The Ti2AlNb alloy was bonded to TC4 alloy using the vacuum diffusion bonding method with a Ti interlayer. The interfacial microstructure of the Ti2AlNb/Ti/TC4 joint was characterized. The relationship between the bonding parameters and the microstructure and mechanical property of the joints was explored. Results indicated that the interdiffusion of Nb and Al elements between the interlayer and substrates promoted the formation of the lamellar α + β dual-phase structure in the joint. The bonding parameters determined the diffusion distance of Nb and Al elements, thus controlling the characteristics of the lamellar α + β dual-phase structure. When the Ti2AlNb alloy and TC4 alloy were bonded at 950 °C for 30 min under a pressure of 10 MPa, the elemental diffusion in the bonding couple was sufficient and the joint possessed the maximum shear strength of 549 MPa.
- Ti2AlNb alloy
- TC4 alloy
- diffusion bonding
1. Introduction
2. Current Research on Vacuum Diffusion Bonded Ti2AlNb/Ti/TC4 Joint
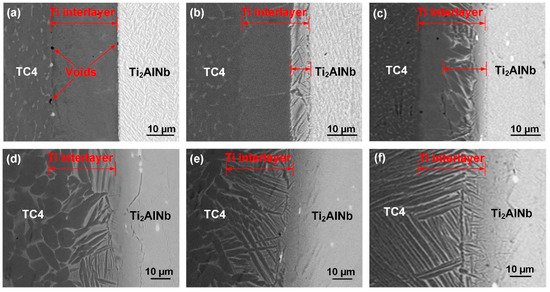
The room-temperature shear test was conducted to assess the mechanical property of the joints. Figure 71 shows the test results of the joints achieved under various bonding conditions. Figure 71a demonstrates that as the bonding temperature increased, the joint shear strength increased first from 240 MPa to 494 MPa, then decreased slightly to 489 MPa. The variation of joint shear strength depended on the microstructure evolution of the joints. As shown in Figure 62a–c, the bonding temperature determined the atomic diffusion, thus influencing the bonding quality. At a low bonding temperature (850 °C), the interdiffusion in the bonding couple was insufficient due to the low atomic mobility. The interfacial bonding was weak. Voids were formed at the bonding interfaces, leading to the low shear strength (240 MPa). The elevation of bonding temperature enhanced the atomic diffusion and improved the interfacial bonding quality. The Nb element diffused from the Ti2AlNb substrate to the interlayer, forming the lamellar α + β dual-phase structure near the Ti2AlNb substrate. A previous study [39][32] indicated that the lamellar α + β dual-phase structure has excellent combination properties compared to the pure Ti interlayer (α phase). Thus, the formation of a lamellar α + β dual-phase structure in the Ti interlayer is beneficial to improve the joint shear strength. A higher bonding temperature led to a larger dual-phase region. As a result, when the bonding temperature increased, the joint shear strength increased rapidly from 240 MPa to 494 MPa. When the bonding temperature further increased to 980 °C, the yield strength of the TC4 alloy decreased to <20 MPa. The TC4 alloy became very soft at 980 °C, leading to excessive deformation under the bonding pressure. Thus, it was not desirable for the diffusion bonding of the TC4 alloy and Ti2AlNb alloy at a higher temperature.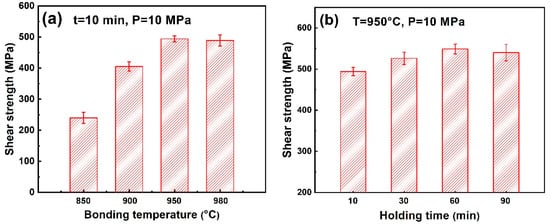
3. Conclusions
References
- Dadé, M.; Esin, V.A.; Nazé, L.; Sallot, P. Short- and long-term oxidation behaviour of an advanced Ti2AlNb alloy. Corros. Sci. 2019, 148, 379–387.
- Esin, V.A.; Mallick, R.; Dadé, M.; Denand, B.; Delfosse, J.; Sallot, P. Combined synchrotron X-ray diffraction, dilatometry and electrical resistivity in situ study of phase transformations in a Ti2AlNb alloy. Mater. Charact. 2020, 169, 110654.
- Zheng, Y.; Zeng, W.; Zhang, P.; Ma, H.; Li, D.; Xu, J.; Ma, X. Anti-correlation between solution strengthening and precipitation strengthening in lamellar O microstructures of a Ti2AlNb based alloy. J. Alloys Compd. 2020, 847, 156470.
- Zhang, Y.; Liu, Y.; Yu, L.; Liang, H.; Huang, Y.; Ma, Z. Microstructures and tensile properties of Ti2AlNb and Mo-modified Ti2AlNb alloys fabricated by hot isostatic pressing. Mat. Sci. Eng. A 2020, 776, 139043.
- Kumpfert, J. Intermetallic alloys based on orthorhombic titanium aluminide. Adv. Eng. Mater. 2001, 3, 851–864.
- Zhang, H.; Yan, N.; Liang, H.; Liu, Y. Phase transformation and microstructure control of Ti2AlNb-based alloys: A review. J. Mater. Sci. Technol. 2021, 80, 203–216.
- Guo, X.; Ren, Z.; Ma, X.; Li, N.; Bian, L.; Wang, T. Effect of temperature and reduction ratio on the interface bonding properties of TC4/304 plates manufactured by EA rolling. J. Manuf. Process. 2021, 64, 664–673.
- Wang, Z.; Shen, J.; Hu, S.; Wang, T.; Bu, X. Investigation of welding crack in laser welding-brazing welded TC4/6061 and TC4/2024 dissimilar butt joints. J. Manuf. Process. 2020, 60, 54–60.
- Fu, Y.; Lv, M.; Zhao, Q.; Zhang, H.; Cui, Z. Investigation on the size and distribution effects of O phase on fracture properties of Ti2AlNb superalloy by using image-based crystal plasticity modeling. Mat. Sci. Eng. A 2021, 805, 140787.
- Zhang, Y.; Cai, Q.; Ma, Z.; Li, C.; Yu, L.; Liu, Y. Solution treatment for enhanced hardness in Mo-modified Ti2AlNb-based alloys. J. Alloys Compd. 2019, 805, 1184–1190.
- Zhang, T.B.; Huang, G.; Hu, R.; Li, J.S. Microstructural stability of long term aging treated Ti–22Al–26Nb–1Zr orthorhombic titanium aluminide. Trans. Nonferrous Met. Soc. China 2015, 25, 2549–2555.
- Du, Y.J.; Xiong, J.T.; Jin, F.; Li, S.W.; Yuan, L.; Feng, D.; Shi, J.M.; Li, J.L. Microstructure evolution and mechanical properties of diffusion bonding Al5(TiZrHfNb)95 refractory high entropy alloy to Ti2AlNb alloy. Mat. Sci. Eng. A 2021, 802, 140610.
- Yuan, L.; Xiong, J.T.; Du, Y.J.; Wang, Y.; Shi, J.M.; Li, J.L. Effects of pure Ti or Zr powder on microstructure and mechanical properties of Ti6Al4V and Ti2AlNb joints brazed with TiZrCuNi. Mat. Sci. Eng. A 2020, 788.
- Shi, J.M.; Zhang, L.X.; Chang, Q.; Sun, Z.; Feng, J.C. Strengthening the ZrC-SiC ceramic and TC4 alloy brazed joint using laser additive manufactured functionally graded material layers. Ceram. Int. 2018, 44, 11060–11069.
- Wang, Y.; Jiao, M.; Yang, Z.; Wang, D.; Liu, Y. Vacuum brazing of Ti2AlNb and TC4 alloys using Ti–Zr–Cu–Ni and Ti–Zr–Cu–Ni+Mo filler metals: Microstructural evolution and mechanical properties. Arch. Civ. Mech. Eng. 2018, 18, 546–556.
- Yang, R.; Lin, F.; Zhu, Y.; Yao, Y.; Lin, P. Microstructure and mechanical properties of diffusion bonded joints of TC4/Ti2AlNb dissimilar alloys. Hot Work. Technol. 2020, 49, 20–24.
- Lei, Z.L.; Dong, Z.J.; Chen, Y.B.; Huang, L.; Zhu, R.C. Microstructure and mechanical properties of laser welded Ti–22Al–27Nb/TC4 dissimilar alloys. Mat. Sci. Eng. A 2013, 559, 909–916.
- Lei, Z.; Liu, M.; Zhang, K.; Chen, Y. Effect of laser beam displacement on characteristics of laser welded Ti2AlNb/TC4 dissimilar alloy. Chin. J. Lasers 2015, 42, 1203008.
- Galeyev, R.M.; Valiakhmetov, O.R.; Safiullin, R.V.; Imayev, V.M.; Imayev, R.M.; Fecht, H.J. Development of laminated composite materials based on orthorhombic aluminide/titanium alloy and their tensile mechanical properties. Mater. Sci. Tech. Lond. 2009, 25, 1485–1488.
- Tan, L.; Yao, Z.; Qin, C.; Guo, H.; Li, S. Linear friction and electron beam welded joints of Ti2AlNb/TC11. Adv. Mat. Res. 2010, 97, 3895–3898.
- Sun, Z.; Ma, Y.; Zhang, B.; Zhang, L. Controlling interfacial reactions of Ti3SiC2/Ti2AlNb brazed joints by transferring graphene layers. Mat. Sci. Eng. A 2020, 771, 138624.
- Xiong, J.T.; Sun, J.R.; Wang, J.C.; Zhang, H.; Shi, J.M.; Li, J.L. Evaluation of the bonded ratio of TC4 diffusion bonded joints based on ultrasonic C-scan. J. Manuf. Process. 2019, 47, 238–243.
- Shi, J.; Wang, Q.; Tian, X.; Xiong, J.; Li, J.; Zhang, L.; Feng, J. Brazing of Gr/2024Al composite and TC4 using AgCuTi filler with the assist of Ti-Al-C-Cu interlayer. J. Manuf. Process. 2019, 47, 211–218.
- Ren, H.S.; Xiong, H.P.; Chen, B.; Pang, S.J.; Chen, B.Q.; Ye, L. Vacuum brazing of Ti3Al-based alloy to TiAl using TiZrCuNi(Co) fillers. J. Manuf. Process. 2015, 224, 26–32.
- He, Y.; Lu, C.; Ni, C.; Chen, Q.; Zheng, W.; Wang, D.; Wei, L.; Wang, L.; Sun, Y.; Zou, H.; et al. Tailoring microstructure and mechanical performance of the TC4 titanium alloy brazed joint through doping rare-earth element Dy into Ti-Cu-Ni filler alloy. J. Manuf. Process. 2020, 50, 255–265.
- Wang, Y.; Cai, X.Q.; Yang, Z.W.; Wang, D.P.; Liu, X.G.; Liu, Y.C. Effects of Nb content in Ti-Ni-Nb brazing alloys on the microstructure and mechanical properties of Ti-22Al-25Nb alloy brazed joints. J. Mater. Sci. Technol. 2017, 33, 682–689.
- Wang, Y.; Cai, X.Q.; Yang, Z.W.; Wang, D.P.; Liu, X.G.; Liu, Y.C. Diffusion bonding of Ti2AlNb alloy using pure Ti foil as an interlayer. J. Alloys Compd. 2018, 756, 163–174.
- Duarte, L.I.; Ramos, A.S.; Vieira, M.F.; Viana, F.; Vieira, M.T.; Kocak, M. Solid-state diffusion bonding of gamma-TiAl alloys using Ti/Al thin films as interlayers. Intermetallics 2006, 14, 1151–1156.
- He, P.; Zhang, J.H.; Zhou, R.L.; Li, X.Q. Diffusion bonding technology of a titanium alloy to a stainless steel web with an Ni interlayer. Mater. Charact. 1999, 43, 287–292.
- Simoes, S.; Viana, F.; Ventzke, V.; Kocak, M.; Ramos, A.S.; Vieira, M.T.; Vieira, M.F. Diffusion bonding of TiAl using Ni/Al multilayers. J. Mater. Sci. 2010, 45, 4351–4357.
- Ren, H.S.; Ren, X.Y.; Xiong, H.P.; Li, W.W.; Pang, S.J.; Ustinov, A.I. Nano-diffusion bonding of Ti2AlNb to Ni-based superalloy. Mater. Charact. 2019, 155.
- Banerjee, D.; Williams, J.C. Perspectives on titanium science and Technology. Acta Mater. 2013, 61, 844–879.
- Cai, X.Q.; Wang, Y.; Yang, Z.W.; Wang, D.P.; Liu, Y.C. Transient liquid phase (TLP) bonding of Ti2AlNb alloy using Ti/Ni interlayer: Microstructure characterization and mechanical properties. J. Alloys Compd. 2016, 679, 9–17.