Your browser does not fully support modern features. Please upgrade for a smoother experience.
Please note this is a comparison between Version 1 by Wen-Jye Shyr and Version 3 by Dean Liu.
Polypropylene is derived from the reaction of petrochemical propylene gas with a density of 0.89–0.94 g/cm3. It is a lightweight plastic material with a semitransparent white color and has a lower cost than other plastic materials.
- Delphi technique
- extrusion molding
- key factors
1. Introduction
The prevalence of COVID-19 has severely impacted economic activities and common people’s lives worldwide [1]. The anti-epidemic measures have made many restaurants use portable food packages. When the epidemic situation became severe in 2021, many restaurants or shops stopped their dine-in services for epidemic control. Some stores went further to provide takeaway in disposable food packaging containers only. They refused to put food in the environmentally friendly containers of the customers. The epidemic prevention and environmental protection issues fall into a dilemma [2].
Most food packaging containers in the world are plastic and composite paper packaging materials. The annual consumption of different kinds of beverage paper cups in Taiwan is estimated at more than 2 billion pieces. According to the investigation of Greenpeace International in 2021 [3], it is hard to estimate the quantity increase during the COVID-19 pandemic. The issue of plastic reduction has been the trend and consensus of environmental protection globally [4]. In 2019, the European Union appealed to reduce the use of single-use plastics (SUP). They proposed the single-use plastics-related policy (EU) 2019/904 and SUP instruction. The EU required the member states to prohibit using some single-use plastics products since July 2021, which were generally regarded as the most familiar marine garbage [5], mostly dinnerware and beverage packing containers. To reduce pollution in the transition period, scientific methods are required to control the source, increase manufacturing efficiency, improve quality, and reduce the weight of products. There are many environmentally friendly materials for substituting plastic raw materials, especially the alternative products of biomass material [6] or degradable plastics [7]. However, there are problems in sanitary preservation and the pollutant plastic recycling system to be overcome, for example, using the biomass material polylactic acid (PLA) [8] to replace some plastic packaging materials for food. The replacement of material is not a radical solution. It can be confused with the existing plastics recycling system in Europe, e.g., polyethylene terephthalate (PET), resulting in more pollution and losses.
2. Polypropylene
Polypropylene [9][14] is derived from the reaction of petrochemical propylene gas with a density of 0.89–0.94 g/cm3. It is a lightweight plastic material with a semitransparent white color and has a lower cost than other plastic materials. It is also one of the recyclable plastic materials. In 1954, Italian chemist Giulio Natta successfully synthesized low-molecular-weight PP [10][15]. PP is a thermoplastic that is polymerized of propylene monomers, which are resistant to −20–120 °C. Its melting point is 145–162 °C, which is higher than HDPE [11][16]. Food packaging containers made of PP can be sterilized by steam. It has higher impact resistance and is resistant to multiple kinds of organic solvents and acid/alkaline corrosion. PP is the second largest polymer plastic in Europe. It accounted for 19.1% of the plastic output of the European Union in 2015 [12][17] and accounts for 21% of global production output [13][18]. PP is resistant to acid, alkali, and high temperatures (100–120 °C). Therefore, it is extensively used for food packaging containers. Food manufacturers pay attention to packages’ thermal performance or temperature requirements [14][19]. They generally use PP plastic raw material containers to protect the consumers’ food safety and health. Due to the COVID-19 pandemic, wearing a mask has become a basic consensus in epidemic prevention worldwide [15][20]. The primary material of non-woven fabrics for masks is PP, and one mask uses about 4 g of PP raw material [16][21]. Medical masks and protective clothing are closely related to PP. The sample of the purpose for this study is producing coffee cup lids of polypropylene material, as shown in Figure 1. The features of the chosen material are different. Although it is general purpose, the object uses polypropylene homopolymer as a material with several features [17][22]: (1) high transparency, (2) good moldability, (3) high stiffness, and (4) high heat deflection temperature. Recently, newly developed expanded polypropylene (EPP) sheets, in the place of expanded polystyrene (EPS), are used generally in the automobile industry [18][23]. Furthermore, although the additives or agents in the extrusion process for expanded or non-expanded polypropylene sheets have different uses [19][24], the key factor of product quality control stays the same. Similarly, the processes of vacuum forming and mold design for both are different as well. Expanded polypropylene sheets for food packaging can achieve less material usage, better isolation purpose, and higher heat resistance under the slight changing in the parameter setting on the basis of their different shrinkage ratio. As long as changing the extruded die and cooling mandrel, etc. is a key factor, it can also achieve the good result in production quality control to use isobutane or CO2 as a blowing agent injected in the extruder to increase the foaming ratio under the physical foaming process, as shown in Figure 2 [20][25]. The study can correspond to the key factor in the quality of thermoforming processing. Many manufacturers stopped producing foamed (Styrofoam) food containers due to the prohibited policy in Taiwan in July 2022, so no further explanation in expanded polypropylene was needed.
Figure 1. Polypropylene coffee lid with molds.
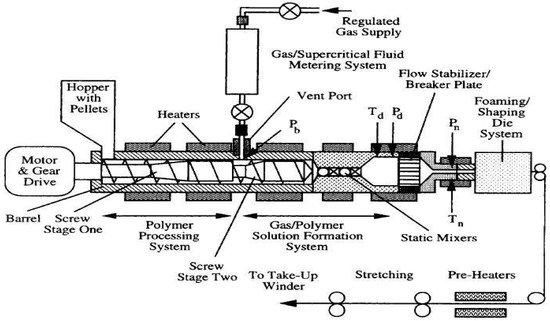
Figure 2. The schematic of polypropylene physical foaming process (Reprinted with permission from Ref. [20]. Copyright 2022, Chen and Lin).
The schematic of polypropylene physical foaming process (Reprinted with permission from Ref. [25]. Copyright 2022, Chen and Lin).
3. Extrusion Molding
Extrusion vacuum forming [21][22][26,27] is a standard plastic heating method. The granular or sheet polymer material of a plastic fiber is heated and melted by an extruder [23][28]. After the extrusion sheet is obtained, the plate [24][29] or sheet skin material roll of the melt is continuously heated by a mold [25][30] or molding module or vacuum pressed [26][31]. After cooling modeling, the plate or sheet skin is then cut into plastic products. In recent years, constant innovative techniques to develop special-purpose machines with higher demand in the market for food containers continuously keeps going. The machine, as shown in Figure 3 [27][32], for mass production in extrusion in-line with a thermoforming system reduces the heating time in the heat tunnel before sheets in the forming process to raise the cycle time, increase efficiency, and decrease energy consumption in manufacturing, leading to cost savings. In the meantime, intelligent control systems and robotic arms conducted in automatic machinery lessen the risk of operation error and manual movement. This achieves manpower savings, increases operator safety and reduces the risk of accident. Currently the product process of a polypropylene in-line system is extrusion connected with a thermoforming machine, such as a cut-in-mold thermoforming machine, and further in connection with an automatic regrind recycling system, as shown in Figure 4 [28][33].

Figure 4. The schematic of polypropylene extrusion and thermoforming in-line system (Reprinted with permission from Ref. [28]. Copyright 2022, Sunwell Global).
The schematic of polypropylene extrusion and thermoforming in-line system (Reprinted with permission from Ref. [33]. Copyright 2022, Sunwell Global).