The fabrication of a thick oxide layer onto an aluminum surface via anodization has been a subject of intense research activity for more than a century, largely due to protective and decorative applications. The capability to create well-defined pores via a cost-effective electrochemical oxidation technique onto the surface has made a major renaissance in the field, as the porous surfaces exhibit remarkably different properties compared to a bulk oxide layer. Amongst the various nanoporous structures being investigated, nanoporous anodic alumina (NAA) with well-organized and highly ordered hexagonal honeycomb-like pores has emerged as the most popular nanomaterial due to its wide range of applications, ranging from corrosion resistance to bacterial repelling surfaces.
1. Types of Anodic Alumina Films
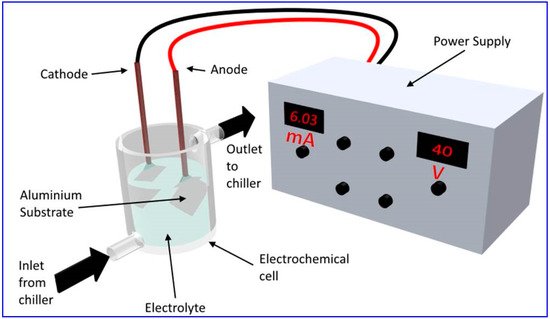
Figure 1 shows a typical anodization setup used for the fabrication of NAA. The electrochemical cell used for anodization consists of an outer jacket used for coolant circulation to ensure a low-temperature environment for electrolytes on the inner side. The electrodes are connected with high purity aluminum foil of the desired size as an anode and a suitable cathode metal. The power supply maintains the required condition of galvanostatic or potentiostatic anodization.
Figure 1. Typical experimental setup for the fabrication of NAA.
Electrochemical anodization of aluminum in aqueous electrolytes leads to two different morphologies: (i) non-porous barrier-type oxide films and (ii) nanoporous oxide films. The nature of the electrolyte determines the resulting oxide’s porosity. If the electrolyte is of neutral pH in which the oxide is insoluble, for example, borates, citrates, tartrates, and phosphates, and so on, the oxide grown will be of a non-porous type [
33]. During the barrier layer formation under the influence of constant potential, current density (j) decreases exponentially with time, restraining the thickness of the oxide layer. Their thickness is limited to several hundreds of nanometers by the initiation of dielectric breakdown [
34] and is directly proportional to the applied voltage. On the other hand, nanoporous oxides are formed in the acidic electrolytes, which promote oxide dissolution, such as sulfuric [
35,
36,
37], oxalic [
37,
38], phosphoric [
37,
39], selenic [
40,
41], malonic [
42], malic [
43], phosphonic [
44], citric [
45,
46], tartaric [
47,
48], etidronic [
49,
50], glutaric [
51], and phosphonoacetic acid [
52]. During the porous alumina formation, the current density stays almost constant under the potentiostatic condition because of the constant thickness of the barrier layer at the base of the pores. Here, the thickness of the oxide layer can be increased to hundreds of micrometers, and the thickness is proportional to the amount of charge in the reaction. Diggle et al. [
53] and others [
54] have reviewed the topic of non-porous barrier-type alumina in detail. In this review, however, we concentrate on the fabrication, structural features, and optical properties of nanoporous anodic alumina.
Early porous anodization was carried out mainly by the surface finishing industry for the interest of cost-effective processes and improvisation in the engineering of the final anodized product. Although these industries have ample knowledge base on the various anodization processes, there was no need to precisely regulate the self-organization, pore-ordering, or pore-size distribution in such applications. Hard anodization (high-field anodization) is one such example where the industry resorts to NAA fabrication, where anodization is typically carried out at potentials higher than the breakdown values to obtain thick anodic oxide films in a short time. The dielectric breakdown of aluminum happens at a potential of at least 245 V where visible sparking, cracking, or burning of the oxide film commences along with the localized heating [
55]. At such high voltages, due to high current density, the growth rates were as high as 50–100 μm h
−1 [
4,
56]. However, the obtained aluminum oxides were having uneven surfaces with disordered structures, no uniformity in pores, and possessed several micrometer-sized cracks. Moreover, the control of pore properties such as pore diameters, interpore distance, and aspect ratio is also not easy. Thus, the industrial hard anodization techniques were not adopted as such in nanotechnology or academic research where mild anodization has found its place comfortably.
In mild anodization conditions (low-field anodization), much lower voltages are used to obtain highly ordered nanopore arrays. NAA has been prepared in mild anodization using the three most popular electrolytes, namely, sulfuric, oxalic, and phosphoric acids. The main disadvantage of mild anodization is its tiresomely low throughput with the sluggish speed in the growth of an oxide layer (no faster than 2 μm h
−1). Recent development in new hard anodization techniques enabled higher throughput and their application in new processes. An improved hard anodization was introduced wherein a higher anodization speed of up to 100 μm h
−1 could be achieved [
4,
57]. The hard anodization has been implemented in all three common electrolytes, providing more options for controlling the pore properties. Despite the advantage of a higher growth rate in hard anodization compared to conventional mild anodization, the former has several drawbacks and technical limitations such as the frequent and higher probability of a dielectric breakdown and the need of a high cooling facility to take care of the enormous heat generated during anodization [
58]. To overcome the limitations of hard anodization, various improvisations have been attempted. In one such attempt, additives like ethanol [
59], oxalate [
60], and aluminum sulfate [
61] were added, which stabilized the hard anodization by improving the dissipation of large quantities of heat generated due to high current densities (>200 mA cm
−2) [
58]. Another approach was to add ethylene glycol, which increased the electrical resistivity of the electrolyte, resulting in the increase of limiting breakdown potential [
62]. The most popular approach is to perform mild anodization in first stage, which will avoid burning or breakdown, followed by the hard anodization in gradually increasing voltage conditions in the second stage [
63]. Thus, hard anodization in combination with mild anodization, either in sequential or in pulsed processes opens up new fabrication strategies to obtain tailor-designed nanomaterials involving complex nanostructures [
58].
2. Structure of NAA
The well-known growth conditions in mild anodization are as follows: for sulfuric acid at a voltage of 25 V resulting in the interpore distance (Di) of 63 nm, for oxalic acid at 40 V giving
Di = 100 nm, and for phosphoric acid at 195 V yielding Di = 500 nm [
57,
64,
65,
66,
67]. Although several other electrolytes such as citric, chromic, boric, and tartaric acids have been used for anodization, the NAA obtained displayed inferior pore ordering than the ones prepared in the three common electrolytes. A schematic representation of the ideal structure of NAA is shown in
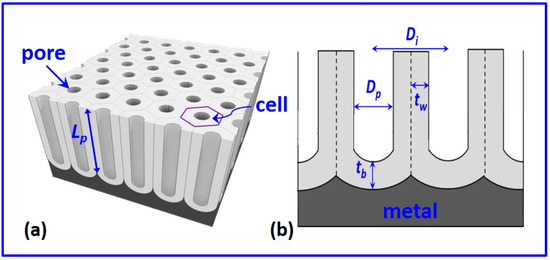
Figure 2. Ideal NAA has a highly ordered pore arrangement with a honeycomb-like structure. It has non-intersecting pores, which are parallel to each other and perfectly perpendicular to the substrate. Each hexagonal cell consists of a cylindrical nanopore ending at the metal/oxide interface, where a barrier layer is present. The barrier oxide layer has concave hemispherical morphology.
Figure 2. Schematic representation of (a) nanoporous anodic alumina (NAA); and (b) cross-sectional view; Lp—pore length (or thickness of the porous layer), Dp—pore diameter, Di—interpore distance, tb—the thickness of the barrier layer, and tw—the pore wall thickness.
The perfect hexagonal and close-packed nanopore arrangement is obtained only under certain conditions for a given electrolyte. Several structural parameters are used to define the structure of the self-ordered NAA. These include pore diameter—Dp, interpore distance—Di, length of nanopores—Lp (also called the thickness of NAA), pore density—np (i.e., number of pores per unit area), porosity—P (the fraction of the area covered by pores on a given substrate), barrier layer thickness—tb, and pore-wall thickness—tw. Following simple geometrical considerations, the following relationships can be expressed for a perfectly ordered NAA [
4,
68]:
The structural parameters of NAA are dependent on the anodization process parameters such as the type and pH of electrolyte, applied anodization potential, current density, and temperature.
2.1. Pore Diameter
In general, for ideal NAA structures, the pore diameter
Dp is linearly proportional to the applied anodization potential (U) with a proportionality constant k [
69,
70].
where the k value is approximately 1.29 nmV
−1 for NAA formed in phosphoric acid at various constant voltages in the range 80–120 V. However, the dependence of
Dp on U is sensitive to the concentration of the electrolyte as well. It has been revealed that
Dp increases linearly with the increasing concentration of the electrolyte and the applied voltage [
71]. The effect of change in the concentration is more pronounced at a higher voltage. Moreover, the correlation of
Dp with the temperature is positive. The change in
Dp with temperature has been the subject of many studies. Anodization potential and temperature have been found to affect the pore properties, including
Dp and pore-regularity. Sulka and Parkola have shown that for NAA prepared in sulfuric acid, the defect-free and best hexagonal pore arrangement can be obtained only at 25 V [
72]. It has been shown that
Dp increases with an increase in temperature [
38,
73]. In another study, it was reported that
Dp increased with current density during potentiostatic hard anodization in the range 140–200 V [
59]. Moreover, the pore diameter at the oxide/electrolyte interface (i.e., top surface) is generally larger than that at the pore bottom (i.e., metal/oxide interface). This difference is even greater when the temperature of the electrolyte during anodization is higher and/or the duration of anodization is longer. This can be ascribed to the chemical dissolution of the oxide pore wall by the acidic electrolyte whose reaction kinetics is governed by the temperature and time of anodization. Thus, if the effect of electrochemical parameters on the intrinsic structures of NAA is to be investigated, it is appropriate to report the pore diameter at the pore-bottom rather than that at the top surface.
Recently, it has been shown that in the case of NAA prepared in oxalic acid,
Dp was higher when anodization was conducted at a higher bath temperature (close to room temperature) [
38,
73]. The increased temperature paves the way for the higher chemical etching of the oxide layer, leading to the larger pore diameter close to the surface of NAA compared to that close to the pore bottoms. The pore diameters at the top surface increased from 45 ± 4 to 68 ± 5 nm with increasing temperature due to the increased field-assisted dissolution of alumina as a result of higher current densities. In another recent study, the pore radius of NAA was determined by the flow of various organic liquids with different viscosities through the nanopores under very low Reynolds number conditions [
74]. A simple experimental setup was used to measure the pressure difference between the two sides of the NAA membrane. The flow data governed by Poiseuille’s law enabled the pore radii measurement, and the results are consistent with the SEM image analysis. The method is an indirect way of measuring the pore diameter and needs the thickness and pore density to be provided beforehand.
This entry is adapted from the peer-reviewed paper 10.3390/nano12030444