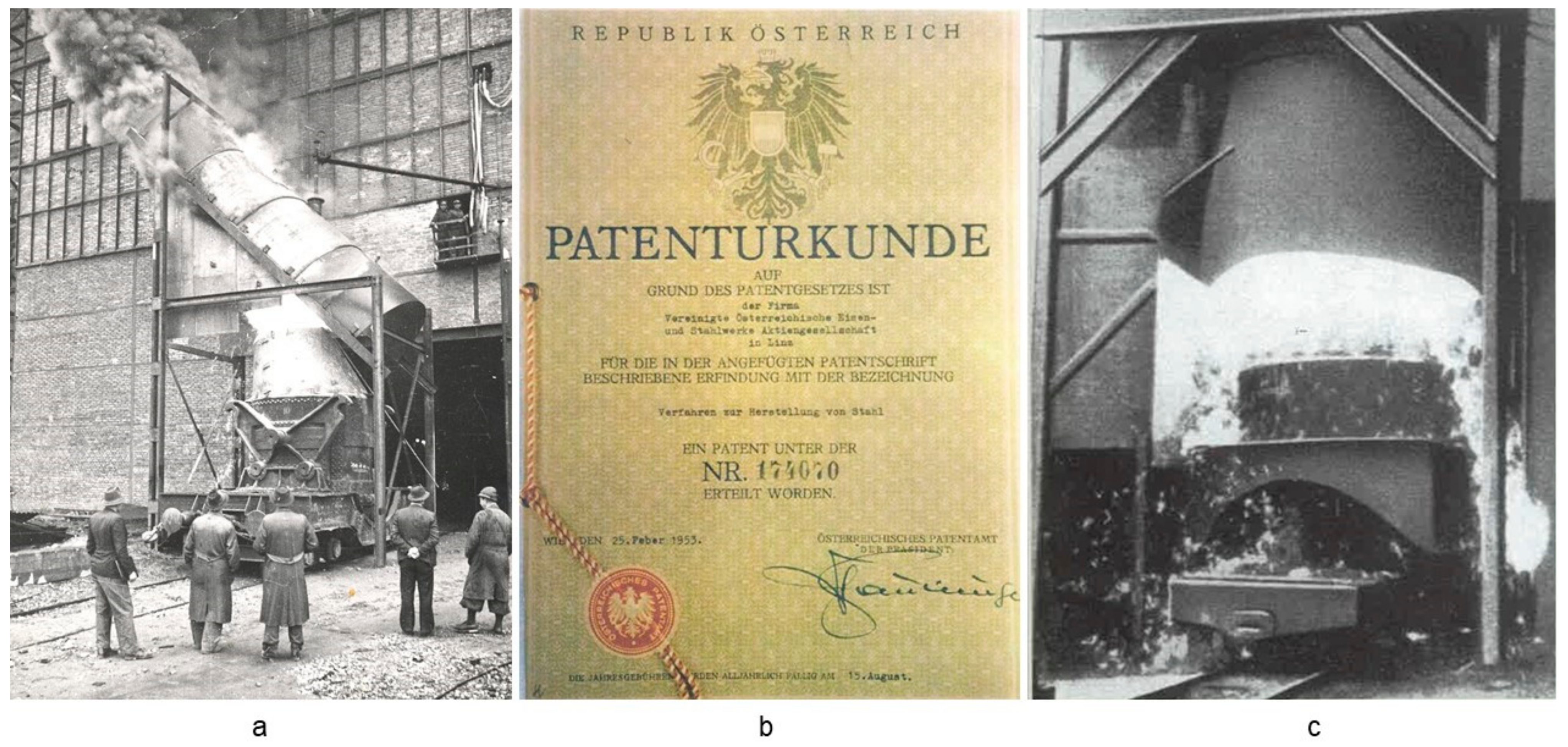
Basic Oxygen Furnace (BOF) steelmaking is, worldwide, the most frequently applied process. According to the world steel organization statistical report, 2021, it saw a total production share of 73.2%, or 1371.2 million tons per year of the world steel production in 2020. The rest is produced in Electric Arc Furnace (EAF)-based steel mills (26.3%), and only a very few open-hearth and induction furnace-based steel mills. The BOF technology remains the leading technology applied based on its undoubted advantages in productivity and liquid steel composition control. The BOF technology started as the LD process 70 years ago, with the first heat applied in November 1952 in a steel mill in Linz, Austria. The name LD was formed from the first letters of the two sites with the first industrial scale plants, Linz and Donawitz, both in Austria. The history and development of the process have been honored in multiple anniversary publications over the last few decades. Nevertheless, the focus of the steel industry worldwide is significantly changing following a social and political trend and the requirement for fossil-free energy generation and industrial production to be in accordance with the world climate targets committed to in relation to the decades leading up to 2050.
- oxygen steelmaking
- LD-process
- BOF
- zero carbon
- process technology
- history
- advancements
1. How It Started
2. State-of-The-Art in Technology
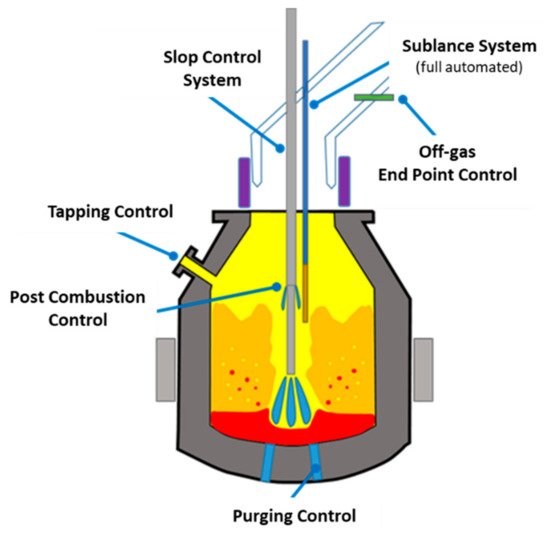
2.1. Converter Equipment
2.2. Blowing Process
2.3. Bottom-Purging
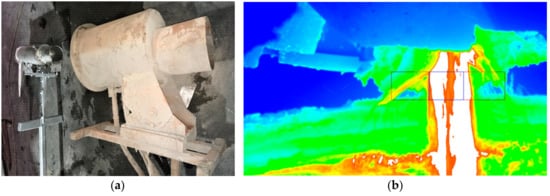
2.4. Endpoint Detection
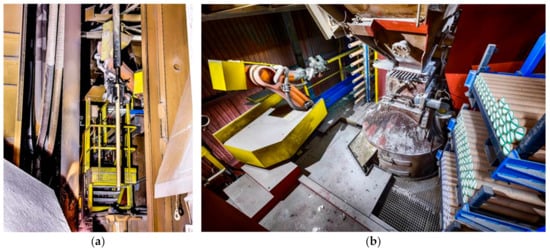
2.5. Tapping
2.6. Off-Gas Cleaning
This entry is adapted from the peer-reviewed paper 10.3390/met12060912
References
- Kreulitsch, H.; Krieger, W.; Antliger, K.; Jungreithmeier, A. Der LD-Prozess ein Ökologisch Optimiertes Verfahren; Neue Hütte: Schmalkalden, Germany, 1992; Volume 37, pp. 313–320.
- Stein-Versen, R. 40 Jahre LD-Verfahren. Stahl Eisen 1992, 112, 72–79.
- Durrer, R.; Hellbrügge, H.; Richter-Brohm, H. Die Entstehung des LD-Sauerstoffaufblas-Verfahrens. Stahl Eisen 1965, 85, 1751–1754.
- Kalla, U.; Kreutzer, W. Entwicklungsrichtungen in der Stahlerzeugung. Stahl Eisen 1970, 90, 1146–1154.
- Habashi, F. Pioneers of the Steel Industry: Part 7 Oxygen in Steelmaking. Steel Times Int. Jan./Febr. 2012, 44.
- ASME. Oxygen Process Steelmaking Vessel; ASME Publication: New York, NY, USA, 1985.
- Gebert, W.; Müller, J.; Hiebler, M. Worldwide Trends and Development in LD Converter Steelmaking. In Proceedings of the IS’06–Siemens VAI’s Iron and Steelmaking Conference, Linz, Austria, 9–11 October 2006.
- Werk Donawitz Entwicklung und Umfeld 50 Jahre LD-Verfahren; Voestalpine Bahnsystem GmbH: Munchen, Germany, 2002.
- Höfer, W.; Auberger, E.; Apfolterer, R.; Exenberger, R.; Ebner, K. Converter Vessel exchange at voestalpine Stahl GmbH in Linz. In Proceedings of the EOSC Proceeding, Stockholm, Sweden, 7–9 September 2011.
- Zuliani, D.; Scipolo, V. iBOF® Technology Improves BOF Process Control, Endpoint Detection and Slop Mitigation. In Proceedings of the AISTech Proceeding, Pittsburgh, PA, USA, 16–19 May 2016.
- Torok, S.; Wimmer, G.; Unterrainer, G.; Vailancourt, D. Revamp of BOF Converters at AK Steel-Middletown Works Using Vaicon Link 2.0 Converter Vessel Suspension System. In Proceedings of the AISTech Proceeding, Cleveland, OH, USA, 31 August–2 September 2020.
- Demuner, L.; Voraberger, B.; Correa, W.; Wimmer, G. Increased Safety and Performance of BOF Relining at Ternium Brasil. In Proceedings of the AISTech Proceeding, Nashville, TN, USA, 29 June–1 July 2021.
- Wimmer, E.; Schwaha, R.; Wimmer, G. Optimization of Converter Design with CFD—Practical application for converter Revamps. In Proceedings of the ESTAD proceeding, Paris, France, 26–29 June 2017.
- Külchen, R.; Metzul, A.; Bläser, M. In-situ Laser Gas Measurement at the Converter. In Proceedings of the EOSC Proceeding, Trinec, Czech Republic, 9–11 September 2014.
- Panhofer, H.; Egger, M.W.; Strelbisky, M. First Operating Experiences with Post-Combustion Lances at BOF shop LD3. In Proceedings of the ESTAD Proceeding, Dusseldorf, Germany, 15–19 June 2015.
- Lehner, J.; Egger, M.W.; Panhofer, H.; Strelbisky, M. First Operating Experiences with Post-Combustion Lances at BOF shop LD3. In Proceedings of the ESTAD Proceeding, Vienna, Austria, 26–29 June 2017.
- Wimmer, G.; Ke, J.W.; Dimitrov, S.; Voraberger, B. Increase of Scrap Rate in Converter Steelmaking; CSST: Tianjin, China, 2018.
- Vazquez, A.; Scipolo, V.; Zuliani, D. Effective Detection of Slopping Events for Improved BOF Performance and Reduction of GHG Emissions. In Proceedings of the EOSC Proceeding, Trinec, Czech Republic, 9–11 September 2014.
- Odenthal, H.-J.; Grygorov, P.; Refferscheid, M.; Schlüter, J. Advanced Blowing and Stirring Conditions in the BOF Process. In Proceedings of the AISTech Proceeding, Pittsburg, PA, USA, 6–9 May 2013; pp. 897–909.
- Hubmer, R.; Hofinger, S.; Hiebler, M.; Kühböck, H. Latest Generation of Automation Solutions for BOF Converters. In Proceedings of the EOSC Proceeding, Trinec, Czech Republic, 9–11 September 2014.
- Carvalho, D. BOF Process Optimization and Technology Improvements at Ternium Brazil. In Proceedings of the AISTech Proceeding, Pittsburgh, PA, USA, 6–9 May 2019.
- Egger, M.W.; Priesner, A.; Lehner, J.; Nogratnig, H.; Lechner, H.; Wimmer, G. Successful revamp of sublance manipulators for the LD converters at voestalpine Stahl GmbH: Operational experience gained in the first year. In Proceedings of the AISTech Proceeding, Pittsburgh, PA, USA, 16–19 May 2016.
- Gerstorfer, G.; Keplinger, T.; Priesner, A.; Sedivy, C.; Traxinger, H.; Vorarberger, B.; Watzinger, S. Robotic applications continuously enhancing safety in melt shops. In Proceedings of the EOSC Proceeding, Taranto, Italy, 10–12 October 2018.
- Cuypers, J.; Vergauwnes, M.; Beyens, D.; Maenhoudt, M. QuiK-Spec Multi-Lance Probe for inblow and endblow application: Your critical link to a fast converter sample analysis. In Proceedings of the AISTech Proceeding, Pittsburgh, PA, USA, 6–9 May 2019.
- Serrano, E.; Wimmer, G.; Runner, D.; Li, Y.; Vaillancourt, D.; Maringer, M. Installation of Vaicon Slag Stopper at U.S. Steel—Great Lakes Works. In Proceedings of the AISTech Proceeding, Cleveland, OH, USA, 31 August–2 September 2020.
- Thomasberger, J.; Premanand, K.; Kuczora, R.; Linden, W. Experience on Automatic BOF Tapping in a European Steel Plant. In Proceedings of the EOSC Proceeding, Taranto, Italy, 10–12 October 2018.
- Linden, W.; Reichel, J. Automatic Tapping at BOF Converters. In Proceedings of the EOSC Proceeding, Trinec, Czech Republic, 9–11 September 2014.