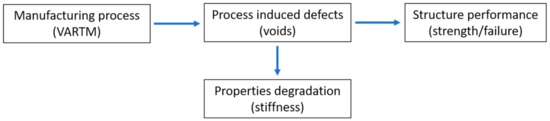
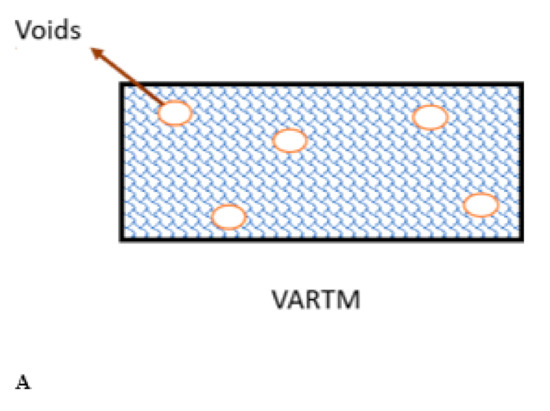
Fiber-reinforced composite structures are used in different applications due to their excellent strength to weight ratio. Due to cost and tool handling issues in conventional manufacturing processes, like resin transfer molding (RTM) and autoclave, vacuum-assisted resin transfer molding (VARTM) is the best choice among industries. VARTM is highly productive and cheap. However, the VARTM process produces complex, lightweight, and bulky structures, suitable for mass and cost-effective production, but the presence of voids and fiber misalignment in the final processed composite influences its strength. Voids are the primary defects, and they cannot be eliminated completely, so a design without considering void defects will entail unreliability. Many conventional failure theories were used for composite design but did not consider the effect of voids defects, thus creating misleading failure characteristics.
- vacuum-assisted resin transfer molding (VARTM)
- void defects
- composite materials
- material processing
Note: The following contents are extract from your paper. The entry will be online only after author check and submit it.
1. Introduction
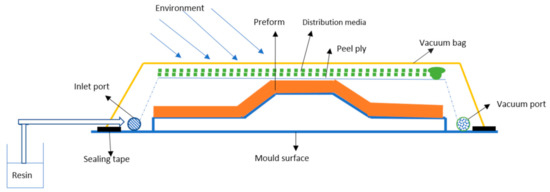
2. VARTM Process
| Process | Pre-Infusion | Infusion | Post-Infusion |
| • Mold preparation • Material placement (fiber reinforcement) • Maintain flow distribution medium, injection port, vent port, vacuum bag against the sealing tap • Debulking process (optional) |
• apply the vacuum inside the bagged preform assembly • Fill the resin into the resin reservoir. Keep the vacuum port on |
• Close the injection port • After curing resin, turn off the vacuum then demold the composite part |
|
| Defects (Voids) reason | • Moisture in resin • Resin mixing and degassing and bag integrity • Leak rate |
• Resin flow, pressure, flow timing, and thickness management | • Injection and vacuum off timing, • demolding conditions |
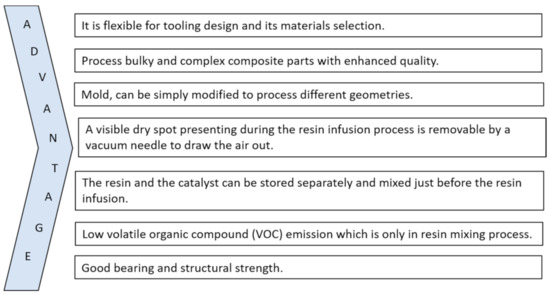
2.1. Advantage
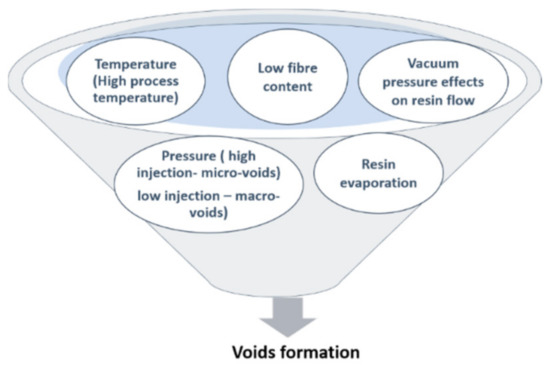
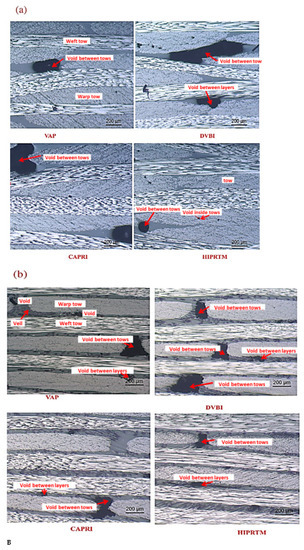
2.2. Defects in VARTM Processed Composites
This entry is adapted from the peer-reviewed paper 10.3390/polym13060969
References
- David Müzel, S.; Bonhin, E.P.; Guimarães, N.M.; Guidi, E.S. Application of the Finite Element Method in the Analysis of Composite Materials: A Review. Polymers 2020, 12, 818.
- Hussain, N.N.; Regalla, S.P.; Rao, Y.V.D.; Dirgantara, T.; Gunawan, L.; Jusuf, A. Drop-weight impact testing for the study of energy absorption in automobile crash boxes made of composite material. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2020.
- Dhimole, V.K.; Chen, Y.; Cho, C. Modeling and Two—Step Homogenization of Aperiodic Heterogenous 3D Four—Directional Braided Composites. J. Compos. Sci. 2020, 4, 179.
- Hong, B.; Xian, G.; Li, H. Comparative study of the durability behaviors of epoxy- and polyurethane-based CFRP plates subjected to the combined effects of sustained bending and water/seawater immersion. Polymers 2017, 9, 603.
- Bazli, M.; Ashrafi, H.; Jafari, A.; Zhao, X.L.; Singh Raman, R.K.; Bai, Y. Effect of fibers configuration and thickness on tensile behavior of GFRP laminates exposed to harsh environment. Polymers 2019, 11, 1401.
- Rajak, D.K.; Pagar, D.D.; Menezes, P.L.; Linul, E. Fiber-reinforced polymer composites: Manufacturing, properties, and applications. Polymers 2019, 11, 1667.
- Schubel, P.J. Cost modelling in polymer composite applications: Case study—Analysis of existing and automated manufacturing processes for a large wind turbine blade. Compos. Part B Eng. 2012, 43, 953–960.
- McIlhagger, A.; Archer, E.; McIlhagger, R. 3-Manufacturing processes for composite materials and components for aerospace applications. In Soutis CBT-PC in the AI, 2nd ed.; Irving, P., Ed.; Woodhead Publishing: Sawston, UK, 2020; pp. 59–81.
- Saleh Alghamdi, S.; John, S.; Roy Choudhury, N.; Dutta, N.K. Additive Manufacturing of Polymer Materials: Progress, Promise and Challenges. Polymers 2021, 13, 753.
- Fidan, I.; Imeri, A.; Gupta, A.; Hasanov, S.; Nasirov, A.; Elliott, A.; Alifui-Segbaya, F.; Nanami, N. The trends and challenges of fiber reinforced additive manufacturing. Int. J. Adv. Manuf. Technol. 2019, 102, 1801–1818.
- Mantelli, A.; Romani, A.; Suriano, R.; Diani, M.; Colledani, M.; Sarlin, E.; Turri, S.; Levi, M. UV-Assisted 3D Printing of Polymer Composites from Thermally and Mechanically Recycled Carbon Fibers. Polymers 2021, 13, 726.
- Sunilpete, M.A.; Cadambi, R.M. Development of Cost Effective Out-of-Autoclave Technology—Vacuum Infusion Process with Tailored Fibre Volume Fraction. Mater. Today Proc. 2020, 21, 1293–1297.
- Taylor, T.; Zhang, J.; Yanagimoto, J. Evaluation of a concept out-of-autoclave process for manufacturing carbon fibre reinforced polymer automotive parts. Procedia CIRP 2019, 86, 162–166.
- Bodaghi, M.; Costa, R.; Gomes, R.; Silva, J.; Correia, N.; Silva, F. Experimental comparative study of the variants of high-temperature vacuum-assisted resin transfer moulding. Compos. Part A Appl. Sci. Manuf. 2020, 129, 105708.
- Williams, C.; Summerscales, J.; Grove, S. Resin infusion under flexible tooling (RIFT): A review. Compos. Part A Appl. Sci. Manuf. 1996, 27, 517–524.
- Summerscales, J.; Searle, T.J. Low-pressure (vacuum infusion) techniques for moulding large composite structures. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2005, 219, 45–58.
- Sun, X.; Li, S.; Lee, L.J. Mold filling analysis in vacuum-assisted resin transfer molding. part I: SCRIMP based on a high-permeable medium. Polym. Compos. 1998, 19, 807–817.
- Allende, M.; Mohan, R.V.; Walsh, S.M. Experimental and numerical analysis of flow behavior in the FASTRAC liquid composite manufacturing process. Polym. Compos. 2004, 25, 384–396.
- Anderson, J.P.; Kelly, A.J.; Altan, M.C. Fabrication of Composite Laminates by Vacuum-Assisted Resin Transfer Molding Augmented with an Inflatable Bladder. In Proceedings of the 28th Annual Technical Conference American Society for Composites, State College, PA, USA, 9–11 September 2013; pp. 1283–1294.
- Amirkhosravi, M.; Pishvar, M.; Altan, M.C. Void reduction in VARTM composites by compaction of dry fiber preforms with stationary and moving magnets. J. Compos. Mater. 2019, 53, 769–782.
- Yalcinkaya, M.A.; Sozer, E.M.; Altan, M.C. Fabrication of high quality composite laminates by pressurized and heated-VARTM. Compos. Part A Appl. Sci. Manuf. 2017, 102, 336–346.
- van Oosterom, S.; Allen, T.; Battley, M.; Bickerton, S. An objective comparison of common vacuum assisted resin infusion processes. Compos. Part A Appl. Sci. Manuf. 2019, 125, 105528.
- Aruniit, A.; Herranen, H.; Miller, K. Comparative study of the VARTM, VAP and MTI vacuum infusion processes. Key Eng. Mater. 2016, 674, 71–76.
- Song, Y.S.; Youn, J.R. Numerical Investigation on Flow through Porous Media in the Post-infusion Process. Polym. Compos. 2008, 30, 1125–1131.
- Kuentzer, N.; Simacek, P.; Advani, S.G.; Walsh, S. Correlation of void distribution to VARTM manufacturing techniques. Compos. Part A Appl. Sci. Manuf. 2007, 38, 802–813.
- Kedari, V.R.; Farah, B.I.; Hsiao, K.T. Effects of vacuum pressure, inlet pressure, and mold temperature on the void content, volume fraction of polyester/e-glass fiber composites manufactured with VARTM process. J. Compos. Mater. 2011, 45, 2727–2742.
- Mehdikhani, M.; Gorbatikh, L.; Verpoest, I.; Lomov, S.V. Voids in fiber-reinforced polymer composites: A review on their formation, characteristics, and effects on mechanical performance. J. Compos. Mater. 2019, 53, 1579–1669.
- Mishnaevsky, L. Fiber Reinforced Composites: Numerical Analysis of Damage Initiation and Growth. In Computational Mesomechanics of Composites; John Wiley & Sons: Hoboken, NJ, USA, 2007; pp. 215–237.
- Cantwell, W.J.; Morton, J. The significance of damage and defects and their detection in composite materials: A review. J. Strain. Anal. Eng. Des. 1992, 27, 29–42.
- Nikopour, H. A virtual frame work for predication of effect of voids on transverse elasticity of a unidirectionally reinforced composite. Comput. Mater. Sci. 2013, 79, 25–30.
- Xu, J.; Lu, X.; Zhu, X. Effect of Random Void Defects on the Mechanical Behavior of C/C Braided Composites. Adv. Eng. Mater. 2018, 20, 1–14.
- Parnas, R.S.; Walsh, S.M. Vacuum-assisted resin transfer molding model. Polym. Compos. 2005, 26, 477–485.
- Yang, B.J.; Ha, S.K.; Pyo, S.H.; Lee, H.K. Mechanical characteristics and strengthening effectiveness of random-chopped FRP composites containing air voids. Compos. Part B Eng. 2014, 62, 159–166.
- Sevkat, E.; Brahimi, M. The bearing strength of pin loaded woven composites manufactured by Vacuum Assisted Resin Transfer Moulding and hand lay-up techniques. Procedia Eng. 2011, 10, 153–158.
- Bolick, R. Composite Fabrication via the VARTM Process; A&T State University: Greensboro, NC, USA, 2000.
- Wu, D.; Larsson, R.; Rouhi, M.S. Modeling and experimental validation of the VARTM process for thin-walled preforms. Polymers 2019, 11, 2003.
- Federal Aviation Administration. Overview of Vacuum-Assisted Resin Transfer Molding Processing; U.S. Department of Transportation: New Jesrey, WA, USA, 2013.
- Heider, D.; Gillespie, J.W. VARTM Variability and Substantiation Information; University of Delware Center for Composite Materials: Newark, DE, USA, 2008.
- Uddin, N.; Vaidya, U.; Shohel, M.; Serrano-Perez, J.C. Cost-effective bridge girder strengthening using vacuum-assisted resin transfer molding (VARTM). Adv. Compos. Mater. 2004, 13, 255–281.
- Chang, C.Y. Modeling and evaluation of the filling process of vacuum-assisted compression resin transfer molding. J. Polym. Eng. 2013, 33, 211–219.
- Dong, C. Effects of Process-Induced Voids on the Properties of Fibre Reinforced Composites. J. Mater. Sci. Technol. 2016, 32, 597–604.
- Liu, X.; Chen, F. A review of void formation and its effects on the mechanical performance of carbon fiber reinforced plastic. Eng. Trans. 2016, 64, 33–51.