Your browser does not fully support modern features. Please upgrade for a smoother experience.
Please note this is an old version of this entry, which may differ significantly from the current revision.
Concrete and ceramic products are among the most widely used materials in the construction sector. Ceramic waste (CW) can be successfully employed as a precursor in alkali-activated (AA) cements, particularly in the context of prefabricated products where thermal curing is a prevalent procedure. When enhanced mechanical strength is requisite, it is feasible to attain improvements by employing hybrid systems or by combining CW with other precursors, such as blast furnace slag.
- ceramic waste
- sustainable construction materials
- alkali activation
1. AA Cement Using Only Ceramic Precursors
This section reviews the main research works that employed BCW, TCW or CSW as the only precursor in AA cements. BCW was the most commonly used CW in these AA systems. Its main oxides are SiO2 and Al2O3, with about 50–65% and 16–20%, respectively. This CW type may be activated with only NaOH or KOH [1][2] or with combinations of these and other activators, such as sodium silicate (SS) [3][4]. BCW can be obtained from the production industry (discarded commercial pieces or residual dust) or from CDW. Komnistsas et al. [2] separated three different CDW fractions (concrete, tiles and bricks), which were activated with NaOH/SS solutions by varying both NaOH molarity and curing temperatures. The fact that the samples developed using BCW or TCW as a precursor behaved better than those made with the concrete fraction was attributed to the bigger amounts of SiO2 and Al2O3 in CW, which enhanced geopolymeric reactions. The BCW pastes gave 45.9 MPa after being activated with 8 M NaOH solutions and cured for 7 days at 90 °C. Those developed by activating TCW with 10 M NaOH solutions gave 57.8 MPa when cured at 80 °C for the same period. Only 13 MPa was achieved after activating the concrete fraction with 14 M NaOH solutions after a 7-day curing period at 90 °C.
Bumanis and Vaičiukynienè [1] compared BCW activation to that of raw illitic clay calcined at three different temperatures: 700 °C, 750 °C and 800 °C. These authors used 6 M and 7 M NaOH solutions, and the AA solution content introduced into the mixture was determined by materials’ fineness (smaller amounts with coarser fractions). Some samples were cured at 80 °C for 24 h and then tested under compressive strength, while others followed additional curing and were stored at room temperature at two different degrees of relative humidity: 50% and 95% RH. The main conclusion was that the BCW samples provided the highest compressive strength, and strength values hardly varied after the first 24 curing hours (16 MPa). Samples made with BCW mixtures exhibit faster strength development compared to those made with clay mixtures. The presence of zeolites and hydrosodalite was detected in BCW samples. Additionally, SEM images demonstrated that the BCW-activated samples had a higher density than the clay-activated samples. Regarding the original clay’s reactivity, the optimal sintering temperature was 700 °C, which gave 5 MPa after the first 24 curing hours. This strength improved with curing time and reached 16 MPa after 28 days at 20 °C and 95% RH. Better mechanical strengths (about 10 MPa higher) were obtained when using 7 M than 6 M NaOH solutions.
An interesting option explored by Fort et al. [3] was to use the powder that derives from grinding thermal insulating bricks because this material does not need any treatment but only a sieving process to separate larger particles. The authors activated this powder with mixtures of NaOH/SS and different amounts of water. The paste prepared with the lowest concentrations of activators and the largest amount of water obtained 41.9 MPa and 11.9 MPa of compressive strength and bending strength, respectively, after 28 curing days. However, that mixed with the highest concentration of activators and the smallest quantity of water, respectively, gave only 10.3 MPa and 1.2 MPa. The microstructural studies of the activated pastes showed more macropores with smaller amounts of water. Additionally, some crystalline phases identified in the original material (i.e., quartz, muscovite and albite) remained in the activated pastes, which also contained 40–45% amorphous phases.
Scheinherrová et al. [4] studied the carbonation process in mixtures developed by AA with NaOH/SS solutions of powder waste obtained from cutting bricks (BCW). The quantities of BCW, SS and water remained constant and the NaOH concentration varied. This gave SiO2/Na2O ratios (Ms) of 0.8, 1.0, 1.2 and 1.4 (referenced as A, B, C, D, respectively). The authors compared the behavior of air-exposed mixtures cured at 20 °C to others exposed to accelerated carbonation (20% CO2 and 85% RH for 10 months) after being cured at 60 °C for 6 days (85% RH) and also at 20 °C for 21 days. Some efflorescence arose in mixture A (SiO2/Na2O ratio of 0.8) when cured at different temperatures and exposed to air, which was attributed to excess alkalis. As reported in Figure 1, in the samples cured at 20 °C, the compressive strength values generally improved with the Ms ratio and reached a maximum of 38.5 MPa for the 1.2 samples. This behavior was attributed to a uniform microstructure due to the partial dissolution of the precursor. Conversely, curing at 60 °C positively influenced the strength of the samples developed with lower SiO2/Na2O ratios (A and B) but negatively affected that of the pastes prepared with higher ratios (C and D). Consequently, the authors concluded that the Ms modulus had a stronger influence on the mechanical properties than the curing temperature. When exposed to accelerated carbonation, the main identified phases were calcite and vaterite, whose formation enhanced mortars’ compressive strength. This improvement was more significant in the samples cured at 60 °C than in those cured at 20 °C, which was attributed to a reduction of porosity due to CaCO3 crystallization. Unlike PC carbonation, however, where formed carbonates are generally insoluble, the authors stated that this improved strength in geopolymers may be temporary because the formed carbonates are soluble.
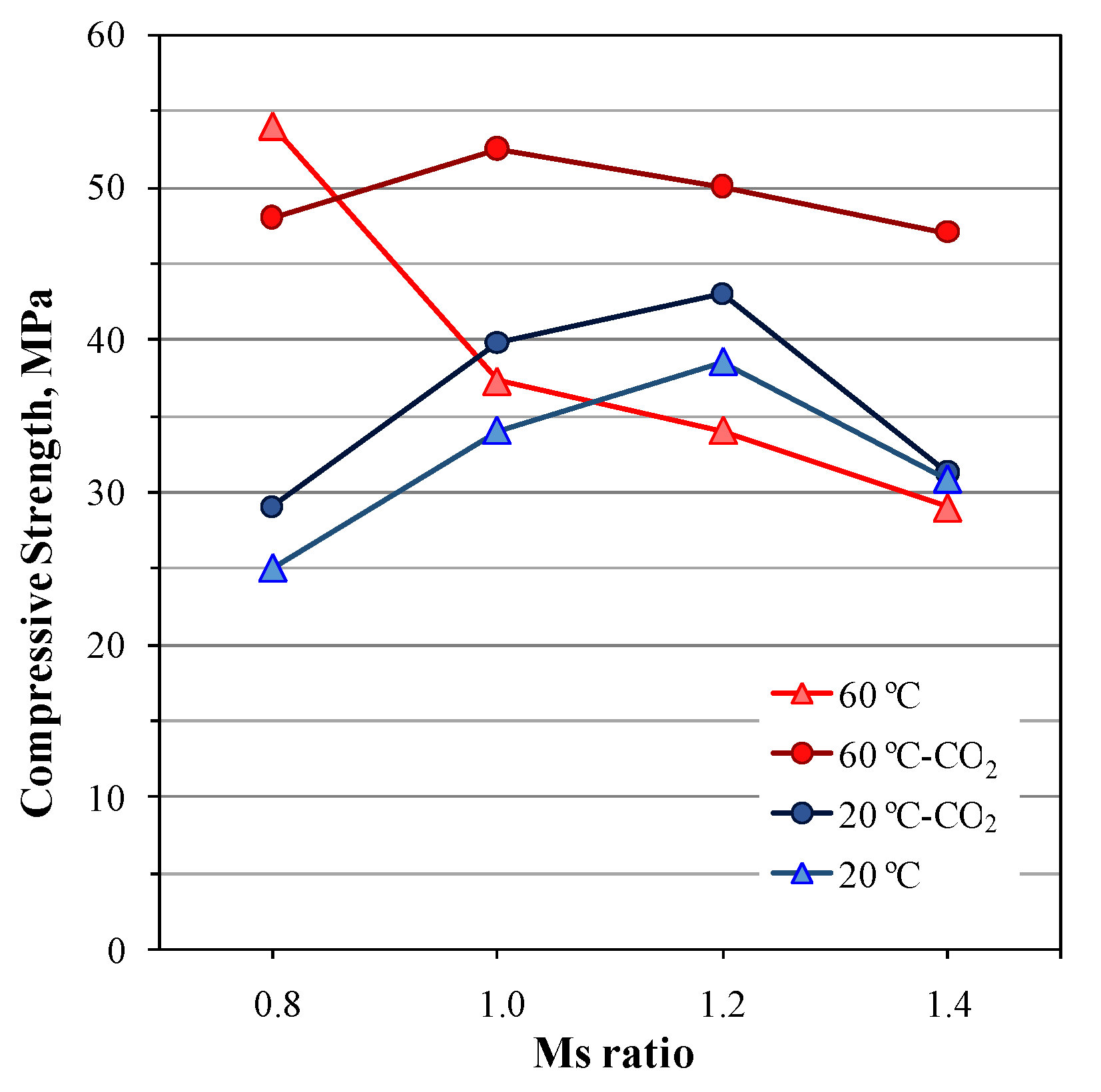
Figure 1. Compressive strength of the pastes cured at different temperatures and exposed to air atmosphere and to accelerated carbonation. Adapted from Scheinherrová et al. [4].
Pommer et al. [5] also studied the behavior of waste obtained from grinding red-clay brick blocks as a precursor in AA NaOH/SS mortars. They compared four different fractions (<125 µm, <500 µm, <1 mm and unsorted) and reported similar compressive strength values for smaller particle sizes, which released more heat (determined by isothermal calorimetry analysis) when dissolved in the activating solution. The authors noticed that removing particles larger than 0.5 mm improved the reactivity of the precursor, which was attributed to the larger surface specific area of the smaller particles. The coarse particles were less active in the geopolymeric reaction and resulted in mixtures with higher porosity. All the precursors exhibited a nearly equal polycondensation heat flow after their dissolution. The microstructural analyses showed that the crystalline products of the original waste were partially dissolved during the geopolymerization reaction. Hence, the percentage of amorphous phases in BCW (37%) rose to 56% when alkali-activated, and the binding matrix was composed of a mixture of N-A-S-H and C-A-S-H gels.
Gado et al. [6] studied the influence of SiO2/Na2O (0.5–2.5), H2O/Na2O (10–20) and liquid/solid ratios (0.25–0.40) on the properties of the pastes developed using BCW as a precursor and NaOH/SS as activators. BCW particles were milled for 1 h. Setting times were longer for lower SiO2/Na2O and H2O/Na2O ratios or a higher liquid/solid ratio. The variations in workability, viscosity or the degree of geopolymerization reactions also influenced the setting time. In relation to the properties in the hardened state, variation in compressive strengths, water absorption, apparent porosity and bulk density were analyzed. The authors concluded that the optimal SiO2/Na2O, H2O/Na2O and liquid/solid ratios were 1.25, 12.5 and 0.25, respectively. After 28 curing days, this combination provided compressive strength of 37.5 MPa, a bulk density of approximately 2.1 g/cm3, an apparent density below 30% and a water absorption percentage of around 15%.
Reig et al. have published several articles using different CW types [7][8][9][10]. Their first work studied BCW employed as a precursor [7] and investigated the influence of the sodium concentration, the SiO2/Na2O ratio and the water/binder ratio on mortars cured for 3 and 7 days at 65 °C. BCW was crushed below 4 mm and then milled for 40 min in a ball mill. When activating BCW only with NaOH (2–5–7–10 mol.kg−1), an optimum sodium concentration of 5 mol.kg−1 was obtained, which provided 15 MPa under compression after 7 curing days. These authors concluded that excess sodium may cause carbonate salt formation. In a second stage of the study, the influence of the SiO2/Na2O ratio (0.75–1.46–1.6) was analyzed and the Na+ concentration of 5 mol.kg−1 remained constant. Although SiO2/Na2O ratios higher than 1.6 could not be used because instant setting occurred, adding SS to the activating solution allowed compressive strength to increase up to 24 MPa. Next, the influence of the Na+ concentration (5–6–7–8–9 mol.kg−1) was once again studied by keeping the SiO2/Na2O ratio constant at 1.6. The best results (close to 28 MPa) in this study stage were recorded with 6 and 7 mols of Na+ per kg of solvent. The water/binder ratio, a dominant parameter, then lowered, and the activator/binder and SiO2/Na2O ratios remained constant. This further improved the compressive strength values insofar as the mortars prepared with a water/binder ratio of 0.35, a sodium concentration of 9 mol.kg−1 and an SiO2/Na2O ratio of 1.6 gave more than 40 MPa after 7 curing days at 65 °C.
In a later study [9], these authors compared the use of BCW as a precursor to that of CW obtained from porcelain stoneware tiles (a specific TCW type). The chemical analyses revealed that the employed TCW contained small amounts of CaO, which meant having to add an extra source of calcium to these mixes (2 wt.% of the TCW was replaced with Ca(OH)2). Following the aforementioned process in [7], the developed mortars were cured at 65 °C for 7 days. The study allowed the authors to conclude that both CW types behaved differently insofar as the TCW mortar required a lower water/binder ratio and provided better results for a higher Na+ concentration. A compressive strength of 30 MPa was obtained by the TCW mortar when activated with a water/binder ratio of 0.35, 9 mol.kg−1 of sodium and an SiO2/Na2O ratio of 1.6.
Tuyan et al. [11] also studied the influence of Na2O addition, the SiO2/Na2O ratio and the water/binder ratio when using BCW as a precursor and reported similar conclusions to those of Reig et. al. [7]. The authors analyzed the influence of 4–10% Na2O (% per binder weight) and observed improved compressive strength from the 6% additions, plus minor variations with larger quantities of sodium. The highest mechanical resistance was obtained in the mortars developed with an optimum SiO2/Na2O ratio of 1.6 and 10% Na2O after being cured for 5 days at 90 °C at 40% RH. This was attributed to the denser microstructure and reduced porosity of the binder formed.
In the study by Zhang et al. [12], the mechanisms of reaction were investigated by FTIR and XRD when activating BCW with a mixture of NaOH/SS. The authors observed that the kaolinite, muscovite and illite identified in raw material participated in the activation process, while other minerals like quartz were not involved in reactions. The high curing temperature enhanced the activation of the reaction, which was divided into three stages: dissolution, precipitation and condensation. The Si-O and Al-O groups from the BCW reacted with the Si-O supplied by the alkaline solution to form a new aluminosilicate. These authors also observed that the solution’s excessive alkalinity could lead the dissolution and precipitation reactions to overlap.
Pasupathy et al. [13] published a research work on the development of a foam concrete employing BCW as a precursor, NaOH/SS as an activator and aluminum powder as an aerated agent. Samples were activated with different proportions of NaOH and SS and were cured for 7 days at 80 °C, which resulted in density values below 900 kg/m3. The lowest compressive strength (0.7 MPa) and thermal conductivity (0.225 W/m·K) values were recorded for the mixture prepared without NaOH, while these properties respectively rose to 2.42 MPa and 0.28 W/m·K when using the highest NaOH and SS contents.
Sassoni et al. [14] studied the possibility of utilizing BCW geopolymeric mixtures for masonry repointing. In culture heritage applications, properties like open porosity, pore size distribution or water vapor permeability are important. The authors compared these properties among the AA BCWs with different proportions of SS, NaOH, water and sodium aluminate. The influence of five different formulations (SiO2/Al2O3 ratios between 1.4 and 0.4) was investigated on the AA BCW samples by comparing their behavior at room temperature and 50 °C. The main conclusions were that open porosity decreased when lowering the SiO2/Al2O3 ratio because larger amounts of sodium aluminate progressively densified the binding matrix. The water absorption of all the AA BCW samples was approximately 30%, which was slightly higher than that commonly presented by other traditional mixtures like lime or lime/pozzolan (<22%).
The AA foamed mixtures investigated by Horvat and Ducman [15] were made using CW from the production of ceramic fuses as a precursor. After analyzing the influence of different proportions of NaOH/SS and aerated agents, the authors found that the optimum results to aerate samples (2.8 MPa compressive strength and density of 0.7 kg/L) when employing aluminum were obtained with 0.1% of this agent and 1% sodium dodecyl sulfate (SDS). Although similar density values were obtained in the mixtures made with hydrogen peroxide and sodium perborate, 4.6 MPa under compression was recorded when combining 1% hydrogen peroxide and 0.1% SDS and 5.1 MPa for the samples made with 0.6% sodium perborate and SDS.
In the study by Keppert et al. [16], two different industrial CW dust types, obtained during the calibration processes of brick blocks, were used as a precursor in geopolymeric mixtures. Both the CW types came from two different factories and were employed as received. This implies that they were not milled, and the only applied process was sieving to remove particles bigger than 1 mm. These CW materials were activated with different SS/NaOH proportions and samples were cured at room temperature. This research work is very interesting because both precursors had many crystalline phases, and amorphous content was only 27.8% in the CW called H and 47% in that named L. Regarding oxide content, both residues exhibited similarities in the amounts of SiO2, Al2O3 and Fe2O3, with SiO2 being the predominant oxide (58.8% and 49.9% for H and L, respectively). The main difference was in the CaO content, which was significantly higher in the L waste (15.4%) in comparison to the H waste (6.9%). The two CW types had quartz, mullite, illite, microcline or muscovite. The L CW also contained portlandite and calcite, whose presence promoted C-S-H formation in the activated pastes. The results revealed that some crystalline phases were dissolved by the alkaline environment, while others remained stable and acted as fillers in the geopolymeric matrix. The obtained compressive and bending strength values fell within the 22.3–38.8 MPa and 4.1–9.5 MPa ranges, respectively. In a later study, Keppert et al. [17] analyzed the activation of a similar CW, which contained 37.4% amorphous phases and 15.2% CaO. These mixtures were activated with a set amount of SS and varying quantities of NaOH, which gave SiO2/Na2O ratios within the 0.8–1.5 range. Samples were cured at 60 °C and at ambient temperature. The best compressive strength results were obtained with a SiO2/Na2O ratio of 1.0, and lower values were recorded for the 1.5 mixture. Curing at high temperature only enhanced the strength of the mixtures prepared with the highest SiO2/Na2O ratio, while that of the 1.0 and 0.8 mixtures even decreased, which was attributed to crystallization of muscovite with thermal curing. The main reaction products were C-A-S-H and N-A-S-H gels.
Mendes et al. [18] activated clay CW by a different dosing system, in which the quantity of waste, NaOH and SS varied to complete 100 wt.% of paste. The optimum mixture contained 15% NaOH, 22.5% SS and 62.5% clay CW and provided a compressive strength of 16 MPa after 28 curing days at ambient temperature (precured at 45 °C for 72 h). They studied the possibility of enhancing the system’s mechanical properties by adding fiberglass. They observed that pastes’ strength improved by 35% when 0.1 mass % of fiberglass was added. After 133 curing days, however, compressive strength diminished, which was attributed to the degradation of the fibers inside the alkaline binding matrix.
A few articles have employed TCW as the only precursor in AA cements. Amin et al. [19] used a powder captured from cyclones during ceramic tile production. This powder was calcined at 800 °C for 2 h, which led to the transformation of kaolin into MK. Bricks were produced by mixing this calcined powder with NaOH, water and different proportions of slaked lime. The optimum results were obtained by combining 1% NaOH, 10% lime and 38% water, which gave a compressive strength of 9 MPa after 28 curing days at room temperature. The authors observed that curing at high temperatures was detrimental to compressive strength.
Reig et al. [10] combined the use of TCW powder as both a precursor (TCWP) and an aggregate (TCWA) in geopolymeric systems. The influence of different aggregate types was investigated: siliceous, calcareous, obtained from CSW waste (CSWA) and from red clay bricks (BCWA). As the siliceous and calcareous sands had particle sizes below 2 mm and 4 mm, respectively, the CW aggregates were prepared with two different particle size distributions: below 2 and 4 mm. All the aggregates were physically characterized. The relative density of the dry particles varied between 2.23 g/m3 (BCWA2) and 2.73 g/m3 (natural limestone). The water absorption values also varied within a wide range from 1.58 wt.% for CSWA2 to 11.64 wt.% for BCWA2. TCW was first used only as a precursor (TCWP), and mortars were prepared with natural siliceous and calcareous aggregates. TCW was AA with a NaOH/SS solution prepared with 10 mol/kg of sodium, a SiO2/Na2O ratio of 1.16 and a water/binder (w/b) ratio of 0.45. To improve the geopolymerization process, 5% Ca(OH)2 was applied as a source of calcium in all the prepared samples. After 3 curing days at 65 °C, the mortars prepared with the siliceous and limestone aggregates gave compressive strength values of 9.45 MPa and 34.22 MPa, respectively (TCWA could not be employed under these conditions because workability was insufficient). Given the large differences between the water absorption values of aggregates, they were presaturated before the mixing process to maintain a constant effective w/b ratio of 0.45 for the precursor. Figure 2 (adapted from reference [10]) summarizes the compressive strength of the mortars prepared with all these aggregates cured at 65 °C for 3 days. As it shows, the total w/b ratio (in brackets) varied depending on the water absorption of aggregates; thus, BCWA2 and BCWA4 exhibited the highest water demand. The best compressive strength results were obtained for natural limestone aggregates (LIM), and CW particles had better strength results than siliceous sand (SIL). The main conclusion drawn by this research was that CW aggregates can be used to replace natural aggregates if they are properly presaturated.
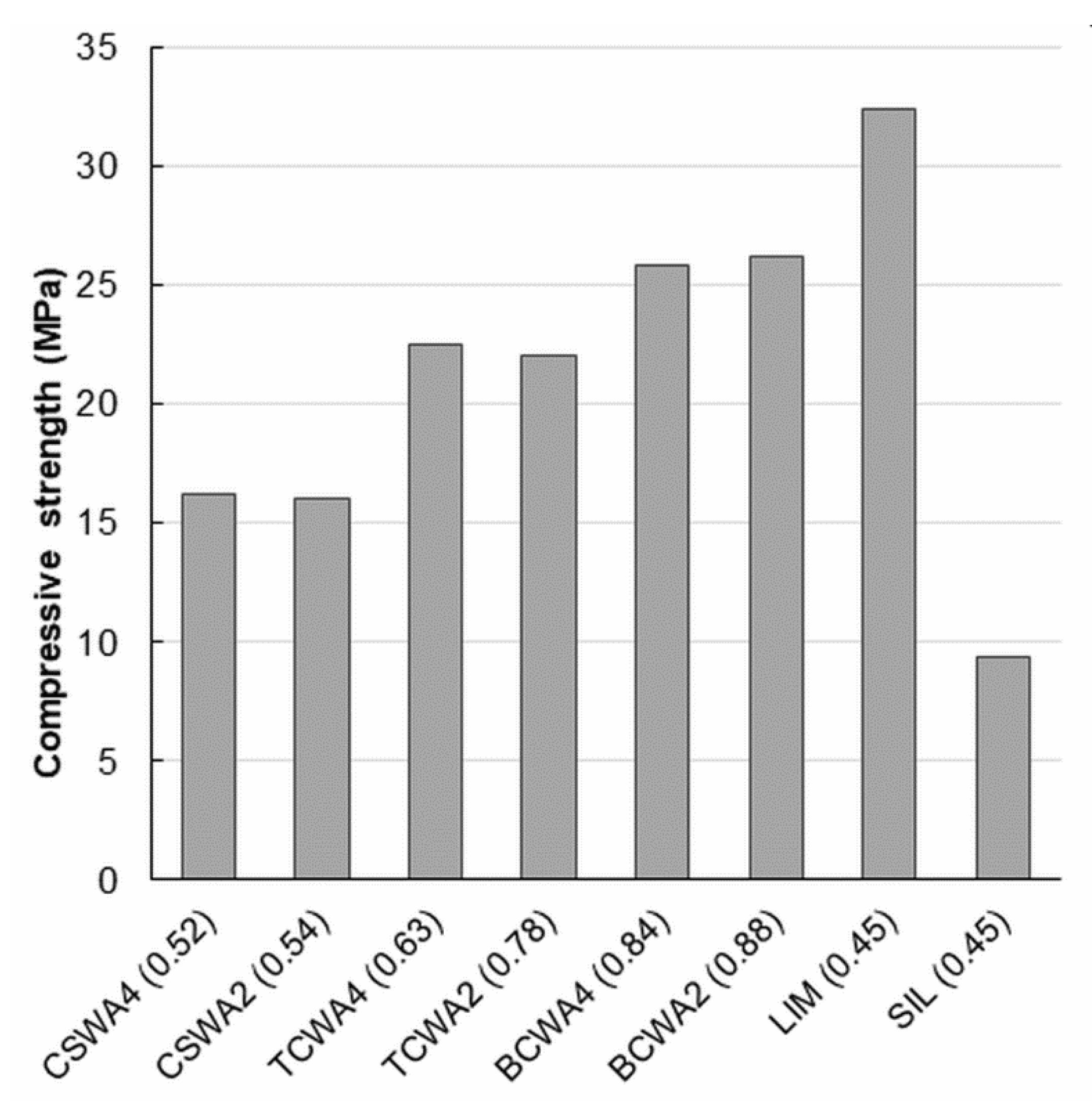
Figure 2. Compressive strength of the AA TCW mortars developed using different types of natural and CW recycled aggregates cured at 65 °C for 3 days. Adapted from Reig et al. [10].
Two of the references that used CW as the only precursor in AA systems employed CSW [8][20]. Öztürk and Atabey [20] reported that CSW was activated with different NaOH concentrations (10, 12, 14 and 16 M) and at w/b ratios of 0.45 and 0.50. Fresh mortars’ workability improved with increasing w/b ratios and molarity values. Samples’ flexural and compressive strengths were tested after being cured at 100 °C for 1 day and after being exposed to 400 °C and 800 °C. An improvement in mechanical properties was noted with lower w/b ratios and higher sodium concentrations, with the main change taking place when molarity increased from 10 to 12 M. Exposing mortars to high temperatures reduced their flexural and compressive strengths. This was explained by the formation of cracks in the interface region. By way of example, the mortar mixed with 16 M NaOH and a w/b ratio of 0.45 had a flexural strength of 6.4 MPa at 100 °C, which lowered to 3.6 MPa and 3 MPa after being exposed to 400 °C and 800 °C, respectively. Compressive strength followed a similar trend by decreasing from 36 MPa (obtained when cured at 100 °C) to 25.1 and 14.3 MPa recorded after being exposed to 400 °C and 800 °C. The microstructural studies revealed the formation of zeolitic products when exposed to high temperatures, together with a reduction in the intensity of the crystalline peaks attributed to quartz and albite.
Reig et al. [8] activated CSW with NaOH/SS solutions by adding 3.0 to 7.5 wt.% Ca(OH)2 as a source of calcium to enhance geopolymerization reactions. Pastes and mortars were prepared at a w/b ratio of 0.4, the Na+ concentration varied between 2.5 and 12.5 mol/kg and the SiO2 concentrations were within the 1.82–7.28 mol/kg range. The first step of the study was to analyze the influence of the Na+ and SiO2 concentrations on the compressive strengths of the mortars cured for 3 days at 65 °C. The authors concluded that the optimum quantity of SiO2 was 7.28 mol/kg. For this SiO2 concentration, compressive strength evolution depending on the Na+ concentration was investigated in the mortars cured for 3 and 7 days. After 3 curing days, better strength results were obtained with bigger amounts of Na+, and approximately 20 MPa was recorded for 7.5 to 12.5 mol/kg of sodium. However, after 7 curing days, the differences with increasing Na+ concentrations became more evident, and strength values of around 15, 27, 35 and 36 MPa were obtained with sodium concentrations of 5, 7.5, 10 and 12.5 mol/kg, respectively.
2. Hybrid Alkaline Cements
Hybrid alkaline cements consist of two primary components. The larger one, accounting for more than 70 wt.%, is formed by an aluminosilicate precursor which is activated by an AA solution, following a similar process to AA cements. The remaining component, less than 30 wt.%, is composed of binders commonly used in construction applications, such as PC, calcium hydroxide or calcium aluminate cement. During the AA reaction, C-A-S-H and N-A-S-H gels can simultaneously form, which enhances the microstructure of the resulting mortars and concretes [21][22].
Research into the production and characterization of hybrid alkaline cements dates back to 1974 [23]. However, it was not until the works performed by the A. Palomo research group [24] that hybrid alkaline cements gained broader attention. This type of cements solves some technical issues that are frequently associated with AA cements, such as severe shrinkage, setting problems and efflorescence [25]. Only a few papers used CW as a precursor during hybrid alkaline cements production [26][27]. This fact indicates the need for R&D in this research field. The main findings associated with using CW in the production, characterization and mechanical and durability properties of hybrid alkaline cements are summarized below.
In 2014, Reig et al. [28] assessed the influence of calcium hydroxide (0–5 wt.%) on the fresh and hardened properties of hybrid alkaline cements based on porcelain stoneware waste. Pastes and mortars at a w/b ratio of 0.4 and a sand/binder ratio of 3 were prepared by varying the Na+ and SiO2 concentrations within the 5–12 mol.kg−1 and 1.82–7.28 mol.kg−1 ranges, respectively. The setting time of these hybrid systems was prolonged up to 10 h with bigger amounts of Na+ (7–10 mol.kg−1) and SiO2 (5.46–7.28 mol.kg−1). This occurred because adding Ca(OH)2 alters the setting time. In mixtures with high alkalinity, the dissolution of Ca(OH)2 is hindered by higher OH− concentrations, which prolongs setting time. Compressive strength was also enhanced (up to 36 MPa) with the sodium concentration and calcium hydroxide content when the silica concentration (7.28 mol.kg−1) and the calcium modulus (Ca+2/Na+ molar ratio) remained constant.
Murillo et al. [27] followed a statistical surface methodology (RSM) procedure to optimize the PC percentage (5–15 wt.%) and the SiO2/Al2O3 (7–8) and Na2O/SiO2 (0.08–0.18) molar ratios of hybrid alkaline cements based on TCW. According to these authors, apart from obtaining the optimum parameters for the dose of these hybrid cements, RSM was able to predict their compressive strengths and acceptable values were found compared to the experimental results (about 30 MPa after 90 curing days).
The production of hybrid cements based on BCW waste and CAC has been reported by Reig et al. [26]. Pastes and mortars (sand/binder ratio of 3.0) were prepared using a set SiO2/Na2O molar ratio of 1.60, a w/b ratio of 0.40 and CAC percentages within the 0–50 wt.% range. Specimens were cured at 65 °C for 7 days and at room temperature for 3, 7, 14 and 28 days. Although the mortars without CAC addition did not harden at room temperature, the compressive strength values improved with increasing amounts of CAC, with up to 93 MPa after 7 curing days at 65 °C.
The influence of different calcium sources (calcium hydroxide, CAC and PC) on the mechanical properties and microstructure of AA CSW waste binders was assessed in [29]. The mortars and pastes developed with a w/b ratio of 0.4, a binder/sand ratio of 1:3 (only for mortars) and Na+ and SiO2 concentrations of 7.5 and 7.28 mol.kg−1, respectively, were cured at 65 °C for 3 and 7 days. CSW was partially replaced with Ca(OH)2 (4.5 wt.%, 6.0 wt.% and 8.0 wt.%), PC (5 wt.%, 10 wt.% and 15 wt.%) and CAC (5 wt.%, 10 wt.%, 15 wt.%, 20 wt.%, 30 wt.%, 40 wt.%, 50 wt.% and 100 wt.%). According to the XRD pattern, none of the typical phases commonly found during PC hydration (portlandite, ettringite), CAC hydration (hexagonal and cubic aluminate phases) or even calcium hydroxide were detected in the AA cements. Based on infrared spectroscopy, SEM images and TG analyses, the authors were able to identify the formation of both C-A-S-H and (N,C)-A-S-H gels. Regarding the compressive strength results, increasing the amounts of the different sources of calcium generally improved systems’ mechanical properties, with up to 80 MPa in the mortars containing 20 wt.% CAC.
Atabey [30] performed an experimental study on hybrid systems in which 0–25 wt.% CSW wastes were replaced with CAC. Mortars, which were cured in an oven at 90 °C for 24 h and held at 23 °C and 55 °C for up to 28 curing days, were prepared using a binder/sand ratio of 1:3, a w/b ratio of 0.50 and a set amount of Na2O (10 wt.% of the binder). It was observed that larger amounts of CAC increased the flow table values due to the lower water absorption of CAC compared to that of CSW. Improvements in mechanical strength were also achieved with up to 15 wt.% CAC (about 30 MPa after 28 curing days). The authors explained this by the densification of the microstructure with CAC addition, which led to the formation of both C-A-S-H and N-A-S-H gels. Compressive strength decreased for the samples exposed to high temperatures due to pore formation (Figure 3).
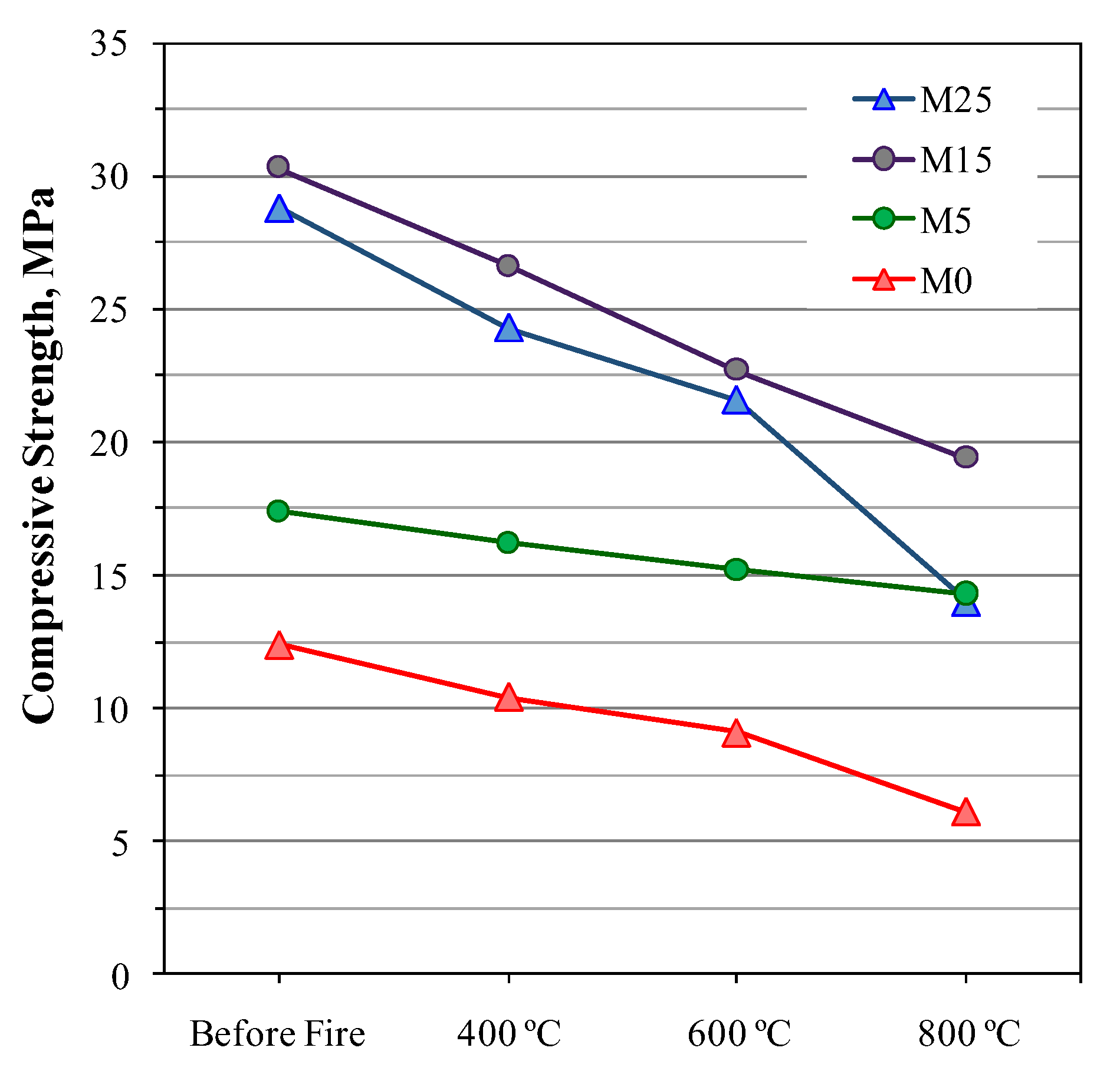
Figure 3. Compressive strength of hybrid mortars based on CSW containing different amounts of CAC: Effect of high temperatures. Adapted from [30].
3. Combination of Different Precursors
Different types of CW materials, such as TCW, porcelain, BCW or CSW, were combined with other precursors to produce AA mortars and concrete. These systems came to suppress some fundamental issues that can affect the production of AA systems, such as problems with setting and hardening at room temperature, severe shrinkage, etc. Although the precursor most commonly combined with CW is BFS [31][32][33][34][35][36][37], other materials like FA, MK or even tungsten mining waste have also been used [31][33][38]. The main findings on this topic are presented below.
Abdollahnejad et al. [32] reported a comparative analysis of AA mortars composed of BFS and porcelain CW (unfired and fired ceramic; up to 30 wt.%), which were activated using anhydrous sodium metasilicate and water (H2O/Na2O molar ratio within the 66.81–69.86 range and Na2O/SiO2 set at 0.06). The water/precursor ratio was set at 0.39 and a porcelain CW (0.5–4.0 mm) was used as a fine aggregate. According to the authors, increasing amounts of CW (from 0 to 30 wt.%) reduced compressive strength from about 20 MPa to 10 MPa in the mortars containing fired CW and to about 6 MPa in that developed with unfired ceramics (7 thermal curing days).
Cosa et al. [39] assessed the mechanical and microstructural properties of AA binary systems developed by combining CSW and fluid catalytic cracking residue (FCC). The AA mortars and pastes were prepared by replacing 0 to 50 wt.% CSW with FCC and using an AA solution with a SiO2/Na2O molar ratio that varied from 0.78 to 1.94, constant 4 wt.% Ca(OH)2 addition and a w/b ratio of 0.45. Mechanical tests were performed on the mortars cured at room temperature for 28 and 90 curing days and at 65 °C for 7 days. The compressive strength values improved with FCC addition regardless of the curing time. The obtained values went up to 70 MPa in the AA systems containing 50% FCC and cured for 90 days at room temperature (see Figure 4). According to the microstructural analysis, N-A-S-H/(N,C)-A-S-H gels were the main products to form and, depending on the SiO2/Na2O molar ratio, some minor crystalline phases were detected, such as anorthite, herschelite and zeolite type-A.
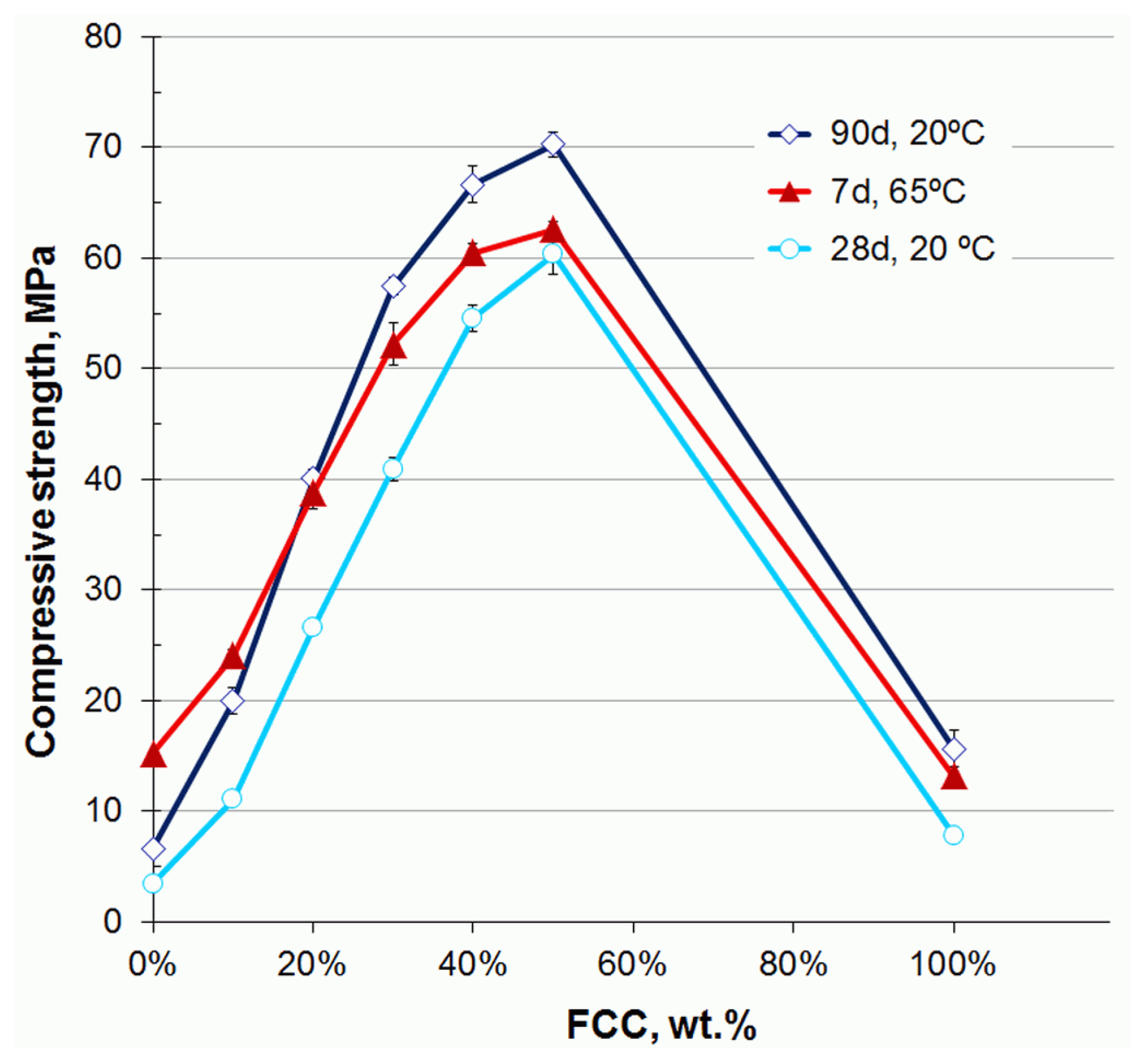
Figure 4. Compressive strength development of AA mortars based on CSW with different amounts of FCC, activated at a constant SiO2/Na2O ratio of 1.94 [39].
In another study, Cosa et al. [31] combined CSW with up to 50 wt.% BFS or class F FA to improve CSW AA mortars’ properties. Similarly to the above-mentioned study, the w/b ratio was set at 0.45 with a constant Na2O/SiO2 molar ratio of 1.94, and specimens were cured at 65 °C for 7 days and at room temperature for 28 and 90 days. The compressive strength results (Figure 5) showed that BFS addition led to significant improvement, with up to 40 MPa in the mortars containing 50% BFS and 50% CSW and over 50 MPa in similar mortars that contained 4% Ca(OH)2. The mortars developed with FA and 4% Ca(OH)2 yielded lower compressive strength values (up to 40 MPa). Although both BFS and FA improved the AA CSW mortars’ mechanical properties, the authors associated the better results obtained in the CSW/BFS systems with the higher reactivity and amorphous content of BFS and also with the fact that the alkaline activating solution was not optimized for FA systems. The main hydrated products that formed due to these reactions were C-S-H/N-(C)-A-S-H gels in the CSW/BFS systems and N-A-S-H/N-(C)-A-S-H gels in that containing FA. The XRD patterns also indicated the formation of carbonate compounds, such as natron (Na2CO3.10H2O) and thermonatrite (Na2CO3.H2O).
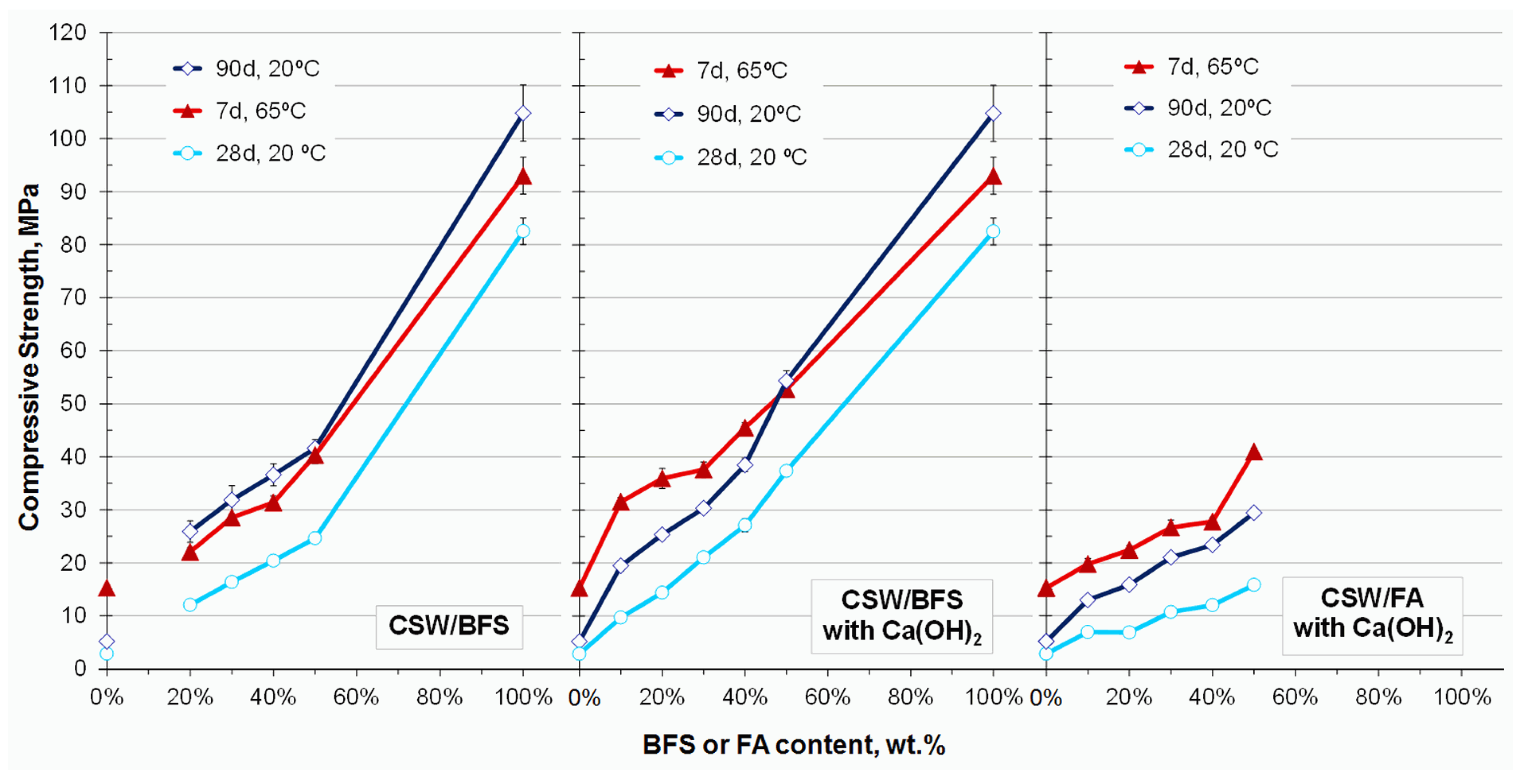
Figure 5. Compressive strength development for AA systems based on CSW containing different percentages of BFS and FA [31].
Huseien et al. [33] performed an interesting study about ternary AA systems’ mechanical and durability properties based on 50 wt.% TCW (set for all the mixtures) and varying proportions of BFS:FA (from 50:0 to 10:40, in mass). The binder/sand ratio was set at 1:1, and the AA solution was composed of 188.6 kg/m3 of Na2SiO3 and 251.4 kg/m3 of NaOH. The increment in FA reduced the ternary system’s compressive strength from the 70 MPa recorded after 28 curing days in the 50:0 samples to about 42 MPa in those prepared with 10:40 proportions. On the contrary, after exposing these mortars to acid attack (10% H2SO4 solution) for 12 months, enhanced results were achieved with larger amounts of FA. In fact, the 50:0 sample presented a residual compressive strength of 67.8%, while that of the 10:40 sample was about 89.2%. According to the authors, the calcium present in BFS can react with SO4−2 ions to form gypsum, which results in expansion and cracking in AA systems.
In another study, Huseien et al. [40] evaluated the effect of TCW (up to 80 wt.%) on AA self-compacted concretes containing BFS. According to the obtained results, good fresh state properties (slump flow, passing ability, resistance to segregation) were obtained with up to 50 wt.% TCW. Although a significant reduction in mechanical strength occurred with increasing TCW contents, the self-compacting concretes mixed with 40–50 wt.% TCW yielded around 40–50 MPa after 28 curing days, which denotes the feasibility of this CW in this concrete type. The water absorption values progressively increased with CW addition and went from 6.5% in the reference sample to 50% in the concrete developed with 50 wt.% TCW.
Mahmoodi et al. [41] developed an optimized binary AA binder by combining ceramic tiles and concrete waste. The mix proportions were designed using a sequential algorithm, with TCW percentages varying from 20–80 wt.%, a liquid/solid ratio of 0.3, an SiO2/Al2O3 molar ratio within the 11.4–12.5 range, and Na2O/SiO2 from 0.18 to 0.24. After 28 curing days, the highest compressive strength results (about 31 MPa) were obtained in the mixtures prepared with a Na2O/SiO2 ratio of 0.18, a SiO2/Al2O3 ratio of 12.3 and 40 wt.% TCW. When the above-mentioned mixture was cured for 24 h at high temperature (100 °C), this AA paste had almost 90 MPa, which proved the positive effect of thermal curing on these AA systems’ mechanical properties. At this curing temperature, the XRD analyses revealed the dissolution of albite and anorthite and the relative consumption of the plagioclase phases of TCW and concrete waste, plus the consequent increment in amorphous gel formation.
Rashad and Essa [34] assessed the effect of TCW (0–50 wt.%) on the mechanical properties and microstructure of AA BFS exposed to high temperatures (200–1000 °C). All the pastes were prepared with a set w/b ratio of 0.22 and a constant amount of SS (30 wt.% of the binder). Samples were cured for 90 days at 45 °C before being exposed to high temperatures for 2 h. According to the obtained results, TCW addition enhanced compressive strength due to a filler effect, which densified the microstructure. When exposed to temperatures within the 200–600 °C range, the dehydration of the matrix led to pores and microcracks forming in all the samples, which lowered their compressive strength. Nevertheless, mechanical strength improved in the samples exposed to 800–1000 °C (increments of up to 50%, yielding up to 68 MPa) compared to those cured for 90 days. This was attributed to the sintering and formation of stable phases, such as mullite, albite, nepheline and akermanite.
Zhang et al. [37] performed a systematic study about employing TCW (up to 30 wt.%) in BFS AA systems. Mortars and pastes were prepared by mixing a 2M NaOH solution with commercial SS at a constant w/b ratio of 0.46 and a Si2O/Na2O molar ratio of 1.2. The thermal calorimetry analyses showed that cumulative heat reduced over 72 h with increasing TCW contents, which was attributed to its slower reaction at early curing ages compared to BFS. Regarding the compressive strength results (Figure 6), although larger amounts of TCW caused a slight reduction at 3 and 7 curing days, no differences for the reference sample were observed after 28 curing days and all the strength values came close to 57 MPa.
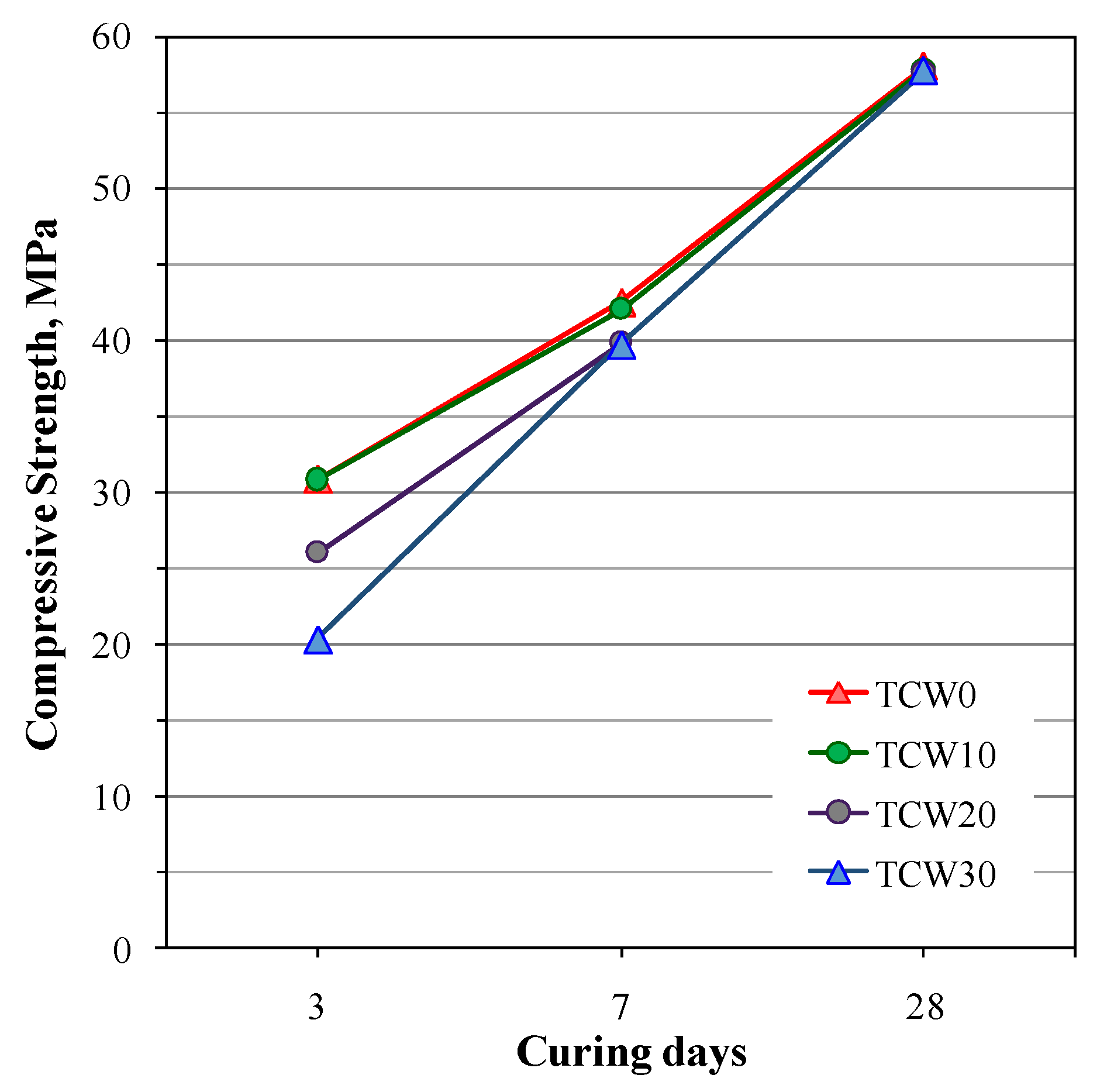
Figure 6. Effect of TCW on the compressive strength of AA BFS mortars cured for different ages. Adapted from [37].
Mahmoodi et al. [42] reported an interesting study in binary AA systems based on TCW and BCW, where the amount of BCW varied from 20 to 80 wt.%. The solid/liquid ratio was set at 0.30, and different molar ratios of SiO2/Al2O3 (7.8–10) and Na2O/SiO2 (0.18–0.24) were applied. The best TCW/BCW proportion was employed to produce and characterize ternary systems using MK, BFS, class C FA and class F FA. The obtained results showed that the binary system containing 80% TCW and 20% BCW, together with a SiO2/Al2O3 ratio of 10 and a Na2O/SiO2 ratio of 0.24, led to enhanced mechanical properties (30 MPa after 28 curing days) compared to the other assessed mix proportions. The best mechanical results in the ternary system were achieved with 45 wt.% class C FA (45% FA/44% TCW/11% BCW), which yielded 57 MPa after 28 curing days. The increment of almost 100% in compressive strength with FA addition was explained by the enhanced dissolution process, which improved the formation of cross-linked aluminate and silicate tetrahedrals intermixed with C-A-S-H gels.
The study conducted by Hwang et al. [35] on binary AA mortars combined BCW with up to 50 vol.% BFS. It also used CW sand as a fine aggregate. Mortars were prepared using a binder/sand ratio of 1:2.75 and a w/b ratio of 0.4. The AA solution was prepared by mixing Na2SiO3 and a 10 M NaOH solution to achieve a Na2O percentage of 5.5 and a SiO2/Na2O ratio of 1.25. The results showed that compressive strength lowered with BCW contents, with about 22 MPa obtained in the 90 vol.% BCW sample after 56 curing days and 93 MPa in that mixed with 50 vol.% BCW for the same curing age. The authors also reported a reduction in samples’ porosity (%) with increasing curing times (e.g., porosity of the 90 vol.% BCW mortars reduced from 15.3% to 12.83% from 7 and 56 curing days, respectively) and with higher BFS contents (porosity values of 12.83% and 8.38% with 10 vol.% and 50 vol.% of BFS, respectively). The presence of BFS densified the binding matrix, and C-S-H and C-A-S-H gels formed that covered both unreacted BCW and CW sand.
Rakhimova and Rakhimov [36] assessed the influence of different factors related to the precursor (fineness, mineralogical composition), AA solution (SS or sodium carbonate solutions) and processing parameters (separate or conjoint grinding, curing conditions) on binary systems with different BFS and BCW proportions (0/100 to 100/0). The alkaline activator was set at 5% Na2O in all the prepared samples. For those containing SS, the SiO2/Na2O molar ratio was set at 1.5. According to the authors, low alkali contents were insufficient to promote minimal compressive strength in the systems developed using only BCW as a precursor. Higher compressive strengths (about 120 MPa) were obtained for conjoint grinding (about 22.6% higher than grinding separately). Fineness of around 600–700 m2/kg seemed to provide optimum compressive strengths and densities, together with the lowest water absorption values (about 140 MPa, 1.95 g/cm3 and 9%, respectively) when employing SS activating solutions.
In the study by Sedira et al. [38], up to 50% BCW was used in AA binary systems based on tungsten mining waste. The activating solution was prepared by mixing SS and 10 M NaOH solutions (2:1 in mass). According to the obtained results, 59 MPa was achieved in the 50–50% mixes (tungsten mining waste–BCW) cured for 28 days, which represents a gain of almost 140% compared to the sample prepared with 10% BCW. The increment in mechanical strength was explained by enhanced N-A-S-H/C-A-S-H gel formation due to BCW addition.
As evidenced by the reviewed literature, CW can serve as a suitable precursor for the synthesis of geopolymers. Although BCW can be activated using only NaOH, its performance can be enhanced by adding SS. BCW alkali-activated mortars presented compressive strengths of around 40 MPa and 45 MPa after 28 curing days at room temperature and 7 days at 80 °C, respectively. When thermally cured at 80 °C and activated with 10 M NaOH solutions, TCW mortars exhibited a compressive strength of 57.81 MPa after 7 days. On the other hand, CSW exhibited the lowest mechanical performance when used as the sole precursor. Typically, NaOH/SS solutions are used to activate this CW, and its mechanical properties can be significantly improved by incorporating additional sources of calcium. Hybrid mixes containing CAC or PC have been found to significantly enhance the performance of CW alkali-activated systems. These mixes have yielded compressive strength values of over 90 MPa after 7 curing days at 65 °C. Another way to improve the performance of CW systems is by mixing them with other traditional precursors such as FA or BFS. It has been reported that compressive strength values of up to 100 MPa can be achieved in such instances.
This entry is adapted from the peer-reviewed paper 10.3390/buildings13123022
References
- Bumanis, G.; Vaičiukynienė, D. Alkali Activation of Milled Red Brick Waste and Calcined Illite Clay with Silica Gel Addition. Materials 2022, 15, 3195.
- Komnitsas, K.; Zaharaki, D.; Vlachou, A.; Bartzas, G.; Galetakis, M. Effect of synthesis parameters on the quality of construction and demolition wastes (CDW) geopolymers. Adv. Powder Technol. 2015, 26, 368–376.
- Fořt, J.; Vejmelková, E.; Koňáková, D.; Alblová, N.; Čáchová, M.; Keppert, M.; Rovnaníková, P.; Černý, R. Application of waste brick powder in alkali activated aluminosilicates: Functional and environmental aspects. J. Clean. Prod. 2018, 194, 714–725.
- Scheinherrová, L.; Vejmelková, E.; Keppert, M.; Doleželová, M.; Rovnaníková, P.; Černý, R. Effects of accelerated carbonation on properties of ceramic-based geopolymers. J. Therm. Anal. Calorim. 2021, 145, 2951–2966.
- Pommer, V.; Vejmelková, E.; Černý, R.; Keppert, M. Alkali-activated waste ceramics: Importance of precursor particle size distribution. Ceram. Int. 2021, 47, 31574–31582.
- Gado, R.A.; Hebda, M.; Lach, M.; Mikula, J. Alkali activation of waste clay bricks: Influence of the silica modulus, SiO2/Na2O, H2O/Na2O molar ratio, and liquid/solid ratio. Materials 2020, 13, 383.
- Reig, L.; Tashima, M.M.; Borrachero, M.V.; Monzó, J.M.; Cheeseman, C.R.; Payá, J. Properties and microstructure of alkali-activated red clay brick waste. Constr. Build. Mater. 2013, 43, 98–106.
- Reig, L.; Borrachero, M.V.; Monzó, J.M.; Savastano, H.; Tashima, M.M.; Payá, J. Use of ceramic sanitaryware as an alternative for the development of new sustainable binders. Key Eng. Mat. 2016, 668, 172–180.
- Reig, L.; Tashima, M.M.; Soriano, L.; Borrachero, M.V.; Monzó, J.M.; Payá, J. Alkaline activation of ceramic waste materials. Waste Biomass Valorization 2013, 4, 729–736.
- Reig, L.; Sanz, M.A.; Borrachero, M.V.; Monzó, J.M.; Soriano, L.; Payá, J. Compressive strength and microstructure of alkali-activated mortars with high ceramic waste content. Ceram. Int. 2017, 43, 13622–13634.
- Tuyan, M.; Andiç-Çakir, Ö.; Ramyar, K. Effect of alkali activator concentration and curing condition on strength and microstructure of waste clay brick powder-based geopolymer. Compos. Part B Eng. 2018, 135, 242–252.
- Zhang, Z.; Wong, Y.C.; Arulrajah, A.; Sofi, M.; Sabri, Y. Reaction mechanism of alkali-activated brick clay mill residues. Constr. Build. Mater. 2022, 341, 127817.
- Pasupathy, K.; Ramakrishnan, S.; Sanjayan, J. Formulating eco-friendly geopolymer foam concrete by alkali-activation of ground brick waste. J. Clean. Prod. 2021, 325, 129180.
- Sassoni, E.; Pahlavan, P.; Franzoni, E.; Bignozzi, M.C. Valorization of brick waste by alkali-activation: A study on the possible use for masonry repointing. Ceram. Int. 2016, 42, 14685–14694.
- Horvat, B.; Ducman, V. Potential of green ceramicswaste for alkali activated foams. Materials 2019, 12, 3563.
- Keppert, M.; Vejmelková, E.; Bezdička, P.; Doleželová, M.; Čáchová, M.; Scheinherrová, L.; Pokorný, J.; Vyšvařil, M.; Rovnaníková, P.; Černý, R. Red-clay ceramic powders as geopolymer precursors: Consideration of amorphous portion and CaO content. Appl. Clay Sci. 2018, 161, 82–89.
- Keppert, M.; Scheinherrová, L.; Doleželová, M.; Vejmelková, E.; Černý, R. Phase composition of ceramic-based alkali-activated polymers: Combination of X-ray diffraction and thermal analysis. J. Therm. Anal. Calorim. 2020, 142, 157–166.
- Mendes, J.P.; Elyseu, F.; Nieves, L.J.J.; Zaccaron, A.; Bernardin, A.M.; Angioletto, E. Synthesis and characterization of geopolymers using clay ceramic waste as source of aluminosilicate. Sustain. Mater. Technol. 2021, 28, e00264.
- Amin, S.K.; El-Sherbiny, S.A.; El-Magd, A.A.M.A.; Belal, A.; Abadir, M.F. Fabrication of geopolymer bricks using ceramic dust waste. Constr. Build. Mater. 2017, 157, 610–620.
- Öztürk, Z.B.; Atabey, İ.İ. Mechanical and microstructural characteristics of geopolymer mortars at high temperatures produced with ceramic sanitaryware waste. Ceram. Int. 2022, 48, 12932–12944.
- Garcia-Lodeiro, I.; Palomo, A.; Fernández-Jiménez, A.; MacPhee, D.E. Compatibility studies between N-A-S-H and C-A-S-H gels. Study in the ternary diagram Na2O–CaO–Al2O3–SiO2–H2O. Cem. Concr. Res. 2011, 41, 923–931.
- García-Lodeiro, I.; Maltseva, O.; Palomo, A.; Fernández-Jiménez, A. Hybrid alkaline cements: Part I. Fundamentals. Rom. J. Mater. 2012, 42, 330–335.
- Chirkova, V.V. Materials based on Blass-like Calcium-Free aluminosilicates and sodium compounds. Ph.D. Thesis, Kiev Civil Engineering Institute, Kiev, Ukraine, 1974. (In Russian).
- Palomo, A.; Fernández-Jiménez, A.; Kovalchuk, G.; Ordoñez, L.M.; Naranjo, M.C. OPC-fly ash cementitious systems: Study of gel binders produced during alkaline hydration. J. Mater. Sci. 2007, 42, 2958–2966.
- Pacheco-Torgal, F.; Labrincha, J.A.; Leonelli, C.; Palomo, A.; Chindaprasirt, P. Handbook of Alkali-Activated Cements, Mortars and Concretes; Woodhead Publishing Ltd.: Cambridge, UK, 2015.
- Reig, L.; Soriano, L.; Borrachero, M.V.; Monzó, J.M.; Payá, J. Influence of calcium aluminate cement (CAC) on alkaline activation of red clay brick waste (RCBW). Cem. Concr. Compos. 2016, 65, 177–185.
- Murillo, L.M.; Delvasto, S.; Gordillo, M. A study of a hybrid binder based on alkali-activated ceramic tile wastes and portland cement. In Sustainable and Nonconventional Construction Materials Using Inorganic Bonded Fiber Composites; Woodhead Publishing Ltd.: Cambridge, UK, 2017; pp. 291–311.
- Reig, L.; Soriano, L.; Borrachero, M.V.; Monzó, J.M.; Payá, J. Influence of the activator concentration and calcium hydroxide addition on the properties of alkali-activated porcelain stoneware. Constr. Build. Mater. 2014, 63, 214–222.
- Reig, L.; Soriano, L.; Tashima, M.M.; Borrachero, M.V.; Monzó, J.M.; Payá, J. Influence of calcium additions on the compressive strength and microstructure of alkali-activated ceramic sanitary-ware. J. Am. Ceram. Soc. 2018, 101, 3094–3104.
- Atabey, İ.İ. Influence of Ca and Al source on elevated temperature behavior of waste ceramic sanitaryware-based alkali-activated mortars. J. Aust. Ceram. Soc. 2022, 58, 949–962.
- Pereira-De-Oliveira, L.A.; Castro-Gomes, J.P.; Santos, P.M.S. The potential pozzolanic activity of glass and red-clay ceramic waste as cement mortars components. Constr. Build. Mater. 2012, 31, 197–203.
- Abdollahnejad, Z.; Luukkonen, T.; Mastali, M.; Kinnunen, P.; Illikainen, M. Development of one-part alkali activated ceramic/slag binders containing recycled ceramic aggregates. J. Mater. Civ. Eng. 2019, 31, 04018386.
- Huseien, G.F.; Sam, A.R.M.; Shah, K.W.; Mirza, J.; Tahir, M.M. Evaluation of alkali-activated mortars containing high volume waste ceramic powder and fly ash replacing GBFS. Constr. Build. Mater. 2019, 210, 78–92.
- Rashad, A.M.; Essa, G.M.F. Effect of ceramic waste powder on alkali-activated slag pastes cured in hot weather after exposure to elevated temperature. Cem. Concr. Compos. 2020, 111, 103617.
- Hwang, C.L.; Yehualaw, M.D.; Vo, D.H.; Huynh, T.P.; Largo, A. Performance evaluation of alkali activated mortar containing high volume of waste brick powder blended with ground granulated blast furnace slag cured at ambient temperature. Constr. Build. Mater. 2019, 223, 657–667.
- Rakhimova, N.R.; Rakhimov, R.Z. Alkali-activated cements and mortars based on blast furnace slag and red clay brick waste. Mater. Des. 2015, 85, 324–331.
- Zhang, G.Y.; Ahn, Y.H.; Lin, R.S.; Wang, X.Y. Effect of waste ceramic powder on properties of alkali-activated blast furnace slag paste and mortar. Polymers 2021, 13, 2817.
- Sedira, N.; Castro-Gomes, J.; Magrinho, M. Red clay brick and tungsten mining waste-based alkali-activated binder: Microstructural and mechanical properties. Constr. Build. Mater. 2018, 190, 1034–1048.
- Cosa, J.; Soriano, L.; Borrachero, M.V.; Reig, L.; Payá, J.; Monzó, J.M. Influence of addition of fluid catalytic cracking residue (FCC) and the SiO2 concentration in alkali-activated ceramic sanitary-ware (CSW) binders. Minerals 2018, 8, 123.
- Huseien, G.F.; Sam, A.R.M.; Shah, K.W.; Mirza, J. Effects of ceramic tile powder waste on properties of self-compacted alkali-activated concrete. Constr. Build. Mater. 2020, 236, 117574.
- Mahmoodi, O.; Siad, H.; Lachemi, M.; Dadsetan, S.; Sahmaran, M. Development of optimized binary ceramic tile and concrete wastes geopolymer binders for in-situ applications. J. Build. Eng. 2021, 43, 102906.
- Mahmoodi, O.; Siad, H.; Lachemi, M.; Dadsetan, S.; Sahmaran, M. Development and characterization of binary recycled ceramic tile and brick wastes-based geopolymers at ambient and high temperatures. Constr. Build. Mater. 2021, 301, 124138.
This entry is offline, you can click here to edit this entry!