Your browser does not fully support modern features. Please upgrade for a smoother experience.
Please note this is a comparison between Version 2 by Peter Tang and Version 1 by I. M. R. Fattah.
Sugarcane is one of the main agricultural crops in the world. A deep overview of liquid biofuels produced from sugarcane bagasse is provided.
- sugarcane
- sugarcane bagasse
- biofuel
- ethanol
- acetone-butanol-ethanol blend
- fermentation
1. Introduction
Sugarcane is one of the main agricultural crops in the world. For example, in Australia, more than 35 million tons of sugarcane are produced annually. Four and a half million tons of raw sugar, one million tons of molasses and 10 million tons of bagasse (a fibrous cane residue) can be produced each year from the sugarcane crops. Modern sugarcane varieties can produce more than 55 tons/hectare of biomass (dry weight).
Biofuel (ethanol, butanol, and acetone-butanol-ethanol blend (ABE)) is produced from edible and non-edible sources in a variety of ways. Ethanol-biofuel is already used as an additive at all Australian fuel stations: 5% ethanol blended with petrol and produced from crop sources.
The term “first-generation biofuels” refers to a category of liquid fuels, the most common of which is ethanol, which is typically made from sugars and calls for a relatively straightforward production process [1,2][1][2]. Because starch is much easier to ferment than cellulose, its six-carbon sugars (primarily glucose) are easily converted to ethanol using Clostridia (yeast). Classification of biofuel according to its generation is presented in Figure 1.
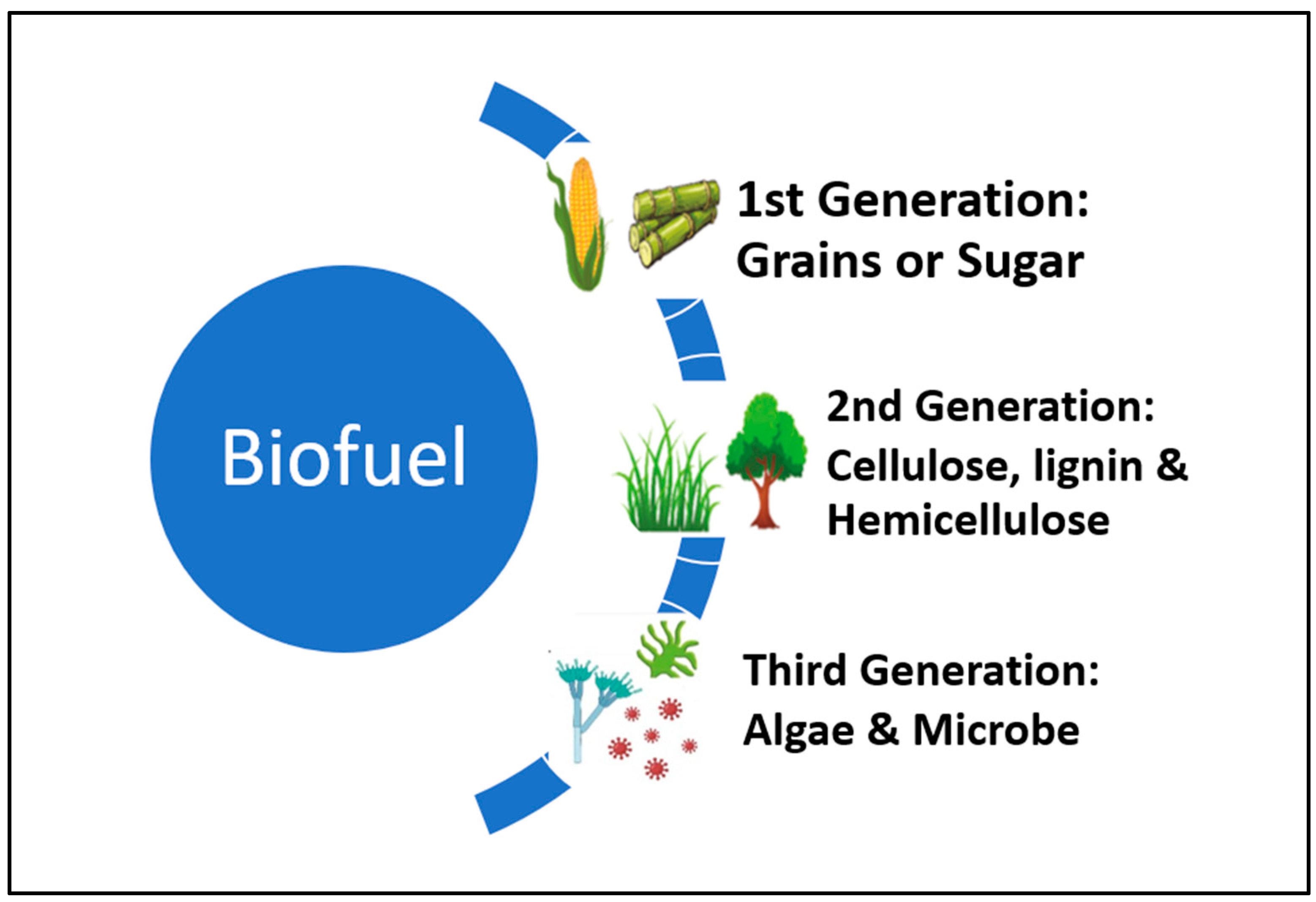
Figure 1.
Classification of biofuels according to their generation.
However, using edible sources is expensive and competes with human food. Lignocellulosic biomass as a feedstock is used to produce biofuels [3]. This industry has recently been extended due to increased demand for energy resources; a decline in fossil fuel reserves; high pollution produced by emissions from fossil fuels; and the need for alternative renewable energy resources to reduce dependence on conventional fuel.
Lignocellulosic materials are mostly concentrated in sugarcane bagasse and straw. These materials mainly contain cellulose, hemicelluloses, and lignin, with lower amounts of extractives and ash. Sugarcane bagasse and straw are desirable feedstocks to produce second-generation bioethanol. They have high ratios of carbohydrate content which make them a source for biofuel production, which can help to reduce dependence on human food [4,5,6][4][5][6]. Figure 2 shows the processes of biofuel produced from a non-edible source (lignocellulosic) [7]. Lignocellulosic materials are a complex mixture of cellulose, hemicellulose, and lignin with minor amounts of ash, proteins, lipids, and extractives [8]. According to a bagasse fibre composition report [9], sugarcane bagasse contains cellulose typically 32–47%, hemicellulose 19–35%, lignin 18–32% on a dry basis, and 2–6% ash [10,11][10][11].
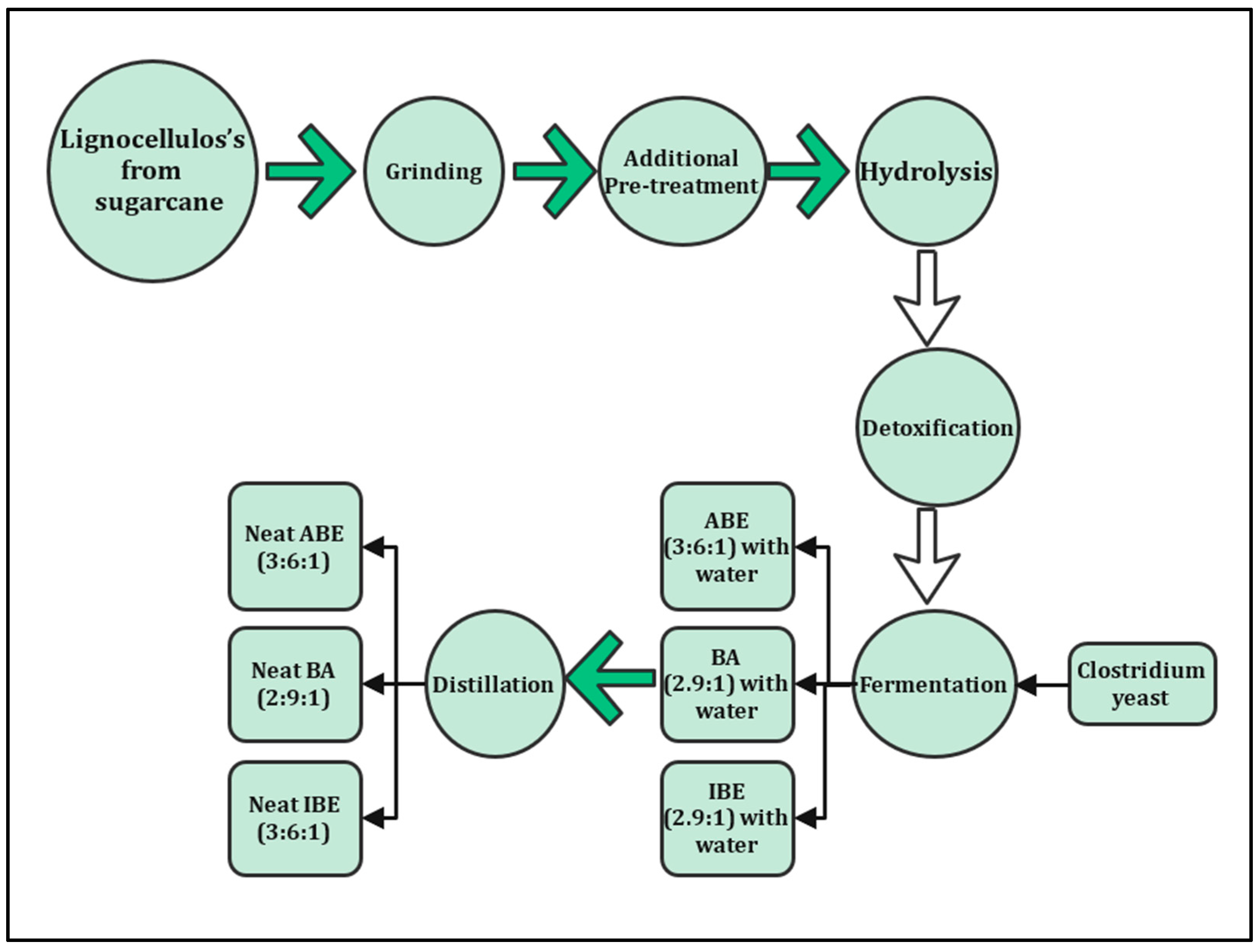
Figure 2.
The production process of biofuel from sugarcane.
2. Sugarcane Biomass Extraction Pipeline
In general, energy sources can be divided into two categories: dispatchable/continuous sources such as oil, gas, coal, hydropower, and biopower, and non-dispatchable/discontinuous sources such as solar and wind power. The energy extraction pipelines for continuous and discontinuous sources are nearly analogous since source extraction requires capacity orders, build, and installation, which implies a construction delay before the new capacity comes onstream. The main difference is that discontinuous sources require backup power to address the inherent unpredictability issue. Besides, some continuous sources (e.g., fossil fuels) are limited. Hence their reserves diminish gradually. A recent study has developed a novel model for continuous and discontinuous sources described above for all energy sources, including bagasse, to produce certain behaviours over time, from 1990 to 2050 [20][12]. The energy extraction pipeline includes four stocks and eight flows, as depicted in Figure 3. The stocks are reserves (disregarded for bagasse since they are renewable sources), capital employed, capacity under construction, and energy production capacity. The flows are new discoveries inflow, depletion outflow, CAPEX inflow, depreciation outflow, new capacity order inflow, new capacity start-up inflow and outflow, capacity retirement outflow, and capacity bankruptcy outflow. Reserves are proven reserves that are economically viable. Capital employed is the capacity’s current market value, which depreciates over many years. Capacity under construction is the current capacity under construction that enters service after some delay. Energy production capacity is the capacity used presently.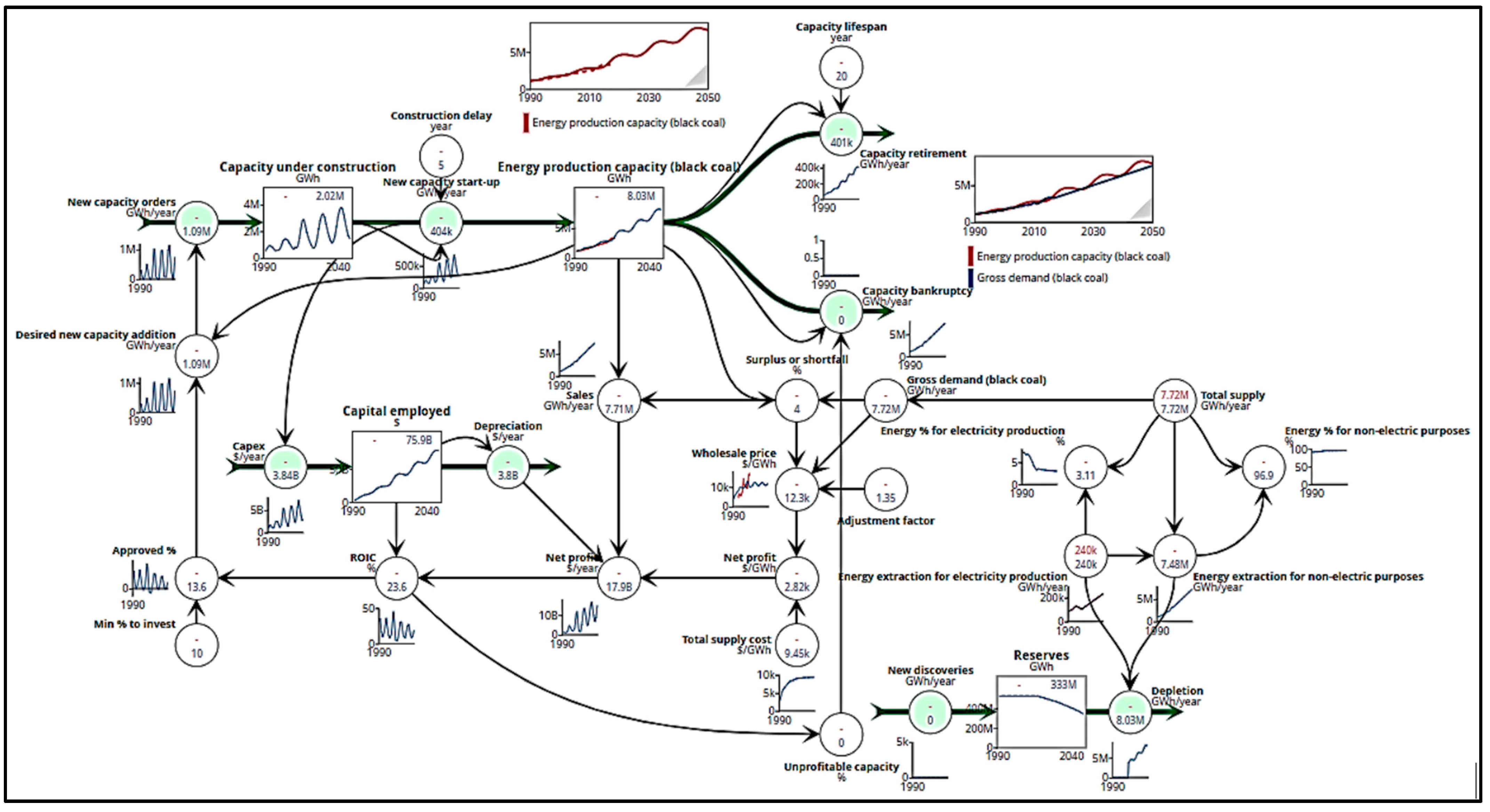
Figure 3.
The energy sources extraction pipeline.
3. Properties and Chemistry of Sugarcane Bagasse
Bagasse is the fibre left over after the sugars have been extracted from sugarcane. Sugarcane bagasse (Saccharum officinarum) is another lignin raw material source as an agro-industrial residue. Sugarcane bagasse’s complex chemical composition limits its use as fodder for cattle and ruminants in comparison to other crops such as wheat straw, rice straw, sorghum straw, etc., making sugarcane bagasse a more appealing substrate for industry commercialization [23][15]. Bagasse from sugarcane has a chemical composition that is comparable to that of the cell walls of other plants. Every category of plants, including grasses, softwoods, and hardwoods, generates lignin that is primarily composed of a single variety of the phenylpropane repeat unit [24][16]. The lignin found in sugarcane bagasse has a higher proportion of H-type lignin, also known as hydroxyphenyl, and as a result, a lower methoxy content than the lignin found in softwood and hardwood [25][17]. An earlier study was able to successfully isolate seven lignin fractions by using alkali and alkaline peroxide. This study discovered that all the lignin fractions were of the SGH type, containing only a trace amount of esterified p-coumaric acid and predominantly etherified ferulic acid [26][18]. Sugarcane lignin (SL) and lignocellulosic biomass (LB) can only be utilised for a limited number of industrial applications due to the high lignin content. In order to transform LB into products with added value, it is unavoidable to convert the cellulosic fraction into sugars that are ready to be fermented. Because lignin content is high in the plant cell wall, converting cell wall carbohydrate fractions is difficult. Therefore, retreatment has been employed. Retreatment can assist in producing higher chemical loadings compounds with increased temperatures and reaction times. The high cost of cellulolytic enzymes and the high number of celluloses that are required both contribute to an increase in the overall cost of processing. The elimination of lignin results in an increase in the accessibility of cellulose and greater amenability of cellulose to the carbohydrate framework of the plant cell wall. Sugarcane bagasse (SB) was found to have a significantly lower ash content (2–6%), which is a significant advantage when compared to other agricultural residues such as rice straw (17.5% ash) and wheat straw (11.0% ash). When one ton of sugarcane is processed, approximately 250–280 kilo grammes of bagasse are produced, which results in annual production of approximately 54 million tons of bagasse [27][19]. Only a small portion of bagasse is used in the production of pulps, board materials, and composites, whereas a significant amount of it is burned as a low-grade fuel for energy recovery.4. Pretreatment of Sugarcane Bagasse for Industrial Applications
A suitable pretreatment is required to improve the efficiency of the hydrolysis process by assisting in the removal of lignin or hemicellulose, exposing the cellulosic component. Furthermore, for pretreatment, an efficient cellulolytic enzyme cocktail; the correct enzyme loading amount; specific conditions of hydrolysing; and the right lignocellulosic material nature are essential requirements for achieving maximum hydrolysis produced from lignocellulosic material. It has frequently been reported that using pretreated substrate results in a substantial increase in the amount of lignin removal and hemicellulose depolymerisation into simpler sugars. Some traditional pretreatment methods can be used with pretreatment lignocellulosic sugarcane materials, such as alkaline hydrolysis, biological pretreatment, and acidic pretreatment. Alkaline hydrolysis happens when alkaline substances such as NaOH, Na2SO3, NH4OH, and others are added. Biological pretreatment can aid in the growth of white rot fungus or delignifying microorganisms on lignocellulosic wastes. Acidic pretreatments were carried out by introducing acidic substances (such as HCl, H2SO4, H3PO4, oxalic acid, formic acid, etc.) [28][20]. Pretreatment is required to make the cellulosic material more susceptible to subsequent cellulose-mediated hydrolytic processes. Figure 4 depicts the many types of pretreatments utilised in lignocellulosic fermentation.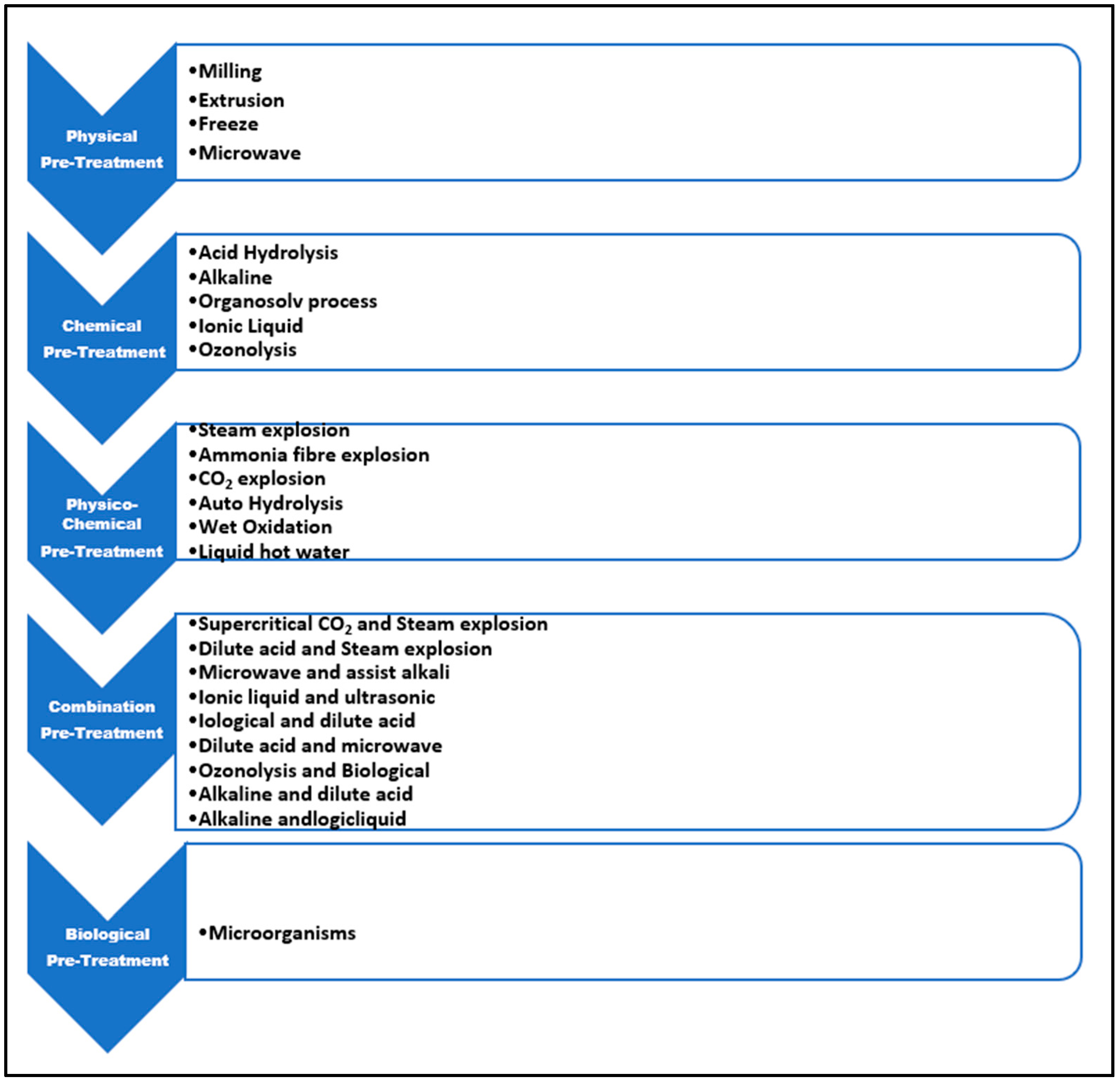
Figure 4.
Pretreatment types used for lignocellulosic fermentation.
5. Types of Anaerobic Bacteria Clostridia (Yeast)
By using a dilute acid solution, the fermentation sugars were extracted from the sugarcane bagasse and hydrolyzed. To evaluate the use of sugarcane bagasse hydrolysate as a substrate, the butanol fermentation was carried out with a bacterial strain chosen from a variety of Clostridium species, including Clostridium butyricum (TISTR 1032), Clostridium sporogenes (TISTR 1452), Clostridium beijerinckii (TISTR 1461), and Clostridium acetobutylicum (TISTR 1462). The yield of sugar hydrolysate that was obtained in study [36][28] was found to be the highest when compared to that was obtained in the works of several other researchers. Numerous aspects, such as the type and concentration of the solvent, the temperature, the amount of time required for the reaction, and the enzyme biocatalyst, all play a role in the hydrolysis of various biomass materials. The amount of glucose that could be extracted through enzymatic hydrolysis was significantly higher than the amount that could be extracted through dilute acid hydrolysis. Additionally, a high temperature of 160 °C had a significant impact on the concentration of glucose. The diluted acid solution and low temperature of 121 °C were used [41][29] as the hydrolysis method to save money and energy during the production process. The amount of xylose that was obtained was comparable to the amount that was obtained in other studies using dilute acid hydrolysis and a temperature of 121 °C; however, the amount of glucose that was obtained in this study was significantly higher. This high glucose content was accomplished by using H2SO4 at a concentration of five percent by volume [42][30]. The chemical bonds that hold sugarcane bagasse’s sugars together can be broken down into sugars by increasing the acid concentration in the acid hydrolysis process. This could result in a powerful or comprehensive reaction.6. Bioethanol Production from Sugarcane
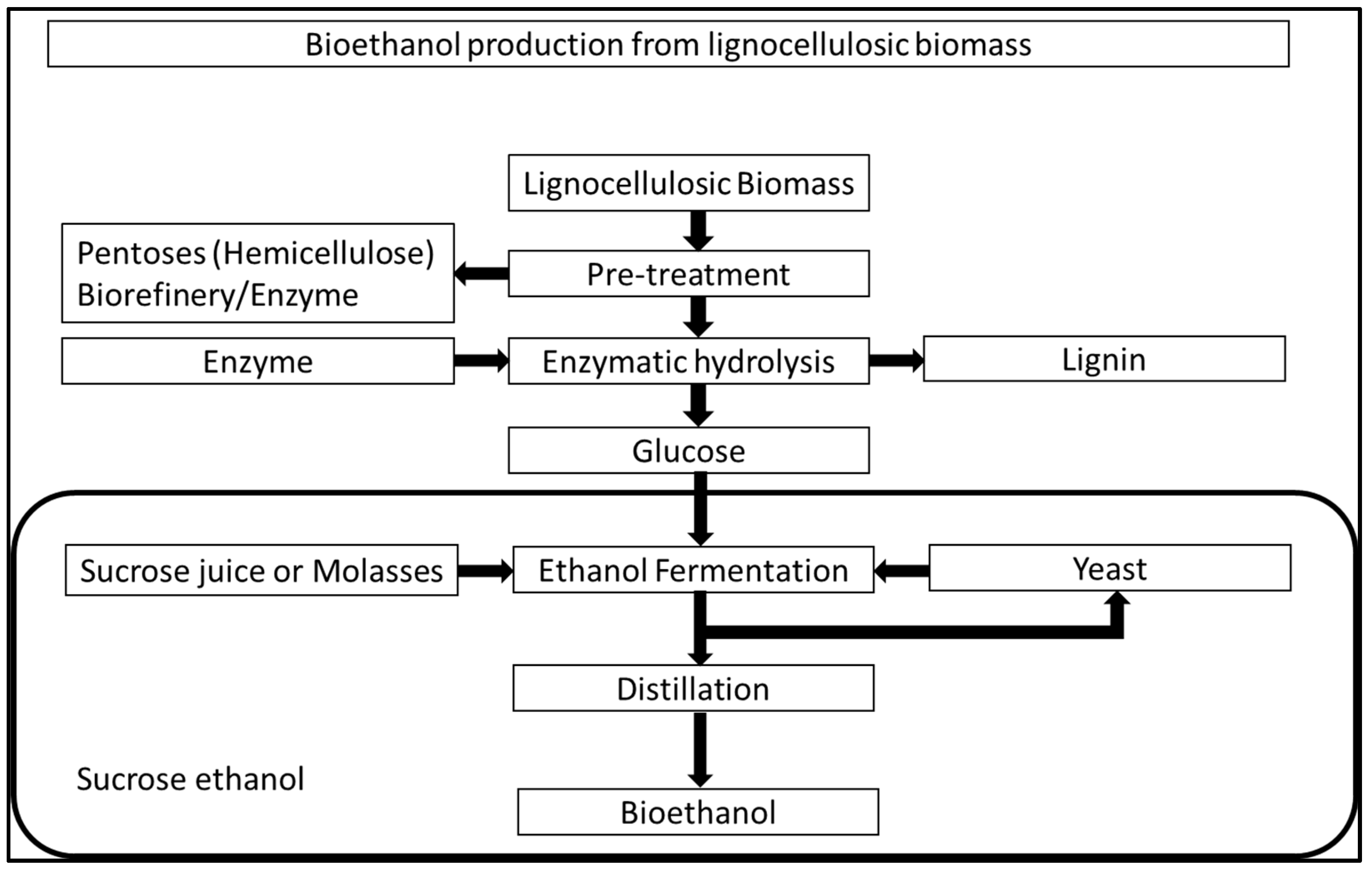
Bioethanol is obtained mostly from agricultural leftovers, and it may be created by the fermentation of sucrose or simple sugars acquired through biomass treatment. It is possible to partition the processes of producing bioethanol into three distinct generations, and each generation is determined by the characteristics of the feedstock that was used initially. In every one of these processes, the lignocellulosic or cellulosic material is first transformed into simple sugars, and only after that is bioethanol produced. The substrate in the first generation is primarily composed of sucrose-containing feedstock grains and starchy materials (such as sugarcane, maise, sugar beet, sweet sorghum, corn, cassava, sweet potato, yam, wheat, barley, and oats), and bioethanol is produced through starch or sugar fermentation [43,44][31][32]. In the second generation, the substrate is primarily composed of lignocellulosic biomass (such as sugarcane bagasse, stover, stems, straw, leaves, and grass), and bioethanol is produced through enzymatic hydrolysis [45][33]. In the third generation, the substrates are algae biomasses, and bioethanol is produced through the fermentation of green and blue algae [46][34]. Sugarcane is the second most utilised raw material in bioethanol manufacturing. Sugarcane contains 12–17% total sugars by weight and 68–72% moisture (90% sucrose and 10% glucose or fructose). The average extraction efficiency for producing cane juice by crushing is approximately 95%, with cane fibre constituting the remaining solid residue (sugarcane bagasse) [47][35]. Cane juice is heated to 110 °C in plants that solely manufacture ethanol, decanted, occasionally concentrated by evaporation, and then fermented to reduce microbial contamination. Like maise, sugarcane has a well-established infrastructure for cultivation, harvesting, and processing. Sugarcane is also considered the most effective raw material resource for bioethanol production: the amount of fossil energy consumed during sugarcane processing is substantially lower than that of corn [48,49][36][37]. Sugarcane is an annual crop whose period of growth ranges from 9 to 24 months. This growing time could be changed depending on several factors such as variety, environmental conditions, and management [50][38]. After five to seven ratoon cycles, sugarcane fields are “reformed” or replanted by removing stalks (mechanically or chemically), tilling the soil, and replanting freshly cut sugarcane sprouts. Traditionally, thorough tillage is required for sugarcane soil preparation. In certain areas of Brazil and Australia, full tillage has given way to minimum tillage techniques, in which the soil is only lightly tilled in the planting row. Planting legumes during the reformation phase occasionally increases soil fertility and/or soil physical qualities [51,52,53,54][39][40][41][42]. On the other hand, Sugarcane Bagasse (SCB) is primarily composed of lignin (20–30%), cellulose (40–45%), and hemicelluloses (30–35%) [55][43]. Because of its lower ash content (1.9%) [56][44], SCB offers advantages over high ash containing bagasse, such as rice straw, 14.5% [57][45] and wheat straw, 9.2% [58][46]. Currently, converting lignocellulosic biomass (such as sugarcane bagasse) into bioethanol entails three critical and interdependent steps: (i) pretreatment of lignocellulosic biomass to depolarise the lignocellulosic matrix, allowing carbohydrate polymers (e.g., cellulose, hemicellulose, and other carbohydrates) to be accessible for enzymatic hydrolysis; (ii) saccharification of pretreated material to liberate fermentable sugars through hydrolases such as cellulases and hemicellulases; and (iii) fermentation of monosaccharide to produce ethanol by using ethanogenic yeast/microorganism [59][47]. Figure 5 shows the pathway producing bioethanol from lignocellulosic biomass.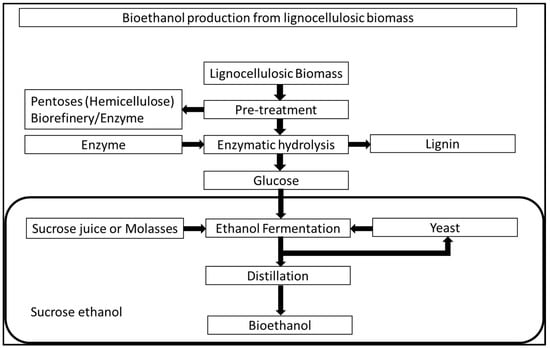
7. Conclusion
The currently available technology for producing biofuel from biomass using sugarcane biomass cannot offer a competitive price in relation to the amount of yield produced. Therefore, developments in treatment and genetic engineering and the use of suitable and cheaper yeast to convert sugarcane bagasse into biofuel are of commercial significance for the use of ethanol and ABE. This would result in the commercialisation of ABE as a viable additive for conventional diesel, resulting in lower emissions from diesel engines and less waste.
References
- Mendiburu, A.Z.; Lauermann, C.H.; Hayashi, T.C.; Mariños, D.; da Costa, R.B.R.; Coronado, C.J.; Roberts, J.J.; de Carvalho, J.A., Jr. Ethanol as a renewable biofuel: Combustion characteristics and application in engines. Energy 2022, 257, 124688.
- Masum, B.M.; Masjuki, H.H.; Kalam, M.A.; Rizwanul Fattah, I.M.; Palash, S.M.; Abedin, M.J. Effect of ethanol–gasoline blend on NOx emission in SI engine. Renew. Sustain. Energy Rev. 2013, 24, 209–222.
- Kandasamy, M.; Hamawand, I.; Bowtell, L.; Seneweera, S.; Chakrabarty, S.; Yusaf, T.; Shakoor, Z.; Algayyim, S.; Eberhard, F. Investigation of ethanol production potential from lignocellulosic material without enzymatic hydrolysis using the ultrasound technique. Energies 2017, 10, 62.
- Zhang, W.L.; Liu, Z.Y.; Liu, Z.; Li, F.L. Butanol production from corncob residue using Clostridium beijerinckii NCIMB 8052. Lett. Appl. Microbiol. 2012, 55, 240–246.
- Yang, M.; Zhang, J.; Kuittinen, S.; Vepsäläinen, J.; Soininen, P.; Keinänen, M.; Pappinen, A. Enhanced sugar production from pretreated barley straw by additive xylanase and surfactants in enzymatic hydrolysis for acetone–butanol–ethanol fermentation. Bioresour. Technol. 2015, 189, 131–137.
- Savaliya, M.L.; Dhorajiya, B.D.; Dholakiya, B.Z. Recent advancement in production of liquid biofuels from renewable resources: A review. Res. Chem. Intermed. 2013, 41, 475–509.
- Algayyim, S.J.M. The Use of BA Mixture in Diesel Engines: Blend Preparation, Spray Visualisation and Engine Performance. Ph.D. Thesis, University of Southern Queensland, Toowoomba, Australia, 2019.
- Nigam, P.S.; Singh, A. Production of liquid biofuels from renewable resources. Prog. Energy Combust. Sci. 2011, 37, 52–68.
- Carlucci, F.V. Proposed best operating practices to improve technical efficiency in brazilian sugar and ethanol plants. In Proceedings of the 2018 Conference of the Australian Society of Sugar Cane Technologists, Mackay, QLD, Australia, 18–20 April 2018.
- O’Hara, I. Cellulosic Ethanol from Sugar Cane Bagasse in Australia: Exploring Industry Feasibility through Systems Analysis Techno-Economic Assessment and Pilot Plant Development. Ph.D. Thesis, Queensland University of Technology, Brisbane, QLD, Australia, 2011.
- Gonçalves, A.R.; Benar, P.; Costa, S.M.; Ruzene, D.S.; Moriya, R.Y.; Luz, S.M.; Ferretti, L.P. Integrated processes for use of pulps and lignins obtained from sugarcane bagasse and straw. Appl. Biochem. Biotechnol. 2005, 123, 821–826.
- Laimon, M.; Yusaf, T.; Mai, T.; Goh, S.; Alrefae, W. A systems thinking approach to address sustainability challenges to the energy sector. Int. J. Fluids 2022, 15, 100161.
- Laimon, M.; Mai, T.; Goh, S.; Yusaf, T. Energy sector development: System dynamics analysis. Appl. Sci. 2019, 10, 134.
- ACCC. Inquiry into the National Electricity Market; ACCC: Canberra, ACT, Australia, 2022.
- Jesus Junior, M.M.; De Avila Rodrigues, F.; Moreira Da Costa, M.; Guirardello, R. Economic Evaluation for Bioproducts Production from Carbohydrates Obtained from Hydrolysis of Sugarcane Bagasse. Chem. Eng. Trans. 2022, 92, 703–708.
- Yadav, P.; Kumar Tiwari, S.; Kumar, V.; Singh, D.; Kumar, S.; Malik, V.; Singh, B. Sugarcane bagasse: An important lignocellulosic substrate for production of enzymes and biofuels. Biomass Conv. Bioref. 2022.
- Haghdan, S.; Renneckar, S.; Smith, G.D. 1—Sources of lignin. In Lignin in Polymer Composites; Faruk, O., Sain, M., Eds.; William Andrew Publishing: Norwich, NY, USA, 2016; pp. 1–11.
- Zhao, X.; Peng, F.; Cheng, K.; Liu, D. Enhancement of the enzymatic digestibility of sugarcane bagasse by alkali–peracetic acid pretreatment. Enzym. Microb. Technol. 2009, 44, 17–23.
- Doherty, W.; Halley, P.; Edye, L.; Rogers, D.; Cardona, F.; Park, Y.; Woo, T. Studies on polymers and composites from lignin and fiber derived from sugarcane. Polym. Adv. Technol. 2007, 18, 673–678.
- Chandel, A.K.; da Silva, S.S.; Carvalho, W.; Singh, O.V. Sugarcane bagasse and leaves: Foreseeable biomass of biofuel and bio-products. J. Chem. Technol. Biotechnol. 2012, 87, 11–20.
- Chandel, A.K.; Chan, E.; Rudravaram, R.; Narasu, M.L.; Rao, L.V.; Ravindra, P. Economics, and environmental impact of bioethanol production technologies: An appraisal. Biotechnol. Mol. Biol. Rev. 2007, 2, 14–32.
- Canilha, L.; Kumar Chandel, A.; dos Santos Milessi, T.S.; Fernandes Antunes, F.A.; da Costa Freitas, W.L.; das Gracas Almeida Felipe, M.; da Silva, S.S. Bioconversion of Sugarcane Biomass into Ethanol: An Overview about Composition, Pretreatment Methods, Detoxification of Hydrolysates, Enzymatic Saccharification, and Ethanol Fermentation. J. Biomed. Biotechnol. 2012, 2012, 989572.
- Qureshi, N.; Ezeji, T.C.; Ebener, J.; Dien, B.S.; Cotta, M.A.; Blaschek, H.P. Butanol production by Clostridium beijerinckii. Part I: Use of acid and enzyme hydrolyzed corn fiber. Bioresour. Technol. 2008, 99, 5915–5922.
- Qureshi, N.; Saha, B.C.; Hector, R.E.; Hughes, S.R.; Cotta, M.A. Butanol production from wheat straw by simultaneous saccharification and fermentation using Clostridium beijerinckii: Part I—Batch fermentation. Biomass Bioenergy 2008, 32, 168–175.
- Efremenko, E.; Nikolskaya, A.B.; Lyagin, I.V.; Sen’Ko, O.V.; Makhlis, T.A.; Stepanov, N.A.; Maslova, O.V.; Mamedova, F.; Varfolomeev, S.D. Production of biofuels from pretreated microalgae biomass by anaerobic fermentation with immobilized Clostridium acetobutylicum cells. Bioresour. Technol. 2012, 114, 342–348.
- Bankar, S.B.; Survase, S.A.; Singhal, R.S.; Granström, T. Continuous two stage acetone–butanol–ethanol fermentation with integrated solvent removal using Clostridium acetobutylicum B 5313. Bioresour. Technol. 2012, 106, 110–116.
- Yen, H.-W.; Li, R.-J.; Ma, T.-W. The development process for a continuous acetone–butanol–ethanol (ABE) fermentation by immobilized Clostridium acetobutylicum. J. Taiwan Inst. Chem. Eng. 2011, 42, 902–907.
- Jonglertjunya, W.; Chinwatpaiboon, P.; Thambaramee, H.; Prayoonyong, P. Butanol, Ethanol and Acetone Production from Sugarcane Bagasses by Acid Hydrolysis and Fermentation Using Clostridium sp. Adv. Mater. Res. 2014, 931–932, 1602–1607.
- Dalena, F.; Senatore, A.; Iulianelli, A.; Di Paola, L.; Basile, M.; Basile, A. Ethanol from Biomass: Future and Perspectives. In Ethanol; Basile, A., Iulianelli, A., Dalena, F., Veziroğlu, T.N., Eds.; Elsevier: Amsterdam, The Netherlands, 2019; Chapter 2; pp. 25–59.
- Pattra, S.; Sangyoka, S.; Boonmee, M.; Reungsang, A. Bio-hydrogen production from the fermentation of sugarcane bagasse hydrolysate by Clostridium butyricum. Int. J. Hydrogen Energy 2008, 33, 5256–5265.
- Mohapatra, S.; Ray, R.C.; Ramachandran, S. Bioethanol from Biorenewable Feedstocks: Technology, Economics, and Challenges. In Bioethanol Production from Food Crops; Ray, R.C., Ramachandran, S., Eds.; Academic Press: Cambridge, MA, USA, 2019; Chapter 1; pp. 3–27.
- Dias, M.O.S.; Junqueira, T.L.; Jesus, C.D.F.; Rossell, C.E.V.; Maciel Filho, R.; Bonomi, A. Improving second generation ethanol production through optimization of first-generation production process from sugarcane. Energy 2012, 43, 246–252.
- Balat, M.; Balat, H.; Öz, C. Progress in bioethanol processing. Prog. Energy Combust. Sci. 2008, 34, 551–573.
- Vasić, K.; Knez, Ž.; Leitgeb, M. Bioethanol Production by Enzymatic Hydrolysis from Different Lignocellulosic Sources. Molecules 2021, 26, 753.
- Leite, G.B.; Abdelaziz, A.E.M.; Hallenbeck, P.C. Algal biofuels: Challenges and opportunities. Bioresour. Technol. 2013, 145, 134-41.
- Bertrand, E.; Vandenberghe, L.P.S.; Soccol, C.R.; Sigoillot, J.-C.; Faulds, C. First generation bioethanol. In Green Fuels Technology: Biofuels; Soccol, C.R., Brar, S.K., Faulds, C., Ramos, L.P., Eds.; Springer International Publishing: Cham, Switzerland, 2016; pp. 175–212.
- Macedo, I.C.; Seabra, J.E.A.; Silva, J.E.A.R. Greenhouse gases emissions in the production and use of ethanol from sugarcane in Brazil: The 2005/2006 averages and a prediction for 2020. Biomass Bioenergy 2008, 32, 582–595.
- Humbert, R.P. The Growing of Sugarcane; Elsevier: Amsterdam, The Netherlands, 2013.
- Bell, M.J.; Garside, A.L. Shoot and stalk dynamics and the yield of sugarcane crops in tropical and subtropical Queensland, Australia. Field Crops Res. 2005, 92, 231–248.
- Hemwong, S.; Cadisch, G.; Toomsan, B.; Limpinuntana, V.; Vityakon, P.; Patanothai, A. Dynamics of residue decomposition and N2 fixation of grain legumes upon sugarcane residue retention as an alternative to burning. Soil Tillage Res. 2008, 99, 84–97.
- Peng, F.; Ren, J.-L.; Xu, F.; Bian, J.; Peng, P.; Sun, R.-C. Comparative Study of Hemicelluloses Obtained by Graded Ethanol Precipitation from Sugarcane Bagasse. J. Agric. Food Chem. 2009, 57, 6305–6317.
- Li, X.; Kondo, R.; Sakai, K. Biodegradation of sugarcane bagasse with marine fungus Phlebia sp. MG-60. J. Wood Sci. 2002, 48, 159–162.
- Guo, G.-L.; Hsu, D.-C.; Chen, W.-H.; Chen, W.-H.; Hwang, W.-S. Characterization of enzymatic saccharification for acid-pretreated lignocellulosic materials with different lignin composition. Enzym. Microb. Technol. 2009, 45, 80–87.
- Zhao, X.Q.; Bai, F.W. Mechanisms of yeast stress tolerance and its manipulation for efficient fuel ethanol production. J. Biotechnol. 2009, 144, 23–30.
- Khare, S.K.; Pandey, A.; Larroche, C. Current perspectives in enzymatic saccharification of lignocellulosic biomass. Biochem. Eng. J. 2015, 102, 38–44.
- Hoang, A.T.; Ong, H.C.; Fattah, I.M.R.; Chong, C.T.; Cheng, C.K.; Sakthivel, R.; Ok, Y.S. Progress on the lignocellulosic biomass pyrolysis for biofuel production toward environmental sustainability. Fuel Process. Technol. 2021, 223, 106997.
- Methrath Liyakathali, N.A.; Muley, P.D.; Aita, G.; Boldor, D. Effect of frequency and reaction time in focused ultrasonic pretreatment of energy cane bagasse for bioethanol production. Bioresour. Technol. 2016, 200, 262–271.
More