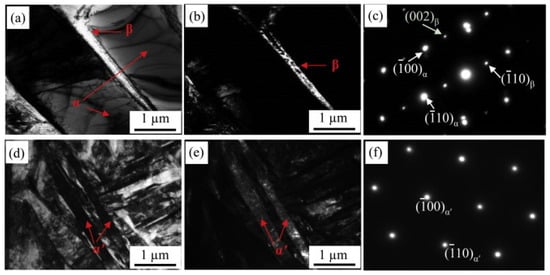
Figure 2 shows typical TEM images of Ti6Al4V obtained by Electron Beam Melting (EBM) and Laser Powder Bed Fusion.
The TEM images given in
Figure 2 show differences in the final microstructural features of Ti6Al4V produced by EBM and LPBF. In the EBM specimens, both body-centered cubic (bcc) and hexagonal close-packed (hcp) diffraction spots are observed, which confirms the existence of both the α and β phases. Additionally, it has to be mentioned that the thickness of the β phase is much thinner (~0.30 μm) than that of the α phase. Further, the volume fraction of β is quite low. On the other hand, in the Laser Powder Bed Fusion specimens, only the typical hcp diffraction spots are present, and the structure is fine α′ martensite [
38], while in EBM specimens, both BCC (β phase) and HCP (α phase) phases are present, and these differences are explained by the higher cooling rate in the LPBF technique with respect to EBM. In general, lower substrate temperatures (≈200 °C) and an argon atmosphere are used for LPBF of Ti6Al4V-based components. These processing parameters lead to an increased convective cooling rate compared to the higher substrate temperatures (≈450 °C) and vacuum atmosphere used in EBM [
31,
39]. The influence of each microstructural feature on the strength, ductility, hardness, fracture toughness, fatigue properties, wear resistance and corrosion behavior is meticulously addressed in the pertinent literature. The high strength [
40], low weight ratio [
41] and superior corrosion resistance of Ti6Al4V alloy make it suitable for a broad range of high-added-value products, from transportation and automotive industries [
33] to chemical plants, oil and gas extraction, aerospace, medicine and aeronautics [
31,
32,
42,
43,
44].
Table 1 lists the relevant physicomechanical properties of Ti6Al4V alloy and compares them with the properties of widely used materials in biomedical applications of cortical bone (i.e., CoCrMo alloys, 316 L stainless steel, and A357 aluminum alloy).
The attractive mechanical (i.e., lower Young´s modulus than cobalt alloys and stainless steels) and physical (i.e., low weight) properties of Ti6Al4V alloy, as well as its advantageous tribological (i.e., high corrosion resistance) and biological (i.e., excellent soft and hard tissue biocompatibility) performance, make this alloy very appealing for biomedical products such as orthopedic and dental implants [
43,
49,
50,
51,
52]. With respect to aeronautics products such as engines (discs, blades and cooler parts), airframes, skins, flaps and slat tracks of wings and engine mountings, Ti6Al4V alloy is an appropriate choice, as it allows substantial weight savings and volume reduction compared to commonly used steels and aluminum. Additionally, this alloy presents good compatibility with composite materials allied to a high fatigue resistance and high-temperature mechanical properties [
27,
45].
2. Properties and Performance of Ti6Al4V Manufactured by LPBF
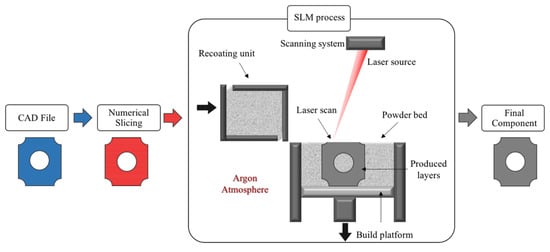
Laser Powder Bed Fusion provides very different mechanical properties from those of casting or wrought Ti6Al4V [
9,
53]. As highlighted in
Figure 3, the inherent specificities of the LPBF process as a layer-by-layer building strategy, the powder feedstock, melting phenomena and thermal gradients will define the final properties, as they will dictate the microstructural features (e.g., grain size, crystal growth direction, residual porosity and defects, among others) [
27,
32,
54,
55].
Ti6Al4V suitability for a wide range of applications, particularly in industries such as aerospace and medical devices [
39,
56,
57,
58,
59], is grounded in its material properties, especially when the strength-to-weight ratio and wear performance are key aspects.
Table 2 provides a general outline of the latest studies on Ti6Al4V parts produced by LPBF, aiming to provide information regarding LPBF equipment specifications (and equipment manufacturing company) and the relevant properties being experimentally assessed. This table intends to help designers and manufacturers to quickly select the most effective approach for fabricating Ti6Al4V parts using a given type of equipment.
The consolidation of the metal powder by LPBF is achieved by the temperature effect (laser as the energy source for melting), gravity and capillary forces [
55,
99]. Due to the large number of influential processing parameters on layer-by-layer AM processes, the production of high-quality Ti6Al4V parts having high densification requires complete control of the process [
3,
56,
100]. Most of the published studies on Ti6Al4V manufactured by LPBF report near full density and superior strength to that obtained when using conventional processing routes (such as cast or wrought) [
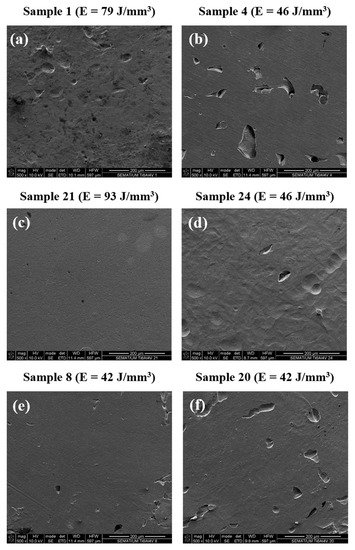
66]. Nevertheless, it should be highlighted that a proper assessment of the most suitable processing parameters is very relevant [
34,
101,
102] for each piece of Laser Powder Bed Fusion equipment used in the fabrications, as the density of energy is not a sufficient parameter to optimize the processing parameters, as shown in
Figure 4. In fact, several studies have been devoted to the assessment of the effects of LPBF processing parameters on several physical and mechanical properties, correlating them with the microstructure, defect generation, etc. [
3,
31,
55,
69,
103]. A summary of the tensile properties of Ti6Al4V parts produced by LPBF is found in
Table 3.
Considering the standards for Ti6Al4V alloy for surgical implants and for aerospace applications (e.g., ASTM F136–13; ASTM F1108–14; AMS4930; AMS6932), the minimum values for tensile properties can be defined as follows: yield strength of 758 MPa, tensile strength of 827 MPa and tensile strain of 8%. LPBF Ti6Al4V displays superior yield and tensile strength to those of cast or wrought alloy, mainly due to microstructural features such as grain refinement [
66]. On the contrary, when regarding tensile strain, Ti6Al4V fabricated by LPBF exhibits lower ductility when compared to cast or wrought [
53]. As depicted in
Table 3, several studies on LPBF Ti6Al4V parts show yield and tensile strengths that are significantly higher compared to the ASTM specification [
33,
41,
53,
72,
106]; however, when regarding tensile strain, most of the studies report values lower than the minimum required (10%). This aspect is mainly the reason why heat treatments are usually performed on Ti6Al4V alloy fabricated by LPBF.
The Ti6Al4V alloy microstructure is dependent on the thermal history occurring during the fabrication but can be defined by post-processing heat treatments.
Table 4 and
Figure 5 show that different heat treatments (selected temperatures and cooling rates) induce substantial differences in the microstructural features of LPBF Ti6Al4V alloy in comparison to the as-built LPBF alloy and the ensuing mechanical properties [
55,
58,
80,
106].
The mechanical properties of Ti6Al4V are dictated by its microstructure, particularly by the constituent phases (α′, α and β) and grain size [
54,
109,
110]. Typically, Ti6Al4V alloy exhibits a microstructure that ranges from lamellar to globular [
67,
77,
111]. While the first is usually desirable for enhanced fracture toughness, globular microstructure displays, on average, superior tensile strength and ductility [
21]. A typical equiaxed microstructure with a globular α phase in an α + β matrix is observed in wrought Ti6Al4V alloy [
29]. This microstructure typically leads to tensile strengths ranging from 897 to 984 MPa and tensile strains ranging from 10 to 19% [
53,
55,
112,
113].
During LPBF fabrication, this alloy undergoes extremely high cooling rates (10
3–10
8 K/s), resulting in an acicular martensite phase known as the α′ phase [
54,
114,
115]. Consequently, the as-built LPBF Ti6Al4V microstructure evidences a needle-like morphology, as shown in
Figure 1c and
Figure 2a [
55,
77,
80,
106]. Several heat treatments have been reported in the literature, mostly performed to increase the low ductility displayed by LPBF Ti6Al4V by promoting significant microstructural changes. When observing
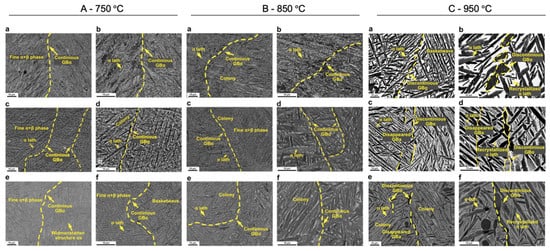
Figure 5, it is possible to conclude several aspects. In this heat treatment, the α′ martensite can decompose into an α + β phase, along with the formation of GB-α, and the thickness of the α lath after sub-transus heat treatment (HT) is primarily dependent on the maximum HT temperature and the cooling rate. In addition, the morphology of GB-α is mainly dependent on the HT temperature, and the GB-α exhibits a discontinuous morphology when HT temperatures increase to nearly the β transus (950 °C). It can be highlighted that for heat treatments below the β transus (≈950 °C) [
5], β transformation occurs, with the cooling rate dictating the final phases, and even when the same phase is attained, their shape and size (e.g., α plate width) are also ruled by the cooling velocity [
54,
58,
106,
116]. When performing a heat treatment below the β transus temperature, a coarsening of the acicular martensite occurs, with larger lamellae when compared to the as-built alloy.
Figure 5A,B evidence this phenomenon for heat treatments performed at 750 and 850 °C, respectively.
Figure 5C shows that when performing a heat treatment of 950 °C, an elongated primary α grain in a β matrix is observed. Considering heat treatments above the β transus, again, the cooling rate defines the final microstructure: typically, furnace cooling creates a lamellar α + β structure, air cooling leads to an α-Widmanstatten structure, and water quenching (>410 °C/s) leads to an α′ martensite structure or fine, fine α lath [
116]. As an example,
Figure 5C shows a microstructure with α laths in a β matrix, which demonstrates that when performing a heat treatment above the β transus (950 °C) followed by air cooling, α′ acicular is no longer present. For this same example,
Table 4 shows that this change in microstructure led to a decrease in the tensile strength (from 1191 to 984 MPa), while tensile strain was enhanced from 5.4 to 14.2%.
This entry is adapted from the peer-reviewed paper 10.3390/met12060986