Production scheduling determines the most beneficial mining sequence over the life of mine. Developing a schedule that meets all mining aspects can substantially reduce mining costs and increase profitability. Among all underground mining methods, the sublevel caving (SLC) method is a common method with moderate development requirements, high production rate, and high degree of mechanization and flexibility. None of the manual planning methods and heuristic algorithms used in commercial software will lead to a truly optimal schedule. In sublevel caving, mathematical programming models, particularly mixed-integer programming, have been applied to provide an operationally feasible multi-time period's schedule. However, confined blasting conditions, chaotic material flow, and frequent mixing of ore and waste while loading broken ore at the drawpoint make sublevel caving method unique to produce a holistic plan. This paper reviews all mathematical programming models presented in sublevel caving production scheduling optimization, highlights the inherent characteristics of the sublevel caving that affect production, and puts forward some promising ideas for future works.
- sublevel caving
- production scheduling
- mathematical programming
1. Introduction
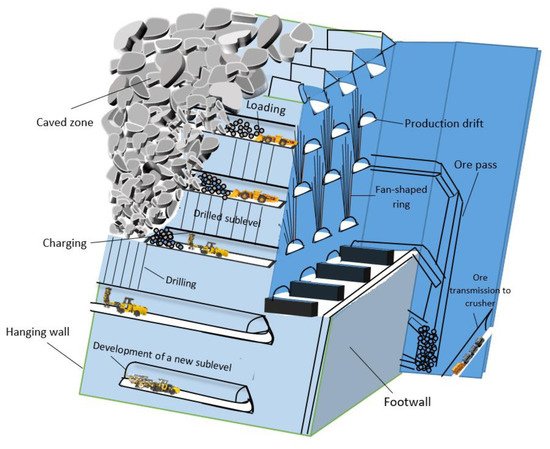
2. Sublevel Caving Method
| Project | Commodity | Location | Owner/Company |
|---|---|---|---|
| Malmberget | Iron | Gällivare, Lapland, Sweden | Luossavaara-Kiirunavaara AB (LKAB) Mining Compay |
| Kirunavarra | Iron | Norrbotten Country, Lapland, Sweden | Luossavaara-Kiirunavaara AB (LKAB) Mining Company |
| Syama | Gold | West Africa, Mali | Government of Mali/Resource Ltd. |
| Telfer | Gold/ Copper |
Western Australia | Newcrest Mining Ltd. |
| Ernst Henry | Copper | Queensland, Australia | Glencore Commodity Company |
| Big Bell | Gold | Western Australia, Australia | Harmony Gold |
| Hullera Vasco Leonesaas |
Coal | Leon, Spain | Hullera Vasco Leonesaas (HVL) Company |
| Frood | Copper/Nickel | Sudbury, Ontario, Canada | INCO Metals Company |
| Craigmont | Copper | Merritt, British Colombia, Canada |
Craigmont Mines Limited |
| Yaochong | Iron | Anhui, China | MaAn Shan Iron and Steel Co. |
| Xiaoguanzhuang | Iron | Laiwu, Shandong, China | Luzhong Metallurgy and Mining Corporation |
| Stobie | Copper/Nickel | Sudbury, Ontario, Canada | INCO Metals Company |
| Kvannevann | Iron | Ørtfjell, Norway | Rana Gruber |
| Shabanie | Asbestos | Rhodesia, Zimbabwe | Shabanie and Mashaba Mines Ltd. |
3. Mathematical Programming Methods
Decision-making and finding the best choice are significant challenges that may greatly impact the success or failure of an operation. The most crucial issue is to formulate real-world problems in the form of mathematical programming models. The process of solving a real-world problem with a mathematical programming model consists of the following steps [14]:
Step 1: identify and define the problem
Step 2: collect data and present the model
Step 3: solve the model
Step 4: validate the model
Step 5: provide results
In many real cases, the size of the model precludes planners from solving the scheduling problem simply. For example, in integer programming (IP), the size and solution time of the models are highly affected by the number of binary variables and the structure of constraints, which can make the model intractable. On the other hand, the key obstacle so far has been the complexity and uncertainty associated with real-life problems. Thus, carefully formulating the constraints and using heuristic algorithms cope with the tractability of mathematical models in scheduling problems.
A mathematical model specifies the mine sequence in the mining context to achieve a specific goal related to the mine production strategy while incorporating all geotechnical, operational, environmental, and marketing constraints [15]. Deterministic scheduling models obtained by mathematical programming can generate an optimal solution exactly. However, their application is restricted by the large size of the problem making the model intractable. Furthermore, exact methods have their own limitations because models are a simplification of reality. Therefore, in many cases, production scheduling optimization problems do not perfectly match the exact algorithms, and heuristic approaches can be used to provide a procedure to reduce solution time [3]. Thus, designing a model including a reasonable number of constraints and decision variables, especially binary variables, is high of importance. Therefore, applying some size reduction procedures such as heuristic algorithms prior to applying mathematical models is the best approach in many cases [4].
4. Production Scheduling in Mines
Production scheduling specifies the extraction sequence, which can be different based on the mining method and the level of scheduling's timeframe. In other words, production scheduling defines the tonnage and grades in each time period over the time horizon [16]. An optimal schedule is expected to be sufficiently robust to reduce costs, increase equipment utilization, optimize recovery of marginal ores, and maintain production rates and product quality. Common strategic objectives in the industry are net present value (NPV) maximization, cost minimization, and reserve maximization. Relying only on manual planning methods or heuristic-based algorithms will generate non-optimal mine schedules [17].
Depending on the precision and time horizon of the plan, a hierarchical process divides mine planning into strategic (long-term), tactical (medium-term), and operational (short-term) levels [18]. Strategic scheduling indicates the maximum profitable envelope within the orebody, production sequences, and production rate. Tactical scheduling defines the annual mining sequence based on the production rate determined at the strategic level. Finally, operational scheduling must detail how operations in the near future will contribute to the achievement of the long-term plan [1].
The exact approaches, specifically, mixed-integer programming (MIP) has been widely used in production scheduling problems [4]. However, the tractability of exact algorithms is detrimentally affected by its mathematical structure and moderately large size which makes it impossible to solve a production scheduling problem in a reasonable time [6]. Optimization-based heuristic algorithms can be used which incorporate the essential characteristics of the mining system while remaining mathematically tractable [19]. In the underground mining methods, the simulation-optimization approach is also applied to incorporate the uncertainty associated with mine operational parameters such as velocities, capacities, maneuver times, failures times, and maintenance times, which are modeled using the probability density functions based on the historical data [15]. Despite frequent intervention and the lack of a way to judge optimality, simulation and heuristics are able to handle non-linear problems as part of the scheduling procedure [19].
In surface mining methods, particularly open-pit mining, production scheduling optimization is an indispensable part of designing and planning; nonetheless, studies on optimization of the ultimate mine limit and production planning in other surface mining methods are still limited and primitive [4]. There are several publications providing models to address different aspects of the production scheduling problem in mines. Early applications of optimization models in the mining industry concern open-pit mining [20;21]. Frimpong et al. [22], Caccetta [23] and Osanloo et al. [24] provided models to solve surface mining problems, including block extraction sequencing in open-pit mines.
Despite the proliferation of optimization techniques used in mine planning, optimization in underground mine planning has been less widely developed than in open-pit mine planning [3]. This is mainly because of the diversity of underground mining methods so that each method has unique designs and operations to suit the specific characteristics of each mineral deposit [3]. The reduced flexibility in underground mining operations imposed by geotechnical, equipment, and space constraints makes the optimization problem more complicated [25]. The first attempts of optimization models in underground mining are related to Williams et al. [26] and Jawed [27] using linear programs (LP) to plan sublevel stoping in a copper mine and room-and-pillar in a coal mine, respectively. All these models assumed continuous-valued variables. In fact, LP models cannot capture discrete decisions about whether or not to mine a particular production block at a specific time. Chanda [28] and Trout [29] optimized underground mine production schedules using integer programming (IP). Chanda combined LP with simulation and used heuristics procedures to address discrete decisions in a typical block caving mine. Trout's scheduling model maximized NPV with a constraint set incorporating block sequencing, equipment capacity, and backfill indicators. However, the computer reached memory capacity before the employed algorithm terminated. Carlyle and Eaves [30] formulated a more tractable IP model to maximize revenue from Stillwater's sublevel stoping platinum and palladium mine, giving near-optimal solutions without using any special techniques reduces solution time. Sarin and West-Hansen [31] aimed to maximize NPV utilized Benders' decomposition-based methodology to expedite the solution time of a coal mining operation. Pourrahimian et al. [32] developed a theoretical optimization framework based on a mixed-integer linear programming (MILP) model for block cave long-term production scheduling with the objective function of maximizing the NPV. To overcome the size problem of mathematical programming models and generate a near-optimal schedule, they formulated three MILP models for three levels of problem resolution: cluster level, drawpoint level, and dewpoint-and-slice level. The method-ology was also tested in a prototype open-source software application with the graphical user interface drawpoint scheduling in block-caving (DSBC). Mine operations are extremely tied to several sources of uncertainties. The level of uncertainty can be intensified in short-term production scheduling. Therefore, schedules that are more likely to be reproduced in reality should be focused so that they will have high operational adherence when executed. Fabián Manríquez et al. [15] proposed a generic simulation-optimization framework that combines a MIP model with a discrete event simulation (DES) to generate short-term production schedules using an iterative approach. The proposed framework was applied to a real-scale Bench-and-Fill mine. This approach dramatically improves the operational adherence of the short-term schedules generated over iterations. However, as future research, it was suggested to apply this framework to massive and selective underground mining methods as well as open-pit mines. None of the aforementioned models apply to the sublevel caving method.
4.1. Production Scheduling in SLC
There is a limited number of studies for SLC production scheduling. This can be because SLC processes some specific constraints, making it more complicated than the open-pit and even other underground mining methods. Nevertheless, successive efforts at SLC production scheduling have been undertaken in the Kiruna mine, the second-largest underground mine in the world located in northern Sweden.
Almegren [33] provided a mathematical model using the machine placement as the basic mining entity to provide a long-term production scheduling of Kiruna mines. The author demonstrated the promising application of Lagrangian relaxation as a practical technique to reduce the number of binary variables, but this method did not use in the final formulation due to some significant drawbacks claimed by Zhao and Kim [34]. They pointed out that there are two main drawbacks. The one is the gap phenomenon. The other assumes that complete blocks are mined within each time period, which is unreasonable because mining of each block normally takes more than a one-time period [34]. Eventually, the original model was reformulated as sub-optimal multiple single period models. The proposed model just considered a one-month time frame, forcing the planner to run the sum models 60 times to generate a five-year schedule. This sub-optimal plan failed to consider the consequences of the actions in one time period to an earlier time period, but it at least saved execution time. This research showed that it is impossible to fully predict the flow blasted the ore, which can add some uncertainty to the production planning process.
Topal [35] formulated a model that combined both long- and short-term production schedules of Kiruna mines at the production block level. The model solved one-year subproblems with a monthly resolution in order to provide a five-year schedule. The model included the reduced number of binary variables and also continuous variables that tracked the amount of the various ore types in each production block extracted in each time period. However, the proposed model was not solvable in its original form.
Dagdelen et al. [36] set up the sequencing constraint to minimize the deviation from planned quantities of three ore types of Kiruna mines. The iron ore was mined from a limited number of sublevels in each multi-time period (12 months). Because of exceeding the number of integer variables from the maximum capacity of the solver, “What’s Best” software package by Lindo System Inc., one-year subproblems were proposed to achieve production plans for a seven-year time horizon. Therefore, to obtain a seven years production schedule, the model had to be run seven times.
Kutcha et al. [5] improved the tractability of their MILP model by two techniques in a five-year time horizon for three ore grades. First, they aggregated 12 production blocks into one single machine placement. Then, the earliest and the latest start date were defined for each machine placement according to sequencing, shaft group (LHD availability), and demand constraints. Due to sequencing and shaft-group constraints, the requisite number of machine placements surrounding the given machine placement needs to be mined before it starts mining, indicating the earliest start date of the given machine placement. Moreover, based on demand constraints and bounds on a reasonable amount of deviation between demand and production as well as preventing the underlying machine placements from being locked in, the start mining date of a machine placement must be early enough to achieve production of the required amount of ore. However, they reduced the number of binary variables and increased the tractability of the model, but using more robust methods to determine the latest start date for each machine placement was still required. They were also looking for a way to develop short-term production schedules with the time fidelity of days.
Newman et al. [37] designed a heuristic-based algorithm to directly solve the production scheduling problem of Kiruna mine both at the machine placement level, and the finer level, production block level. They solved an aggregated model to determine a set of reasonable starting times for each machine placement, restricting the model to a subset of start time choices. In each machine placement that can be mined in a single time period, the demands and the amount of ore were aggregated into data corresponding to phases. Each phase consists of an equal number of consecutive periods. After solving the aggregated model, some extra constraints are added to the original model to tighten the search space. Despite that this heuristic procedure substantially reduced the solution time as well as deviations from planned production quantities by approximately 70% over those obtained from the model with the only long-term resolution, it can be applied for time horizons of 2 years or fewer.
Newman et al. [6] generated solutions with deviations that comprise about 3–6% of total demand in about a third of an hour by developing an optimization-based decomposition heuristic. The formulation incorporates both short- and long-term production scheduling decisions to align production and demanded quantities for all ore grades and time periods more closely. The heuristic consists of two phases: i) solving five subproblems of the original model, and ii) using information gained from the subproblem solutions to solve a modified version of the original model. Three subproblems penalize deviations only for each of three ore grades. The other two subproblems penalize either overage or underage production, resulting in adding several constraints to the original model. All subproblem solutions are feasible for the original model. Since all subproblems are run in parallel, so the solution time will be the maximum among the five solution times. However, consideration of the subproblems independently does not guarantee an optimal solution. It is quite possible that the schedule obtained by one subproblem is not part of a favorable solution for the whole original model.
Shenavar et al. [4] applied the IP model using MATLAB programming platform to formulate the long-term production scheduling for a 2D representation of a real sublevel caving mine, Golbini bauxite mine in Iran. An operating period of 8 years was considered in the production schedule model. They took a four-step procedure to generate the optimal production schedule. First, the economic block model was established based on the geological model. Then, they applied the floating stope boundary optimizer to remove the unnecessary blocks from the block model. In the third step, an integer linear programming (ILP) model was run to determine the maximum NPV and the optimal mining sequence. Finally, when the mining sequence was indicated, the mine development works were scheduled with respect to the mining sequence to the extent required annually. However, designing a 3D production schedule and analyzing, more precisely, the effect of mining developments on production planning should be addressed in future studies. Table 2 summarizes all researches performed in the field of SLC production scheduling. All models in Table 2 have been applied to the Kiruna iron mine in Sweden except for the last one, Shenavar et al. (2020), that has been used in the Golbini bauxite mine in Iran.
Table 2. The summary of all attempts in SLC production scheduling
|
Authors |
Model |
Objective |
Constraints |
Features |
|
Almgren (1994) |
MIP |
Minimize deviation from targeted production quantity |
Production area reserve Shaft group (LHD availability) Logical constraints (monitoring the grade and tonnage of ore type B1) Loading capacity Extraction continuity Sequencing constraints Total production Low-phosphorous ore type (B1) production |
Running the one-month timeframe model 60 times to generate a five-year schedule |
|
Topal (1998) |
MIP |
Minimize deviation from targeted production quantity |
Reserve constraint Shaft group (LHD availability) Loading capacity Extraction continuity Sequencing constraints |
Solve a one-year subproblem to achieve a five-year production plan |
|
Dagdelen et al. (2002) |
MIP |
Minimize the deviation from total production target as well as maintaining Low-phosphorous ore type (B1) quality |
B1 production constraint Total production constraint Reserve constraint LHD capacity Constraint Sequencing Constraints |
One-year subproblems with a monthly resolution to produce a seven-year production plan
|
|
Kuchta et al. (2004) |
MIP |
Minimize the production deviation of all considered ore types |
Control deviation from the planned quantities of B1, B2, and D3 Sequencing constraints The number of active production blocks constraint based on LHD availability |
Five-year schedule with time fidelity of months Mathematical programming is implemented using AMPL programming language and CPLEX solver |
|
Newman et al. (2007) |
MIP |
Minimize the production deviation of all considered ore types |
Reserve constraint LHD availability Sequencing constraints in machine placement level The earliest and latest start date of machine placement mining (integer variable restriction constraints)
|
Using an optimization-based heuristic consisting of a faster-solving time-aggregated model to restrict the number of integer variables |
|
Newman et al. (2011) |
MIP |
Minimize deviations from monthly preplanned production quantities |
Reserve constraint LHD availability Sequencing constraints in both machine placement and production block level The earliest and latest start date of machine placement mining and production block level (integer variable restriction constraints)
|
Incorporating both long- and short-term production scheduling by applying an optimization-based decomposition algorithm
|
|
Shenavar et al. (2020) |
IP |
Maximize NPV |
Production capacity Sequencing constraints Reserve constraint Active sublevel constraint |
Integer variable reduction by using the floating stope algorithm to eliminate non-profitable blocks |
5. Conclusions and Recommendations
SLC is a cost-effective method in large-scale operations with a high production rate, less upfront development, and maximum use of automated equipment. In a smaller-scale operation where the capacity benefits are less achievable, SLC can be utilized as a selective method with lower production rates. Like other underground mining methods, SLC requires a considerable amount of investment. In a real case, the deviation between the production schedule and mine operation can affect the continuity of mine operations. Thus, a production schedule that considers all sources of deviation should be improved and applied to underground mines, especially SLC.
Almost all researches performed in the field of SLC applied MIP to obtain an optimal production schedule. According to the mine strategies, proposed models focused on NPV maximization and deviation minimization between productions. They demanded quantities of ore while satisfying constraints including ore reserve, mine precedence, integer variable restrictor. But none of them have considered any type of uncertainty, which is the inherent characteristic of SLC mine operations. So developing a mathematical model that can be reproduced in reality and enables the mine planner to establish and compare different mining scenarios to produce an optimal mining schedule is highly important.
In SLC operations, loading at the drawpoint is complex because of the confined blasting conditions, chaotic material flow, and mixing of ore and waste that occurred continuously above the drawpoint. The draw strategies and production schedules are the most important concerns which need to be adaptable to the constantly changing situations in an SLC mine. One of the challenges encountered by mine planners is considering different types of uncertainty, including operational, geological, and economic factors during the generation of long- and short-term mine production schedules. The schedule should consider in detail unpredictable operational conditions such as the early inflow of waste, hang-ups, and arrival of oversized materials at drawpoints, and unscheduled equipment breakdowns and production incidents. Thus, developing a draw control strategy that incorporates sequencing and scheduling, production, and material handling systems simultaneously minimizes mining costs and dilution objectives is a crucial step in SLC mining.
Geological factors such as the natural variability in orebody geometry and grade, ground conditions, and rock properties make an SLC project unique. Furthermore, economic factors such as variable ore prices and exchange rates also should be considered to provide a more realistic production plan. These uncertainties mean that the effective management of risk requires to be robust economically and technically to ensure that mine operations are feasible and profitable.
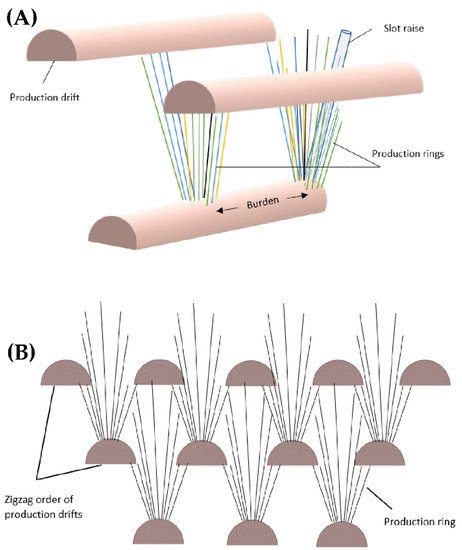
The fragmentation of blasted ore and caved material and flow characteristics affect the mine's gravity flow and ore recovery performance. While considering the material flow in the presence of blasting parameters, more realistic production scheduling plans will be generated. In an SLC mine, every production ring is blasted against the combination of previously blasted ore and waste located in and around the production drift, which makes the blasting operation unique compared to other underground mining methods. In order to ensure that satisfactory fragmentation is achieved and the subsequent processes will be undertaken properly, designing a production drilling and blasting pattern suitable for the orebody characteristics is a determinant input into the overall layout of the SLC mine. In fact, the shape of the production ring may vary rarely, but the drilling and blasting parameters, including hole diameter, number of holes in the ring, drill-hole toe spacing, production ring burden and dump angle, and explosive column densities and lengths can all be modified over the life of the mine. Therefore, applying appropriate drilling and blasting operations will reduce the degree of uncertainty dramatically.
In addition to drilling and blasting parameters, developing a comprehensive production plan subjects to some other production parameters. The layout orientation is a crucial factor that has a significant effect on the success of mine operations. The layout directly affects the ore recovery, drilling and blasting effectiveness, excavation stability, and mine development cost. Sublevel height, production drift spacing, production drift shape and size, equipment employed, fleet size and number, and materials-handling capacity should be taken into account to create a holistic production plan.
Author Contributions: This review paper was completed by S.K., under the supervision of Y.P. All authors have read and agreed to the published version of the manuscript.
Funding: This research received no external funding.
Data Availability Statement: No new data were created or analyzed in this research study. Data sharing is not applicable to this paper.
Conflicts of Interest: The authors declare no conflict of interest.
This entry is adapted from the peer-reviewed paper 10.3390/mining1020012