The problem of recycling polymer waste remains the main one in the context of the growth in the use of plastics. Given the non-renewability of fossil fuels, the task of processing plastic waste into liquid fuels seems to be a promising one. Thermocatalytic conversion is one of the methods that allows obtaining liquid products of the required hydrocarbon range. Clays and clay minerals can be distinguished among possible environmental-friendly, cheap and common catalysts. In this review, we summarize the results obtained by the different authors, focusing on the most successful ones, and suggest possible new directions for research on clay-based catalysts of plastics conversion into liquid fuels.
- secondary raw materials
- plastics
- fuel
- catalysts
- clays
- clay minerals
- thermocatalytic conversion
1. Introduction
2. Nature of Catalytic Activity of Clays
Clays belong to solid acids. They have both Lewis and Brønsted acid sites (Figure 1) [1][7].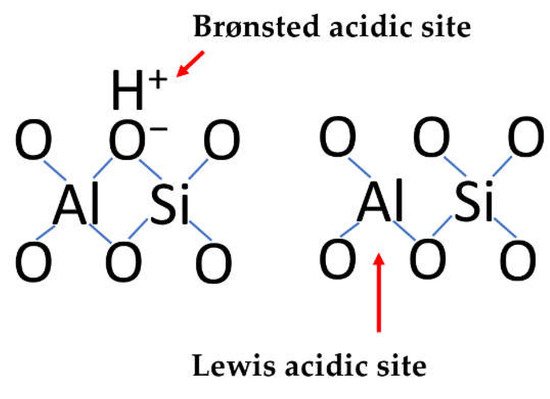
3. Kaolin Group Catalytic Activity
The kaolin group is represented by layered phyllosilicate minerals with the chemical composition Al2Si2O5(OH)4. The layers of these clay minerals consist of corner-sharing tetrahedra and edge-sharing octahedra. Tetrahedra are formed by silicon atoms, and octahedrons are constructed from aluminum atoms. The way the layers are stacked and the nature of the material between the layers distinguishes the individual minerals (kaolinite, dickite, halloysite, and nacrite, sometimes also serpentine subgroup) in the group [2][12]. Rocks rich in kaolinite are thus called kaolin. Kaolin-based catalysts are the most commonly mentioned among the articles on clay catalysts for the conversion of plastics into liquid fuels due to the abundant availability of natural kaolin. All results from work on kaolin clay catalysts are presented in Table 1.|
Catalyst |
Plastic |
Temperature, °C |
Highest Liquid Yield, wt% |
Specific Results |
Reference |
|---|
|
Catalyst |
Plastic |
Temperature, °C |
Highest Liquid Yield, wt% |
|---|
|
Catalyst |
|---|
6. Catalytic Activity of Mixed Natural Clays
|
Catalyst |
Plastic |
Plastic Temperature, °C |
Temperature, °C Highest Liquid Yield, wt% Specific Results |
Highest Liquid Yield, wt% Specific Results Reference |
|||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Specific Results | Reference |
||||||||||||
|
Kaolinite-containing natural clay |
HDPE |
||||||||||||
Reference | |||||||||||||
|
Bentonite (50 wt%)/spent fluid catalytic cracking catalyst (FCC) |
HDPE | 478 |
|||||||||||
|
Commercial sepiolite |
PE, PP, PS, EVA |
432.65 (PE), 401.65 (PP), 449.75 (PS), 459.85 (EVA) |
Data not presented |
Clay reduces the decomposition temperatures of PE and PP. However, steric effects associated with the PS and EVA substituents nullify this catalytic behavior. |
|||||||||
|
Acid-activated fire clay (Pradeep Enterprises, Ajmeri Gate, Delhi) |
HDPE | 500 |
16 |
450 100 |
41.4 Catalyst produced more alkanes than olefins in both gaseous and liquid oil products. |
High yields of gasoline C5–C11 (50 wt%) The yield of C12–C |
The identified compounds were mainly paraffins and olefins with a carbon number range of C6–C20 hydrocarbons—8–10 wt%. 18. |
||||||
[ | ] | [ | 34] |
||||||||||
[ | ] | [ | 58] |
Kaolin and its modifications With CH3COOH, HCl, H3PO4, HNO3, and NaOH |
HDPE |
450 |
78.7 |
Tetraethyl silicate modified vermiculite, Co, and Ni intercalated vermiculite The liquid fuel consisted of petroleum products range hydrocarbons (C |
PP + PE |
||||
|
Indian Fuller’s earth (Multan clay) | 300-480 |
LDPE 80.6 (organic vermiculite), 73.2 (Co/verm), 70.7 (Ni/verm), 73.9 (Co/Ni/verm) |
300 |
58.33 10–C25). |
|||||||||
|
Pillared bentonite (PILC) intercalated with Fe or Al |
HDPE and heavy gas oil (HGO) |
500 |
>80 |
The oil from the Fe-PILC-Fe-300 catalyst was more similar to the standard diesel. The obtained liquid is mainly composed of C9–C12 and C13–C20 | |||||||||
. | The obtained liquid contained olefin, paraffin, and aromatic hydrocarbons. Light naphtha—15%, heavy naphtha—35%, middle distillate—60%. | ||||||||||||
[ | ] | [ | 59] |
Kaolin |
Talc (French chalk) LDPE |
||||||||
|
Fuller’s earth |
LDPE |
LDPE 450 |
79.5 |
The oil consists of paraffins and olefins with a predominance of C10–C | |||||||||
|
Bentonite (Gachi clay) |
LDPE | 16 |
300 300 |
300 91 components. |
77 |
Olefin and paraffin hydrocarbons. |
91 |
||||||
Components with a boiling point of 125–180°C were identified as alkanes, alkenes, and aromatics. | [ | ][36] |
Components with a boiling point of 125-180°C were identified as alkanes, alkenes, and aromatics. |
Kaolin |
LDPE |
600 |
about 75 |
||||||
|
South Asian clay classified as bentonite andmontmorillonite impregnated with nickel NPs |
|||||||||||||
|
Natural clay mineral (Indonesia) with LaFeO3 NPs | LDPE and post-consumer polybags |
350 |
PP 79.23 (LDPE), 76.01 (poly-bags) The first addition of kaolin gives aliphatic compounds and C6–C20 aromatics (90–95%). |
||||||||||
The final products are in the range of gasoline, kerosene, and diesel. | [ |
460–480 |
88.8 (5th cycle) |
The liquid fraction: alkanes (44.70%), alkenes (34.84%), cyclo-alkanes (9.87%), cyclo-alkenes (3.07), branched-chain alkanes (2.42%), branched-chain alkenes (0.88%).[48][57] |
|||||||||
[ | ] | [60] |
75% kaolinite with 25% bentonite |
LDPE |
|||||||||
|
Bentonite thin layer loaded with MnO2 | 580 |
nanoparticles (NPs) |
Pyrophyllite treated with hydrochloric acid 74.45 |
PP |
|||||||||
|
natural clay with kaolinite, hematite, smectite, quartz |
PS |
PS 750 | 450 |
410 Parameters were designed to get off the liquid 88.3 |
The catalysts showed selectivity to aromatics over 99%. Styrene (63.40%) is the major product, and ethylbenzene is the second-most abundant one (6.93%). |
[22][ |
High yield of paraffins (70.62%). The percentage of aromatics was 5.27%. |
86.68 The complete decomposition of plastics with the formation of gases (methane and hydrogen) and coke. |
Fuel properties of the liquid fraction obtained showed a good resemblance with gasoline and diesel oil. [17] |
||||
[ | ] | [ | 38] |
] |
|||||||||
[ | ] | [ | 61] |
China clay (kaolinite) |
|||||||||
|
Bentonite treated with 0.5M hydrochloric acid | |||||||||||||
|
Red clay (Auburn, Alabama, USA) | About 70 | The clay-based catalysts gave higher yields of liquid products in the C15–C20 range. Clay catalysts produce liquid hydrocarbons in the gasoline and diesel range. |
|||||||||||
|
Talc (plastic filler) |
PP |
620 |
About 23 |
The liquid product contained a higher aromatic content (57.9%) and a lower n-alkene content (5.8%). |
LDPE |
PS |
PS and LDPE (co-pyrolysis with a lignin) 300 |
400 84 |
88.78 Components with a boiling point of 125–180°C were identified as alkanes, alkenes, and aromatics. |
500, 600, 700, 800 The obtained liquid contains styrene. Toluene and benzene were the major components. |
|||
data not presented | [ |
The carbon yield of a lignin-derived compound, guaiacol, increased during co-pyrolysis of lignin with LDPE, and PS with red clay as a catalyst. |
Kaolin |
LDPE |
|||||||||
|
Acid-washed bentonite clay (AWBC), Zn/AWBC, Ni/AWBC, Co/AWBC, Fe/AWBC, Mn/AWBC | 450 |
99.82 |
|||||||||||
|
Shwedaung clay, Mabisan clay | PP, HDPE |
HDPE + LDPE + PS + PP + PET 300 for PP and 350 for HDPE The highest percentage component is heptane. |
AWBC (PP 68.77, HDPE 70.19), Ni/AWBC (PP 92.76, HDPE 62.07), Co/AWBC (PP 82.8, HDPE 69.31), Fe/AWBC (PP 82.78, HDPE 71.34), Mn/AWBC (PP 80.4, HDPE 81.07), Zn/AWBC (PP 82.50, HDPE 91) |
210-380 |
65.81 (Shwedaung clay), 67.06 (Mabisan clay) Co/AWBC/PP (mainly olefins and naphthenes) and Zn/AWBC/HDPE (mainly paraffins and olefins) were the most effective. |
Fuel can be used internal combustion engine after distillation. Char can be used as solid fuel. |
|||||||
[ | ] | [ | 40] |
Al-substituted Keggin tungstoborate/kaolin composite |
|||||||||
|
H2SO |
LDPE |
4-activated bentonite (synthesized) 295 |
PP + HDPE |
||||||||||
|
Fe-restructured clay (Fe-RC) |
PE + PP + PS + PVC + PET |
328 |
84 |
79 During the catalytic cracking 70 mol.% of gasoline range hydrocarbons were produced. |
450 The hydrocarbon oil. |
83.73 |
High selectivity for the C9–C12 and C13–C19 oil fractions, which are the major constituents of kerosene and diesel fuel. |
||||||
[ | ] | [ | 41] |
tungstophosphoric acid/kaolin composite |
LDPE |
335 |
|||||||
|
A mixture of nature bentonite and zeolite (70:30) |
PP, PET | 81 |
400 |
78.42 (PP), 72.38 (PP + PET) A high content of benzene-like hydrocarbons (C11–C14). |
|||||||||
The number of C | 3 | –C | 10 compounds increased. |
Ahoko kaolin |
|||||||||
|
Pelletized bentonite |
PP |
||||||||||||
|
Romanian natural clays: Vadu Crişului clay and Lugoj clay |
PS + PET + PVC |
420 |
62.18 (Vadu Crişului clay), 54.98 (Lugoj clay) |
The liquid products contained monoaromatic compounds such as styrene, toluene, ethylbenzene, or alpha-methylstyrene. |
PS, PP, LDPE, HDPE 450 |
500 79.85 |
88.5 (PS), 90.5 (PP), 87.6 (LDPE), 88.9 (HDPE) Liquid products with properties comparable to conventional fuels (gasoline and diesel). |
PS—95% aromatic hydrocarbons; PP, LDPE, and HDPE—aliphatic hydrocarbons; LDPE, and HDPE—diesel fuel (96% similarity); PS—gasohol 91. |
|||||
[ | ] | [ | 8] |
Hydrochloric acid/kaolin composite |
PP | ||||||||
|
Calcium bentonite |
PP, LDPE, HDPE, PP + LDPE + HDPE 470 |
500 71.9 |
88.5 (PP), 82 (LDPE), 82.5 (HDPE) 81 (PP + LDPE + HDPE) The condensable hydrocarbons contain dominantly alkanes and alkenes in the range C6–C |
The oil contained only a mixture of hydrocarbons and has matching fuel properties as that of fossil fuel. Mixed plastics—C1012. |
-C28. |
||||||||
|
Commercial-grade kaolin clay |
PP |
450 |
89.5 |
Contains olefins, aliphatic, and aromatic hydrocarbons in the oil comparable with liquid fossil fuels. |
|||||||||
|
Commercial-grade kaolin clay and kaolin treated with sulfuric acid |
PP |
500 |
92 (acid-treated), 87.5 (neat kaolin) |
The oil from the neat kaolin—C10–C18 products, from the acid-treated kaolin—mainly C9–C13. |
|||||||||
[ | ] | [43] |
|||||||||||
|
Kaolin |
PP |
500 |
Al2O3-pillared montmorillonite (calcium rich) |
LDPE |
CuO/kaolin and neat kaolin |
PS |
450 |
96.37 (neat kaolin), 92.48 (CuO/kaolin) |
The oil contained aromatic hydrocarbons, but from CuO/kaolin—85% C10H8 and ~13% C8H8. |
||||
|
Zeolite-Y + metakaolin + aluminum hydroxide + sodium silicate all synthesized from kaolin |
HDPE + LDPE + PP + PS + PET |
350 |
46.7 |
Catalyzed fuel samples consist of 93% gasoline and 7% diesel fraction. |
|||||||||
|
Pillared bentonite (Al-PILC, Fe-PILC, Ti-PILC, Zr-PILC) |
HDPE + PS + PP + PET |
300–500 |
68.2 (Al-PILC), 79.3 (Fe-PILC), 62.8 (Ti-PILC), 62.1 (Zr-PILC) |
80.5% diesel fraction was observed in presence of Fe-PILC. |
|||||||||
|
Fe/Al pillared montmorillonite mixed with an acid Commercial bentonite as a binder |
HDPE |
600 |
About 40 |
The catalyst gave high yields of waxes, particularly rich in diesel hydrocarbon range (C11–C21). |
|||||||||
|
commercial acid-restructured montmorillonite and Al- and Fe/Al-pillared derivative |
MDPE | 87.5 |
300 Fuel properties are identical to the different petroleum fuels. |
||||||||||
|
Neat kaolin and kaolin treated with hydrochloric acid |
PP |
400–500 |
71.9 |
The highest yield of liquid hydrocarbons was achieved with kaolin clay treated with 3M HCl. |
430 |
||||||||
70.2 | Hydrocarbons from C5 to C13. |
Kaolin |
PP/vaseline (4.0 wt%) |
||||||||||
|
Montmorillonite (Zenith-N) and a pillared derivative | 520 |
52.5 |
LDPE |
427 |
68 (montmorillonite), 75 (pillared derivative) The gasoline—32.77%, diesel—13.59%, residue—6.14% |
Clays showed enhanced liquid formation due to their mild acidity. |
|||||||
|
Al-pillared montmorillonite (Al-PILC), and regenerated samples |
LDPE |
360 |
72 (Al-PILC), 68 (regenerated sample) |
These products were in the boiling point range of motor engine fuels. |
|||||||||
|
Montmorillonite (Zenith-N) and a pillared derivative |
LDPE |
360 |
75 (montmorillonite), 76 (pillared derivative) |
These products were in the boiling point range of gasoline. |
Kaolin |
||||||||
|
Ionically bonding macrocyclic Zr-Zr complex to montmorillonite | Virgin HDPE, HDPE waste and mixed plastic waste |
PP 425 |
300–400 79 |
The catalyst was the most selective in producing diesel, which yielded 63%. |
- |
A low molecular weight waxy product with paraffin wax characteristics was obtained. |
|||||||
[ | ] | [ | 50] |
Halloysite treated with hydrochloric acid |
PS |
450 |
|||||||
|
Untreated and Al-pillared montmorillonite clay |
PS | 90.2 |
400 Aromatic compounds of more than 99%. The main product is styrene (58.82%). |
4. Smectite Group Catalytic Activity
83.2 (untreated clay), 81.6 (Al-pillared clay) | |||||
Styrene was the major product, and ethylbenzene was the second most abundant one in the liquid product. | |||||
[ | |||||
] | |||||
[ | |||||
] | |||||
Four different types of montmorillonites: K5, K10, K20, K30 | |||||
|
LDPE, PP, and the municipal waste plastics |
begins at 250 for mK5 (LDPE), 210–435 for mK20 (PP) |
Data not presented |
The catalytic degradation products contain a relatively narrow distribution of light hydrocarbons. |
||
|
Organically modified montmorillonite/Co3O4 |
PP + HDPE + PS |
700 |
59.6 |
The catalyst promoted the degradation of mixed plastics into light hydrocarbons and aromatics. |
|
|
cloisite 15 A as a natural montmorillonite modified with a quaternary ammonium salt |
Industrial grade of HDPE, which was a copolymer with 1-hexene (1.5 wt%) as comonomer |
473.7 |
Data not presented |
It was found that the nano clay reduces the temperature at a maximum degradation rate. |
|
|
Commercial acid-restructured saponite and Al- and Fe/Al-pillared derivatives |
MDPE |
300 |
About 70 |
The clay-based catalysts gave higher yields of liquid products in the C15–C20 range. Clay catalysts produce liquid hydrocarbons in the gasoline and diesel range. |
|
|
Saponite, with a small number of impurities, mainly sepiolite and a pillared derivative |
LDPE |
427 |
83 (saponite), 82 (coked pillared derivative) |
Clays showed enhanced liquid formation due to their mild acidity. |
|
|
Al-pillared saponite and regenerated samples |
LDPE |
360 |
72 (pillared saponite), 67 (regenerated sample) |
These products were in the boiling point range of motor engine fuels. |
|
|
Saponite and a pillared derivative |
LDPE |
360 |
68 (saponite), 72 (pillared derivative) |
These products were in the boiling point range of gasoline. |
|
|
Commercial acid-restructured beidellite and Al- and Fe/Al-pillared derivatives |
MDPE |
300 |
About 70 |
The clay-based catalysts gave higher yields of liquid products in the C15–C20 range. The catalysts produce liquid hydrocarbons in the gasoline and diesel range. |