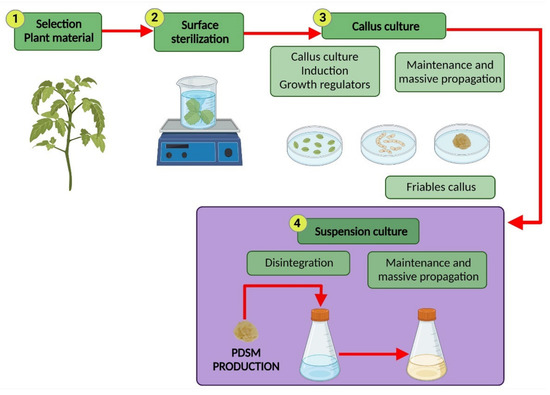
The large-scale production of plant-derived secondary metabolites (PDSM) in bioreactors to meet the increasing demand for bioactive compounds for the treatment and prevention of degenerative diseases is nowadays considered an engineering challenge. Plant cell culture (PCC) is nowadays recognized as a promising, renewable, sustainable, and environmentally friendly alternative to obtain PDSM out of wild plants. PCC accounts for the virtues of whole-plant cultivation systems and offers significant advantages, such as controlled manufacture due to standardized environmental conditions, i.e., it is not seasonal dependent, makes use of low amounts of water, and pesticides and herbicides are not required, achieving better quality in the desired product.
- medicinal plant
- bioactive compounds
- plant-derived secondary metabolites (PDSM)
- cell suspension culture (CSC)
1. Types of Cell Cultures
| Compound | Plant Species | Biological Activity/ Pharmaceutical Use |
Extraction Yield | Type of Culture | Ref. | |
|---|---|---|---|---|---|---|
| Mother Plant | In Vitro Cell Culture | |||||
Engineering Aspects in the Plant Cell Suspension Culture
| Species | Compounds | Operation Variables Evaluated | Biomass Production |
PDSM Production |
Ref. | ||
|---|---|---|---|---|---|---|---|
| In Shake Flask | In Bioreactor |
In Shake Flask | In Bioreactor | ||||
| Shikonin | Lithospermum erythrorhizon Alkanna tinctoria Tausch |
Anticancer, antibacterial, anti-inflammatory, hepatic steatosis attenuator, antitumor, and antioxidants | 10−20 mg/g | 150−200 mg/g | CSC | [10][11][12][13][14][58,59,60,61,62] | |
| Echium plantagineum L. | 36.25 mg/L | HRC | [15][63] | ||||
| Anthraquinones | Morinda citrifolia Rubia cordifolia Senna obtusifolia |
Antimicrobial, antifungal, hypotensive, analgesic, antimalarial, gastroprotective, antioxidant, hepatoprotective and antileukemic, and mutagenic functions | 3 mg/g | 100–200 mg/g | HRC CCC CSC |
[16][17][18][19][64,65,66,67] | |
| Rosmarinic acid | Ocimum basilicum | Antioxidant, anti-inflammatory, antiviral activities | 8.78–9.4 mg/g | 12.32–21.28 mg/g | CSC | [20][21][68,69] | |
| 44 | |||||||
| ] | |||||||
| [ | |||||||
| 90 | |||||||
| , | |||||||
| 91 | |||||||
| ] | |||||||
| Phenolic Acids | |||||||
| Verbena officinalis | |||||||
| Antimicrobial, secretolytic, expectorant, and diuretic agent | |||||||
| 136.59 mg/g | |||||||
| 126.55 mg/g | |||||||
| CCC | |||||||
| [ | |||||||
| 45 | |||||||
| ] | |||||||
| [ | |||||||
| 92 | |||||||
| ] | |||||||
| (rosmarinic, chlorogenic, and ferulic acid) | 189.91 mg/g | CSC | |||||
| Resveratrol | Vitis vinifera L. | Reduced coronary heart disease mortality rates and atherosclerosis, inhibiting low-density lipoprotein oxidation, and carcinogenesis | NR | 277.89 µg/g | CSC | [46][7] | |
2. Plant Cell Suspension Culture
3. Commercial Production of PDSM from CSC
| Product | Species | Pharmaceutical Use | DescriptionManufacturer, Tradename, and Scale of Production |
Type of Culture | Reference | ||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Advantages | Disadvantages | Ref. | |||||||||
| Rosmarinic acid | Coleus blumei | Anti-inflammatory | ANattermann & Cie. Gmbh, www.sanofi.de (accessed on 30 October 2021) |
CSC | [62][103] | ||||||
| Scrophularia striata | |||||||||||
| Echinacea polysaccharides | Echinacea purpurea | ||||||||||
| Bubble column (BC) |
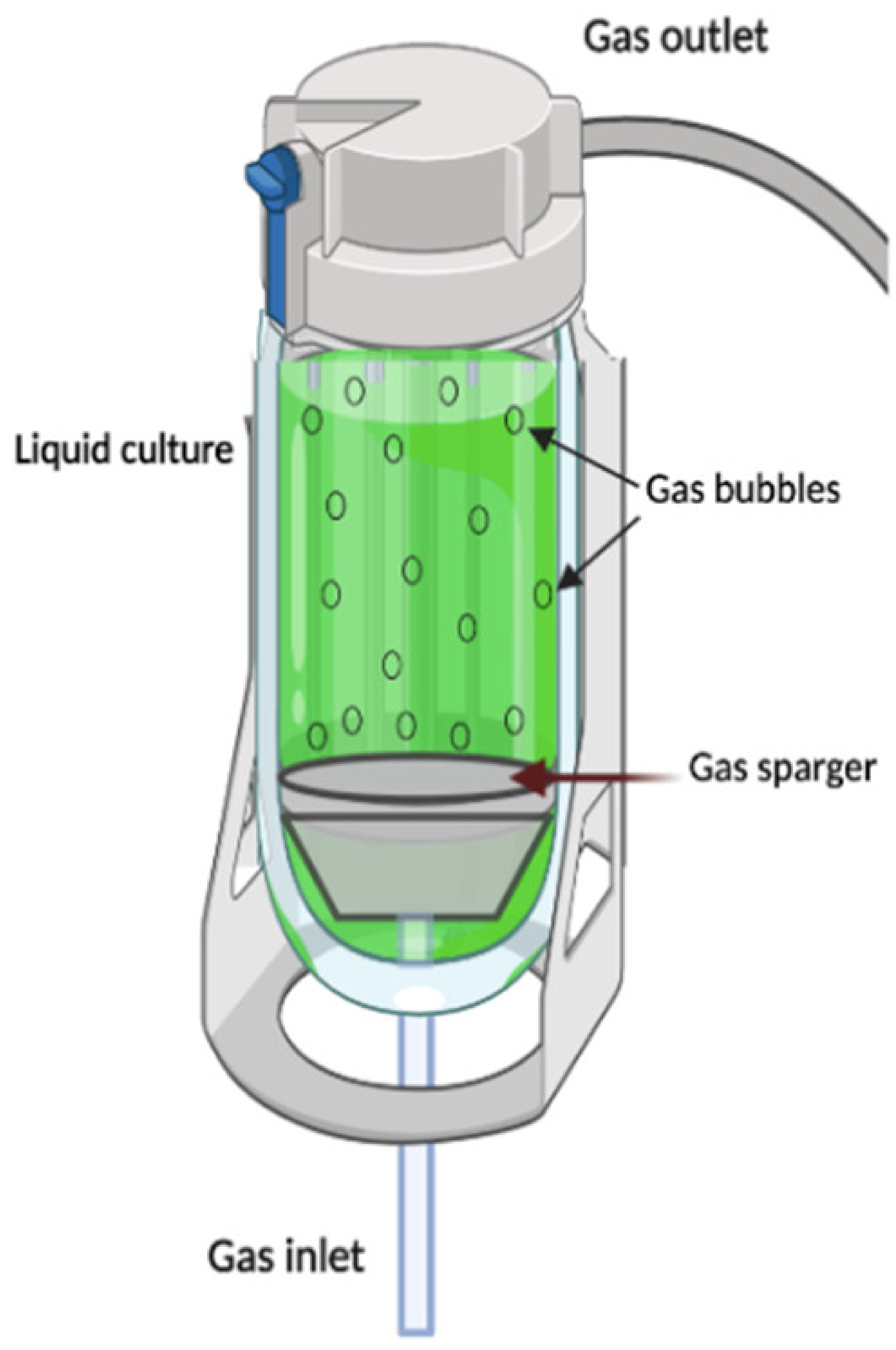 |
It is classified in the pneumatic-type bioreactor. They are constructed in cylindric columns where gas injection represents the only energy entrance to the system. BC bioreactors operate under constant bubbling where gas flows from the bottom to the top through nozzles, perforated plates, or spray rings, allowing not only the aeration process, but also helping the mixing and circulation of the fluid, without the need to install mechanical accessories. | Phenylethanoid glycosidesSimple structure as no mechanical force is required to shake. | 50 mL SCC in 100 mL flask 110 rpm Easier maintenance and reduces the risk of contamination due to the lack of mobile parts. Reduced effect of the shear stress. |
25 °C |
5.0 L SCC in STR 10 L Fg: 0.5–1.0 L/min 110−170 rpm 25 ± 1 °C DarknessHigh foam formation under high gas flow rates. Poor oxygen transfer capabilities. Poor fluid mixing in highly viscous fluids. High levels of foaming under high-aeration conditions |
[58][49 | 14.16 g/L][75][24,94,116] | 15.64 g/L | The acteoside content in CSC in the bioreactor was about threefold higher than that in the shake flask | [81][122] |
| Immunostimulant, anti-inflammatory | 77 | ||||||||||
| Buddleja cordata | Verbascoside, linarin and hydroxycinnamic acids |
50 mL SCC in 250 mL flasks 110 rpm 26 ± 2 °C |
STR 2 L Fg: 1 vvm (ring diffuser Rushton impeller 400 rpm | [ | 63][100,104] | ||||||
| 26 ± 2 °C | 16/8 h light to dark photoperiod | ] | [78][24,117,118,119] | ||||||||
| 11.8 g/L | 13.62 g/L | The content of phenolics was twofold higher in STR. | [ | 82 | ] | [ |
| Mathematical Equation | Conventional Name | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| rx=µ=µmax[Si][Si]+Kmrs=Yxsµ | Monod kinetics | ||||||||
| rx=µ=µmax[Si]([Si]2/Ki)+[Si]+Kmrs=Y | 83 | ] | [ | 123 | , | 124 | ] | xsµ | Expanded Monod kinetics |
| Berberines | Stirred tank bioreactor (STB)Thalictrum minun | Anticancer; antibiotic; anti-inflammatory | Mitsui Chemicals, Inc., (75,000 Lbr) | CSC | [64][105] | ||||
| Airlift (ALB) | 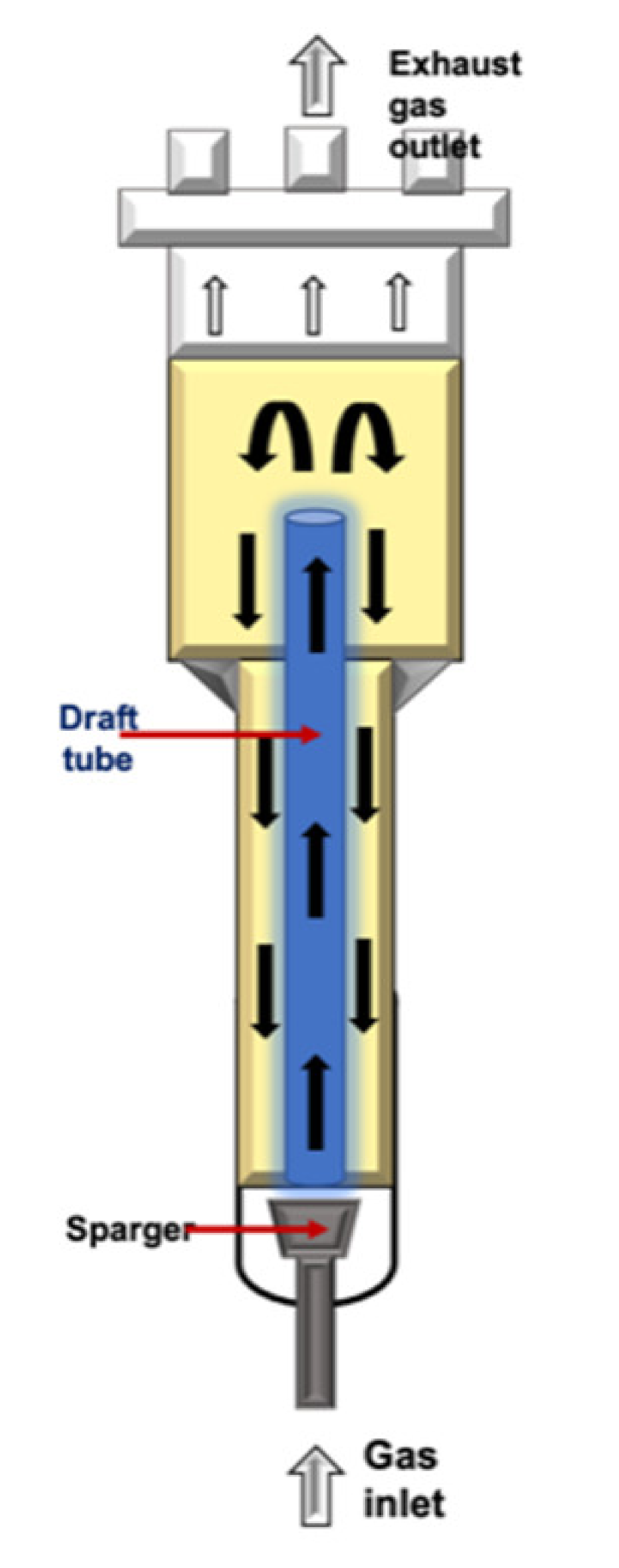 |
It is classified in the pneumatic-type bioreactor. This configuration is considered reasonably like STR, excepting for the impeller. They are tower reactors where fluid broth is mixed with a gas stream, which is compressed and injected at the bottom of the discharge pipe. The gas–fluid mix allows the creation ofdifferences in density and upward displacement. It is more suitable for hairy root and somatic embryo cultures. | Diversa, 75,000 L bioreactor | CSC | [59] | 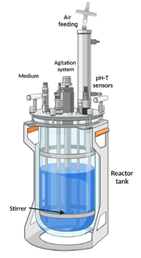 |
|||
| rx=µ=µmax[Si][Si]+Km(1−[P][P]max)rs=Y | It is grouped in the mechanically agitated bioreactor. This bioreactor consists in a mixer (turbine or propeller) installed within the tank reactor and may be equipped with gassing inlet stream. It can operate in batch, semi-continuous, or continuous mode | [76][79][117,120 | |||||||
| Rubia tinctorum | ] | . | Anthraquinone | xs25 mL SCC in 250 mL flasks 100 rpm 25 ± 2 °C 16/8 h photoperiod (140 µmol m−2 s−1)Efficient fluid mixing systems. High oxygen mass transfer capability. Convenient for high-viscous fluids. Comply with Good Manufacturing Practices. Easy scale-up. Highly adaptable to production scale and products. Impeller alternative. |
High energy cost owing to mechanical agitation. |
1.0 L SCC in STR 2 L Fg: 1 vvm Turbine impeller 450 rpm 25 ± 2 °C 16/8 h photoperiod Contamination risk with mechanical seal. Some cells and metabolites are susceptible to shearing generated by the impeller and bursting gas bubbles. Depending on the operation mode, this configuration can represent high costs of maintenance, cleaning, and startup. |
[49][76][79][80][94,117,120,121] |
| (140 µmol m | ||||||||||||||
| −2 | ||||||||||||||
| s | ||||||||||||||
| −1 | ) | 330 g/L | 220 g/L | Anthroquinone production was 2.5 times higher in STR | µ | [ | 84][125 | Expanded Monod kinetics] | ||||||
| Coptis japonica | https://www.mitsuichemicals.com/ | |||||||||||||
| (accessed on 30 October 2021) | CSC | Arnebia sp. | ||||||||||||
| rx=µ=µmax(1−exp( | Shikonin | −[Si]/25 mL CSC in 250 mL flasks | Km))rs=Air-lift bioreactor | Y | 1249.2 g/L | 480 g/L | The shikonin content was 2.6 times higher in the bioreactor than in the flask. Production remained without significant differences in both bioreactors | [85][126] | Origanum vulgare | 23.53 mg/g | 31.25 mg/g | CSC | [22][ | |
| Podophyllotoxin | Podophyllum spp. | Anticancer | Nippon Oil Company, Ltd. | 23][70,71] | ||||||||||
| CSC | [ | 65 | ] | [ | 106] | Satureja khuzistanica | ||||||||
| https://www.freepatentsonline.com/5336605.html | 12 mg/g | (accessed on 30 October 2021) | ||||||||||||
| xsµ | Monod’s teacher Tessier kinetics. | 100 rpm | ||||||||||||
| rx=µ=µmax[Si][Si]+KSXrs=Yxs | 2 L working volume | |||||||||||||
| µ | Contois kinetics. | OC38 mg/g | 25 ± 2 °C | 25 ± 2 °C | ||||||||||
| rx=µ=µmax(1−XKS)rs=Yxs | [ | 66 | CSC | ][107][24][25][72,73] | ||||||||||
| Coleus blumei | 30 mg/g | 270 mg/g | CSC | [26][32] | ||||||||||
| Docetaxel | Taxus baccata | Ovarian cancer treatment | Phyton Biotech, Inc., Taxotere (150 kg/year) | CSC | [67][68] | Salvia officinalis | 30 mg/g | 360 mg/g | CSC | |||||
| [ | 108 | , | 109 | ] | ||||||||||
| Continuous light | Fg: 2 L/min (sparger ring) | https://phytonbiotech.com/ (accessed on 30 October 2021) | ||||||||||||
| (70 µmol/m2 s 1) | Berberine | Thalictrum minus | Effects antitumor, anticancer, lower blood lipid, lower blood glucose, anti-osteoporosis, anti-osteoarthritis, antibiotic, and anti-inflammatory | 0.1 mg/g | 0.8 mg/mL | |||||||||
| Paclitaxel | Taxus spp. | Anticancer: FDA approved for the treatment of ovarian, breast, and lung cancers | CSC | Phyton Biotech, Inc., Taxol ® (1000 kg/year) | CSC | [69][110] | [27][28][29[32][74,75][,7630][,7731] | |||||||
| STR 2 L | , | 78 | , | 79 | ] | |||||||||
| 1249.2 g/L | 450 g/L | Coptis japonica | 20–40 mg/g | 132 mg/g | CSC | |||||||||
| Coscinium fenestratum | 1 mg/g | 178 mg/g | CCC | |||||||||||
| https://phytonbiotech.com/ (accessed on 30 October 2021) | ||||||||||||||
| Samyang Genex Corporation., Genexol (32,000 Lbr) https://samyangbiopharm.com/eng/ProductIntroduce/injection01 (accessed on 30 October 2021) | CSC | [70][111] | Ginsenosides | Panax ginseng | Antitumor, immunological, anti-inflammation, anticancer, antidiabetic, and cardiovascular-protective | 0.015–8 mg/g | 36.4–80 mg/g | HRC | ||||||
| Six-blade turbine impeller 100 rpm | [ | 9 | ] | [ | 33][57 | |||||||||
| [71][112] | [ | 34 | ] | , | 80 | ,81] | ||||||||
| 3.4–28.9 mg/g | ||||||||||||||
| Fg: 2 L/min | ScopolamineCSC | |||||||||||||
| Duboisia | spp. | Anticholinergic; antimuscarinic; motion sickness, nausea, and intestinal cramping | Sumitomo Chemical Co., Ltd., Tokyo, Japan (50–20,000 Lbr) https://www.sumitomo-chem.co.jp/pharma-chem/ (accessed on 30 October 2021) |
HRC | [72][73][113,114] | |||||||||
| 25 ± 2 °C | ||||||||||||||
| Ocinum basilicum | Rosmarinic acid | 100 rpm | 7 L CSC in STR 10 L | Biomass was 8.4 times higher in bioreactor than in flask | Production increased 1.66 times in bioreactor | [21][69] | 15.1–105.6 mg/g | |||||||
| Shikonin | ARC | |||||||||||||
| Lithospermum erythrorhizon | Anti-HIV, antitumor, anti-inflammatory | Xi’an NEO Biotech, Shikonin 95% | CSC | [ | 59][100] | Panax japonicus | ||||||||
| 25 ± 2 °C | Marine impeller 100 rpm | 20–50 mg/g | CSC | |||||||||||
| Fg: 25 L/min | Panax notoginseng | 60 mg/g | CCC | |||||||||||
| Satureja khuzistanica | Rosmarinic acid | 200 mL CSC in 1 L flask | 1 L CSC in culture bags 2 L | 13.6 g/L | 18.7 g/L | Production increased 2.5 times in bioreactor | [86][127] | 71.94 mg/g | ARC | |||||
| 110 rpm | 40 mg/g | CSC | ||||||||||||
| Diosgenin | Dioscorea deltoidea | Anticancer, antidiabetic, anticoagulant, antithrombosis, anti-inflammatory, antiviral, anti-ageing | 0.4−3 mg/g | 72 mg/g | CSC | [35][82] | ||||||||
| 3.5–16 mg/g | ||||||||||||||
| http://www.extractneo.com/about (accessed on 30 October 2021) | CCC | |||||||||||||
| Batch mode | Dioscorea bulbifera | |||||||||||||
| 25 °C | 12 mg/g | CCC | ||||||||||||
| 20–30 rpm | Helicteres isora L. | 1–5 mg/g | 8.64 mg/L | CSC | [36][83] | |||||||||
| 23 mg/g | CCC | [37][84] | ||||||||||||
| Ajmalicine | Catharanthus roseus | Antihypertensive, obstructive circulatory diseases treatment | 3 mg/g | 63 mg/L | CCC | [38][85] | ||||||||
| 10 mg/g | ||||||||||||||
| 25 °C | ||||||||||||||
| Fg: 0.1 vvm | ||||||||||||||
| Darkness | ||||||||||||||
| Vitis labrusca L. | Resveratrol | 100 mL CSC in 300 mL flasks | STR 5 L | NR | ≈35 g DW | Production increased 1.15 times in bioreactor | [87][128] | |||||||
| 110 rpm | Marine impeller 110 rpm | |||||||||||||
| 23 °C | Fg: 0.15 vvm | CSC | [39][40][86,87] | |||||||||||
| Darkness | 34 mg/L | |||||||||||||
| Santalum album L. | HRC | |||||||||||||
| Squalene | 100 mL CSC in 250 L flask | Airlift bioreactor 7 L | 1.05 mg/g | 1.25 mg/g | Production increased 1.71 times in bioreactor in four weeks of culture | [ | 88][129] | Paclitaxel | Taxus chinensis | Anticancer | 0.02 mg/g | 1.5 mg/g | CSC | [41][88] |
| Podophyllotoxin | ||||||||||||||
| 90 rpm | Batch mode | Linum narbonense | Vigorous antimitotic and antiviral activities and anticancer | 0.5 mg/g | 1.57 mg/g | CCC | [42][89] | |||||||
| Juniperus chinensi | 0.025 mg/g | 189.91 mg/g | CSC | |||||||||||
| Linum flavum | 1.6 mg/g | 2 mg/g | CSC | |||||||||||
| Artemisinin | Artemisia annua L. | Treat multi-drug-resistant strains of falciparum malaria | 1–15 mg/g | 9.33–110.2 mg/L | CSC | [43][ | ||||||||
4. Typical Bioreactor Configurations
| Bioreactor Configuration | Schematic Diagram * | ||||
|---|---|---|---|---|---|
| Easy maintenance and reduces the risk of contamination due to the absence of mobile parts. | |||||
| Reduced effect of the shear stress. | Higher oxygen transfer than that in BC. The energy required is provided by the compressed gas. |
High levels of foam formation under high gas flow rates. Poor fluid mixing in highly viscous fluids. Relatively poor oxygen transfer capabilities. |
[58][76][ | ||
| 28 °C | |||||
| 70–80 rpm | |||||
| Fg: 4 L/min | |||||
| 28 ± 2 ° C | |||||
| µ | |
| Logistic kinetics. | |
| d | |
| θ | |
| xdt=−kin(θx−θss)mr=rs=θxk[Si][Si]+Km | Cell deactivation kinetics |
- (1)
-
It defines an establishment of the relationship between responses (yield, cell viability, oxygen concentration, etc.) and control operating conditions (temperature, pressure, initial concentration, power input, agitation rate, etc.).
- (2)
-
It predicts the effect of control operating condition on responses.
- (3)
-
It gives inferences on the significance of the operating conditions on the performance of the reactor.
- (4)
-
It allows the determination of the operating window where the bioreactor meets its best performance.