Ultra-high-performance concrete (UHPC) is defined as a type of concrete that exhibits compressive strength greater than 120 MPa, a nominal maximum aggregate size of less than 5 mm, and flowability between 200 mm and 250 mm. UHPC exhibits a tensile strength greater than 5 MPa. According to the Federal Highway Administration (FHWA), USA, UHPC is characterized by the use of a combination of Portland cement and supplementary cementitious materials, an optimised gradation of granular materials, a high volume of discontinuous internal fibres, and a low water-to-cementitious materials ratio of less than 0.25. The microstructure of UHPC is characterized irregular pores, which control liquid evaporation and enhance durability in comparison to conventional and high-performance concretes.
1. Introduction
The development of UHPC can be traced back to the early 1980s [
3]. After decades of research, UHPC has emerged as a highly innovative product in the field of concrete technology, distinguished by its exceptional mechanical properties and superior durability. The service life of reinforced concrete structures is largely dependent on the durability of the concrete, and the excellent durability properties of UHPC can lead to a significant increase in service life, thus reducing maintenance costs.
In addition to its durability properties, UHPC also exhibits high flowability, allowing it to meet a wide range of structural requirements. UHPC has also been reported to possess high impermeability against carbon dioxide, chlorides, and sulphates [
4]. The inclusion of steel fibres in the mix design of UHPC can further enhance its compressive and tensile strength, which can exceed 150 MPa and 20 MPa, respectively [
5]. The ductility and energy absorption capacity of UHPC, due to the presence of steel fibres, are typically 300-times greater than that of high-performance concrete [
6].
Workability, compressive strength, durability and economy are the key factors and priorities of conventional concrete (CC) based on the ACI mixture design method [
7]. Portland cement (PC) is the main ingredient in the production of UHPC as a cementitious binder, accompanied by other supplementary cementitious materials (SCM); in most cases, silica fume (SF) is used as an SCM [
8]. Mechanical consistency, maximum particle packing density and the lowest number of defects are the fundamental basis for the production of UHPC, considering both micro and macro characteristics of the design mix materials [
9,
10,
11]. In addition to the micro and macro properties of the design mix materials, it is also crucial to consider the physical and chemical properties of the materials [
11]. To produce UHPC with durable, viable, economical and excellent mechanical properties, it is crucial to develop scientifically efficient mix design methods [
7].
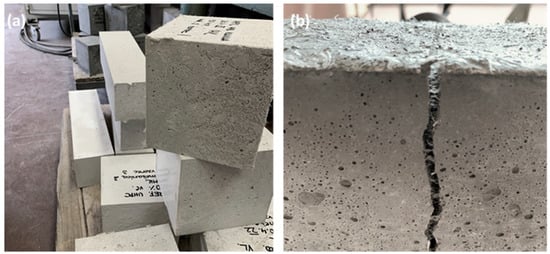
Nonetheless, there are some disadvantages associated with UHPC, particularly concerning shrinkage and cracking during the early stages of concreting due to autogenous and drying shrinkage. Consequently, there has been limited research conducted on the long-term behaviour of this concrete. Additionally, UHPC is more costly than normal concrete, raising concerns about its viability when unconventional concrete can economically meet design requirements. The primary limitation to the broader utilization of UHPC is the high cost of several expensive raw materials in the mix [
6].
Nowadays, the UHPC mixture is mixed, cast and vibrated like conventional concrete. The production procedural steps are as follows [
10,
18]:
-
Mixing of all dry materials for about 10 min.
-
Add water and superplasticizer into dry mixture and mix for approximately 5–10 min.
-
Fibres are added if required.
-
Finish the mixing when mixture shows enough flowability for good workability and sufficient viscosity.
The mixing procedure for UHPC appears to take a longer time than that for conventional concrete and consumes more energy. Due to the absence of coarse aggregates and the low W/B ratio, a specific sequence needs to be followed to prevent the UHPC mixture from overheating [
79].
Table 1 represents the different compositions of UHPC mixtures, including the quantity of cement utilised in producing one cubic meter of UHPC, along with the fibre type and percentage.
Table 1. Typical composition of UHPC.
| Composition |
Sequence |
Type of Fibre |
Length and Diameter |
Amount of Fibres
Vol. % or kg/m3 |
Cement
kg/m3 |
Ref. |
| PC + SF + Q |
|
Steel Fibre |
13 mm × 0.16 mm ∅
6 mm × 0.16 mm ∅ |
2–2.5 |
788 |
[16] |
| PC + FA + SF |
|
Steel Fibre |
13 mm × 0.20 mm ∅ |
1–3 |
642–662 |
[80] |
| PC + FS+ SF |
|
Steel Fibre |
|
0–2 |
712 |
[16] |
| PC + SF + FA |
|
Steel Fibre |
20 mm × 0.20 mm ∅
25 mm × 0.30 mm ∅ |
1 |
360–900 |
[16] |
| PC + FA + GGBS |
|
Steel Fibre |
|
0 |
582.1–896.3 |
[81] |
| PC + SF + QP |
|
Glass Fibre |
6 mm × 0.015 mm ∅ |
12 * |
750 |
[82] |
| PC + SF + UFSP |
|
Polypropylene |
12 mm × 0.050 mm ∅ |
0–78 |
737–1005 |
[83] |
| PC + MK + NMK |
|
|
|
|
720–800 |
[16] |
| PC + MK+ FA |
|
|
|
|
482 |
[84] |
| PC + MK + LS |
|
|
|
|
608 |
[84] |
| PC + GGBS + QP + FS |
GGBS 30% |
Steel Fibre |
13 mm × 0.20 mm ∅ |
2 |
630 |
[85] |
| PC + GGBS + QP + FS |
GGBS 40% |
Steel Fibre |
|
2 |
540 |
[85] |
| PC + GGBS + QP + FS |
GGBS 50% |
Steel Fibre |
|
2 |
450 |
[85] |
| PC + FA + QP + SF |
FA 20% |
Steel Fibre |
|
2 |
720 |
[85] |
| PC + FA + QP + SF |
FA 25% |
Steel Fibre |
|
2 |
675 |
[85] |
| PC + FA + QP + SF |
FA 50% |
Steel Fibre |
|
2 |
630 |
[85] |
| PC + MK + SF |
MK 15% |
Steel Fibre |
|
2 |
765 |
[85] |
| PC + MK + SF |
MK 20% |
Steel Fibre |
|
2 |
720 |
[85] |
| PC + MK + SF |
MK 25% |
Steel Fibre |
|
2 |
675 |
[85] |
| PC + SF |
|
Metal fibre |
13 mm × 160 μm ∅ |
138 * |
691 |
[86] |
| PC + MK |
|
Metal fibre |
|
138 * |
691 |
[86] |
| PC + FA + SF |
|
Straight steel fibre |
13 mm × 0.20 mm ∅ |
156 * |
754 |
[87] |
| PC + FA + SF + MK |
|
|
|
156 * |
754 |
[87] |
| PC + FA + MK |
|
|
|
156 * |
754 |
[87] |
| PC + SF + QS |
|
Basalt Fibre |
12 mm × 15 μm ∅ |
0, 0.5, 1.0, 2.5 |
706 |
[88] |
| PC + SF + QP + QS |
|
Basalt Fibre |
12 mm × 18 μm ∅ |
6 * |
876 |
[89] |
| PC + GP + SF + WG |
|
Basalt Fibre |
24 mm × 16 + 0.2 μm ∅ |
8.1 * |
720–400 |
[90] |
This entry is adapted from the peer-reviewed paper 10.3390/buildings14020382