Printing technologies have been attracting increasing interest in the manufacture of electronic devices and sensors. They offer a unique set of advantages such as additive material deposition and low to no material waste, digitally-controlled design and printing, elimination of multiple steps for device manufacturing, wide material compatibility and large scale production to name but a few.
- printed humidity sensor
- printed temperature sensor
- printed strain sensor
- flexible sensor
1. Introduction
Some of the most interesting physical sensors which find a wide range of applications are relative humidity [1], temperature [2] and strain [3] sensors; they can be used in indoor or outdoor applications, in on-body measurements and other biomedical settings, in environmental, agricultural, room monitoring and so on. For developing these sensors to meet modern application demands, requirements for mass scale, cost-effective approaches with smart material combinations arise. Manufacturing techniques such as printing technologies for sensor development are a blooming field which dynamically responds to these demands. Printed electronics are a type of electronic devices, manufactured by a usually additive printing process, i.e., direct material deposition onto a substrate in a patterned manner, or more formally an electronic science and technology based on conventional printing techniques as the means to manufacture electronic devices and systems [4]. A generalized comparison between traditional IC and additive manufacturing [4] is presented in Figure 1. It is obvious that the required steps to manufacture a device are much less complex and straightforward when utilizing an additive process. Also, no etching is required, providing two more advantages: (a) no active material loss and (b) little to no byproducts and resulting chemical waste.
Summarizing the benefits of sensor development with printing technologies, the key advantages are reduced production cost (approximately 1/10–1/100 of an investment compared to that of Si technology), reduced production time, increased manufacturing area, flexibility—mechanical endurance and multiple material—substrate combinations with one piece of equipment [5].
The Organic and Printed Electronics Association (OE-A) has recently released a development roadmap [6] which includes the main sectors that printed electronics are expected to dominate in the following years:
- IoT: Optimized maintenance of buildings, smart labels for logistics, environmental monitoring, sensors for material monitoring, energy management, autonomous sensors, heating elements.
- Healthcare: Medical packages, patches for therapy and monitoring, biomarker diagnosis, OLEDs, smart wound treatment
- Automotive: OLED lighting, flexible and OLED displays for mirrors and HMI (Human-Machine Interface), sensors.
- Consumer electronics: Flexible displays and sensors, curved touch surfaces with sensors, smart wearables, memories, batteries, RFID tags.
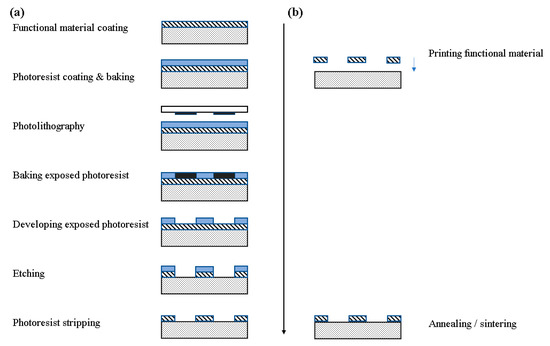
Figure 1. Comparison of Si-based manufacturing and printing process. (a) Traditional IC manufacturing; (b) printing process.
All these categories include sensor applications of the three aforementioned physical quantities in different fields. It is therefore mandatory to investigate the current status of such important developments in the sensing research community.
By gathering data from the Web of Science Core CollectionTM (ClarivateTM, Philadelphia, PA, USA) an overview of the current trends for various sensors was acquired and is presented in Figures 2 and 3 and Table 1. The Web of Science database is considered to include publications of high scientific impact and solely scientific publications in contrast to other databases [7]. Out of a total of 4462 publications, the percentage of each sensor category is extracted and presented in Figure 2, amongst the most commonly presented sensors in the literature for the years 2013 to 2020. For the scope of this review, the authors present three categories which show a steady increase in attracting more research and present a variety of approaches in manufacturing via printing techniques and materials utilization. IDTechEx forecasts the market for fully printed sensors will be over $8 billion by 2025 [8]. According to the same report the printed sensors field will grow fast and the corresponding Compound Annual Growth Rate (CAGR) for the 2015–2025 period, is predicted to follow a trend, where humidity and temperature sensors demonstrate the highest growth rate.
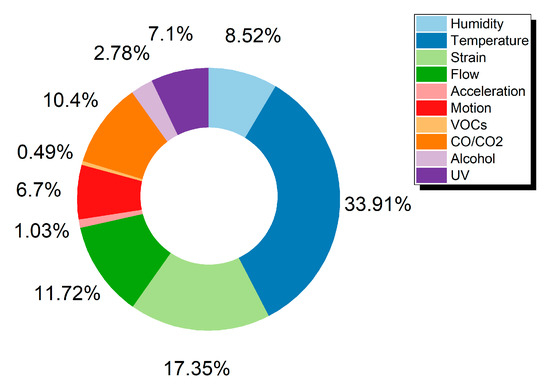
Figure 2. Publications for printed sensors categories between 2013–2020.
The search was conducted on December 2020, while queries served by the database are presented in Figure 2 legend, accompanied with the terms “printed sensor” (e.g., “printed humidity sensor”, “printed temperature sensor” and so on). The data extracted is for the year range 2013–2020.
Table 1. Search results (publications) from Web of Science for “Printed Humidity Sensor”, “Printed Temperature Sensor” and “Printed Strain Sensor” between 2013–2020.
|
Query |
Results Found |
Sum of the Times Cited |
Avg. Citations Per Item |
H-Index |
|
Printed Humidity Sensor |
381 |
5055 |
13.27 |
37 |
|
Printed Temperature Sensor |
1513 |
21,968 |
14.52 |
60 |
|
Printed Strain Sensor |
774 |
17,970 |
23.22 |
62 |
It is obvious that there exists an increasing trend in all three fields, with temperature and strain sensors sharing approximately equal number of citations, but with strain sensors having approximately half the publications (Figure 3). This indicates amongst others, (a) the heavy scientific importance of development of such sensors and the overall high research interest that these devices pose and (b) a set of applications that correlates these devices, but with printed temperature sensors reaching a more mature state. Printed humidity sensors have a lower number of publications and citations; nevertheless, the growth rate is similar, indicating that interest in these sensors is ever-increasing, and can also indicate a different state of innovation, whether it is material novelty, patterning methods and geometries and so on.
A key common denominator for all the presented works herein is the direct involvement of a printing process for either full or partial development of sensors. Some statistics regarding the distribution of printing technique are presented in Figure 4a, from 31 publications regarding humidity, 16 regarding temperature and 17 regarding strain sensors. The dominant technologies for either film or electrode patterning are screen printing (48%, 37% and 41% for humidity, temperature and strain sensor development) followed by inkjet printing (38%, 56% and 23% for humidity, temperature and strain sensor development). It should be noted here that this graph solely serves as an indicator for involvement of a printing process in the overall fabrication development; that is, a variety of published works analyzed herein utilize multiple techniques for sensor development. It is therefore crucial to include non-printing techniques such as traditional lithography in the overview.
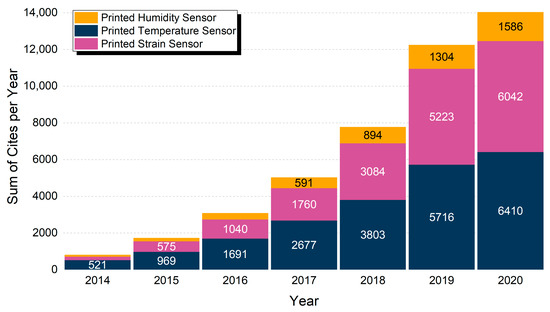
Figure 3. Total citations per year in the range 2014–2020 for “Printed Humidity Sensor”, “Printed Temperature Sensor” and “Printed Strain Sensor”. Year 2013 had less than 200 items and is not displayed.
Material selection is vital in sensor design; as presented in Figure 4b, silver is used in the vast majority of designs for all three sensor categories, mostly for electrode patterning. Humidity sensing can be performed by using substrate as sensing layer, as it will be presented in the humidity sensors analysis. Strain sensors largely rely on polymers and polymer composites, for their inherent flexibility. Different research groups incorporate PEDOT: PSS for temperature sensing; this conductive polymer presents a set of advantages, namely, low cost, biocompatibility, optical transparency and plasticity.
This review presents and assesses the recent developments in printed humidity, temperature and strain sensors design, material selection, fabrication, characterization and evaluation. For each sensor family, the appropriate categories have been identified and a corresponding analysis has been performed. Material selection approaches, performance, fabrication strategies and design considerations have been thoroughly discussed resulting in a comparison with the intend to pave a guideline for assisting in selection of all the aforementioned parameters and furthermore to demonstrate the state of the art in each category.
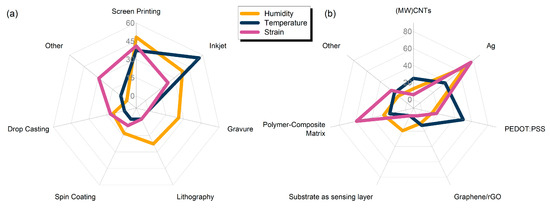
Figure 4. (a) Radar plot with utilization percentage values for different fabrication techniques for all the sensor categories; (b) material selection for electrodes and sensing layers.
2. Printed Humidity Sensors
Humidity sensors realized with printing technologies offer drastically lower costs and increased capabilities for large scale production. A general approach for low-complexity devices is based on the deposition of a single material on a substrate and exploitation of these two materials’ physical properties for sensing (Figure 4, substrate as sensing film). On the other hand, in traditionally developed sensors, conductive electrodes are utilized on a substrate for measuring response of an active film, usually deposited or developed onto the electrodes (Figure 4, other coating methods for sensing film). Principle of operation is similar for both cases; water molecules are absorbed from either the substrate (in the first case) or the active film (in the second case); in both cases they diffuse in the corresponding layer, therefore inducing changes in its electrical properties. So, we can note that in the first case the substrate itself acts as a sensing layer, eliminating the need for an additional sensing layer. This approach usually has a negative impact on performance; therefore, the sensor designer should always consider the tradeoffs before proceeding to implementation. Regarding sensing mechanisms discussed herein, it should be mentioned that humidity (broadly described) influences the conducting mechanism of a given material. This chapter presents various materials whose electrical properties alternate with humidity and examples will be given per case. Nevertheless, the vast majority of designs incorporates a set of interdigitated electrodes (IDEs), with various finger lengths (L), finger spacings (d) and finger widths (W).
The term sensor memory effect (lag, or hysteresis) is used to describe a common problem in sensors mainly due to absorption, such as the humidity sensors discussed here. During exposure to humidity, the sensor absorbs water molecules, which induces a change of an electrical parameter, leading to successful detection of humidity levels; the problem arises when the sensor is required to desorb the previously absorbed water molecules. Various materials are designed for high water absorption such as TiO2 nanoparticle films [9] and MWCNTs [10] that offer a high surface area to volume ratio, which in turn leads to difficult desorption of trapped water molecules without external assistance. There are two approaches in tackling this problem: one being the careful planning and material selection, for finding material combinations that favor fast and repeatable absorption-desorption cycles, and the other incorporating an active element serving as heater [10], which assists in humidity desorption. Returning to our initial consideration for low-complexity, low-cost and mass production of a sensor, the incorporation of a heater does not converge with the original requirements, given the fact that it also requires active electronics for driving the heater.
Another consideration is the sensor readout, which can be either resistive or capacitive, meaning that variations in environmental relative humidity can be directly reflected to the terminal pads (as denoted in Figure 5) during the measurement of the corresponding electrical signal. Measuring electrical resistance implements fewer and simpler electronics, while for an accurate capacitance measurement more sophisticated electronics are required. Alternatively, the sensor can be incorporated in an antenna array, and its detuning can be matched with relative humidity, in a powerless RFID manner [11][12].
Material selection is of vital importance in sensor performance; conductive electrodes can be printed with Ag [11][13][14][15][16] or PEDOT:PSS [17] and flexible substrates utilized can be PI (Kapton) [10][14][15][18][19], PET [16][20][21][22], polyester-based [23][24], paper [12][17]; or rigid, such as glass [25] or ceramic [26]; this is directly correlated to the printing technique. A hybrid approach has been proposed by numerous research groups, where the conductive electrodes are not printed but traditionally patterned and the sensing layer is printed on top [19][26][27][28]. In this section we will group sensors in categories based on the substrate utilized, because in the bottom line it is that parameter which indicates the application range: paper cannot be heated above a certain temperature, prohibiting annealing of an active layer, while polyimide, provided by DuPont under its commercial line Kapton, is extensively utilized for development of flexible electronics and sensors, due to its high durability in harsh environments and its high glass transition temperature (as high as 400 °C [29]), allowing for a wide variety of printed materials. PET is widely used for its transparency, making it suitable for a variety of applications. It should be noted that some sensors presented herein utilize drop-cast or spin coating for material deposition. These deposition techniques can be directly replaced by a printing process; therefore the specific sensors are included in the review for highlighting the material selection of each work, all towards a fully additive manufacturing approach. In order to create comparison graphs from the data extracted of each source, WebPlotDigitizer has been used [30].
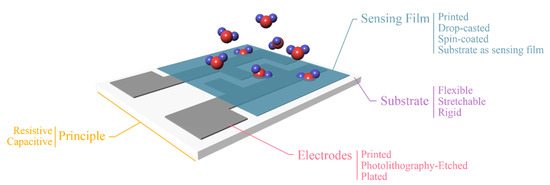
Figure 5. Various setups of partially of fully printed humidity sensors. Each category represents a subset of design considerations.
2.1. Resistive Printed Humidity Sensors
This section analyzes recent advances in resistive type humidity sensors fabricated with printing techniques; resistive output sensors provide a straightforward interface with measurement electronics. As mentioned above, they can either incorporate a set of electrodes and a sensing film deposited on top, or exploit the substrate’s electrical response to humidity variations for humidity detection. The analyzed papers are categorized based on the substrate utilized, e.g., Kapton, PET, and other substrates such as LiNbO3 and paper.
2.1.1. Kapton—Based Resistive Humidity Sensors
Zhang et al. [10] developed a MWCNT film with gravure printing on Kapton, with overlayed Ag screen printed electrodes, incorporating a back-plane Ag screen printed heater as well, for tackling the aforementioned hysteresis problem in the range of 30–60 %RH with a resistivity of 0.96%/% RH (12 to 17 kΩ increase for full working range); evolution of this research resulted in a wider range (10–90% RH) with a total resistance change of 40.0 ± 1.7% from 20 to 80% RH [13]. Jeong et al. [14] gravure printed Ag electrodes and drop-casted TiO2 nanoflowers as a sensing layer for achieving a sensitivity of 485.7 RH%−1 between 20 and 95 % RH (Figure 6a). Kim and Gong [15] fabricated gold electrodes by screen printing silver and electroless plating, followed by screen printing a novel photocured copolymer (MEPAB/CMDAB/MMA) for humidity sensing, offering great reliability with resistance to water, showing minimal change in behavior when soaked in water for up to 60 min (Figure 6b).
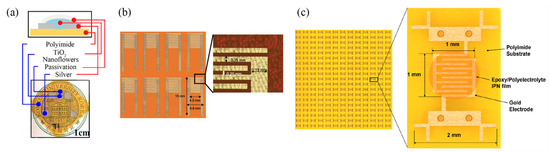
Figure 6. (a) A gravure-printed set of Ag electrodes with a drop-cased TiO2 nanoflower sensing film (reproduced with permission from [14] copyright 2019, Elsevier); (b) screen printing and electroless plating of electrodes on Kapton (reproduced with permission from [15] copyright 2012, The Royal Society of Chemistry); (c) screen-printable active film deposition of Au electrodes, on Kapton substrate (reproduced with permission from [18] copyright 2013, Elsevier).
Lim et al. [18] developed a screen-printable humidity sensing film consisting of two parts: a thermally curable epoxy resin and a photocurable polyelectrolyte. This combination (interpenetrating polymer network—IPN) is investigated for its adhesion to polyimide substrate, because sole polyelectrolyte humidity-sensitive films present poor anchoring to polyimide (Figure 6c). The following mechanism was exploited for humidity sensing in [19]: SnO2/rGO drop-casted films resistance presented an increase with relative humidity; it is known that rGO is a p-type nanomaterial, while adsorbed water molecules act as electron donors, therefore there are two mechanisms acting concurrently for resistance increase: decrease of hole concentration due to water molecules and swelling of rGO which in turn leads to higher interlayer resistance between SnO2 and rGO.
2.1.2. PET—Based Resistive Humidity Sensors
Ali et al. [20] proposed a graphene/methyl—red sensing layer over inkjet-printed Ag electrodes on PET substrate; the mechanism for humidity detection is described to depend on the graphene flake-to-flake electrical connection via methyl-red; water vapor absorption from methyl-red leads to better electrical connection, therefore the overall sensor resistance falls with higher humidity.
A humidity-sensitive carbon nanotube (CNT) film was deposited via gravure printing on a set of screen-printed Ag electrodes [16] for successfully measuring relative humidity in the range 20 to 80% RH. Gravure printing was also utilized for depositing a functionalized multi-walled carbon nanotube (FMWCNTs)/hydroxyethyl cellulose (HEC) composite onto screen printed electrodes [21] (Figure 7a). This composite relies on two mechanisms for enhanced sensor response: on the one hand FMWCNTs, demonstrating p-type semiconductor characteristics, exhibit an increase in resistance driven by transfer of more electrons, due to adsorption via physisorption. Additionally, FMWCNTs owning defective hydroxyl and carboxyl groups exhibit large hydrophilicity, enhancing interaction with water molecules, and therefore aiding to electron transfer (resistance increase). In parallel, HEC swells when exposed to humidity; therefore, the contact gap of FMWCNTs increases, further contributing to resistance increase. Zhang et al. [22] recently proposed a poly(3,4-ethylenedioxythiophene) (PEDOT)/reduced graphene oxide (rGO)/ Au NP modified with polyethyleneimine (PEI) ink for humidity sensing; high transparency, electrical performance and sensitivity were observed even after 200 bending cycles, while the sensor was capable of detecting variations in humidity in the range of 11–98% RH (Figure 7b).
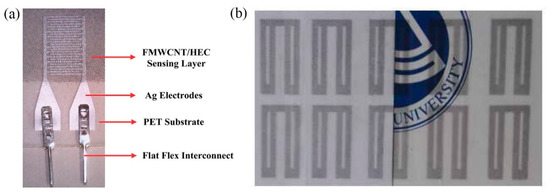
Figure 7. (a) FMWCNT/HEC on Ag electrodes (reproduced with permission from [21] copyright 2019, The Royal Society of Chemistry); (b) high-transparent PEDOT/rGO/PEI-Au NP printed geometry with good mechanical endurance (reproduced with permission from [22] copyright 2018, Elsevier).
2.1.3. Resistive Humidity Sensors on Other Substrates
Surface acoustic waves (SAW) have been proven to assist both absorption and desorption of sensors developed on piezoelectric substrate; more specifically, 1 kHz waves used with sensors developed on LiNbO3 substrate with different PEDOT: PSS-based sensing materials yielded good response for a wide range of relative humidity (0–90% RH) [27][28]. Paper-based resistive humidity sensors have also been recently presented; these devices utilize cellulose electrical properties modification by high water molecule absorption [12][17]; this approach provides a very cost-effective design guideline, where mass production of low-cost devices is enabled by simply patterning commercial paper with a conductive ink (Figures 8a,b). Additionally, a paper-based sensor consisting of inkjet-printed graphene oxide sensing on screen-printed graphene electrodes was demonstrated, with a response time of 6.5 and 2.4 s, respectively [31].
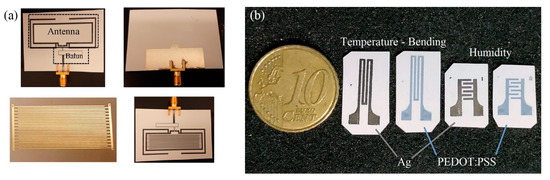
Figure 8. (a) Paper-based resistive humidity sensors: exploitation of substrate resistivity variations via antenna detuning for a passive RFID sensor node (reproduced with permission from [12] copyright 2016, MDPI AG); (b) PEDOT:PSS and Ag NP paper-based resistive humidity device on paper (reproduced with permission from [17] copyright 2020, Elsevier).
2.1.4. Resistive Humidity Sensors Comparison
For a comprehensive performance overview of the devices, the most crucial fabrication parameters alongside some performance characteristics are presented in Table 2.
Table 2. Comparison οf resistive humidity sensors.
|
Active Material |
Electrodes |
Substrate |
Range (%RH) |
Sensitivity 1 |
Ref. |
|
Gravure printed MWCNTs |
Screen-printed, Ag |
PI |
30–60 |
0.96%/% RH |
[10] |
|
Gravure printed MWCNTs |
Screen-printed, Ag |
PI |
10–90 |
– |
[13] |
|
Drop-cast TiO2 nanoflowers |
Gravure, Ag |
PI |
20–95 |
485.7/RH% |
[14] |
|
Screen-printed MEPAB/CMDAB/MMA copolymer |
Screen-printed, Ag/Au |
PI |
20–95 |
0.0586 logΩ/% RH |
[15] |
|
Screen-printed epoxy/IPN polyelectrolyte |
Chemical Etching–Plating (Ni/Au) |
PI |
20–95 |
0.046 logΩ/% RH |
[18] |
|
Drop-cast SnO2/rGO |
Chemical Etching–Plating (Cu/Ni) |
PI |
11–97 |
15.19–45.02% |
[19] |
|
Spin-coat PEDOT:PSS (15%) + PVA (SAW) |
Photolithography |
LiNbO3 |
0–80 |
350 Ω/% RH |
[27] |
|
Spin-coat PEDOT:PSS (5 wt%) + ZnSnO3 (5 wt%) |
Photolithography, Au |
LiNbO3 |
0–90 |
– |
[28] |
|
Screen-printed MDBBAC/MMA (70/30) Polyelectrolyte |
Screen-printed, Ag – Plating (Cu/Ni/Au) |
Glass Epoxy |
20–95 |
0.0349 logΩ/% RH |
[25] |
|
EHD Graphene/methyl-red |
Inkjet-printed, Ag |
PET |
5–95 |
96.36% |
[20] |
|
Drop-cast Pt/MoS2 (0.25:1) |
Photolithography, Au |
Ceramic |
35–85 |
~4000 times (85 % RH) |
[26] |
|
Gravure printed CNT |
Screen-printed, Ag |
PET |
20–80 |
0.1%/% RH |
[16] |
|
Screen-printed TiO2-Cu2O-Na2O |
Screen-printed, Pt |
Al2O3 |
20–95 |
– |
[32] |
|
Inkjet-printed PANI |
– |
Polyester |
20–95 |
– |
[23] |
|
Micro-pipette deposited Nafion |
Screen-printed Ag on screen-printed PU |
Polyester Cotton Fabric |
30–90 |
– |
[24] |
|
Gravure printed FMWCNT/HEC (1:6 w/w) |
Screen-printed, Ag |
PET |
20–80 |
0.048/% RH |
[21] |
|
Inkjet-printed PEDOT:rGO-PEI/Au NPs |
– |
PET |
11–98 |
7.41–51.60% |
[22] |
|
Spin-coated Fe2O3 |
Inkjet-printed, Ag |
PET |
0–100 |
~88.89% |
[33] |
|
Substrate |
Inkjet-printed, Ag |
Paper |
18–88 |
– |
[12] |
|
Substrate |
Inkjet-printed Ag & PEDOT: PSS |
Paper |
0–85 |
0.0492 & 0.0551 logΩ/% RH |
[17] |
1 as reported. Some reports provide only a percentage which corresponds to total change for the full range, e.g., total change in resistance from 20 to 80% RH (min—max change).
Figure 9 presents both absolute and relative resistance change (% response) for groups of devices from Table 2; the information has been divided into three parts for representation clarity.
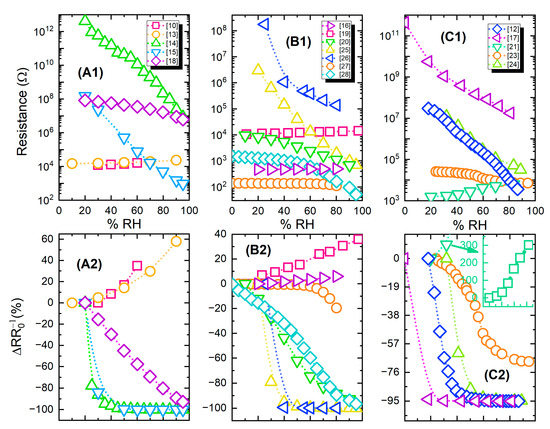
Figure 9. (A1–C1); Resistive humidity sensors response (resistance value) for different relative humidity levels; (A2–C2) relative percentage change for the same sensors. The graphs share the same legends and X axes per vertical couple, i.e., A1 & A2 have the same legend.
This entry is adapted from the peer-reviewed paper 10.3390/s21030739
References
- Farahani, H.; Wagiran, R.; Hamidon, M.N. Humidity Sensors Principle, Mechanism, and Fabrication Technologies: A Comprehensive Review. Sensors 2014, 14, 7881–7939, doi:10.3390/s140507881.
- Kuzubasoglu, B.A.; Bahadir, S.K. Flexible temperature sensors: A review. Actuators A Phys. 2020, 315, 112282, doi:10.1016/j.sna.2020.112282.
- Amjadi, M.; Kyung, K.-U.; Park, I.; Sitti, M. Stretchable, Skin-Mountable, and Wearable Strain Sensors and Their Potential Applications: A Review. Funct. Mater. 2016, 26, 1678–1698, doi:10.1002/adfm.201504755.
- Cui, Z. Printed Electronics: Materials, Technologies and Applications; John Wiley & Sons Singapore Pte. Ltd.: Singapore, 2016; ISBN 978-1-118-92095-4.
- Suganuma, K. Introduction to Printed Electronics. In Springer Briefs in Electrical and Computer Engineering; Springer New York: New York, NY, USA, 2014; Volume 74; ISBN 978-1-4614-9624-3.
- Lupo, D.; Ranfeld, C. OE-A Roadmap for Organic and Printed Electronics Applications. In Applications of Organic and Printed Electronics; Springer, Boston, MA, USA,
- Martín-Martín, A.; Orduna-Malea, E.; Thelwall, M.; López-Cózar, E.D. Google Scholar, Web of Science, and Scopus: A systematic comparison of citations in 252 subject categories. Inf. 2018, 12, 1160–1177, doi:10.1016/j.joi.2018.09.002.
- Chansin, G. Printed and Flexible Sensors 2015–2025: Technologies, Players, Forecasts. Rep. 2015, https://www.idtechex.com/en/research-report/printed-and-flexible-sensors-2015-2025-technologies-players-forecasts/428 (accessed on 26th December 2020).
- Dubourg, G.; Segkos, A.; Katona, J.; Radović, M.; Savić, S.; Niarchos, G.; Tsamis, C.; Crnojevic-Bengin, V. Fabrication and Characterization of Flexible and Miniaturized Humidity Sensors Using Screen-Printed TiO2 Nanoparticles as Sensitive Layer. Sensors 2017, 17, 1854, doi:10.3390/s17081854.
- Zhang, X.; Turkani, V.S.; Hajian, S.; Bose, A.K.; Maddipatla, D.; Hanson, A.J.; Narakathu, B.B.; Atashbar, M.Z. Novel Printed Carbon Nanotubes Based Resistive Humidity Sensors. In Proceedings of the 2019 IEEE International Conference on Flexible and Printable Sensors and Systems (FLEPS), Glasgow, Scotland, 8th July 2019; pp. 1–3.
- Virtanen, J.; Ukkonen, L.; Bjorninen, T.; Sydanheimo, L. Printed humidity sensor for UHF RFID systems. In Proceedings of the 2010 IEEE Sensors Applications Symposium (SAS), Limerick, Ireland,23–25 February 2010; pp. 269–272.
- Quddious, A.; Yang, S.; Khan, M.M.; Tahir, F.A.; Shamim, A.; Salama, K.N.; Cheema, H.M. Disposable, Paper-Based, Inkjet-Printed Humidity and H2S Gas Sensor for Passive Sensing Applications. Sensors 2016, 16, 2073, doi:10.3390/s16122073.
- Zhang, X.; Maddipatla, D.; Bose, A.K.; Hajian, S.; Narakathu, B.B.; Williams, J.D.; Mitchell, M.F.; Atashbar, M. Printed Carbon Nanotubes-Based Flexible Resistive Humidity Sensor. IEEE Sens. J. 2020, 20, 12592–12601, doi:10.1109/jsen.2020.3002951.
- Jeong, H.; Noh, Y.; Lee, D. Highly stable and sensitive resistive flexible humidity sensors by means of roll-to-roll printed electrodes and flower-like TiO2 Ceram. Int. 2019, 45, 985–992, doi:10.1016/j.ceramint.2018.09.276.
- Kim, M.-J.; Gong, M.-S. Water-resistive humidity sensor prepared by printing process using polyelectrolyte ink derived from new monomer. Analyst 2012, 137, 1487–1494, doi:10.1039/c2an15800k.
- Turkani, V.S.; Narakathu, B.B.; Maddipatla, D.; Bazuin, B.J.; Atashbar, M.Z. P1FW.5—A Fully Printed CNT Based Humidity Sensor on Flexible PET Substrate. Proceedings IMCS 2018 2018, 519–520.
- Barmpakos, D.; Tsamis, C.; Kaltsas, G. Multi-parameter paper sensor fabricated by inkjet-printed silver nanoparticle ink and PEDOT:PSS. Eng. 2020, 225, 111266, doi:10.1016/j.mee.2020.111266.
- Lim, D.-I.; Cha, J.-R.; Gong, M.-S. Preparation of flexible resistive micro-humidity sensors and their humidity-sensing properties. Actuators B Chem. 2013, 183, 574–582, doi:10.1016/j.snb.2013.04.031.
- Zhang, D.; Chang, H.; Liu, R. Humidity-Sensing Properties of One-Step Hydrothermally Synthesized Tin Dioxide-Decorated Graphene Nanocomposite on Polyimide Substrate. Electron. Mater. 2016, 45, 4275–4281, doi:10.1007/s11664-016-4630-2.
- Ali, S.; Hassan, A.; Hassan, G.; Bae, J.; Lee, C.H. All-printed humidity sensor based on graphene/methyl-red composite with high sensitivity. Carbon 2016, 105, 23–32, doi:10.1016/j.carbon.2016.04.013.
- Turkani, V.S.; Maddipatla, D.; Narakathu, B.B.; Saeed, T.S.; Obare, S.O.; Bazuin, B.J.; Atashbar, M.Z. A highly sensitive printed humidity sensor based on a functionalized MWCNT/HEC composite for flexible electronics application. Nanoscale Adv. 2019, 1, 2311–2322, doi:10.1039/c9na00179d.
- Zhang, R.; Peng, B.; Yuan, Y. Flexible printed humidity sensor based on poly(3,4-ethylenedioxythiophene)/reduced graphene oxide/Au nanoparticles with high performance. Sci. Technol. 2018, 168, 118–125, doi:10.1016/j.compscitech.2018.09.013.
- Kulkarni, M.; Apte, S.K.; Naik, S.D.; Ambekar, J.D.; Kale, B.B. Ink-jet printed conducting polyaniline based flexible humidity sensor. Actuators B Chem. 2013, 178, 140–143, doi:10.1016/j.snb.2012.12.046.
- Kutzner, C.; Lucklum, R.; Torah, R.; Beeby, S.; Tudor, J. Novel screen printed humidity sensor on textiles for smart textile applications. In Proceedings of the 2013 Transducers & Eurosensors XXVII: The 17th International Conference on Solid-State Sensors, Actuators and Microsystems (TRANSDUCERS & EUROSENSORS XXVII, Barcelona, Spain, 16–20 June 2013; pp. 282–285.
- Ahn, H.Y.; Kim, J.-G.; Gong, M.-S. Preparation of flexible resistive humidity sensors with different electrode gaps by screen printing and their humidity-sensing properties. Res. 2012, 20, 174–180, doi:10.1007/s13233-012-0085-3.
- Burman, D.; Santra, S.; Pramanik, P.; Guha, P.K. Pt decorated MoS2 nanoflakes for ultrasensitive resistive humidity sensor. Nanotechnology 2018, 29, 115504, doi:10.1088/1361-6528/aaa79d.
- Choi, K.H.; Sajid, M.; Aziz, S.; Yang, B.-S. Wide range high speed relative humidity sensor based on PEDOT:PSS–PVA composite on an IDT printed on piezoelectric substrate. Actuators A. Phys. 2015, 228, 40–49, doi:10.1016/j.sna.2015.03.003.
- Aziz, S.; Chang, D.E.; Doh, Y.H.; Kang, C.U.; Choi, K.H. Humidity Sensor Based on PEDOT:PSS and Zinc Stannate Nano-composite. Electron. Mater. 2015, 44, 3992–3999, doi:10.1007/s11664-015-3914-2.
- Kapton HN Polyimide Film Datasheet. Available online: https://docs.rs-online.com/c6e2/0900766b80659d8c.pdf (accessed on 20 December 2020).
- Rohatgi, A. WebPlotDigitizer 4.4, Available online: https://automeris.io/WebPlotDigitizer/ (accessed on 20 December 2020).
- Ding, H.; He, P.; Yang, J.; Liu, C.; Zhao, H.; Derby, B. Water-based highly conductive graphene inks for fully printed humidity sensors. Phys. D. Appl. Phys. 2020, 53, 455304, doi:10.1088/1361-6463/aba78a.
- Kim, D.-U.; Gong, M.-S. Thick films of copper-titanate resistive humidity sensor. Actuators B Chem. 2005, 110, 321–326, doi:10.1016/j.snb.2005.02.010.
- Khan, M.U.; Hassan, G.; Awais, M.; Bae, J. All printed full range humidity sensor based on Fe2O3. Actuators A Phys. 2020, 311, 112072, doi:10.1016/j.sna.2020.112072.