Propylene is one of the most important building blocks in the petrochemical industry. It is industrially employed to produce polypropylene, which is used extensively to make packaging and labeling, textile products, laboratory equipment, loudspeakers, and automotive components. Propylene is also used for the manufacturing of acrylonitrile, propylene oxide derivatives, and other substances. Catalytic propane oxidative dehydrogenation (PODH) in the absence of gas phase oxygen is a promising approach for propylene manufacturing. PODH can overcome the issues of over-oxidation, which lower propylene selectivity. PODH has a reduced environmental footprint when compared with conventional oxidative dehydrogenation, which uses molecular oxygen and/or carbon dioxide.
- propane oxidative dehydrogenation
- propylene
- selectivity
- vanadium oxide
- lattice oxygen
1. Introduction
2. Propane Dehydrogenation (DH) and Oxidative Dehydrogenation (PODH) Reactions: Stoichiometry and Thermodynamics
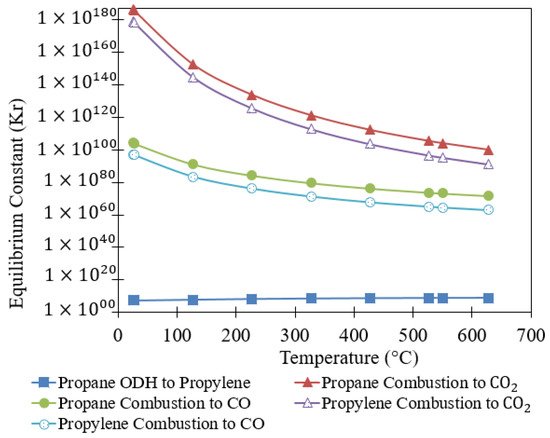
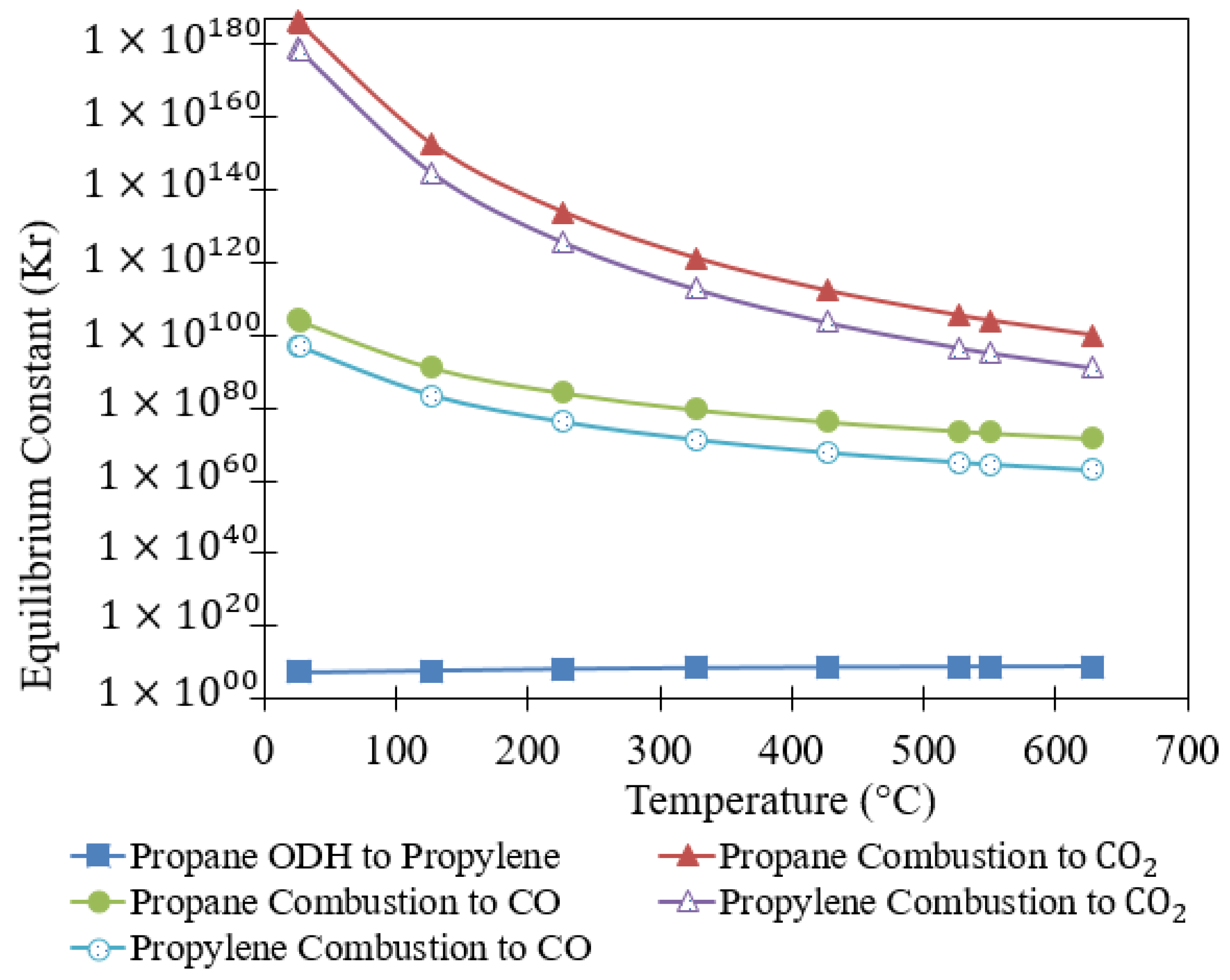
At chemical equilibrium, a reacting system achieves a condition where the total Gibbs Free Energy is minimized [69][20]. Two approaches are possible for assessing chemical equilibrium: (a) stoichiometric and (b) non-stoichiometric [70,71][21][22]. The “stoichiometric” approach requires a defined stoichiometry, involving all reactants and products with their molecular formulae. This stoichiometric approach is the one considered for PODH. Table 1 reports both the ΔGR and the ΔHR, at the reference condition of 298K, for the various reactions that are involved in propane ODH, under both O2-rich and O2-free atmospheres. Thus, one can observe that the PODH reactions with gaseous oxygen are more exothermic than the catalytic PODH reactions using the lattice oxygen. Thus, there is in principle, a valuable strategy if PODH reactions are driven by lattice oxygen. These based lattice oxygen reactions can likely provide conditions for the better management of temperature runaways and better control of undesired reactions.| Possible Reactions | Chemical Reactions | ΔG0f(298)[kJmol] | K | (823K) | ΔH0f(298)[kJmol] |
|---|
| Dehydrogenation (DH) [72] | Dehydrogenation (DH) [23] | C3H8 (g)↔C3H6(g)+H2(g)
| 86.2 | 1.11 × 10 | −1 | 124.3 | |||
C3H8(g)→CH4(g)+C2H4(g)
| 41.0 | 7.47 × 10 | 1 | 81.4 | |||||
C2H4(g)+H2(g)→C2H6(g)
| −101.3 | 1.31 × 10 | 2 | −137.2 | |||||
C3H8(g)+H2(g)→CH4(g)+C2H6(g)
| −60.2 | 9.80 × 10 | 3 | −55.7 | |||||
C3H8(g)=3C (s)+4H2(g)
| 23.4 | 3.69 × 10 | 8 | 103.9 | |||||
| O | 2-Rich Atmosphere [5,8,68,72,73] | -Rich Atmosphere [5][8][23][24][25] | C3H8(g)+0.5O2(g)→C3H6(g)+H2O (g)
| −142.4 | 7.72 × 10 | 11 | −117.6 | ||
C3H8(g)+5O2(g)→3CO2(g)+4H2O (g)
| −2074.2 | 1.83 × 10 | 135 | −2044.0 | |||||
C3H8(g)+3.5O2(g)→3CO(g)+4H2O(g)
| −1302.7 | 1.20 × 10 | 95 | −1195.1 | |||||
C3H6(g)+4.5O2(g)→3CO2(g)+3H2O(g)
| −1931.8 | 2.62 × 10 | 122 | −1926.4 | |||||
C3H6(g)+3O2(g)→3CO(g)+3H2O(g)
| −1160.2 | 1.56 × 10 | 83 | −1077.5 | |||||
CO (g)+0.5O2(g)→CO2(g)
| −257.2 | 2.47 × 10 | 13 | −283.0 | |||||
C3H8(g)+1.5O2(g)→C2H4(g)+CO(g)+2H2O(g)
| −502.6 | 1.99 × 10 | 39 | −437.9 | |||||
C3H8(g)+2O2(g)→C2H4(g)+CO2(g)+2H2O(g)
| −759.8 | 4.93 × 10 | 52 | −720.8 | |||||
C3H6(g)+O2(g)→C2H4(g)+CO(g)+H2O(g)
| −360.2 | 2.58 × 10 | 27 | −320.3 | |||||
C3H6(g)+1.5O2(g)→C2H4(g)+CO2(g)+H2O(g)
| −617.4 | 6.39 × 10 | 40 | −603.3 | |||||
| O | 2-Free Atmosphere [10,12] | -Free Atmosphere [10][12] | C3H8(g)+V2O5(s)=V2O4(s)+C3H6(g)+H2O(g)
| −41.5 | 5.88 × 10 | 8 | 5.9 | ||
C3H8(g)+10V2O5(s)=10V2O4(s)+3CO2(g)+4H2O(g)
| −1065.2 | 1.20 × 10 | 104 | −809.7 | |||||
C3H8(g)+7V2O5(s)=7V2O4(s)+3CO(g)+4H2O(g)
| −596.3 | 1.79 × 10 | 73 | −331.1 | |||||
C3H6(g)+9V2O5(s)=9V2O4(s)+3CO2(g)+3H2O(g)
| −1023.6 | 2.04 × 10 | 95 | −815.6 | |||||
C3H6(g)+6V2O5(s)=6V2O4(s)+3CO(g)+3H2O(g)
| −554.8 | 3.05 × 10 | 64 | −337.0 | |||||
| Catalyst Regeneration [10] | 2V2O4(s)+O2(g)→2V2O5(s)
| −201.8 | 1.72 × 10 | 6 | −246.9 |
References
- Bai, P.T.; Manokaran, V.; Saiprasad, P.S.; Srinath, S. Studies on Heat and Mass Transfer Limitations in Oxidative Dehydrogenation of Ethane Over Cr2O3 /Al2O3 Catalyst. Procedia Eng. 2015, 127, 1338–1345.
- Khadzhiev, S.N.; Usachev, N.Y.; Gerzeliev, I.M.; Belanova, E.P.; Kalinin, V.P.; Kharlamov, V.V.; Kazakov, A.V.; Kanaev, S.A.; Starostina, T.S.; Popov, A.Y. Oxidative dehydrogenation of ethane to ethylene in a system with circulating microspherical metal oxide oxygen carrier: 1. Synthesis and study of the catalytic system. Pet. Chem. 2015, 55, 651–654.
- Bakare, I.A.; Mohamed, S.A.; Al-Ghamdi, S.; Razzak, S.A.; Hossain, M.M.; de Lasa, H.I. Fluidized bed ODH of ethane to ethylene over VOx-MoOx/γ-Al2O3 catalyst: Desorption kinetics and catalytic activity. Chem. Eng. J. 2015, 278, 207–216.
- Zhai, Z.; Wang, X.; Licht, R.; Bell, A.T. Selective oxidation and oxidative dehydrogenation of hydrocarbons on bismuth vanadium molybdenum oxide. J. Catal. 2015, 325, 87–100.
- H.Zea, L.C. Oxidative dehydrogenation of propane on Pd-Mo/gamma-Al2O3 catalyst: A kinetic study. Aust. J. Basic Appl. Sci. 2015, 9, 78–83.
- Khalil, Y.P. Propylene in Demand: Roadblocks and Opportunities. 2015. Available online: https://insights.globalspec.com/article/473/propylene-in-demand-roadblocks-and-opportunities (accessed on 9 April 2020).
- Rebsdat, S.; Mayer, D. Ethylene Glycol. Ullmann’s Encycl. Ind. Chem. 2012.
- Darvishi, A.; Davand, R.; Khorasheh, F.; Fattahi, M. Modeling-based optimization of a fixed-bed industrial reactor for oxidative dehydrogenation of propane. Chin. J. Chem. Eng. 2016, 24, 612–622.
- Elbadawi, A.H.; Osman, M.S.; Razzak, S.A.; Hossain, M.M. VOx-Nb/La-γAl2O3 catalysts for oxidative dehydrogenation of ethane to ethylene. J. Taiwan Inst. Chem. Eng. 2016, 61, 106–116.
- Ayandiran, A.A.; Bakare, I.A.; Binous, H.; Al-Ghamdi, S.; Razzak, S.A.; Hossain, M.M. Oxidative dehydrogenation of propane to propylene over VOx/CaO–γ-Al2O3 using lattice oxygen. Catal. Sci. Technol. 2016, 6, 5154–5167.
- Bhasin, M.M. Is true ethane oxydehydrogenation feasible? Top. Catal. 2003, 23, 145–149.
- Al-Ghamdi, S.A.; de Lasa, H.I. Propylene production via propane oxidative dehydrogenation over VOx/γ-Al2O3 catalyst. Fuel 2014, 128, 120–140.
- Gao, Y.; Neal, L.M.; Li, F. Li-Promoted LaxSr2-xFeO4-δ Core—Shell Redox Catalysts for Oxidative Dehydrogenation of Ethane under a Cyclic Redox Scheme. ACS Catal. 2016, 6, 7293–7302.
- Setnička, M.; Tišler, Z.; Kubička, D.; Bulánek, R. Activity of Molybdenum Oxide Catalyst Supported on Al2O3, TiO2, and SiO2 Matrix in the Oxidative Dehydrogenation of n-Butane. Top. Catal. 2015, 58, 866–876.
- Koirala, R.; Buechel, R.; Pratsinis, S.E.; Baiker, A. Silica is preferred over various single and mixed oxides as support for CO2-assisted cobalt-catalyzed oxidative dehydrogenation of ethane. Appl. Catal. A Gen. 2016, 527, 96–108.
- Ren, T.; Patel, M.; Blok, K. Olefins from conventional and heavy feedstocks: Energy use in steam cracking and alternative processes. Energy 2006, 31, 425–451.
- Barghi, B.; Fattahi, M.; Khorasheh, F. The Modeling of Kinetics and Catalyst Deactivation in Propane Dehydrogenation Over Pt-Sn/γ-Al2O3 in Presence of Water as an Oxygenated Additive. Pet. Sci. Technol. 2014, 32, 1139–1149.
- Cavani, F.; Trifirò, F. The oxidative dehydrogenation of ethane and propane as an alternative way for the production of light olefins. Catal. Today 1995, 24, 307–313.
- Sanfilippo, D. Dehydrogenation of Paraffins; Key Technology for Petrochemicals and Fuels. Cattech 2000, 4, 56–73.
- Smith, J.M.; Van Ness, H.C.; Abbott, M.M. Introduction to Chemical Engineering Thermodynamics; McGraw-Hill Education: New York, NY, USA, 2005; Volume 27.
- Hossain, M.M. Chemical-Looping Combustion with Gaseous Fuels: Thermodynamic Parametric Modeling. Arab. J. Sci. Eng. 2014, 39, 3415–3421.
- De Lasa, H.; Salaices, E.; Mazumder, J.; Lucky, R. Catalytic steam gasification of biomass: Catalysts, thermodynamics and kinetics. Chem. Rev. 2011, 111, 5404–5433.
- Grant, J.T.; Love, A.M.; Carrero, C.A.; Huang, F.; Panger, J.; Verel, R.; Hermans, I. Improved Supported Metal Oxides for the Oxidative Dehydrogenation of Propane. Top. Catal. 2016, 59, 1545–1553.
- Torabi, A.; Kazemeini, M.; Fattahi, M. Developing a mathematical model for the oxidative dehydrogenation of propane in a fluidized bed reactor. Asia-Pac. J. Chem. Eng. 2016, 11, 448–459.
- Zea, H.; Carballo, L.M. Kinetic evaluation of Pd alumina supported catalyst for the reaction of oxidative dehydrogenation of propane. ARPN J. Eng. Appl. Sci. 2015, 10, 896–900.
- Rostom, S.; de Lasa, H.I. Propane Oxidative Dehydrogenation Using Consecutive Feed Injections and Fluidizable VOx/γAl2O3 and VOx/ZrO2-γAl2O3 Catalysts. Ind. Eng. Chem. Res. 2017, 56, 13109–13124.
- Fattahi, M.; Kazemeini, M.; Khorasheh, F.; Rashidi, A. An investigation of the oxidative dehydrogenation of propane kinetics over a vanadium-graphene catalyst aiming at minimizing of the COx species. Chem. Eng. J. 2014, 250, 14–24.
- Mukherjee, D.; Park, S.-E.; Reddy, B.M. CO2 as a soft oxidant for oxidative dehydrogenation reaction: An eco benign process for industry. J. CO2 Util. 2016, 16, 301–312.