1. Basalt
Basalt has been used for many years in casting processes including manufacturing slabs and tiles for architectural applications. Basalt fibres were first extruded from molten basalt rocks in the early 1920s attributed to the work of Paul Dhè
[1][15]. Later in the 1960s, the Soviet Union while investigating the applications of basalt for military and aerospace equipment, also started to develop manufacturing techniques to produce continuous basalt fibres
[2][7]. In 1979, a patent was granted in the United States where researchers proposed a production technology to improve the mechanical, chemical, and physical characteristics of basalt fibres by optimizing the fibre sizing with the addition of silane coupling agents and hydrate zirconia films
[3][4][5][6][7][16,17,18,19,20]. In 1985, scientists in the Soviet Union developed a commercial production technology to manufacture continuous basalt fibres
[8][9][10][21,22,23]. Other studies focused on developing manufacturing methods and techniques for producing basalt fibres. Aslanova
[11][24] proposed a production technique to improve the mechanical properties and thermal stability of basalt. Brik
[12][13][25,26] proposed a flexible manufacturing technique and apparatus to produce continuous basalt fibres from 7 to 100 µm diameter.
The global basalt fibre market size is projected to grow from 286 million USD to 517 million USD by 2027, at a Compound annual growth rate (CAGR) of 12.5% between 2022 and 2027
[14][27]. Current production of basalt fibres is relatively widespread with most of the production market dominated by Ukraine, and Russia, due to large basalt reserves in the respective regions. New basalt fibre manufacturers are rapidly emerging in other countries, such as China, Japan, Ireland, Germany, United states of America (USA), Belgium, to meet the growing demand
[14][27]. To name a few notable manufacturers of basalt fibres globally include—Zhejiang GBF Basalt Fibre (China), JFE RockFibre Corp. (Japan), Mafic SA (Ireland), ISOMATEX SA (Belgium), Kamenny Vek (Russia), Technobasalt-Invest LLC (Ukraine), INCOTELOGY GmBH (Germany), Sundaglass Basalt Fibre Technology (USA), Shanxi Basalt Fibre Technology Co. Ltd. (China), Mudanjiang Basalt Fibre Co. (China)
[14][27]. The main consumers span across North America, Asia, and Europe.
12.1. Manufacturing Techniques for Basalt Fibre Production
The major challenges associated with manufacturing basalt fibres are gradual crystallization of structural parts (plagioclase, magnetite, pyroxene) and the non-homogeneity of melt
[15][28]. Continuous spinning technologies can help in overcoming the challenges associated with manufacturing basalt fibres suitable to produce basalt fabrics for structural composites
[15][16][28,29]. The two main manufacturing techniques for basalt fibres are Spinneret technology
[17][18][14,30] and Junkers technology
[18][19][30,31].
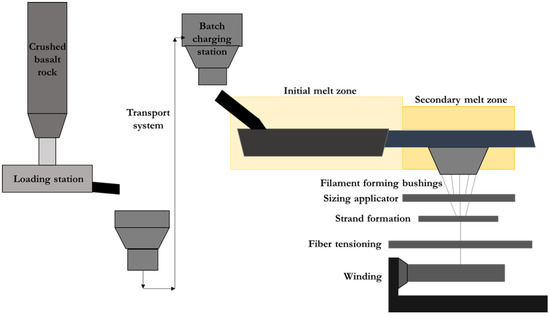
The Spinneret technology, used to manufacture continuous basalt fibres, (
Figure 1) is similar to the manufacturing technique used for glass fibre production. However, in basalt fibre production, a single raw material feed process requires no secondary additives in the intermediate stages (unlike glass fibre manufacturing process). For basalt fibre production, basalt rock is first crushed and then washed. Afterwards, the broken rock fragments are loaded into the furnace where they are heated to between 1200–1500 °C using either a gaseous mixture or electricity. To ensure uniform heating and to achieve thermal equilibrium in the shortest possible time, some electrodes are submerged in the melting bath. Following the melting process, molten basalt is passed through platinum-rhodium heated bushings to produce fine threads of basalt fibres. After cooling is complete, basalt fibre filaments are collected in strands and further lubricated to retain the integrity and chemical stability of fibres. During the manufacturing process, the diameter of basalt fibres is controlled by varying the drawing speed and melting temperature
[2][17][18][20][7,9,14,30].
Figure 1. Schematic of Spinneret technology (redrawn from
[2][7]).
Junkers technology (
Figure 2), primarily used for producing short-basalt fibres is a melt-blowing process. Here, molten basalt is poured on a top loading rotating cylinder (accelerating cylinder) and subsequently conveyed to the two underlying fibrillation shafts (fiberization cylinders) under tangential force. Due to high centrifugal forces, molten basalt detaches into small drops, then under the application of compressed air jets blown from nozzles (blowing valves) behind the fibrillation shafts, evolves into thin and cylindrical shapes, which after cooling leads to the formation of short basalt fibres
[2][18][19][7,30,31].
Figure 2. Schematic of Junkers technology (redrawn from
[18][19][30,31]).
12.2. Mechanical Properties of Basalt Fibres
Basalt fibres generally have a linear elastic behaviour under tension until brittle failure
[21][22][32,33]. Deák & Czigány
[22][33] investigated the influence of geometrical features and chemical composition considering SiO
2 and Al
2O
3 content on tensile strength of basalt fibres from different manufacturers. The influence of an increase in Al
2O
3 content on the tensile strength of basalt fibre was investigated by Gutnikov et al.
[23][34]. Both studies revealed that an increase in Al
2O
3 content from 10% to 24%, increased tensile strength of basalt fibres from 1.7 GPa to 2.5 GPa. The effect of the fibre manufacturing technology and corresponding surface defects (such as microcracks, cavities) was investigated by Gurev et al.
[24][35]. The presence of possible manufacturing defects does not affect fibre stiffness but has a significant impact on fibre tensile strength
[24][35]. The cost of basalt fibre may rise due to supply difficulties after the current global political unrest but could fall well within the economical scale.
The effect of manufacturing technology, and surface defects on the mechanical properties of basalt fibres, optimizing by the fibre sizing (coupling agents) applied to basalt fibres during their production process was proposed by Greco et al.
[21][32]. Sized basalt fibres demonstrated a significant improvement in mechanical properties over unsized fibres. A smooth surface was evident on basalt fibres coated with silane coupling agents
[21][32]. Additionally, when embedded in a polymeric matrix the sized basalt fibres demonstrate improved adhesion characteristics than for sized glass fibres, being comparable to those of sized carbon fibres with the same polymeric matrix resin
[21][32].
Typically, E-glass fibres are used as reinforcement in non-aerospace applications like wind turbine blades, for example, in the blade skins and shear webs of the main spar
[25][36]. Carbon fibres are used in aerospace and automotive applications, and often used alongside E-glass fibres in the spar cap section of turbine rotor blades to increase the bending stiffness of the blade
[26][37]. Alternatives to E-glass include glass fibres with modified compositions, such as S-glass (high strength glass). S-glass fibres exhibit approximately 40% higher tensile and flexural strength as well as 10–20% higher compressive and flexural modulus, compared to E-glass fibres
[25][27][36,38]. However, S-glass is more expensive (~20%) than E-glass
[25][36]. Carbon fibres have much higher stiffness and lower density than E-glass
[27][38] but are more expensive
[25][26][28][29][36,37,39,40]. Aramid fibres (sold commercially as Kevlar
® and Twaron
®) have higher tensile strength, impact properties, and superior damage tolerance to glass fibres. However, they have low compressive strength, absorb more moisture, and degrade under ultraviolet radiation
[30][41]. A potential alternative to synthetic fibres like E-glass, can be basalt fibres
[25][36]. Basalt fibres demonstrate better mechanical properties than most synthetic fibres like glass, aramid
[20][25][31][9,36,42], though with a somewhat lower strain to failure (3.15% for basalt and 4.7% for E-glass
[18][30]) and relatively high specific gravity (relative density) compared to E-glass (2.8 for basalt and 2.6 for E-glass)
[18][20][9,30]. They are also significantly cheaper than carbon fibre
[20][25][30][32][9,36,41,43].
12.3. Chemical Properties of Basalt Fibres
Basalt fibres exhibit good resistance to chemical degradation and moisture absorption, are non-combustible and possess good resistance to acidic or alkaline media
[30][33][41,52]. In corrosive media basalt fibres retain better mechanical properties than glass fibres
[34][53]. Indeed, the use of basalt fibres alongside carbon fibres as hybrid reinforcement for small wind turbine blades demonstrated encouraging results in terms of excellent fatigue strength, low weight, less cost and potential of recycling
[25][35][36][37][36,54,55,56].
An important difference between basalt and E-glass is the relatively large proportion of Fe
2O
3 (ferric oxide) in basalt
[32][38][43,57], which, as it is a natural nucleating agent, imparts high thermal stability to basalt
[38][57] and helps to maintain the crystalline structure. Epoxy resin is currently the most common matrix material used in conjunction with basalt fibres
[32][43], but, with appropriate sizing, basalt is also compatible with resin systems such as phenolic, polyester and vinyl ester
[2][7]. Ralph et al.
[39][58] demonstrated that fibre sizing has a significant effect on the mechanical and chemical bonding of basalt fibres with a polymer matrix (especially for polypropylene). The chemical, mechanical and geometrical properties of basalt fibres were evaluated and compared with E-glass fibres by Ralph et al.
[31][42]. The results revealed that basalt and E-glass fibre have similar elemental composition with basalt fibres demonstrating higher tensile strength than E-glass
[31][42].
Chemical properties of basalt fibre when subjected to different alkaline or acidic components is important to understand the corresponding mass loss and strength reduction in mechanical properties of the fibre.
Acidic and alkaline resistance of basalt fibres was analyzed in several studies
[40][41][42][43][13,60,61,62]. The studies revealed a better acid resistance (immersion in HCl solution) of basalt fibres when compared to exposure in an alkaline media (NaOH solution). Basalt fibres demonstrated ~8% mass loss (double that in acid media) in alkaline media and a degradation in tensile strength by ~35% as compared to 20% reduction in tensile strength in acid media
[41][60]. The chemical stability of basalt fibres has been compared with that of glass fibres
[40][42][13,61] and revealed an overall better acid resistance of basalt (10% fibre mass loss and 20% reduction in tensile strength) as compared to glass (30% reduction in fibre mass loss and tensile strength). Alkaline resistance of basalt fibres varied based on the exposure time
[43][62]. With an increase in exposure time from 7 to 28 days, the fibre mass loss of basalt fibre increased from 20% to 70% and reduction in tensile strength changed from 50% to 80%, respectively
[43][62]. In the same study, alkaline resistance of basalt fibres was compared with that of carbon fibres, which revealed a comparatively higher reduction in tensile strength (5% to 15%), and fibre mass loss (10% to 20%) for basalt fibres following immersion in an alkaline media over the same period as compared to carbon.
Degradation of basalt fibres following immersion in alkaline cement solutions has been investigated
[44][45][63,64]. No significant reduction in fibre mass loss was reported for basalt fibres following immersion in cement solution
[44][45][63,64]. Environmental degradation of basalt fibres following sunshine exposure was also studied by Sim et al.
[43][62]. The tensile strength of basalt fibres reduced by ~13% following exposure to sunshine for 4000 h. which was similar to that observed for glass and carbon fibres
[43][62].
12.4. Thermal Properties of Basalt Fibres
Basalt fibres demonstrate good thermal stability at elevated temperatures as compared to other fibres like glass, carbon
[15][17][43][46][47][14,28,62,65,66]. Basalt fibres demonstrate high thermal stability over a wide range of temperature from −260 °C to 700 °C. This is mainly attributed to the material characteristics of basalt rocks that have a high nucleating temperature
[43][47][62,66]. As a result of this, the softening temperature of basalt fibres is at a temperature of around 960 °C, ~15% higher than E-glass
[16][29].
The high thermal stability of basalt fibres is attributed to their crystallization behavior. Crystallization of a fibre primarily depends on the fibre chemical composition and heat treatment conditions. The crystallization of continuous basalt fibres during heat treatment was investigated by Moiseev et al.
[48][67], and Gutnikov et al.
[49][68] The high proportion of iron oxides initiates crystallization in basalt fibres with oxidation of ferrous cations and then formation of CaO, MgO, (Mg,Fe)
3O
4 nanocrystalline layers. Diffusion of divalent cations from the interior to the fibre surface leads to reaction with the environmental oxygen forming the nanocrystalline layers. Crystallization of basalt fibres can be controlled by doping with other elements for example with zirconium oxide
[50][69]. ·
The literature
[15][43][46][28,62,65] suggests good thermal stability of basalt fibres at temperatures around 200 °C following exposure for 1 hr demonstrating no significant effect on the tensile strength of fibres. Above 200 °C, the reduction in tensile strength of basalt fibres is slower than for other fibres like glass and carbon
[15][28]. Basalt fibres also maintained good durability at temperatures between 600–1200 °C as compared to both glass and carbon
[43][62]. Studies
[15][46][28,65] suggest that thermal decomposition of basalt fibres initiates at a temperature of ~200 °C, and between 200–800 °C mass loss is ~0.74% as compared to glass fibres whose thermal decomposition starts at ~160 °C and between 160–850 °C demonstrates mass loss of about 1.8%
[46][65].
23. Mechanical Properties of Basalt Fibre Reinforced Composites
Continuous basalt fibres in different fabric architectures such as woven or non-woven can be embedded in a polymeric resin (for example, epoxy, polyester, vinyl ester thermosets or thermoplastics) to form FRC materials. These FRC materials can consist of one or more plies arranged in specific stacking sequences to form FRC laminates.
Several studies
[51][52][53][54][55][56][57][58][59][60][61][70,71,72,73,74,75,76,77,78,79,80] in the literature have focused on improving the fibre/matrix adhesion properties to improve the mechanical response of basalt FRC. Different fibre surface treatment strategies were adopted to improve the fibre/matrix interfacial bond strength. Strategies included colloidal silica and sol/gel techniques
[51][52][70,71], silanized and acid treated multi-walled carbon nanotubes
[53][54][55][56][57][72,73,74,75,76], increasing mechanical interlocking by incorporating silica nanoparticles
[58][77], plasma treatment of basalt fibres to increase fibre surface roughness and adhesion characteristics
[59][60][78,79], and resin hybridization
[61][80] were adopted in the respective studies. These techniques significantly improved mechanical properties of basalt FRC. For example, Wei et al.
[52][71] reported that the application of SiO2 nanoparticles by a sol-gel technique improved tensile strength of basalt FRC by ~30% and ILSS increased by ~15%
[52][71]. Kim et al.
[54][73] reported that the application of silanized and acid-treated carbon nanotubes both enhanced the flexural properties and fracture toughness of basalt/epoxy composites. SEM examination demonstrated improved flexural properties and fracture toughness in silanized carbon nanotube treated basalt/epoxy composites as compared to the basalt/epoxy composites with acid-treated carbon nanotubes
[54][73]. Application of acid treated carbon nanotubes significantly enhanced the wear properties of basalt/epoxy composites
[55][74]. Wei et al.
[58][77] reported that silica nanoparticle-epoxy coating significantly improved tensile strength of basalt fibres as compared to pure epoxy coating. The silica nanoparticle-epoxy coated basalt FRC also demonstrated significant improved interfacial properties
[58][77]. Kim et al.
[60][79] reported that low-temperature oxygen plasma treatment of basalt/epoxy composites demonstrated a significant improvement in interlaminar fracture toughness. SEM micrographs revealed a good adherence between resin and fibres for plasma treated basalt/epoxy specimens as compared to untreated ones
[60][79]. Dorigato & Pegoretti
[61][80] investigated resin hybridization and treatment of fibre surface for the mechanical and failure behaviour of basalt fibre mat-reinforced composites. Two coupling agents constituting epoxy and vinylester functional groups were embedded to improve the interfacial characteristics of basalt fibres with the resin system. Resin hybridization was achieved by incorporating vinylester/epoxy (VE/EP) ratios at 1:1, 1:3 and 3:1, respectively. The study demonstrated a significant improvement in mechanical strength and fracture toughness of basalt/epoxy composites manufactured using a hybrid resin system constituting VE/EP matrix at a ratio of 1:1 reinforced with surface treated basalt fibres
[61][80].
The mechanical properties of basalt FRC materials are now summarized and discussed
[61][62][63][64][65][66][67][80,81,82,83,84,85,86] Basalt FRC have comparatively higher (or comparable) mechanical properties when compared to glass FRC materials with similar fibre volume fraction and using the same polymeric resin. In each of the studies
[61][62][63][64][65][67][80,81,82,83,84,86], epoxy was the primary resin matrix, while vinyl ester resin was used by Carmisciano et al.
[66][85].
Dorigato & Pegoretti
[61][80] evaluated the tensile properties of plain woven (PW) basalt FRC materials and compared with a glass-based version. With ~60% fibre volume fraction, basalt FRCs demonstrated a 17% and 20% higher tensile strength and elastic modulus, respectively, than glass FRC with similar fibre volume fraction. In contrast, the tensile strength of basalt FRC was ~14% lower than their carbon counterparts with similar fibre volume fraction
[61][80]. Unidirectional (UD) basalt FRC materials demonstrated comparatively higher failure strain as compared to both UD glass (~5% lower) and carbon FRC (~30% lower) materials
[62][81]. PW basalt FRC demonstrated ~40% higher compressive strength and modulus as compared to PW glass based FRCs
[63][82]. Palmieri et al.
[64][83] reported that basalt FRC found ~20%, 30% and 12% higher tensile strength, elastic tensile modulus and failure strain as compared to glass FRC. Tensile and compressive strengths of PW fabric reinforced basalt FRC were ~23% and 43% higher than PW glass fabric reinforced FRC
[65][84]. Carmisciano et al.
[66][85] reported that flexural strength and modulus of PW fabric reinforced basalt FRC were ~20% higher than glass-based ones.
The influence of matrix properties on mechanical properties of basalt FRC was evaluated by Černý et al.
[67][86]. Basalt FRC manufactured using epoxy resin matrix demonstrated higher tensile strength and modulus (20% and 15% higher, respectively) as well as higher compressive strength by ~45% as compared to those manufactured using vinyl ester resin matrix.
Interlaminar shear strength (ILSS), flexural strength and modulus of PW fabric reinforced basalt FRC under 3-point bend loading has been analysed by multiple researchers
[63][66][67][68][69][70][71][72][73][74][82,85,86,87,88,89,90,91,92,93]. A comparison of flexural strength, and ILSS of basalt FRC against composites manufactured using other types of reinforcement, such as, E-glass is illustrated in
Figure 3 and
Figure 4.
The reported flexural strength, flexural modulus and interlaminar shear strength varied not only based on the material system but also strongly on the manufacturing method used which include hand lamination, vacuum assisted resin infusion (VARI), and resin transfer moulding. PW basalt/epoxy composites were manufactured using vacuum assisted resin transfer moulding (VaRTM) in studies
[68][70][71][73][87,89,90,92]. VaRTM is also referred to as Resin infusion under flexible tooling with a flow medium (RIFT -II)
[27][38] outside North America. In other studies, hand lamination using an impregnation roller technique followed by hot mould press
[69][88] or resin transfer-moulding using a fixed cavity mould
[72][91] was used for manufacturing PW basalt/epoxy composites.
Flexural strength values of basalt FRC varied from ~229 MPa as reported by Subagia et al.
[68][87] to 505 MPa reported by Lopresto et al.
[63][82]. Flexural modulus varied from ~4.8 GPa as reported by Bulut
[69][88] to 23 GPa reported by Lopresto et al.
[63][82]. ILSS was reported in
[63][65][73][74][82,84,92,93]. ILSS values varied from ~18.9 MPa for PW basalt FRC manufactured by VARI using hand roller technique as reported by Lopresto et al.
[63][82] through 41 MPa for basalt FRC manufactured using VaRTM technique reported by Scalici et al.
[73][92] to 60 MPa for bi-directional woven basalt/epoxy composite reported by Dorigato & Pegoretti
[74][93]. Laminates were manufactured using positive pressure infusion of 1 MPa in a fixed cavity mould and cured under pressure and vacuum for 2 h at 50 °C and 2 h at 80 °C
[74][93]. PW basalt/epoxy composites have been compared to PW E-glass using VaRTM. The flexural strength and ILSS were found to be up to 55%, and 50% higher, respectively, for the basalt/epoxy composite as reported by Lopresto et al.
[63][82], and Chairman et al.
[65][84]. In contrast, the ILSS of PW basalt fabric/ epoxy-based vinyl ester resin was ~20% higher than an E-glass based laminate, but flexural strength was lower by ~15% as reported by Carmisciano et al.
[66][85].
Impact damage mode and mechanical properties of UD basalt fibre reinforced epoxy composites was investigated by He et al.
[75][94]. Comparisons were drawn against composites manufactured using S-2 glass and aramid. Hot-press moulding technique was used to manufacture composite laminates and a fibre volume fraction of ~60% was achieved for each type of composites manufactured. Impact damage was characterized by Charpy-impact testing procedure and post impact properties were analysed by performing a 3-point bend test. For basalt and aramid fibre reinforced composites, damage evolution was progressive evolving layer-by-layer, whereas glass-based composites demonstrated brittle failure. The reduction in flexural properties between the back face and the impact face of the composites was highest in aramid-based composites followed by glass and basalt demonstrating the least variation
[75][94]. Sfarra et al.
[76][95] demonstrated a comparison of damage features by impact testing for basalt and glass fibre reinforced epoxy composites. The authors found more anisotropic impact damage behaviour in basalt composites compared to glass fibre composites, which can produce a limitation on predicting the mechanical behaviour of basalt fibre composites
[76][95]. Shishevan et al.
[77][96] investigated the low velocity impact behavior of twill-woven basalt fibre reinforced epoxy composites and compared the impact key parameters with Carbon fibre reinforced composites. VaRTM technique was used to fabricate composite laminates and fibre volume fraction of ~ 60% was achieved for each type of composites. Low velocity impact response of basalt/epoxy composites were investigated by related force-deflection, force-time, deflection-time, and absorbed energy-time graphs. Basalt/epoxy composites demonstrated better low velocity impact performance than carbon/epoxy composites
[77][96]. Impact properties of plain-woven and unidirectional basalt epoxy composites were investigated by Fu et al.
[78][97]. Low velocity impact and ballistic tests were performed to characterize the impact properties of both type of composites. Under low velocity impact test with a hemispherical impactor, unidirectional basalt/epoxy composites demonstrated a higher impact resistance as compared to woven basalt/epoxy composites, but under a sharp impactor, the impact response of unidirectional basalt/epoxy composites were lower than woven basalt/epoxy composites. In ballistic tests, the ballistic property of unidirectional basalt/epoxy composites were higher than that of woven basalt/epoxy ones
[78][97]. Sanchez-Galvez et al.
[79][98] investigated the performance of neat basalt, hybrid glass/basalt, and hybrid carbon/basalt vinylester composites under high-speed impact tests and by comparing their ballistic limits. The best performance was observed for hybrid glass/basalt vinylester composite which demonstrated the highest ballistic limit (~ 480 m/s)
[79][98]. Low-velocity impact performance of basalt/polyester composites accounting to the variation in the number of basalt fibre layers through-thickness was investigated by Arunprasath et al.
[80][99]. Samples with smaller number of basalt fibre layers (1–4) failed rapidly demonstrating extensive regions of delamination. However, samples with relatively greater number of basalt fibres (5–9) demonstrated higher impact resistance and a progressive damage behavior. In another study, Dhakal et al.
[81][100] investigated falling weight impact damage characteristics of plain-flax and falx/basalt hybrid vinylester composite. The experimental results demonstrated superior high impact energy and peak load of hybrid flax/basalt composites as compared to plain flax/vinylester ones demonstrating the hybridization technique as a promising strategy to improve toughness properties of natural fibre reinforced composites
[81][100]. Zuccarello et al.
[82][101] studied the influence on mechanical performance and ageing characteristics of sisal-reinforced bio composites following hybridization with basalt fibres. The experimental analysis revealed improvement in mechanical performance and significant reduction in ageing effects on the mechanical properties of hybrid sisal/basalt fibre-reinforced bio composites with increase in basalt fibre volume fraction in the bio composite
[82][101]. Mechanical performance of hybrid bast/basalt fibre reinforced polymer composites was investigated by Saleem et al.
[83][102], where addition of basalt fibres improved mechanical properties and energy absorption capacity of the composite which is a key requirement in the automotive sector.
Bending behaviour of timber beams with composite reinforcements was analysed by De La Rosa García et al.
[84][103]. Timber beams with UD basalt composites at surfaces demonstrated comparatively higher strength and stiffness than timber beams with carbon fibre-based reinforcements
[84][103]. Mechanical properties of basalt FRC using non-crimp fabric (NCF) reinforcement have been reported in the literature
[85][86][104,105]. Laminates were manufactured using VaRTM technique. ILSS of NCF basalt/epoxy composites was reported to be 44 MPa whereas the flexural strength and modulus were reported to be 698 MPa and 38.4 GPa, respectively, as demonstrated by Davies et al.
[85][104]. NCF basalt/epoxy composites outperformed NCF E-glass/epoxy by ~15% in terms of flexural strength but ILSS of NCF E-glass/epoxy was ~8% higher than that of NCF basalt/epoxy thus demonstrating a relatively poor interfacial strength
[85][104]. Chowdhury et al.
[86][105] tested the flexural strength of NCF basalt epoxy composites in situ under a scanning electron microscope and compared with NCF E-glass/epoxy composites with similar fibre volume fraction (~54%). NCF basalt/epoxy composites demonstrated ~10% higher flexural strength as compared to NCF E-glass/epoxy composites
[86][105].
Figure 3. A comparison of flexural strength of Basalt/epoxy composite against composites manufactured using E-glass based reinforcement [1—Scalici et al.
[73][92], 2—Lopresto et al.
[63][82], 3—Bulut
[69][88], 4—Sarasini et al.
[72][91], 5—Ary Subagia et al.
[68][87], 6—Petrucci et al.
[70][89], 7—Scalici et al.
[73][92], 8—Sun et al.
[71][90], 9—Lopresto et al.
[63][82], 10, 11—Fu et al.
[78][97]] [PW < NCF (0/90)].
Figure 4. A comparison of interlaminar shear strength of Basalt/epoxy composite against composites manufactured using E-glass based reinforcement [1—Chairman et al.
[65][84], 2—Carmisciano et al.
[66][85], 3—Lopresto et al.
[63][82], 4—Sarasini et al.
[72][91], 5—Ary Subagia et al.
[68][87], 6—Chairman et al.
[65][84], 7—Bulut
[69][88], 8—Lopresto et al.
[63][82], 9—Sun et al.
[71][90], 10—Petrucci et al.
[70][89], 11, 12—Fu et al.
[78][97]] [PW < NCF (0/90)].
Alongside epoxy, vinylester and polyester resin have also been used as the polymeric resin matrix to embed basalt fibre composites. De Rosa et al.
[87][106] compared post-impact performance of PW basalt and E-glass FRC. Basalt- and glass-fibre composites demonstrated similar damage tolerance to impact, but post-impact residual properties were superior for basalt composites
[87][106]. Impact behaviour of basalt fibre reinforced unsaturated polyester resin composites was investigated by Gideon et al.
[88][107] by performing static 3-point bending and low velocity impact tests. PW, cross-ply and UD basalt composites were manufactured by hand lay-up and hot pressed under pressure techniques. UD basalt composites demonstrated superior mechanical properties under static loading, while woven and cross-ply laminates outperformed UD basalt composites under dynamic loading conditions. A direct correlation between the effect of fabric architecture, fibre lay-up and testing parameters on the mechanical performance of basalt composites was revealed
[88][107].
The literature has also focused on investigating mechanical properties of thermoplastic polymer matrix composites with basalt fibres as the reinforcement. Basalt fibre reinforcement improves the structural integrity, quasi-static mechanical properties
[89][108], friction and wear behaviour
[90][91][92][109,110,111], dynamic mechanical properties and injection moulding shrinkage
[93][112], tensile, and flexural properties as well as dispersion of nanoparticles
[94][113] in thermoplastic matrix composites.
Failure Mechanisms in Basalt Fibre Reinforced Composites
Common types of fabric architectures widely used to manufacture basalt FRC materials are UD, bidirectional, PW, non-crimp fabric (NCF), short discontinuous fibre reinforcement. Figure 5 shows schematic representations of commonly used fabric reinforcements for manufacturing basalt fibre reinforced composites is illustrated.
Figure 5.
Commonly fabric architectures used to manufacture basalt fibre reinforced composites.
FRC generally exhibit a combination of different failure mechanisms depending on the loading conditions
[95][96][97][114,115,116]. Different factors contributing to the failure behaviour in FRC include the anisotropic nature of each ply, ply orientation, fibre architecture, fibre/matrix interfacial bond strength, interaction between different failure modes and loading direction. Each of these factors contribute at each ply level leading to the overall composite structure having a range of failure modes under different loading conditions
[98][117].
Typical damage mechanisms observed in UD basalt FRC with fibres aligned parallel to the tensile axis of the composite structure include: (i) fibre splitting/breakage along the tensile axis under tensile loading
[99][100][118,119], (ii) fibre buckling under compressive loading
[101][120], and/or (iii) failure at the fibre/matrix interface under shear loading, leading to matrix cracking in a direction generally parallel to the fibre tensile axis
[102][121].
When fibres are aligned transverse to the loading direction different failure modes are observed: (i) failure at the fibre/matrix interface under tensile loading, continuing through the thickness with increasing load leading to fracture in the direction perpendicular to the loading direction
[103][122], (ii) shear failure at an angle of ~45° to the loading direction under compressive loading
[103][122], (iii) matrix yielding in the plane perpendicular to the fibres under shear loading, leading to crack initiation at the fibre/matrix interface and eventually formation of a crack within the ply at an angle of ~45° to the tensile axis
[98][103][117,122].
Damage in NCF basalt FRC has been observed to initiate within the 90° sub-plies or at the point of contact between the 0° UD and 90° sub-plies or at the resin rich volumes (RRV)
[104][123] present between two corresponding NCF based plies
[105][106][124,125]. The 0° and 90° sub-plies refer to the corresponding sub-sections of a NCF ply. Typical failure modes observed on the compression side in a NCF basalt fibre reinforced epoxy composite under bending loads are fibre kinking in 0° sub-ply, intra-ply delamination, and/or transverse matrix crack across the 90° sub-ply. The corresponding failure modes observed on the tension side of a NCF basalt fibre reinforced epoxy composite under similar loading conditions is fibre breakage in the 0° sub-ply, intra-ply delamination, and/or transverse matrix crack across 90° sub-ply. Typical failure modes observed in NCF basalt/epoxy composite under bending loads are further illustrated in
Figure 6 and
Figure 7.
Figure 6. Typical failure modes on the compression side of a NCF basalt/epoxy composite under bending loads.
Figure 7.
Typical failure modes on the tension side of a NCF basalt/epoxy composite under bending loads.
The most commonly observed failure modes for PW basalt FRC under bending loads are fibre pull-out on the tension side, fibre-matrix debonding
[68][69][87,88], fibre buckling and kink bands on the compression side
[69][72][88,91] and fibre breakage (fibre fracture and pull-out) on the tension side
[63][71][82,90].