The development of thin-film photovoltaics has emerged as a promising solution to the global energy crisis within the field of solar cell technology. However, transitioning from laboratory scale to large-area solar cells requires precise and high-quality scribes to achieve the required voltage and reduce ohmic losses. Laser scribing has shown great potential in preserving efficiency by minimizing the drop in geometrical fill factor, resistive losses, and shunt formation. However, due to the laser induced photothermal effects, various defects can initiate and impact the quality of scribed grooves and weaken the module’s efficiency. In this regard, much research has been conducted to analyze the geometrical fill factor, surface integrity, and electrical performance of the laser scribes to reach higher power conversion efficiencies.
- laser scribing
- thin film solar cell
- quality analysis
- laser scribing defects
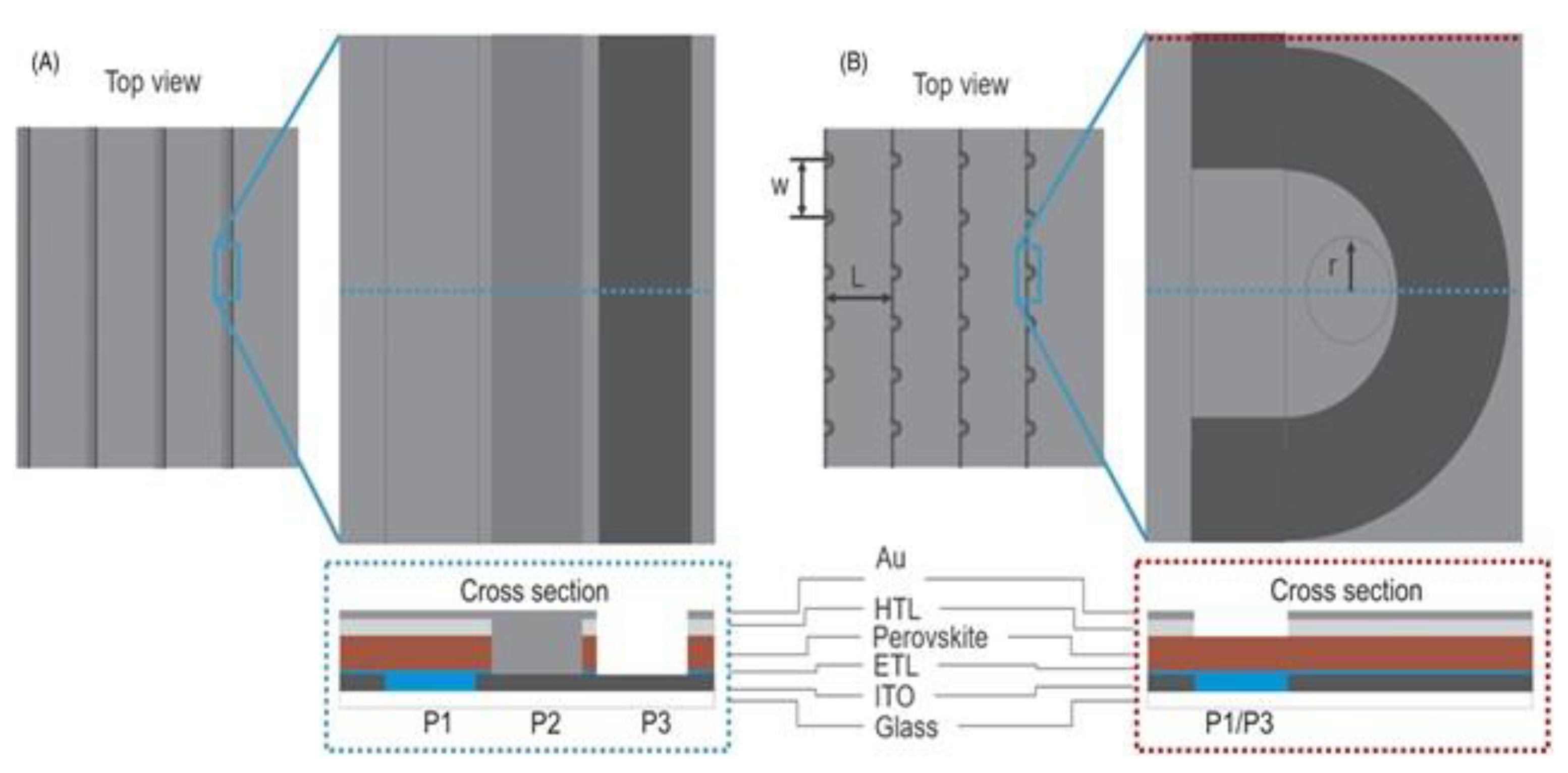
1. Scribe Geometry
-
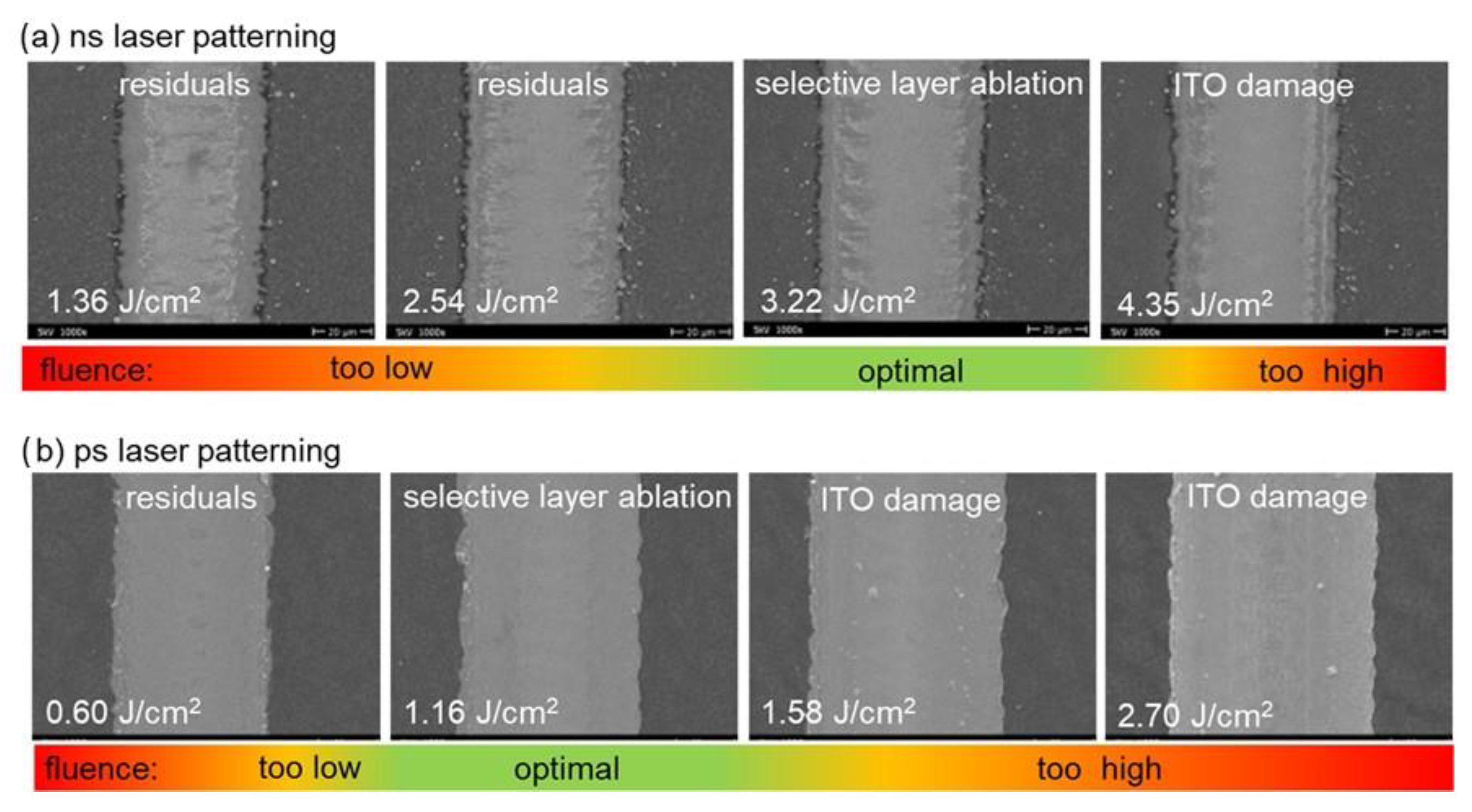
Scribe depth selectivity and cross-sectional profile
-
Laser scribing width and dead area
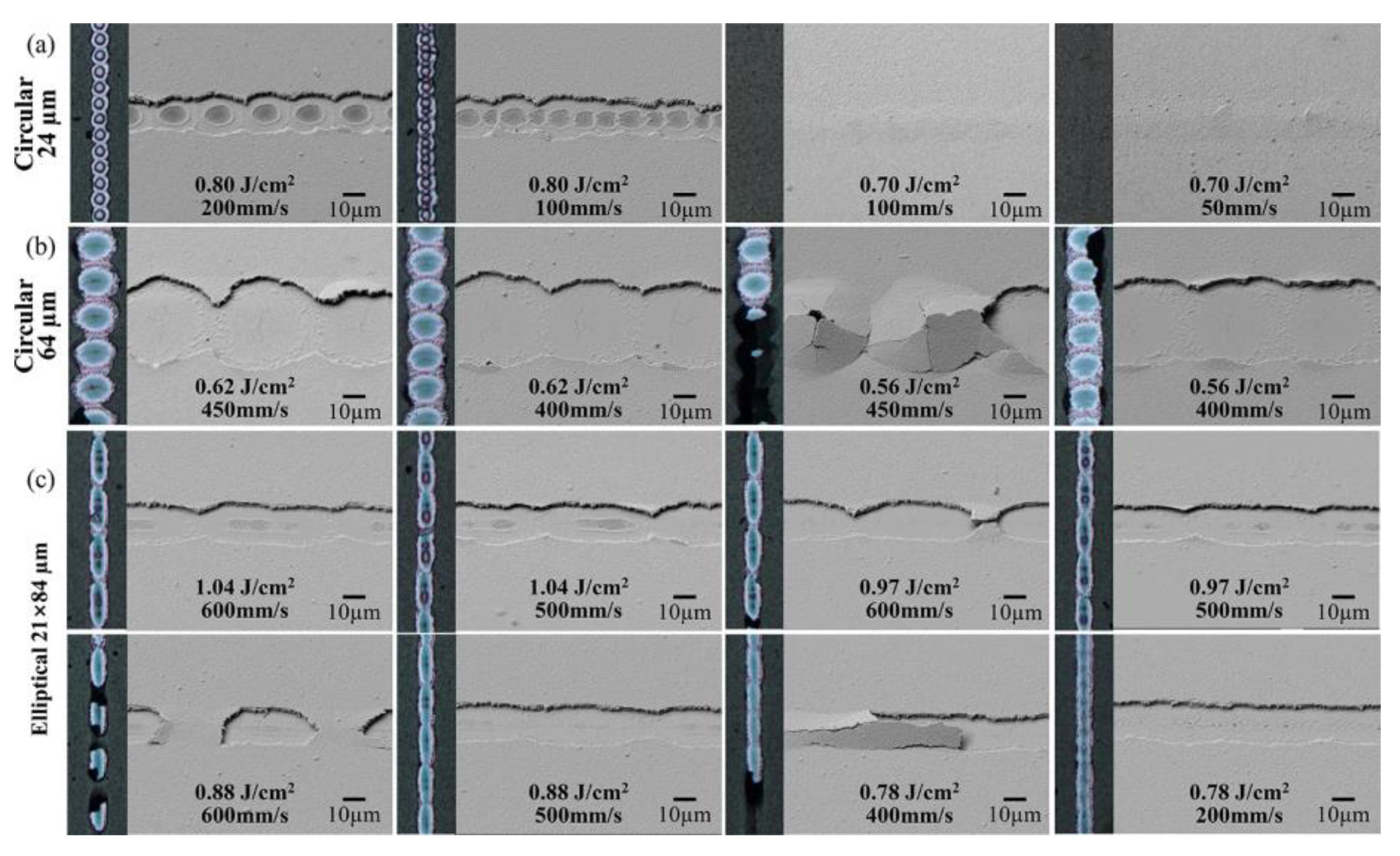
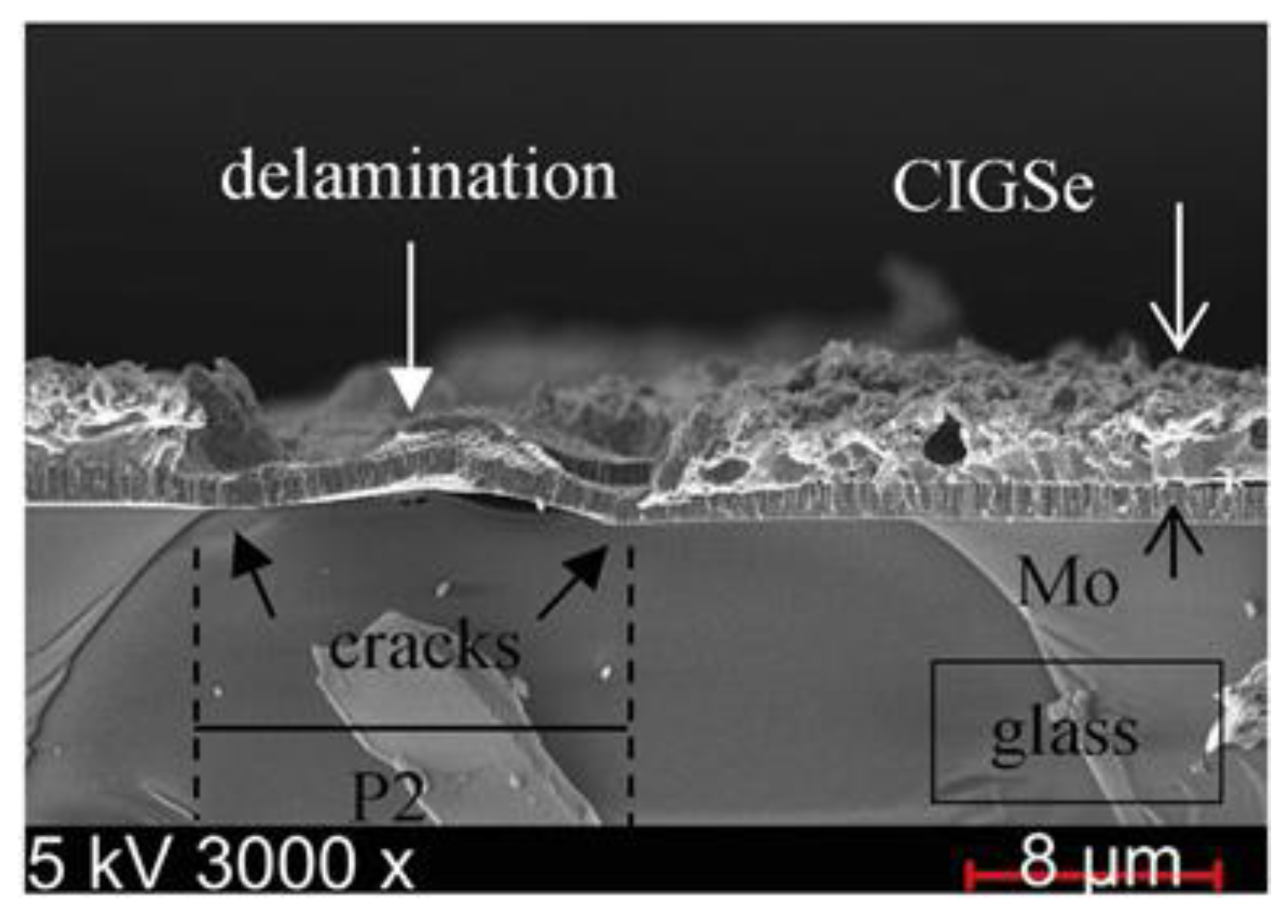
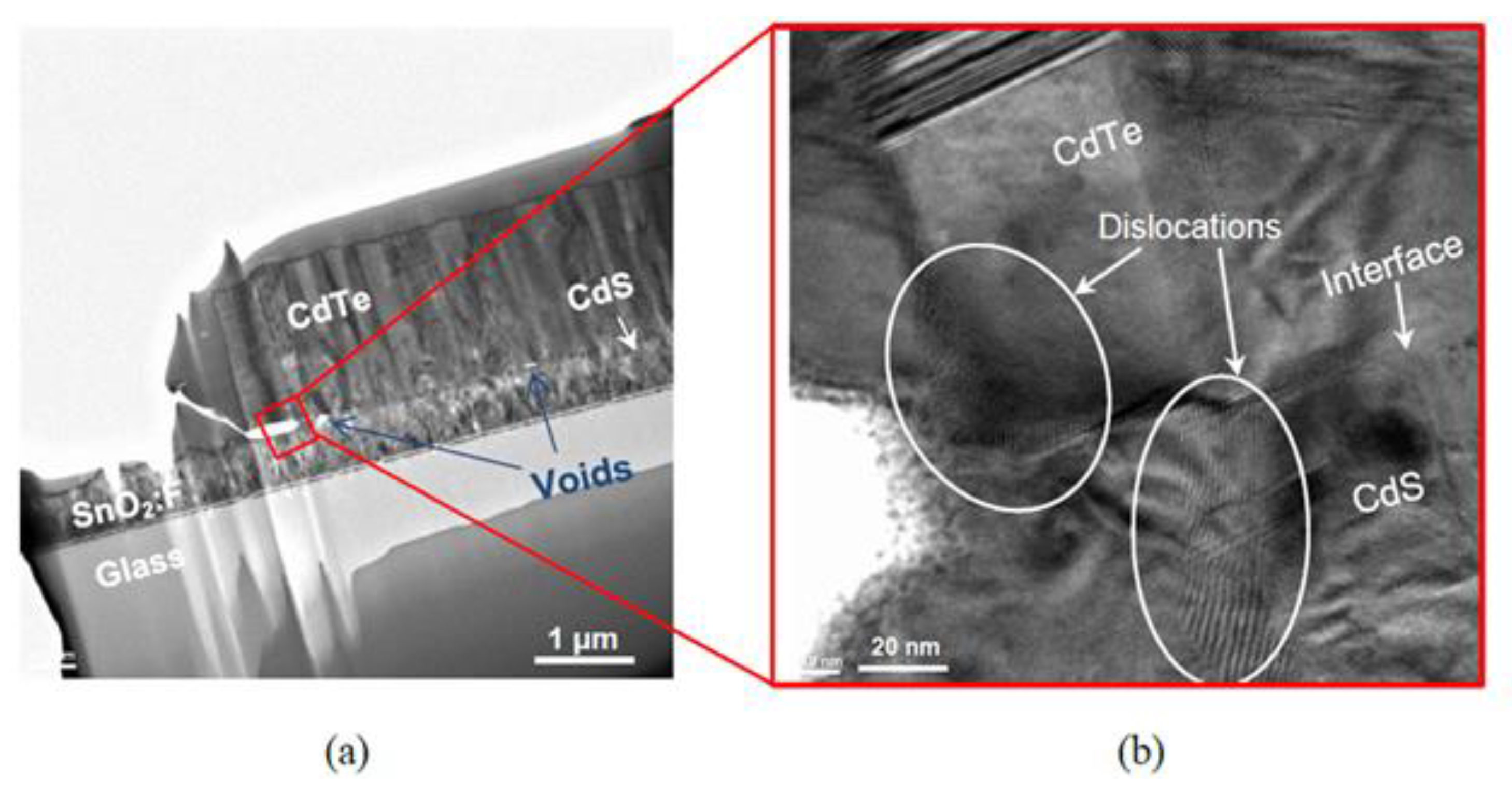
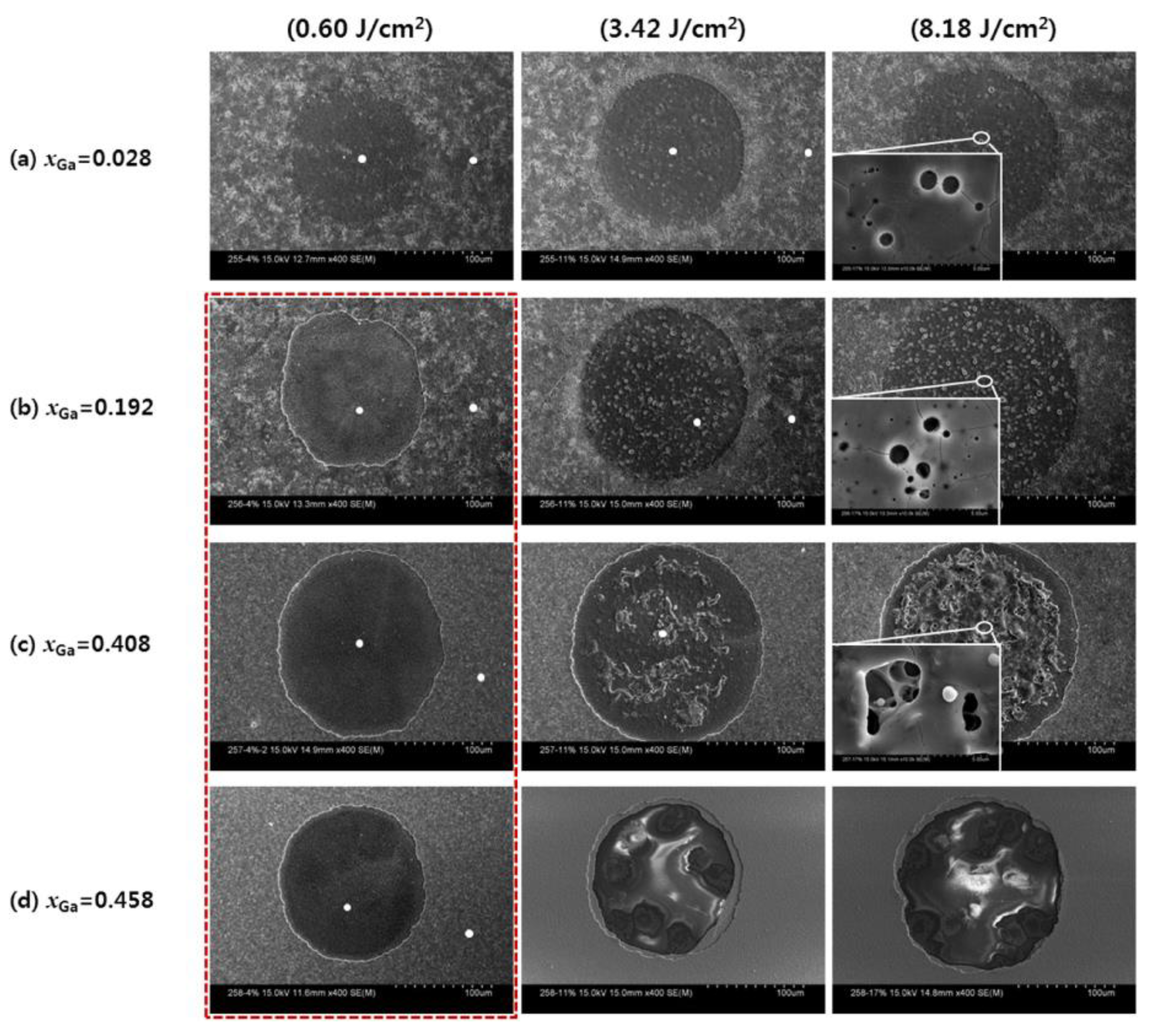
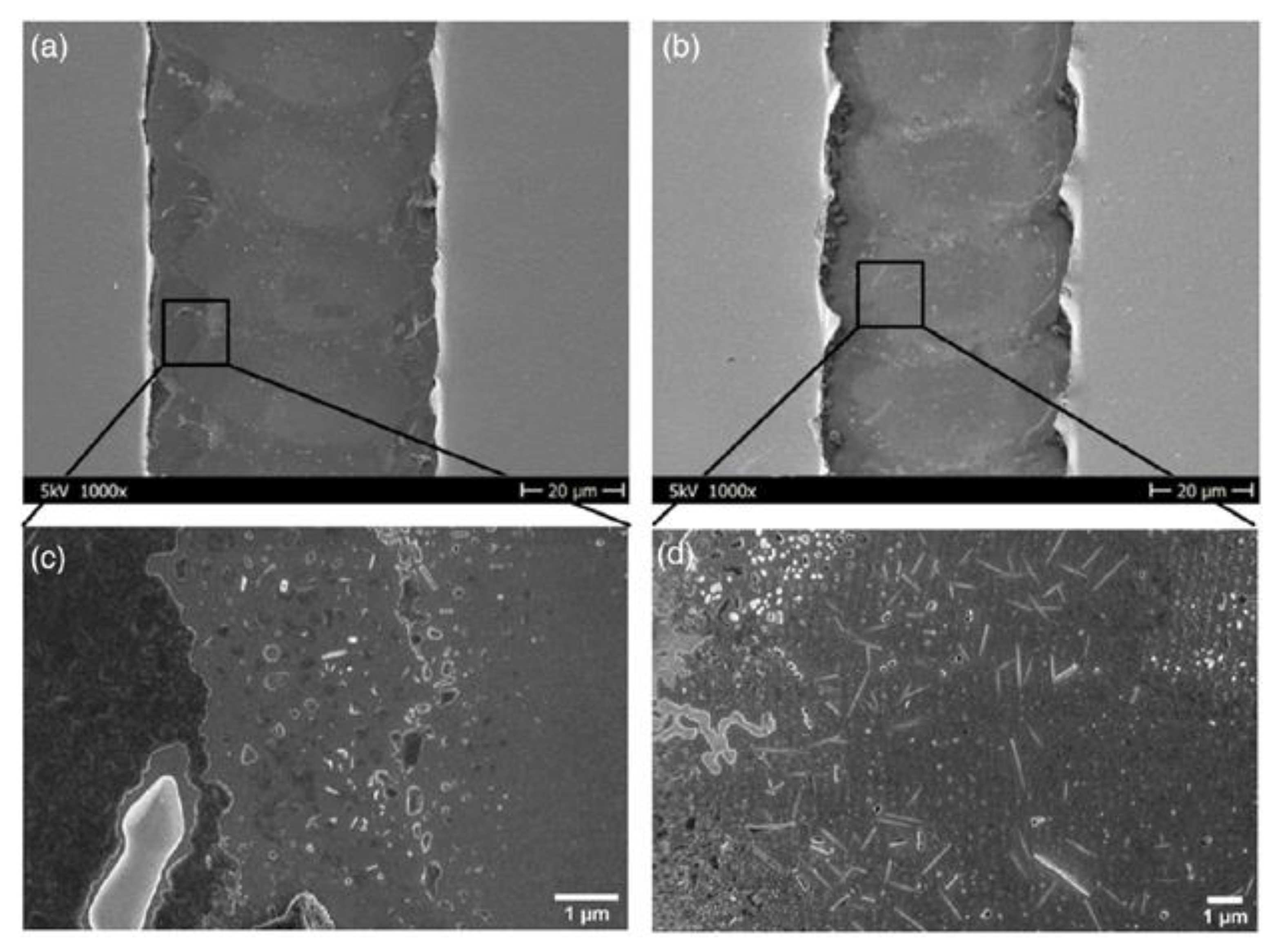
2. Microstructure and Surface Morphology
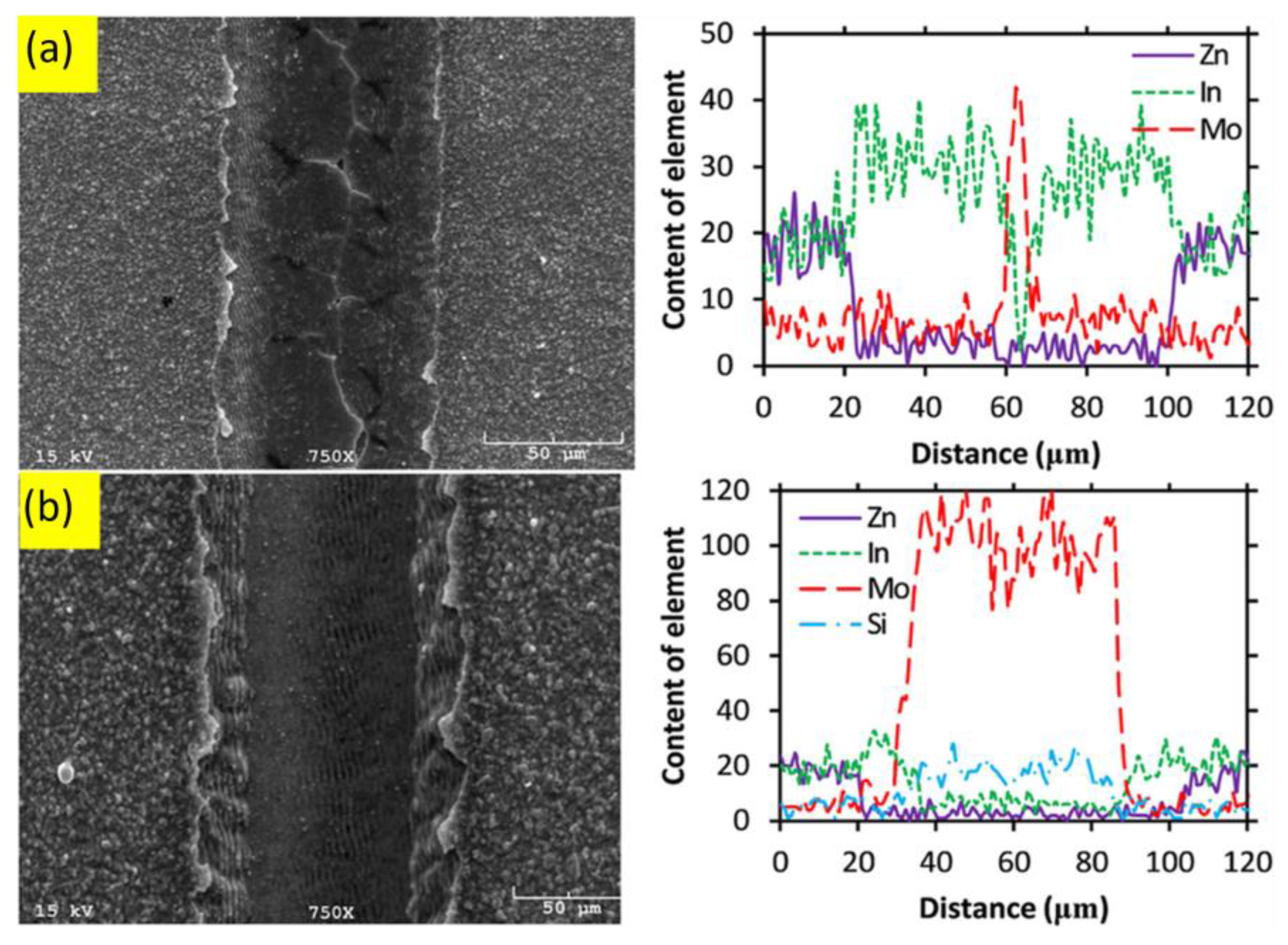
3. Chemical Composition and Reaction
4. Electrical Characteristics
| Module Type | Jsc (mA cm−2) |
Isc (mA) |
Voc (V) (Three Cells) |
FF (%) |
GFF (%) |
PCE (%) |
|---|---|---|---|---|---|---|
| aα | 21.4 | 16.05 | 3.015 | 78.31 | 95 | 16.84 |
| aβ | 21.5 | 16.12 | 3.24 | 76.82 | 94 | 17.83 |
| aγ | 21.8 | 16.35 | 3.27 | 75.91 | 92 | 18.03 |
| bα | 22.1 | 16.57 | 2.99 | 75.25 | 92 | 16.55 |
| bβ | 22.3 | 16.72 | 3.32 | 75.83 | 91 | 18.71 |
| bγ | 22.4 | 16.80 | 3.28 | 74.90 | 90 | 18.37 |
| cα | 22.4 | 16.81 | 3.06 | 73.81 | 89 | 16.89 |
| cβ | 22.6 | 16.95 | 3.28 | 70.21 | 88 | 17.34 |
| bγ | 22.5 | 16.87 | 3.27 | 68.91 | 87 | 17.10 |
This entry is adapted from the peer-reviewed paper 10.3390/jmmp7030094
References
- Li, J.; Niu, J.; Wu, X.; Kong, Y.; Gao, J.; Zhu, J.; Li, Q.; Huang, L.; Wang, S.; Chi, Z.; et al. Effects of Laser-Scribed Mo Groove Shape on Highly Efficient Zn(O,S)-Based Cu(In,Ga)Se2 Solar Modules. Sol. RRL 2020, 4, 1900510.
- Stegemann, B.; Schultz, C. Laser Patterning of Thin Films. In Digital Encyclopedia of Applied Physics; Wiley-VCH Verlag GmbH & Co. KGaA: Weinheim, Germany, 2019; pp. 1–30.
- Compaan, A.D.; Matulionis, I.; Nakade, S. Laser Scribing of Polycrystalline Thin Films. Opt. Lasers Eng. 2000, 34, 15–45.
- Bian, Q.; Yu, X.; Zhao, B.; Chang, Z.; Lei, S. Femtosecond Laser Patterning of Mo Thin Film on Flexible Substrate for Cigs Solar Cells. In Proceedings of the 30th International Congress on Applications of Lasers and Electro-Optics, ICALEO 2011, Orlando, FL, USA, 23–27 October 2011; pp. 869–874.
- Lauzurica, S.; Molpeceres, C. Assessment of Laser Direct-Scribing of a-Si:H Solar Cells with UV Nanosecond and Picosecond Sources. Phys. Procedia 2010, 5, 277–284.
- Molpeceres, C.; Lauzurica, S.; Ocãa, J.L.; Gandía, J.J.; Urbina, L.; Cárabe, J. Microprocessing of ITO and A-Si Thin Films Using Ns Laser Sources. J. Micromechanics Microengineering 2005, 15, 1271–1278.
- Kubis, P.; Li, N.; Stubhan, T.; Machui, F.; Matt, G.J.; Voigt, M.M.; Brabec, C.J. Patterning of Organic Photovoltaic Modules by Ultrafast Laser. Prog. Photovolt. Res. Appl. 2015, 23, 238–246.
- Ben-Yakar, A.; Harkin, A.; Ashmore, J.; Byer, R.L.; Stone, H.A. Thermal and Fluid Processes of a Thin Melt Zone during Femtosecond Laser Ablation of Glass: The Formation of Rims by Single Laser Pulses. J. Phys. D Appl. Phys. 2007, 40, 1447–1459.
- Schultz, C.; Schuele, M.; Stelmaszczyk, K.; Weizman, M.; Gref, O.; Friedrich, F.; Wolf, C.; Papathanasiou, N.; Kaufmann, C.A.; Rau, B.; et al. Laser-Induced Local Phase Transformation of CIGSe for Monolithic Serial Interconnection: Analysis of the Material Properties. Sol. Energy Mater. Sol. Cells 2016, 157, 636–643.
- Shin, Y.C.; Cheng, G.J.; Hu, W.; Zhang, M.Y.; Lee, S. High Precision Scribing of Thin Film Solar Cells by a Picosecond Laser. In Proceedings of NSF Engineering Research and Innovation Conference, Atlanta, GA, USA, 4–7 January 2011.
- Bian, Q.; Yu, X.; Zhao, B.; Chang, Z.; Lei, S. Femtosecond Laser Ablation of Indium Tin-Oxide Narrow Grooves for Thin Film Solar Cells. Opt. Laser Technol. 2013, 45, 395–401.
- Walter, A.; Moon, S.J.; Kamino, B.A.; Lofgren, L.; Sacchetto, D.; Matteocci, F.; Taheri, B.; Bailat, J.; di Carlo, A.; Ballif, C.; et al. Closing the Cell-to-Module Efficiency Gap: A Fully Laser Scribed Perovskite Minimodule with 16% Steady-State Aperture Area Efficiency. IEEE J. Photovolt. 2018, 8, 151–155.
- Bian, Q.; Shen, X.; Chen, S.; Chang, Z.; Lei, S. Femtosecond Laser Ablation of Indium Tin Oxide (ITO) Glass for Fabrication of Thin Film Solar Cells; Laser Institute of America: Orlando, FL, USA, 2010.
- Haas, S.; Gordijn, A.; Stiebig, H. High Speed Laser Processing for Monolithical Series Connection of Silicon Thin-Film Modules. Prog. Photovolt. Res. Appl. 2008, 16, 195–203.
- Gecys, P.; Markauskas, E.; Gedvilas, M.; Raciukaitis, G.; Repins, I.; Beall, C. Ultrashort Pulsed Laser Induced Material Lift-off Processing of CZTSe Thin-Film Solar Cells. Sol. Energy 2014, 102, 82–90.
- Kuk, S.; Wang, Z.; Jia, Z.; Zhang, T.; Park, J.K.; Kim, W.M.; Wang, L.; Jeong, J.H.; Hwang, D.J. Effect of Nanosecond Laser Beam Shaping on Cu(In,Ga)Se2 Thin Film Solar Cell Scribing. ACS Appl. Energy Mater. 2019, 2, 5057–5065.
- Heise, G.; Börner, A.; Dickmann, M.; Englmaier, M.; Heiss, A.; Kemnitzer, M.; Konrad, J.; Moser, R.; Palm, J.; Vogt, H.; et al. Demonstration of the Monolithic Interconnection on CIS Solar Cells by Picosecond Laser Structuring on 30 by 30 Cm2 Modules. Prog. Photovolt. Res. Appl. 2015, 23, 1291–1304.
- Moon, S.J.; Yum, J.H.; Lofgren, L.; Walter, A.; Sansonnens, L.; Benkhaira, M.; Nicolay, S.; Bailat, J.; Ballif, C. Laser-Scribing Patterning for the Production of Organometallic Halide Perovskite Solar Modules. IEEE J. Photovolt. 2015, 5, 1087–1092.
- Turan, B.; Huuskonen, A.; Kühn, I.; Kirchartz, T.; Haas, S. Cost-Effective Absorber Patterning of Perovskite Solar Cells by Nanosecond Laser Processing. Sol. RRL 2017, 1, 1700003.
- Di Giacomo, F.; Castriotta, L.A.; Kosasih, F.U.; Di Girolamo, D.; Ducati, C.; Di Carlo, A. Upscaling Inverted Perovskite Solar Cells: Optimization of Laser Scribing for Highly Efficient Mini-Modules. Micromachines 2020, 11, 1127.
- Turan, B.T.; Haas, S. Scribe Width Optimization of Absorber Laser Ablation for Thin-Film Silicon Solar Modules. J. Laser Micro Nanoeng. 2013, 8, 230–233.
- Palma, A.L.; Matteocci, F.; Agresti, A.; Pescetelli, S.; Calabrò, E.; Vesce, L.; Christiansen, S.; Schmidt, M.; di Carlo, A. Laser-Patterning Engineering for Perovskite Solar Modules with 95% Aperture Ratio. IEEE J. Photovolt. 2017, 7, 1674–1680.
- Brecl, K.; Topič, M.; Smole, F. A Detailed Study of Monolithic Contacts and Electrical Losses in a Large-Area Thin-Film Module. Prog. Photovolt. Res. Appl. 2005, 13, 297–310.
- Kothandaraman, R.K.; Jiang, Y.; Feurer, T.; Tiwari, A.N.; Fu, F. Near-Infrared-Transparent Perovskite Solar Cells and Perovskite-Based Tandem Photovoltaics. Small Methods 2020, 4, 2000395.
- Bosio, A.; Sozzi, M.; Menossi, D.; Selleri, S.; Cucinotta, A.; Romeo, N. Polycrystalline CdTe Thin Film Mini-Modules Monolithically Integrated by Fiber Laser. Thin Solid Film. 2014, 562, 638–647.
- Endert, H.; Niederhofer, J. Two Concepts Changing Laser Scribing in Photovoltaics. Laser Tech. J. 2011, 8, 25–28.
- Kuo, C.F.J.; Tu, H.M.; Liang, S.W.; Tsai, W.L. Optimization of Microcrystalline Silicon Thin Film Solar Cell Isolation Processing Parameters Using Ultraviolet Laser. Opt. Laser Technol. 2010, 42, 945–955.
- Tsai, C.Y.; Tsai, C.Y. Development of Amorphous/Microcrystalline Silicon Tandem Thin-Film Solar Modules with Low Output Voltage, High Energy Yield, Low Light-Induced Degradation, and High Damp-Heat Reliability. J. Nanomater. 2014, 2014, 861741.
- Nishiwaki, S.; Burn, A.; Buecheler, S.; Muralt, M.; Pilz, S.; Romano, V.; Witte, R.; Krainer, L.; Spühler, G.J.; Tiwari, A.N. A Monolithically Integrated High-Efficiency Cu(In,Ga)Se2 Mini-Module Structured Solely by Laser. Prog. Photovolt. Res. Appl. 2015, 23, 1908–1915.
- Fenske, M.; Schultz, C.; Dagar, J.; Kosasih, F.U.; Zeiser, A.; Junghans, C.; Bartelt, A.; Ducati, C.; Schlatmann, R.; Unger, E.; et al. Improved Electrical Performance of Perovskite Photovoltaic Mini-Modules through Controlled PbI2 Formation Using Nanosecond Laser Pulses for P3 Patterning. Energy Technol. 2021, 9, 2000969.
- Schultz, C.; Weizman, M.; Schüle, M.; Juzumas, V.; Stelmaszczyk, K.; Wolf, C.; Papathanasiou, N.; Rau, B.; Schlatmann, R.; Quaschning, V.; et al. Laser Patterning of CIGSe Solar Cells Using Nano-and Picosecond Pulses-Possibilities and Challenges. In Proceedings of the 28th European Photovoltaic Solar Energy Conference, Paris, France, 30 September–4 October 2013.
- Schultz, C.; Fenske, M.; Dagar, J.; Farias Basulto, G.A.; Zeiser, A.; Bartelt, A.; Junghans, C.; Schlatmann, R.; Unger, E.; Stegemann, B. Laser-Based Series Interconnection of Chalcopyrite Und Perovskite Solar Cells: Analysis of Material Modifications and Implications for Achieving Small Dead Area Widths. Mater. Today Proc. 2021, 53, 299–306.
- Taheri, B.; de Rossi, F.; Lucarelli, G.; Castriotta, L.A.; di Carlo, A.; Brown, T.M.; Brunetti, F. Laser-Scribing Optimization for Sprayed SnO2-Based Perovskite Solar Modules on Flexible Plastic Substrates. ACS Appl. Energy Mater. 2021, 4, 4507–4518.
- Paetzold, U.W.; Jaysankar, M.; Gehlhaar, R.; Ahlswede, E.; Paetel, S.; Qiu, W.; Bastos, J.; Rakocevic, L.; Richards, B.S.; Aernouts, T.; et al. Scalable Perovskite/CIGS Thin-Film Solar Module with Power Conversion Efficiency of 17.8%. J. Mater. Chem. A 2017, 5, 9897–9906.
- Yoo, J.W.; Jang, J.; Kim, U.; Lee, Y.; Ji, S.G.; Noh, E.; Hong, S.; Choi, M.; Seok, S. il Efficient Perovskite Solar Mini-Modules Fabricated via Bar-Coating Using 2-Methoxyethanol-Based Formamidinium Lead Tri-Iodide Precursor Solution. Joule 2021, 5, 2420–2436.
- Gao, Y.; Liu, C.; Xie, Y.; Guo, R.; Zhong, X.; Ju, H.; Qin, L.; Jia, P.; Wu, S.; Schropp, R.E.I.; et al. Can Nanosecond Laser Achieve High-Performance Perovskite Solar Modules with Aperture Area Efficiency Over 21%? Adv. Energy Mater. 2022, 12, 2202287.
- Rakocevic, L.; Schöpe, G.; Turan, B.; Genoe, J.; Aernouts, T.; Haas, S.; Gehlhaar, R.; Poortmans, J. Perovskite Modules with 99% Geometrical Fill Factor Using Point Contact Interconnections Design. Prog. Photovolt. Res. Appl. 2020, 28, 1120–1127.
- Castriotta, L.A.; Zendehdel, M.; Yaghoobi Nia, N.; Leonardi, E.; Löffler, M.; Paci, B.; Generosi, A.; Rellinghaus, B.; Di Carlo, A. Reducing Losses in Perovskite Large Area Solar Technology: Laser Design Optimization for Highly Efficient Modules and Minipanels. Adv. Energy Mater. 2022, 12, 2103420.
- Krause, S.; Miclea, P.T.; Steudel, F.; Schweizer, S.; Seifert, G. Few Micrometers Wide, Perfectly Isolating Scribes in Transparent Conductive Oxide Layers Prepared by Femtosecond Laser Processing. J. Renew. Sustain. Energy 2014, 6, 011402.
- Bonse, J.; Krüger, J. Probing the Heat Affected Zone by Chemical Modifications in Femtosecond Pulse Laser Ablation of Titanium Nitride Films in Air. J. Appl. Phys. 2010, 107, 054902.
- Brandal, G.; Ardelean, J.; O’Gara, S.; Chen, H.; Yao, Y.L. Comparative Study of Laser Scribing of SnO2:F Thin Films Using Gaussian and Top-Hat Beams; International Congress on Applications of Lasers & Electro-Optics; Laser Institute of America: Orlando, FL, USA, 2018; pp. 130–139.
- Kim, T.W.; Lee, J.Y.; Kim, D.H.; Pahk, H.J. Ultra-Short Laser Patterning of Thin-Film CIGS Solar Cells through Glass Substrate. Int. J. Precis. Eng. Manuf. 2013, 14, 1287–1292.
- Bucher, T.; Brandal, G.; Chen, H.; Yao, Y.L. Quantifying the Heat Affected Zone in Laser Scribing of Thin Film Solar Cells. Manuf. Lett. 2017, 13, 11–14.
- Schneller, E.; Dhere, N.G.; Shimada, J.; Kar, A. Study of the Laser Scribing of Molybdenum Thin Films Fabricated Using Different Deposition Techniques. In Proceedings of the Laser Material Processing for Solar Energy Devices II, San Diego, CA, USA, 16 September 2013; Volume 8826, p. 88260C.
- Witte, R.; Frei, B.; Schneeberger, S.; Bücheler, S.; Nishiwaki, S.; Burn, A.; Muralt, M.; Romano, V.; Krainer, L. Investigation of a Reliable All-Laser Scribing Process in Thin Film Cu(In,Ga)(S,Se) 2 Manufacturing. In Proceedings of the Laser Applications in Microelectronic and Optoelectronic Manufacturing (LAMOM) XVIII, San Francisco, CA, USA, 13 March 2013; Volume 8607, p. 86071B.
- Kajari-Schröder, S.; Bjorneklett, B.; Köntges, M.; Kunze, I.; Kajari-Schröder, S.; Breitenmoser, X.; Bjørneklett, B. Quantifying the risk of power loss in PV modules due to micro cracks. In Proceedings of the 25th European Photovoltaic Solar Energy Conference, Valencia, Spain, 6–10 September 2010.
- Wang, H.; Yao, Y.L.; Chen, H. Removal Mechanism and Defect Characterization for Glass-Side Laser Scribing of CdTe/CdS Multilayer in Solar Cells. J. Manuf. Sci. Eng. Trans. ASME 2015, 137, 061006.
- Lauzurica, S.; García-Ballesteros, J.J.; Colina, M.; Sánchez-Aniorte, I.; Molpeceres, C. Selective Ablation with UV Lasers of A-Si:H Thin Film Solar Cells in Direct Scribing Configuration. Appl. Surf. Sci. 2011, 257, 5230–5236.
- Tamaoki, S.; Kaneuchi, Y.; Kakui, M.; Baird, B.; Paudel, N.R.; Wieland, K. Development of Wide Operational Range Fiber Laser for Processing Thin Film Photovoltaic Panels. In Proceedings of the International Congress on Applications of Lasers & Electro-Optics, Anaheim, CA, USA, 26–30 September 2010; pp. 1220–1225.
- Domke, M.; Rapp, S.; Schmidt, M.; Huber, H.P. Ultrafast pump-probe microscopy with high temporal dynamic range. Opt. Express 2012, 20, 10330–10338.
- Markauskas, E.; Gečys, P.; Repins, I.; Beall, C.; Račiukaitis, G. Laser Lift-off Scribing of the CZTSe Thin-Film Solar Cells at Different Pulse Durations. Sol. Energy 2017, 150, 246–254.
- Kim, T.-W.; Pahk, H.-J.; Park, H.K.; Hwang, D.J.; Grigoropoulos, C.P. Comparison of Multilayer Laser Scribing of Thin Film Solar Cells with Femto, Pico, and Nanosecond Pulse Durations. In Proceedings of the Thin Film Solar Technology, San Diego, CA, USA, 20 August 2009; Volume 7409, p. 74090A.
- Gečys, P.; Račiukaitis, G. Scribing of A-Si Thin-Film Solar Cells with Picosecond Laser. Eur. Phys. J. Appl. Phys. 2010, 51, 33209.
- Hongliang Wang, A. Laser Surface Texturing, Crystallization and Scribing of Thin Films in Solar Cell; Columbia University: New York, NY, USA, 2013.
- Wu, C.; Zhigilei, L.V. Microscopic Mechanisms of Laser Spallation and Ablation of Metal Targets from Large-Scale Molecular Dynamics Simulations. Appl. Phys. A 2014, 114, 11–32.
- Xia, Y.; Jing, X.; Zhang, D.; Wang, F.; Jaffery, S.H.I.; Li, H. A Comparative Study of Direct Laser Ablation and Laser-Induced Plasma-Assisted Ablation on Glass Surface. Infrared Phys. Technol. 2021, 115, 103737.
- Sun, M.; Eppelt, U.; Hartmann, C.; Schulz, W.; Zhu, J.; Lin, Z. Damage Morphology and Mechanism in Ablation Cutting of Thin Glass Sheets with Picosecond Pulsed Lasers. Opt. Laser Technol. 2016, 80, 227–236.
- Bonse, J.; Bachelier, G.; Siegel, J.; Solis, J. Time- and Space-Resolved Dynamics of Melting, Ablation, and Solidification Phenomena Induced by Femtosecond Laser Pulses in Germanium. Phys. Rev. B 2006, 74, 134106.
- Unger, C.; Koch, J.; Overmeyer, L.; Chichkov, B.N. Time-Resolved Studies of Femtosecond-Laser Induced Melt Dynamics. Opt. Express 2012, 20, 24864–24872.
- Pem, F.J.; Mansfield, L.; Glynn, S.; To, B.; Dehart, C.; Nikumb, S.; Dinkel, C.; Rekow, M.; Murison, R.; Panarello, T.; et al. All-Laser Scribing for Thin-Film CuInGaSe2 Solar Cells. In Proceedings of the 2010 35th IEEE Photovoltaic Specialists Conference, Honolulu, HI, USA, 20–25 June 2010; pp. 3479–3484.
- García-Ballesteros, J.J.; Lauzurica, S.; Molpeceres, C.; Torres, I.; Canteli, D.; Gandía, J.J. Electrical Losses Induced by Laser Scribing during Monolithic Interconnection of Devices Based on A-Si:H. Phys. Procedia 2010, 5, 293–300.
- Chang, T.L.; Chen, C.Y.; Wang, C.P. Precise Ultrafast Laser Micromachining in Thin-Film CIGS Photovoltaic Modules. Microelectron. Eng. 2013, 110, 381–385.
- Juarez-Perez, E.J.; Ono, L.K.; Maeda, M.; Jiang, Y.; Hawash, Z.; Qi, Y. Photodecomposition and Thermal Decomposition in Methylammonium Halide Lead Perovskites and Inferred Design Principles to Increase Photovoltaic Device Stability. J. Mater. Chem. A 2018, 6, 9604–9612.
- Schultz, C.; Fenske, M.; Dagar, J.; Zeiser, A.; Bartelt, A.; Schlatmann, R.; Unger, E.; Stegemann, B. Ablation Mechanisms of Nanosecond and Picosecond Laser Scribing for Metal Halide Perovskite Module Interconnection—An Experimental and Numerical Analysis. Solar Energy 2020, 198, 410–418.
- Lee, S.H.; Kim, C.K.; In, J.H.; Shim, H.S.; Jeong, S.H. Selective Removal of CuIn1-XGaxSe2 Absorber Layer with No Edge Melting Using a Nanosecond Nd: YAG Laser. J. Phys. D Appl. Phys. 2013, 46, 105502.
- Nedyalkov, N.; Koleva, M.; Nikov, R.; Atanasov, P.; Nakajima, Y.; Takami, A.; Shibata, A.; Terakawa, M. Laser Nanostructuring of ZnO Thin Films. Appl. Surf. Sci. 2016, 374, 172–176.
- Le, H.; Penchev, P.; Henrottin, A.; Bruneel, D.; Nasrollahi, V.; Ramos-de-Campos, J.A.; Dimov, S. Effects of Top-Hat Laser Beam Processing and Scanning Strategies in Laser Micro-Structuring. Micromachines 2020, 11, 221.
- Bonse, J.; Krüger, J. Structuring of Thin Films by Ultrashort Laser Pulses. Appl. Phys. A 2023, 129, 14.
- Bovatsek, J.; Tamhankar, A.; Patel, R.S.; Bulgakova, N.M.; Bonse, J. Thin Film Removal Mechanisms in Ns-Laser Processing of Photovoltaic Materials. Thin Solid Film. 2010, 518, 2897–2904.
- Wang, H.; Hsu, S.T.; Tan, H.; Lawrence Yao, Y.; Chen, H.; Azer, M.N. Predictive Modeling for Glass-Side Laser Scribing of Thin Film Photovoltaic Cells. J. Manuf. Sci. Eng. 2013, 135, 051004.
- Schultz, C.; Schneider, F.; Neubauer, A.; Bartelt, A.; Jost, M.; Rech, B.; Schlatmann, R.; Albrecht, S.; Stegemann, B. Evidence of PbI2-Containing Debris Upon P2 Nanosecond Laser Patterning of Perovskite Solar Cells. IEEE J. Photovolt. 2018, 8, 1244–1251.
- Krause, S.; Miclea, P.T.; Seifert, G. Selective Femtosecond Laser Lift-off Process for Scribing in Thin-Film Photovoltaics. J. Laser Micro Nanoeng. 2015, 10, 274–278.
- Markauskas, E.; Gečys, P.; Račiukaitis, G. Evaluation of Electrical Shunt Resistance in Laser Scribed Thin-Films for CIGS Solar Cells on Flexible Substrates. In Proceedings of the Laser Applications in Microelectronic and Optoelectronic Manufacturing (LAMOM) XX, San Francisco, CA, USA, 9–12 February 2015; Volume 9350, p. 93500S.
- Gecys, P.; Raciukaitis, G.; Miltenisa, E.; Braun, A.; Ragnow, S. Scribing of Thin-Film Solar Cells with Picosecond Laser Pulses. Phys. Procedia 2011, 12, 141–148.
- Bian, Q. Femtosecond Laser Micromachining of Advanced Materials. Ph.D. Thesis, Kansas State University, Manhattan, KS, USA, 2013.
- Westin, P.O.; Zimmermann, U.; Edoff, M. Laser Patterning of P2 Interconnect via in Thin-Film CIGS PV Modules. Sol. Energy Mater. Sol. Cells 2008, 92, 1230–1235.
- Gečys, P.; Markauskas, E.; Žemaitis, A.; Račiukaitis, G. Variation of P2 Series Interconnects Electrical Conductivity in the CIGS Solar Cells by Picosecond Laser-Induced Modification. Sol. Energy 2016, 132, 493–502.
- Zhao, X.; Cao, Y.; Nian, Q.; Cheng, G.; Shin, Y.C. Control of Ablation Depth and Surface Structure in P3 Scribing of Thin-Film Solar Cells by a Picosecond Laser. J. Micro Nano-Manuf. 2014, 2, 031007.
- Razza, S.; Pescetelli, S.; Agresti, A.; Di Carlo, A. Laser Processing Optimization for Large-Area Perovskite Solar Modules. Energies 2021, 14, 1069.
- Kosasih, F.U.; Rakocevic, L.; Aernouts, T.; Poortmans, J.; Ducati, C. Electron Microscopy Characterization of P3 Lines and Laser Scribing-Induced Perovskite Decomposition in Perovskite Solar Modules. ACS Appl. Mater. Interfaces 2019, 11, 45646–45655.
- Bonse, J.; Sturm, H.; Schmidt, D.; Kautek, W. Chemical, Morphological and Accumulation Phenomena in Ultrashort-Pulse Laser Ablation of TiN in Air. Appl. Phys. A 2000, 71, 657–665.
- Ku, S.; Haas, S.; Pieters, B.E.; Zastrow, U.; Besmehn, A.; Ye, Q.; Rau, U. Investigation of Laser Scribing of A-Si:H from the Film Side for Solar Modules Using a UV Laser with Ns Pulses. Appl. Phys. A 2011, 105, 355–362.
- Abdelli-Messaci, S.; Kerdja, T.; Lafane, S.; Malek, S. Fast Imaging of Laser-Induced Plasma Emission from a ZnO Target. Spectrochim. Acta Part B At. Spectrosc. 2009, 64, 968–973.
- Ritzer, D.B.; Abzieher, T.; Basibüyük, A.; Feeney, T.; Laufer, F.; Ternes, S.; Richards, B.S.; Bergfeld, S.; Paetzold, U.W. Upscaling of Perovskite Solar Modules: The Synergy of Fully Evaporated Layer Fabrication and All-Laser-Scribed Interconnections. Prog. Photovolt. Res. Appl. 2022, 30, 360–373.
- Wehrmann, A.; Puttnins, S.; Hartmann, L.; Ehrhardt, M.; Lorenz, P.; Zimmer, K. Analysis of Laser Scribes at CIGS Thin-Film Solar Cells by Localized Electrical and Optical Measurements. Opt. Laser Technol. 2012, 44, 1753–1757.
- Schultz, C.; Richter, M.; Schüle, M.; Richter, M.; Pahl, H.-U.; Endert, H.; Bonse, J.; Dirnstorfer, I.; Rau, B.; Schlatmann, R.; et al. P1, P2 and P3 structuring of CIGSE solar cells with a single laser wavelength. In Proceedings of the 26th EU PVSEC, Hamburg, Germany, 5–9 September 2011.
- Wang, X.; Ehrhardt, M.; Lorenz, P.; Scheit, C.; Ragnow, S.; Ni, X.W.; Zimmer, K. The Influence of the Laser Parameter on the Electrical Shunt Resistance of Scribed Cu(InGa)Se 2 Solar Cells by Nested Circular Laser Scribing Technique. Appl. Surf. Sci. 2014, 302, 194–197.
- Gecys, P.; Raciukaitis, G.; Wehrmann, A.; Zimmer, K.; Braun, A.; Ragnow, S. Scribing of Thin-Film Solar Cells with Picosecond and Femtosecond Lasers. J. Laser Micro Nanoeng. 2012, 7, 33–37.
- Hermann, J.; Benfarah, M.; Coustillier, G.; Bruneau, S.; Axente, E.; Guillemoles, J.F.; Sentis, M.; Alloncle, P.; Itina, T. Selective Ablation of Thin Films with Short and Ultrashort Laser Pulses. Appl. Surf. Sci. 2006, 252, 4814–4818.
- Gečys, P.; Markauskas, E.; Nishiwaki, S.; Buecheler, S.; De Loor, R.; Burn, A.; Romano, V.; Račiukaitis, G. CIGS Thin-Film Solar Module Processing: Case of High-Speed Laser Scribing. Sci. Rep. 2017, 7, 40502.
- Markauskas, E.; Zubauskas, L.; Račiukaitis, G.; Gečys, P. Damage-Free Patterning of Thermally Sensitive CIGS Thin-Film Solar Cells: Can Nanosecond Pulses Outperform Ultrashort Laser Pulses? Sol. Energy 2020, 202, 514–521.
- Markauskas, E.; Gečys, P.; Žemaitis, A.; Gedvilas, M.; Račiukaitis, G. Validation of Monolithic Interconnection Conductivity in Laser Scribed CIGS Thin-Film Solar Cells. Sol. Energy 2015, 120, 35–43.
- Lemke, A.; Ashkenasi, D.; Eichler, H.J. Picosecond Laser Induced Selective Removal of Functional Layers on CIGS Thin Film Solar Cells. Phys. Procedia 2013, 41, 769–775.
- Matthäus, G.; Bergner, K.; Ametowobla, M.; Letsch, A.; Tünnermann, A.; Nolte, S. CIGS P3 Scribing Using Ultrashort Laser Pulses and Thermal Annealing. Appl. Phys. A 2015, 120, 1–4.