Since ancient times, fermentation has been one of the most utilized techniques for food preservation and for the development of natural products with functional properties at low cost. Nowadays, fermented foods and beverages are highly attractive to consumers since they are perceived as natural and potential sources of functional compounds. Research efforts conducted in this area over the years have allowed for an understanding of the main reactions occurring during fermentation related to microbial growth, enzyme activity, metabolite production, and physicochemical changes. As a result, scientists and technologists have been able to improve the fermentation process in terms of efficiency, safety, costs, and high-quality production of products.
- fermentation
- beverages
- emerging technologies
- ultrasound
1. Introduction
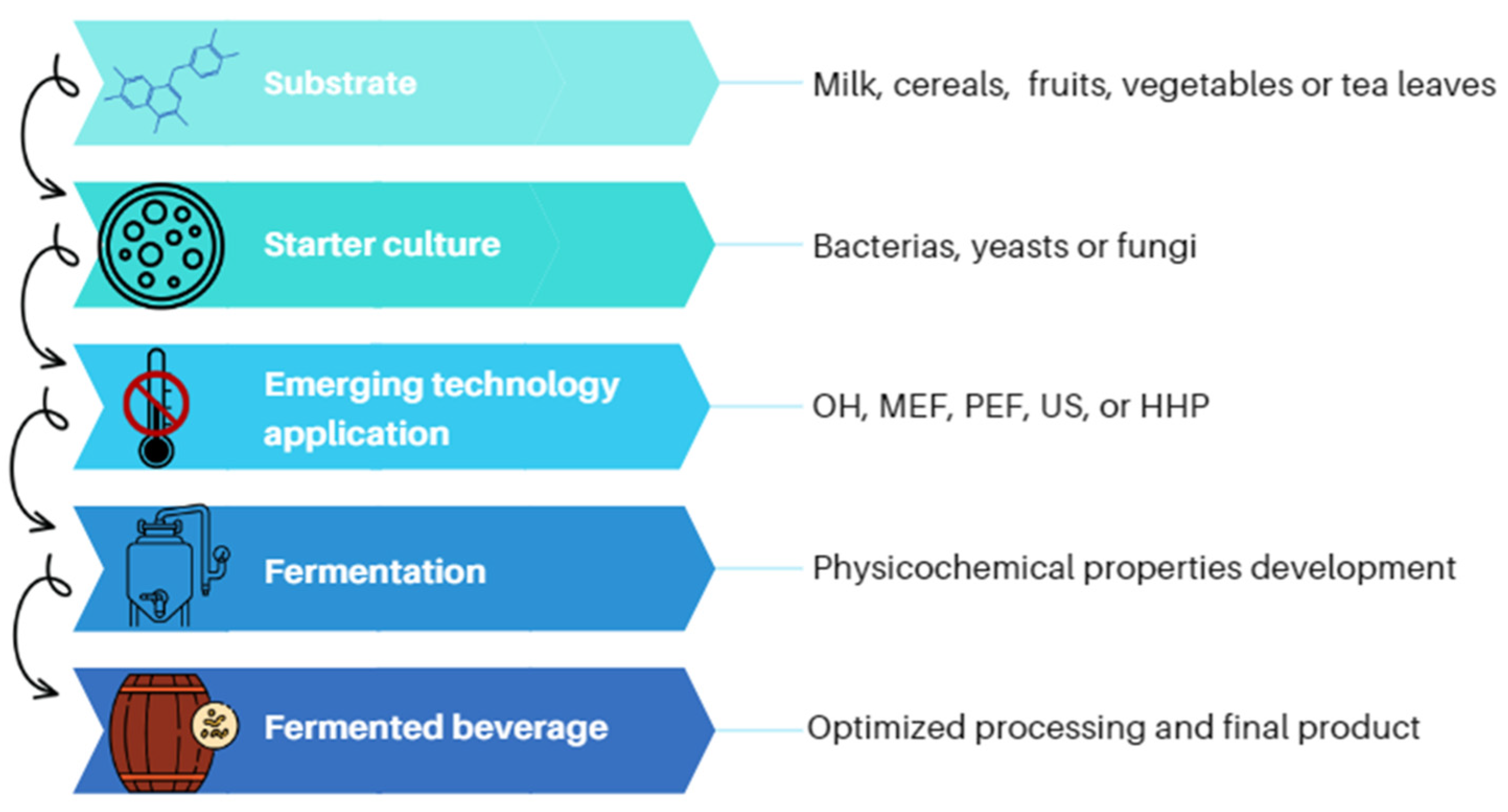
2. Fermented Beverages Development
3. Emerging Technologies as Fermentation-Assisted Processes for Fermented Beverages Development
| Processing Technology | Fermented Product | Treatment Parameters | Microorganisms | Main Results | Reference |
|---|---|---|---|---|---|
| US | Beer | 400 kHz & 160 W | S. cerevisiae | Improved ethanol production by 13.18% | [43] |
| Full-fat yogurt | 90, 225 & 450 W-6 min | S. thermophilus, Lb. bulgaricus, Lb. acidophilus | Higher water holding capacity, viscosity, less syneresis. Fermentation time reduction (30 min) | [44] | |
| Sweet whey | 84 W-150 s | Lb. acidophilus La-5 | Fermentation time reduction (30 min) with 1 log cycle higher colony count than the control | [45] | |
| Wine | 50 kHz & 200 W | S. cerevisiae | Aging time reduction | [46] | |
| PEF | Natural drinkable yogurt | 3 kV/cm, 150 Hz, 400-μs | S. thermophilus. Lb. bulgaricuss | Fermentation time reduction (42 min) | [25] |
| Kombucha analogs | 37.3-53.4 kV/cm, 445.3–1979.2 μs | Kombucha consortium | Inactivation of acetic acid bacteria | [47] | |
| Wine | 5 kV/cm, 1 ms, 100 pulses of 10-μs, 0.5 Hz | S. cerevisiae | Increase 41% total phenolic compounds, 56% color intensity, and 48% flavonols | [48] | |
| HPP | Fermented milk | 300 & 600 MPa | Lb. lactis | Reduced viable counts of Candida spoilage yeasts | [49] |
| Must | 400 MPa | S. cerevisiae, Schizosaccharomyces pombe, Torulaspora delbrueckii, Metschnikowia pulcherrima. Lachancea thermotolerans. | Reduced/eliminated microbial counts | [50] | |
| Wine | 300 MPa, 20 min | S. cerevisiae | Increase concentration of esters, aldehydes, ketones, terpenes, lactones, and furans | [51] |
3.1. Ohmic Heating, Moderate Electric Fields and Pulsed Electric Fields
3.2. Ultrasound
3.3. High Hydostratic Pressure
This entry is adapted from the peer-reviewed paper 10.3390/beverages9020051
References
- Paul Ross, R.; Morgan, S.; Hill, C. Preservation and fermentation: Past, present and future. Int. J. Food Microbiol. 2002, 79, 3–16.
- Vinicius De Melo Pereira, G.; De Carvalho Neto, D.P.; Junqueira, A.C.D.O.; Karp, S.G.; Letti, L.A.J.; Magalhães Júnior, A.I.; Soccol, C.R. A Review of Selection Criteria for Starter Culture Development in the Food Fermentation Industry. Food Rev. Int. 2019, 36, 135–167.
- Navarrete-Bolaños, J.L. Improving traditional fermented beverages: How to evolve from spontaneous to directed fermentation. Eng. Life Sci. 2012, 12, 410–418.
- Taveira, I.C.; Nogueira, K.M.V.; Oliveira, D.L.G.D.; Silva, R.D.N. Fermentation: Humanity’s oldest biotechnological tool. Front. Young Minds 2021, 9, 1–7.
- Puerta, G.I.; Fundamentos del proceso de fermentación en el beneficio del café. Centro Nacional de Investigaciones de Café (Cenicafé). 2013. Available online: https://www.cenicafe.org/es/publications/avt0402.pdf (accessed on 30 November 2022).
- Ray, B.; Daeschel, M. Food Biopreservatives of Microbial Origin; CRC Press: Boca Raton, FL, USA, 1992.
- Robinson, T.; Singh, D.; Nigam, P. Fermentación en estado sólido: Una tecnología microbiana promisoria para la producción de metabolitos secundarios. Vitae Rev. Fac. Química Farm. 2002, 9, 27–36.
- Marsh, A.J.; Hill, C.; Ross, R.P.; Cotter, P.D. Fermented beverages with health-promoting potential: Past and future perspectives. Trends Food Sci. Technol. 2014, 38, 113–124.
- Caplice, E. Food fermentations: Role of microorganisms in food production and preservation. Int. J. Food Microbiol. 1999, 50, 131–149.
- Baschali, A.; Tsakalidou, E.; Kyriacou, A.; Karavasiloglou, N.; Matalas, A.-L. Traditional low-alcoholic and non-alcoholic fermented beverages consumed in European countries: A neglected food group. NRR 2017, 30, 1–24.
- Adebo, O.A.; Njobeh, P.B.; Adeboye, A.S.; Adebiyi, J.A.; Sobowale, S.S.; Ogundele, O.M.; Kayitesi, E. Advances in Fermentation Technology for Novel Food Products. In Innovations in Technologies for Fermented Food and Beverage Industries; Springer International Publishing: Cham, Switzerland, 2018; pp. 71–87.
- García Palancar, M. Bebidas fermentadas y probióticos: ¿cervezas probióticas? Bachelor’s Thesis, Universidad Complutense de Madrid, Madrid, España, 2017.
- Swiegers, J.H.; Pretorius, I.S. Yeast modulation of wine flavor. Adv. Appl. Microbiol. 2005, 57, 131–175.
- Hager, A.-S.; Taylor, J.P.; Waters, D.M.; Arendt, E.K. Gluten free beer—A review. Trends Food Sci. Technol. 2014, 36, 44–54.
- Dabija, A.; Ciocan, M.E.; Chetrariu, A.; Codină, G.G. Maize and Sorghum as Raw Materials for Brewing, a Review. Appl. Sci. 2021, 11, 3139.
- Capece, A.; Romaniello, R.; Siesto, G.; Romano, P. Conventional and Non-Conventional Yeasts in Beer Production. Fermentation 2018, 4, 38.
- Ciani, M.; Capece, A.; Comitini, F.; Canonico, L.; Siesto, G.; Romano, P. Yeast Interactions in Inoculated Wine Fermentation. Front. Microbiol. 2016, 7, 555.
- Robles Calderón, R.; Feliciano Muñoz, O.; Chirre Flores, J.H. Estudio del consumo de azúcares reductores durante la fermentación alcohólica del mosto de uva Italia para la obtención de vino blanco. Ind. Data 2016, 19, 104.
- Čakar, U.; Petrović, A.; Pejin, B.; Čakar, M.; Živković, M.; Vajs, V.; Đorđević, B. Fruit as a substrate for a wine: A case study of selected berry and drupe fruit wines. Sci. Hortic. 2019, 244, 42–49.
- Maldonado, R.R.; de Oliveira, D.S.; Alves, V.D.; Oliveira, E.A.; Kamimura, E.S. Application of tamarind pulp for wine production. J. Biotechnol. Biodiver. 2021, 9, 163–169.
- Rosend, J.; Kaleda, A.; Kuldjärv, R.; Arju, G.; Nisamedtinov, I. The Effect of Apple Juice Concentration on Cider Fermentation and Properties of the Final Product. Foods 2020, 9, 1401.
- Parra Parra, F.T. Evaluación de las características organolépticas de la sidra procedente de la manzana Emilia (reineta amarilla de blenheím) en su crianza con chips de roble. Bachelor’s Thesis, Universidad del Azuay, Azuay, Ecuador, 2013.
- Estela-Escalante, W.D.; Rychtera, M.; Melzoch, K.; Torres-Ibáñez, F.; Calixto-Cotos, R.; Bravo-Araníbar, N.; Memenza-Zegarra, M.E.; Chávez-Guzmán, Y.M. Efecto de la aireación en la producción de compuestos volátiles por cultivo mixto de Brettanomyces intermedius y Saccharomyces cerevisiae durante la fermentación de cidra. TIP 2014, 17, 5–14.
- Hou, C.Y.; Huang, P.H.; Lai, Y.T.; Lin, S.P.; Liou, B.K.; Lin, H.W.; Hsieh, C.-W.; Cheng, K.C. Screening and identification of yeasts from fruits and their coculture for cider production. Fermentation 2022, 8, 1.
- Miranda-Mejía, G.A. Impact of Pulsed Electric Fields on Fermentation Process during Yogurt Production. Master’s Thesis, Tecnológico de Monterrey, Querétaro, Mexico, 2022.
- Taş, T.K.; Ekinci, F.Y.; Guzel-Seydim, Z.B. Identification of microbial flora in kefir grains produced in Turkey using PCR. Int. J. Dairy Technol. 2011, 65, 126–131.
- Montemurro, M.; Pontonio, E.; Coda, R.; Rizzello, C.G. Plant-based alternatives to yogurt: State-of-the-art and perspectives of new biotechnological challenges. Foods 2021, 10, 316.
- Boeck, T.; Sahin, A.W.; Zannini, E.; Arendt, E.K. Nutritional properties and health aspects of pulses and their use in plant-based yogurt alternatives. Comp. Rev. Food Sci. Food Saf. 2021, 20, 3858–3880.
- Aydar, A.Y.; Mataracı, C.E.; Sağlam, T.B. Development and modeling of a novel plant-based yoghurt produced by Jerusalem artichoke and almond milk using l-optimal mixture design. J. Food Meas. Charact. 2021, 15, 3079–3087.
- Jayabalan, R.; Malbaša, R.V.; Lončar, E.S.; Vitas, J.S.; Sathishkumar, M. A Review on Kombucha Tea-Microbiology, Composition, Fermentation, Beneficial Effects, Toxicity, and Tea Fungus. CRFSFS 2014, 13, 538–550.
- Villarreal-Soto, S.A.; Beaufort, S.; Bouajila, J.; Souchard, J.-P.; Taillandier, P. Understanding Kombucha Tea Fermentation: A Review. J. Food Sci. 2018, 83, 580–588.
- Talebi, M.; Frink, L.A.; Patil, R.A.; Armstrong, D.W. Examination of the varied and changing ethanol content of commercial kombucha products. Food Anal. Methods 2017, 10, 4062–4067.
- Wang, B.; Rutherfurd-Markwick, K.; Zhang, X.X.; Mutukumira, A.N. Kombucha: Production and Microbiological Research. Foods 2022, 11, 3456.
- Mannaa, M.; Han, G.; Seo, Y.-S.; Park, I. Evolution of Food Fermentation Processes and the Use of Multi-Omics in Deciphering the Roles of the Microbiota. Foods 2021, 10, 2861.
- Gavahian, M.; Mathad, G.N.; Oliveira, C.A.; Khaneghah, A.M. Combinations of emerging technologies with fermentation: Interaction effects for detoxification of mycotoxins? Food Res. Int. 2021, 141, 110104.
- Yıldız, G.; Yildiz, G.; Khan, M.R.; Aadil, R.M. High-intensity ultrasound treatment to produce and preserve the quality of fresh-cut kiwifruit. J. Food Process. Preserv. 2022, 46, e16542.
- Roobab, U.; Abida, A.; Chacha, J.S.; Athar, A.; Madni, G.M.; Ranjha, M.M.A.N.; Rusu, A.V.; Zeng, X.-A.; Aadil, R.M.; Trif, M. Applications of innovative non-thermal pulsed electric field technology in developing safer and healthier fruit juices. Molecules 2022, 27, 4031.
- Roobab, U.; Khan, A.W.; Irfan, M.; Madni, G.M.; Zeng, X.A.; Nawaz, A.; Walayat, N.; Manzoor, M.F.; Aadil, R.M. Recent developments in ohmic technology for clean label fruit and vegetable processing: An overview. J. Food Process. Eng. 2022, 45, e14045.
- Mukhtar, K.; Nabi, B.G.; Arshad, R.N.; Roobab, U.; Yaseen, B.; Ranjha, M.M.A.N.; Aadil, R.M.; Ibrahim, S.A. Potential Impact of Ultrasound, Pulsed Electric Field, High-Pressure Processing, Microfludization Against Thermal Treatments Preservation Regarding Sugarcane Juice (Saccharum officinarum). Ultrason. Sonochem. 2022, 90, 106194.
- Jadhav, H.B.; Annapure, U.S.; Deshmukh, R.R. Non-thermal Technologies for Food Processing. Front. Nutr. 2021, 8, 657090.
- Liu, H.; Xu, X.; Cui, H.; Xu, J.; Yuan, Z.; Liu, J.; Li, C.; Li, J.; Zhu, D. Plant-Based Fermented Beverages and Key Emerging Processing Technologies. Food. Rev. Int. 2022, 1–20.
- García Martín, J.F.; Sun, D.-W. Ultrasound and electric fields as novel techniques for assisting the wine ageing process: The state-of-the-art research. Trends Food Sci. Technol. 2013, 33, 40–53.
- Choi, E.J.; Ahn, H.; Kim, M.; Han, H.; Kim, W.J. Effect of ultrasonication on fermentation kinetics of beer using six-row barley cultivated in Korea. J. Inst. Brew. 2015, 121, 510–517.
- Wu, H.; Hulbert, G.J.; Mount, J.R. Effects of ultrasound on milk homogenization and fermentation with yogurt starter. Innov. Food Sci. Emerg. Technol. 2000, 1, 211–218.
- Barukčić, I.; Lisak Jakopović, K.; Herceg, Z.; Karlović, S.; Božanić, R. Influence of high intensity ultrasound on microbial reduction, physico-chemical characteristics and fermentation of sweet whey. IFSET 2015, 27, 94–101.
- Liu, L.; Loira, I.; Morata, A.; Suárez-Lepe, J.A.; González, M.C.; Rauhut, D. Shortening the ageing on lees process in wines by using ultrasound and microwave treatments both combined with stirring and abrasion techniques. Eur. Food Res. Technol. 2015, 242, 559–569.
- Vazquez-Cabral, D.; Valdez-Fragoso, A.; Rocha-Guzman, N.E.; Moreno-Jimenez, M.R.; Gonzalez-Laredo, R.F.; Morales-Martinez, P.S.; Rojas-Contreras, J.A.; Mujica-Paz, H.; Gallegos-Infante, J.A. Effect of pulsed electric field (PEF)-treated kombucha analogues from Quercus obtusata infusions on bioactives and microorganisms. IFSET 2016, 34, 171–179.
- El Darra, N.; Turk, M.F.; Ducasse, M.-A.; Grimi, N.; Maroun, R.G.; Louka, N.; Vorobiev, E. Changes in polyphenol profiles and color composition of freshly fermented model wine due to pulsed electric field, enzymes and thermovinification pretreatments. Food Chem. 2016, 194, 944–950.
- Daryaei, H.; Coventry, J.; Versteeg, C.; Sherkat, F. Combined pH and high hydrostatic pressure effects on Lactococcus starter cultures and Candida spoilage yeasts in a fermented milk test system during cold storage. Food Microbiol. 2010, 27, 1051–1056.
- Bañuelos, M.A.; Loira, I.; Escott, C.; Del Fresno, J.M.; Morata, A.; Sanz, P.D.; Otero, L.; Suárez-Lepe, J.A. Grape Processing by High Hydrostatic Pressure: Effect on Use of Non-Saccharomyces in Must Fermentation. Food Bioprocess. Technol. 2016, 9, 1769–1778.
- Tchabo, W.; Ma, Y.; Kwaw, E.; Zhang, H.; Xiao, L.; Tahir, H.E. Aroma profile and sensory characteristics of a sulfur dioxide-free mulberry (Morus nigra) wine subjected to non-thermal accelerating aging techniques. Food Chem. 2017, 232, 89–97.
- Mota, M.J.; Lopes, R.P.; Koubaa, M.; Roohinejad, S.; Barba, F.J.; Delgadillo, I.; Saraiva, J.A. Fermentation at non-conventional conditions in food-and bio-sciences by the application of advanced processing technologies. Crit. Rev. Biotech. 2018, 38, 122–140.
- Castro, I.; Teixeira, J.; Vicente, A. The effect of the electric field on lag-phase, ethanol and β-galactosidase production of a recombinant S. cerevisiae growing on lactose. 2nd Mercosur Congr. Chem. Eng. 2005.
- Gavahian, M.; Farahnaky, A. Ohmic-assisted hydrodistillation technology: A review. Trends Food Sci. Technol. 2018, 72, 153–161.
- Gally, T.; Rouaud, O.; Jury, V.; Havet, M.; Og´e, A.; Le-Bail, A. Proofing of bread dough assisted by ohmic heating. Innov. Food Sci. Emerg. Technol. 2017, 39, 55–62.
- Knirsch, M.C.; Alves dos Santos, C.; Martins de Oliveira Soares Vicente, A.A.; Vessoni Penna, T.C. Ohmic heating—A review. Trends Food Sci. Technol. 2010, 21, 436–441.
- Alcántara-Zavala, A.E.; de Dios Figueroa-Cárdenas, J.; Morales-Sánchez, E.; Aldrete-Tapia, J.A.; Arvizu-Medrano, S.M.; Martínez-Flores, H.E. Application of ohmic heating to extend shelf life and retain the physicochemical, microbiological, and sensory properties of pulque. Food Bioprod. Process. 2019, 118, 139–148.
- Silva, A.B.; Scudini, H.; Ramos, G.L.P.; Pires, R.P.; Guimarães, J.T.; Balthazar, C.F.; Rocha, R.S.; Margalho, L.P.; Pimentel, T.C.; Siva, M.C.; et al. Ohmic heating processing of milk for probiotic fermented milk production: Survival kinetics of Listeria monocytogenes as contaminant post-fermentation, bioactive compounds retention and sensory acceptance. Int. J. Food Microbiol. 2021, 348, 109204.
- Rios-Corripio, G.; la Peña, M.M.-d.; Welti-Chanes, J.; Guerrero-Beltrán, J.Á. Pulsed electric field processing of a pomegranate (Punica granatum L.) Fermented beverage. IFSET 2022, 79, 103045.
- Delso, C.; Berzosa, A.; Sanz, J.; Álvarez, I.; Raso, J. Microbial Decontamination of Red Wine by Pulsed Electric Fields (PEF) after Alcoholic and Malolactic Fermentation: Effect on Saccharomyces cerevisiae, Oenococcus oeni, and Oenological Parameters during Storage. Foods 2023, 12, 278.
- Al Daccache, M.; Koubaa, M.; Salameh, D.; Vorobiev, E.; Maroun, R.G.; Louka, N. Control of the sugar/ethanol conversion rate during moderate pulsed electric field-assisted fermentation of a Hanseniaspora sp. Strain to produce low-alcohol cider. IFSET 2020, 59, 102258.
- El Darra, N.; Grimi, N.; Maroun, R.G.; Louka, N.; Vorobiev, E. Pulsed electric field, ultrasound, and thermal pretreatments for better phenolic extraction during red fermentation. Eur. Foods Res. Technol. 2012, 236, 47–56.
- Saldaña, G.; Cebrián, G.; Abenoza, M.; Sánchez-Gimeno, C.; Álvarez, I.; Raso, J. Assessing the efficacy of PEF treatments for improving polyphenol extraction during red wine vinifications. IFSET 2017, 39, 179–187.
- Ricci, A.; Parpinello, G.P.; Versari, A. Recent Advances and Applications of Pulsed Electric Fields (PEF) to Improve Polyphenol Extraction and Color Release during Red Winemaking. Beverages 2018, 4, 18.
- Chanos, P.; Warncke, M.C.; Ehrmann, M.A.; Hertel, C. Application of mild pulsed electric fields on starter culture accelerates yogurt fermentation. Eur. Foods Res. Technol. 2020, 246, 621–630.
- Rodríguez Rodríguez, M. Incorporation of Microencapsulated Iron in Dried Chili Mangoes (Mangifera indica L. Var. Ataulfo) with ultrasound pre-treatment. Master’s Thesis, Tecnológico de Monterrey, Querétaro, Mexico, 2022.
- Zhang, Y.; Abatzoglou, N. Review: Fundamentals, applications and potentials of ultrasound-assisted drying. Chem. Eng. Res. Des. 2020, 154, 21–46.
- Galván-D’Alessandro, L.; Carciochi, R. Fermentation Assisted by Pulsed Electric Field and Ultrasound: A Review. Fermentation 2018, 4, 1.
- Nowacka, M.; Wedzik, M. Effect of ultrasound treatment on microstructure, colour and carotenoid content in fresh and dried carrot tissue. Appl. Acoust. 2016, 103, 163–171.
- Umego, E.C.; He, R.; Huang, G.; Dai, C.; Ma, H. Ultrasound-assisted fermentation: Mechanisms, technologies, and challenges. J. Food Process. Preserv. 2021, 45, e15559.
- Ojha, K.S.; Kerry, J.P.; Alvarez, C.; Walsh, D.; Tiwari, B.K. Effect of high intensity ultrasound on the fermentation profile of Lactobacillus sakei in a meat model system. Ultrason. Sonochem. 2016, 31, 539–545.
- Nguyen, T.M.P.; Lee, Y.K.; Zhou, W. Stimulating fermentative activities of bifidobacteria in milk by highintensity ultrasound. Int. Dairy J. 2009, 19, 410–416.
- Liu, W.-S.; Yang, C.-Y.; Fang, T.J. Strategic ultrasound-induced stress response of lactic acid bacteria on enhancement of β-glucosidase activity for bioconversion of isoflavones in soymilk. J. Microbiol. Methods 2018, 148, 145–150.
- Peng, K.; Koubaa, M.; Bals, O.; Vorobiev, E. Recent insights in the impact of emerging technologies on lactic acid bacteria: A review. Food Res. Int. 2020, 137, 109544.
- Carrillo-Lopez, L.M.; Garcia-Galicia, I.A.; Tirado-Gallegos, J.M.; Sanchez-Vega, R.; Huerta-Jimenez, M.; Ashokkumar, M.; Alarcon-Rojo, A.D. Recent advances in the application of ultrasound in dairy products: Effect on functional, physical, chemical, microbiological and sensory properties. Ultrason. Sonochem. 2021, 73, 105467.
- Abesinghe, A.M.N.L.; Islam, N.; Vidanarachchi, J.K.; Prakash, S.; Silva, K.F.S.T.; Karim, M.A. Effects of ultrasound on the fermentation profile of fermented milk products incorporated with lactic acid bacteria. Int. Dairy J. 2019, 90, 1–14.
- Nöbel, S.; Ross, N.-L.; Protte, K.; Körzendörfer, A.; Hitzmann, B.; Hinrichs, J. Microgel particle formation in yogurt as influenced by sonication during fermentation. J. Food Eng. 2016, 180, 29–38.
- Gavahian, M.; Manyatsi, T.S.; Morata, A.; Tiwari, B.K. Ultrasound-assisted production of alcoholic beverages: From fermentation and sterilization to extraction and aging. CRFSFS 2022, 21, 5243–5271.
- Tao, Y.; García, J.F.; Sun, D.-W. Advances in Wine Aging Technologies for Enhancing Wine Quality and Accelerating Wine Aging Process. Crit. Rev. Food Sci. Nutr. 2013, 54, 817–835.
- Pérez-Porras, P.; Bautista-Ortín, A.B.; Jurado, R.; Gómez-Plaza, E. Using high-power ultrasounds in red winemaking: Effect of operating conditions on wine physico-chemical and chromatic characteristics. LWT 2021, 138, 110645.
- Herrera-Ponce, A.L.; Salmeron-Ochoa, I.; Rodriguez-Figueroa, J.C.; Santellano-Estrada, E.; Garcia-Galicia, I.A.; Alarcon-Rojo, A.D. High-intensity ultrasound as pre-treatment in the development of fermented whey and oat beverages: Effect on the fermentation, antioxidant activity and consumer acceptance. JFST 2021, 59, 796–804.
- Simon-Sarkadi, L.; Pásztor-Huszár, K.; Dalmadi, I.; Kiskó, G. Effect of high hydrostatic pressure processing on biogenic amine content of sausage during storage. Int. Food Res. J. 2012, 47, 380–384.
- Martínez-Monteagudo, S.I.; Balasubramaniam, V.M. Fundamentals and Applications of High-Pressure Processing Technology. In High Pressure Processing of Food; Balasubramaniam, V.M., Barbosa-Canovas, G.V., Lelieveld, H., Eds.; Springer: New York, NY, USA, 2016; pp. 3–17.
- Morales-de la Peña, M.; Welti-Chanes, J.; Martín-Belloso, O. Novel technologies to improve food safety and quality. Curr. Opin. Food Sci. 2019, 30, 1–7.
- Ma, J.; Yang, H.; Chen, Y.; Feng, X.; Wu, C.; Long, F. Purified Saponins in Momordica charantia Treated with High Hydrostatic Pressure and Ionic Liquid-Based Aqueous Biphasic Systems. Foods 2022, 11, 1930.
- Ma, J.; Wang, Y.; Zhao, M.; Tong, P.; Lv, L.; Gao, Z.; Liu, J.; Long, F. High Hydrostatic Pressure Treatments Improved Properties of Fermentation of Apple Juice Accompanied by Higher Reserved Lactobacillus plantarum. Foods 2023, 12, 441.
- Rios-Corripio, G.; Welti-Chanes, J.; Rodríguez-Martínez, V.; Guerrero-Beltrán, J.Á. Influence of high hydrostatic pressure processing on physicochemical characteristics of a fermented pomegranate (Punica granatum L.) Beverage. IFSET 2020, 59, 102249.
- Zheng, X.; Yu, Y.; Xiao, G.; Xu, Y.; Wu, J.; Tang, D.; Zhang, Y. Comparing product stability of probiotic beverages using litchi juice treated by high hydrostatic pressure and heat as substrates. IFSET 2014, 23, 61–67.
- Pega, J.; Denoya, G.I.; Castells, M.L.; Sarquis, S.; Aranibar, G.F.; Vaudagna, S.R.; Nanni, M. Effect of High-Pressure Processing on Quality and Microbiological Properties of a Fermented Beverage Manufactured from Sweet Whey Throughout Refrigerated Storage. Food Bioprocess Technol. 2018, 11, 1101–1110.
- De Ancos, B.; Pilar Cano, M.; Gómez, R. Characteristics of stirred low-fat yoghurt as affected by high pressure. Int. Dairy J. 2000, 10, 105–111.
- Swelam, S. Impact of High Hydrostatic Pressure on Composition and Quality of Yoghurt. JFDS 2018, 9, 31–35.