1. Introduction
Carbon neutrality and sustainable development are at the forefront of our collective efforts to achieve clean energy. Modern energy networks can only be built with the help of secondary energy storage devices and significantly advanced batteries. In response, a focus has been placed on developing energy-dense, next-generation batteries. This growing need must be addressed by creating recycle-friendly designs. While mitigating the environmental impacts of spent LIBs, these designs promote long-term sustainable resource utilization
[1][2][3][1,2,3]. Since the entrance of Sony into the market in 1990
[4], LIBs have significantly transformed various aspects of our daily lives; LIBs are the primary choice for energy storage devices due to their exceptional energy density, high power output, long cycle life, and reliability
[5]. As production expenses keep decreasing and energy costs decline, LIBs are becoming increasingly prevalent in various applications such as electric cars (EVs), systems for storing energy for electrical grids, the progression of innovative grid technology, and the continuous integration of clean energy sources
[6]. The global demand for EVs is experiencing a rapid rise, with a corresponding increase in the need for LIB cells
[7]. In the United States, battery demand for vehicles grew by around 80%, even though electric car sales increased by only about 55%, in 2022
[8]. According to the World Economic Forum (WEF), the demand for LIB cells is projected to increase to 2623 GWh/a by 2030
[9]. Additionally, according to Tesla’s CEO Elon Musk, the future demand for LIB cells is projected to soar even higher. He envisions the need to reach an unprecedented scale of 10,000 GWh/year
[10][11][10,11].
Despite LIBs being recognized as environmentally friendly energy storage solutions, their full potential for driving sustainable development has yet to be realized. This is primarily because of the persistent issue of toxic and volatile solvent pollution (N methyl pyrrolidine NMP) during the initial phases of electrode manufacturing. In recent years, there has been an accumulation of evidence highlighting the environmental impact of these solvents
[12][13][14][12,13,14]. In response to these challenges, numerous battery researchers and manufacturers are actively working to eliminate the use of solvents in the electrode fabrication process
[15][16][15,16]. Recent research has focused on a variety of emerging technologies that have the potential to lower the energy required to produce battery cells. These advancements aim to decrease the overall cost of production and also to reduce the CO
2 emissions associated with the manufacturing process
[17]. Efforts to reduce energy consumption during battery fabrication have led to the exploration of suitable solvent (NMP) replacements, which can significantly decrease energy use
[18]. Conventional wet electrode processing is a critical technique in the production of LIBs, characterized by its ability to ensure uniformity, scalability, and quality. The process involves the uniform application of a slurry mixture, which includes active materials and conductive additives, onto a current collector. This uniformity is essential for the consistent electrochemical performance of the battery cells. The process is designed for high scalability, allowing for the expansion of production to meet large-scale commercial demands. The use of solvents, such as NMP, is pivotal in achieving a homogeneous mixture, which translates into electrodes with superior adhesion and electrical connectivity. As a proven technology, wet electrode processing has undergone extensive refinement and optimization, making it a reliable and repeatable method within the industry; however, it suffers from many challenges, which we will see later in the disadvantages of the wet process. Several alternatives to conventional wet electrode processing methods are being explored, which include minimizing the use of solvents, recovering alternative solvents, employing aqueous processing, and developing solvent-free processing techniques
[19][20][19,20].
One of the most promising technologies to overcome the challenges mentioned previously is dry electrode processing. Dry electrode processing is a manufacturing technique for LIBs that eliminates the use of solvents such as NMP. This method bypasses the conventional wet slurry coating process, thereby removing the need for extensive drying stages. Instead, it employs solvent-free methods to create the electrode
[21][22][23][24][25][26][27][28][29][30][31][21,22,23,24,25,26,27,28,29,30,31]. With the dry process for fabricating higher mass-loading electrodes presenting these advantages, it stands as a novel method for LIB electrode production. This approach offers exceptional operational cost efficiency and energy conservation benefits when contrasted with the traditional solvent-based process. Additionally, it holds the potential to facilitate battery miniaturization, as the absence of solvents extends the upper limit for loading active mass
[32][33][34][35][32,33,34,35].
2. Dry Electrode Processing for LIBs
The DP procedure aims to reduce the risk of solvent emissions, waste generation, and potential safety hazards by eliminating the need for solvents. This aligns with a growing emphasis on sustainable and environmentally friendly manufacturing practices. In the academic study of Hawley et al., it was found that while wet processing remains prevalent, its challenges, especially in drying, are driving research and development toward DP methods, which represent a promising direction for the future of electrode manufacturing in LIBs. Researchers likely sought to evaluate the viability and potential benefits of adopting the DP in commercial electrode manufacturing processes
[36][318].
2.1. Electrodes
The use of dry-film-production or solvent-free technology in the mass production of LIBs offers numerous advantages, including the following:
(a) Cost reduction: A study conducted by Liu et al. investigated the DP cost savings of solvents, recovery, solvent evaporation, and drying; approximately 48–50.2% of the overall expense for producing electrodes is projected to be spent on solvent recovery, coating, and drying
[37][91]. As a result of applying the DP procedure, it is anticipated that the overall expense will decrease by between 10% and 15%
[24].
(b) Consumption of energy and reduction: The WP includes slurry mixing, coating, and drying, and NMP recovery is extremely expensive
[37][38][39][91,96,130]. A total of 1 kg of NMP requires 10 kWh of electricity to be recycled
[40][103]. More than 45% of electrode manufacturing costs are attributed to energy consumption
[41][102]. Compared with the DP, there is no solvent recovery and no drying; consequently, much energy and labor time can be saved; for example, the WP takes hours, whereas dry mixing takes only a few minutes during the DP
[42][43][319,320].
(c) Environmentally friendly product: For a production line with 10 kWh batteries, the CO
2 emissions amount to around 1000 kg during coating and drying
[44][94]. By adopting technologies such as the DP, it is estimated that approximately 4.76 million tons of CO
2 emissions could be saved annually by 2030
[7]. This significant reduction in greenhouse gas emissions demonstrates the potential of the DP to contribute to a more environmentally sustainable manufacturing approach to LIBs. An additional environmental concern in the manufacturing of LIBs is the possible discharge of NMP and the intricate, expensive system required for its retrieval
[40][103].
(d) Enhanced compacted density: The porosities or the fraction of volume unoccupied by solids in the electrode is a factor that significantly influences ion conduction. In the WP, due to solvent evaporation, the porosity will average 56% without calendaring
[45][113]. Due to the absence of solvent evaporation, the DP by dry spray deposition can reduce the electrode porosity by 4–10%
[42][319].
(e) Lowered residuals: The WP cannot wholly remove the residual solvents and other processing agents used during mixing, which can compromise the performance of LIBs
[46][47][136,321]. The DP procedure eliminates residuals during manufacturing, improving the performance of LIBs.
(f) Heightened mechanical strength: Mechanical strength measures the cathode’s ability to withstand mechanical stress or deformation. The dry spray technique with 5% PVDF produces LCO cathodes with a high mechanical strength of 148.8 KPa compared with electrodes prepared by the WP at 84.3 KPa
[22]. LCO cathodes, which contain only 1% PVDF as a binder, demonstrated a higher mechanical strength when using the DP compared to the WP; the mechanical strength of the LCO cathode was measured at 93.8 KPa, whereas the WP had a mechanical strength of 83.4 KPa
[24]. This indicates that even with a minimum of PVDF as a binder, the LCO cathode exhibited superior mechanical strength compared to the WP electrode.
(g) Saving labour time: The DP reduces the number of labour hours when contrasted with the WP across diverse battery designs. For instance, in the WP, this method entails a demand of 511,871 direct labour hours per year. On the contrary, the DP utilizing the same battery design necessitates a notably diminished number of hours annually: 441,021
[22]. This apparent disparity underscores the operational efficiency of the DP, as evidenced by the reduced labour hours required for the same battery design compared to the WP.
(h) Self-supporting composite electrode without a binder (binder less): Recent advancements in dry LIB electrode technology have developed a unique method that involves dry pressing a combination of LFP active material powder and holey graphene. This process yields a self-supporting composite electrode. Incorporating holey graphene eliminates the need for binders, resulting in a binderless electrode structure
[48][322]. This innovative design maintains a rate capability that is on par with traditional LFP electrodes
[49][323].
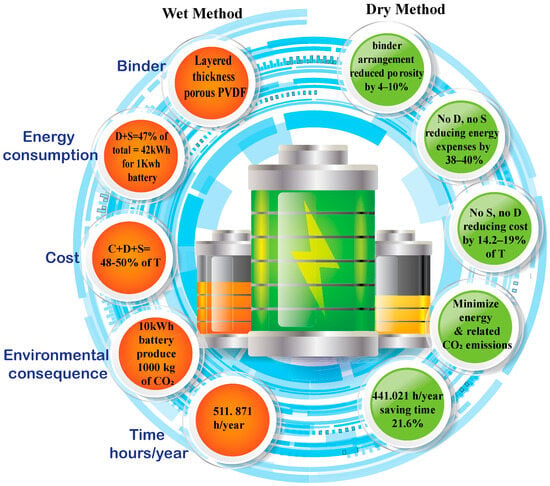
As summarized in
Figure 1, in the WP process of making electrodes, disorderly binders are layered with thick, porous PVDF
[45][50][109,113] and use considerable energy during the coating (C), drying (D), and solvent recovery (S) stages. These steps alone account for 47% of the energy consumption, which means that for every 1 kWh battery produced, around 42 kWh of energy is used
[37][40][41][91,102,103]. The drying and solvent recovery stages are energy-intensive, contributing significantly to this consumption. Furthermore, these procedures account for between 48 and 50.2% of the electrode production expenses, highlighting their expensive nature
[38][51][52][53][54][96,128,324,325,326]. Moreover, there are implications to consider. For instance, producing a 10 kWh battery using the WP emits about 1000 kg of CO
2 into the atmosphere
[44][55][56][94,100,327]. This significant environmental impact is further compounded by using solvents in these processes. In contrast, the DP offers marked improvements across these parameters for arrangement binders. It omits the need for drying and solvent recovery, resulting in a 38–40% reduction in energy consumption
[57][114]. This enhanced energy efficiency is accompanied by a decrease in costs, with the elimination of these processes leading to a 14.2–19% reduction in the total electrode manufacturing cost
[22]. Environmentally, the DP stands out as a greener alternative, characterized by reduced CO
2 emissions attributable to lower energy consumption and the absence of toxic solvents. Additionally, it offers time savings of 21.6%, a benefit arising from excluding the time-consuming drying and solvent recovery stages
[22].
Figure 1. Contrast between the wet process and dry electrode techniques, mentioning some significant parameters like energy consumption, cost, and environmental aspects for C: coating, D: drying, and S: solvent recovery against T: the total cost of electrode manufacturing.
The composition of the slurry mixture and the thickness and porosity of the electrodes are crucial factors influencing their electrochemical efficiency. For instance, electrochemical performance is highly related to the electrode-coating composition, thickness, and mass loading
[58][328]. Achieving improved performance involves maximizing these parameters, as noted in the differences between the dry and wet processes in
Table 1.
Table 1. Electrodes crafted through the wet process and solvent-free techniques, with the composition of the slurry mixture, as well as thickness, porosity, and electrochemical efficiency.
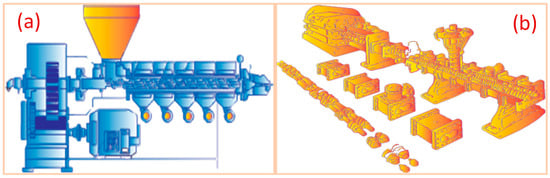
][353], as depicted in
Figure 3, for the manufacturing and processing of various materials for electrode preparation.
Figure 3.
(
a
) Single screw extruder and (
b
) twin screw extruder for manufacturing and processing of various materials for electrode preparation.
Melt extrusion without solvents is a manufacturing process that has gained attention for producing the specific components of LIBs. This process offers advantages regarding environmental impact, efficiency, and cost-effectiveness. Melt extrusion is a manufacturing technique where raw materials are combined and heated until they reach a molten state. This molten mixture is then forced through a mold to produce a particular form, like a film, sheet, or electrode. The critical feature of melt extrusion is that it does not require solvents, unlike the traditional methods used in LIB production.
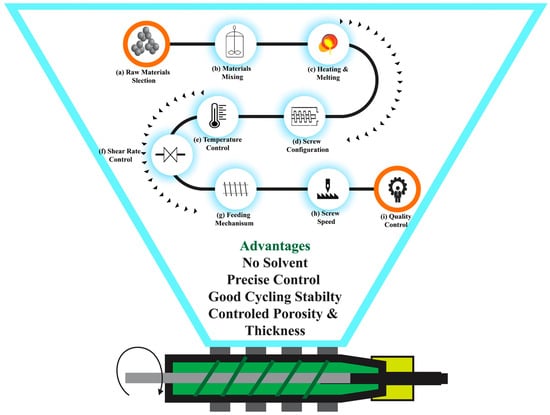
Several vital parameters determine the success of the extrusion process. Temperature control is central, as it governs the material’s behavior by ensuring it reaches an optimal state for extrusion. Concurrently, the choice of screw configuration, type, and size significantly influences material handling and mixing within the extruder. These factors dictate how effectively the material is processed. Lastly, the screw speed, or the rate of screw rotation, directly impacts the production output and product quality. Additionally, the feeding mechanism plays a crucial role in introducing and controlling the flow of raw material into the extruder. Striking the right balance between these parameters is essential for achieving precise control, efficiency, and the desired extrusion results across various industrial applications
[84][354]. Polymer composition is significantly influenced by heat and shear rate. In electrode production, it is essential to explore how dispersing, particularly during extrusion and calendaring, affects the properties of the resulting electrode
[85][355], illustrating various steps using powder extrusion for electrode preparation as shown in
Figure 4. Bolloré Technologies submitted a patent application in 1997 that described the utilization of an extrusion technique to fabricate electrodes, which were combined with a solid polymer electrolyte (SPE) that was also produced through extrusion. The cathodes manufactured via this method generally consist of MnO
2, amorphous carbon, polyethylene oxide (PEO), and lithium triflate (LiCF
3SO
3)
[86][356].
Figure 4.
Diagram illustrating the various steps using powder extrusion for electrode preparation.
For the production of yttria-stabilized zirconia (YSZ) samples by injection molding, a high-solid-loading polymer-based system was developed, resulting in high-density, homogeneous microstructures and conductivities that were comparable to those of uniaxially compacted samples. The binder formulation, comprising 50 vol% (PP), 46 vol% paraffin wax (PW), and 4 vol% stearic acid (SA), along with 55 vol% powder loading, proved optimal. The surface treatment of YSZ powder with SA significantly reduced the feedstock viscosity, facilitating the injection molding process with a moderate wax content. The resulting injected-molded bars exhibited electrical properties akin to uniaxially compacted samples, with a conductivity of around 0.10 S/cm at 900 °C, showcasing the potential for use as high-temperature solid fuel cell electrolytes
[87][357]. The advancement entailed substituting the conventional PVDF binder with a blend suited for direct extrusion, comprising thermoplastic polymers like PP, paraffin wax, and SA
[88][358].
Sotomayor et al. devised a highly scalable method using powder extrusion molding technology to craft robust ceramic LIB electrodes using LTO. This method allows for the creation of self-standing LTO electrodes with impressive attributes. These LTO-sintered anodes exhibit exceptional thickness, reaching approximately 500 µm, ensuring mechanical consistency, and boasting porous and uniformly structured micro-components. These electrodes are characterized by their substantial thickness, high density (about 2.9 g cm
−3), remarkable volumetric capacity (around 349 mAh/cm
−3), and, most notably, an impressive areal capacity, exceeding 15.2 mAh/cm
2 [89][359]. Sotomayor et al. pioneered the utilization of extrusion as a solid-state shear-induced mixing SF technique to produce electrodes incorporating LTO and LFP as active materials. This innovative approach facilitated the creation of electrodes characterized by a high packing density, strong interaction between the particles of the active material, and a conductive carbon matrix, resulting in enhanced electrochemical performance. Their study successfully demonstrated the fabrication of LIBs featuring thick, self-supported LTO and LFP electrodes, all achieved without the need for additives. These batteries exhibited exceptional electrochemical performance, boasting a substantial mass loading of approximately 100 mg/cm
−2, translating to an increased volumetric capacity of 340 mAh/cm
−3 and an impressive areal capacity exceeding 13 mAh/cm
2 [90][360].
In their experimental work, Gamarra et al. systematically optimized the powder extrusion molding (PEM) process to manufacture thick LFP electrodes with a thickness of approximately 500 μm. In their study, they investigated multiple parameters, such as the composition of the active material in the feedstock, the thickness of the samples, the sintering temperature, and the viscosity of the electrolytes.
Despite the substantial thickness of these ceramic electrodes, they demonstrated remarkable electrochemical performance, especially at relatively low C-rates, spanning from C/10 to C/24. This exceptional outcome was attributed to the electrodes’ high porosity, reaching 35%, facilitating the efficient infiltration of the liquid electrolyte through the thick substance. LFP cathodes come without additives (no binder and no additional carbon black) and have a thickness of 0.5 mm, achieving a very high area capacity (13.7 mAh/cm
−2). These innovative thick electrodes demonstrate excellent electrochemical performance and non-flammable characteristics, making them highly promising for various applications
[91][361].
Utilizing Hutchinson’s France patents
[92][93][362,363], El Khakani et al. most recently documented the use of SF extrusion for producing Li-ion battery electrodes
[94][364]. The binder formulation used was a combination of hydrogenated nitrile butadiene rubber (HNBR) and polypropylene carbonate (PPC). The process involved introducing HNBR and PPC into an internal mixer at 90 °C until a homogeneous molten blend was achieved. Following that, the active components, like LTO, LFP, or NMC, along with conductive additives, were integrated into the polymer mixture and stirred until uniformly distributed. The composite mixture was laminated repeatedly to form self-supporting electrode films until the desired thickness was attained. Finally, the electrode was laminated to a current collector with a carbon coating. This original approach aims to utilize affordable polymers, reduce solvent handling costs, introduce a circular economy with PPC recycling, and enable the precise control of porosity and thickness.
In producing LIB electrodes through SF extrusion, diverse, active materials like LTO, LFP, and NMC, along with conductive additives, can be integrated into the polymer mixture without the need for solvents. This creates a homogeneous mixture and promotes strong interaction between the active material particles and the conductive carbon matrix, ultimately enhancing electrochemical performance. Moreover, using specific binder systems (PPC or HNBR) in SF extrusion ensures precise control over porosity and thickness. The absence of solvents in the binder system contributes to LIB components’ overall consistency and quality.
From a chemical perspective, SF extrusion in LIB component manufacturing is of the utmost importance. It allows for the precise control over materials and their interactions, improving electrochemical performance and producing high-quality, environmentally friendly LIBs. Below is a Table 3 that outlines the differences between melt extrusion with and without a solvent, highlighting why solvent-free extrusion might be considered superior.
Table 3.
Differences between melt extrusion with and without solvent in manufacturing LIBs.
The screw configuration is another critical aspect, especially in LIBs. The design and settings of the screw determine the mixing efficiency of the active materials, binders, and conductive additives. A well-optimized screw configuration ensures the uniform distribution of these components, leading to consistent electrochemical performance across the entire electrode surface. The feeding mechanism’s role is accentuated in LIB production. A precisely calibrated feeding system is essential to ensure that the correct proportions of active materials, binders, and additives are consistently introduced into the extrusion process. This precision is crucial for maintaining the desired electrochemical properties and ensuring the reliability of the LIBs.
Each technique has its unique advantages and challenges. DSD is noted for its uniform binder distribution and flexibility, polymer fibrillation is known for its compatibility with current commercial LIBs production, and electrodes produced via melt extrusion have good cycling stability, as shown in Table 4.
Table 4. Overview of the processes of polymer fibrillation, dry spray deposition, and extrusion, and their respective characteristics when applied in LIBs. (AC: activated carbon).
The process of choosing a binder for electrode formulation requires a delicate balance between a multitude of characteristics and requirements. Among these, the selected binder’s molecular weight (MW) emerges as a pivotal factor that profoundly shapes both the electrochemical effectiveness and the structural durability of the electrode within LIBs
[59][329].
2.2. Dry Mixing and Coating
Dry electrode mixing and coating offer increased production speed, reduced energy consumption, lower environmental impact, and proven electrode performance.
(a) Dry mixing is used to homogeneously combine the binder, active materials (AMs), and conductive agents without using solvents; in this process, the solid component is thoroughly mixed to ensure uniform distribution and achieve consistent electrode material composition. Dry mixing using a double-blade mill
[60][331] is a specific method in electrode fabrication for LIBs; the double-blade mill utilizes two blades rotating in opposite directions to achieve a thorough and uniform mixing of the solid components. Dry mixing with a blade mill offers advantages, such as increased efficiency, precise control over the mixing process, and reduced risk of solvent contamination since no liquids are involved
[61][332]. Andreas Gyula et al. discovered that NMC622 electrodes, crafted from well-homogenized powders and enhanced by dry mixing, demonstrate exceptional electrochemical performance, especially in C-rate capability, due to their ideal thickness and porosity
[62][333]. If dry mixing is not conducted optimally, it can lead to issues such as agglomeration, less binder distribution, and the uneven dispersion of AMs and CAs.
Consequently, these problems can adversely affect the electrode coating process; the success of electrode fabrication heavily relies on the quality of dry mixing
[63][64][65][66][334,335,336,337]. Various factors impacting the mixing process can significantly influence the resultant mixing outcomes. These factors include the mixing equipment’s characteristics, agitation strength, and the material’s sequence or properties. Each of these components has a fundamental role in determining the overall effectiveness of the mixing process and the quality of the final mixture
[67][68][69][338,339,340].
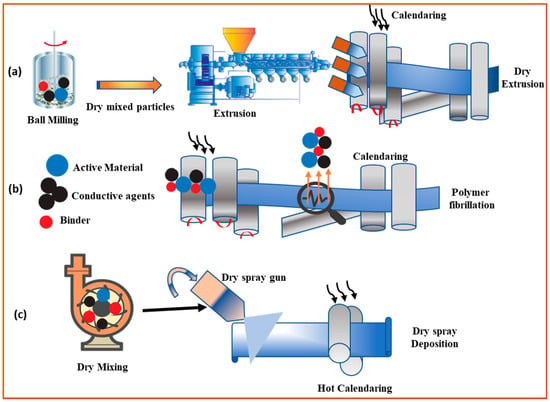
(b) Dry coating: The dry coating procedure holds significant importance; it involves the direct transformation of electrode materials in powder into a cohesive film without solvents. The dry coating technique depends on factors such as the characteristics of the substrate, the properties of the powder blend, and the desired film attributes. Dry coating is advantageous for avoiding the use of liquid solvents, reducing processing time, and providing a more controlled and reproducible coating; three methods for the dry process are shown in Figure 2a–c.
Figure 2. Methods for utilizing the dry process for electrode preparation: (
a) dry extrusion, (
b) polymer fibrillation, and (
c) dry spray deposition
[57][114].
2.3. Dry Spraying Deposition
Sames has achieved a significant breakthrough in powder electrostatic spraying technology in France. This advancement promises to resolve the challenges stemming from uneven and excessively thick coating methods that arise due to the influence of electric fields. An instrumental development in this field occurred in 2008 when Toyota collaborated with Zeon Corporation (Tokyo, Japan) to create a pioneering electrostatic dictyosome. This sophisticated device leverages an electrode with a powder spray gun to achieve its remarkable capabilities
[70][115].
Dry spraying deposition (DSD) and hot rolling are techniques that can be employed as a part of the dry process for LIB electrode preparation. This method involves depositing active material powders directly onto a current collector substrate to create electrode layers without a solvent-based slurry. DSD offers benefits such as reduced solvent waste, enhanced control over coating thickness, and simplified manufacturing processes. Here is how SDS can be applied in the context of LIB electrode preparation: in a study conducted by Ludwig et al.
[22], the electrochemical performance of LIB electrodes was investigated using Electrostatic Spry Deposition (ESD) techniques; the active materials used were LCO or NMC111 combined with PVDF as the binder and carbon black was used as a conductivity enhancer. The electrodes were tested in Li half-cells, and their porosity was maintained at around 30%, with various electrode thicknesses ranging from 40 to 130 µm, indicating the versatility of the SDS process.
For the LCO electrodes, the DP variant exhibits an initial discharge capacity of 114 mAh/g, with a capacity retention of 70% after 50 cycles at a rate of 0.5 C, cycling between voltage limits of 2.5 V and 4.2 V. On the other hand, the WP LCO electrode demonstrated a slightly higher initial discharge capacity of 115 mAh/g but a lower capacity retention of 58% under similar cycling conditions. For the NMC111 electrodes, the DP variant displayed a higher initial discharge capacity of 138 mh/g, with a remarkable capacity retention of 87% after 50 cycles at 0.5 C between 2.8 V and 4.3 V. In contrast, the WP NMC111 electrode showed an initial discharge capacity of 138 mAh/g, with a slightly lower capacity retention of 84% after the same cycling conditions. The findings of this study demonstrate ESD’s efficacity in fabricating high-performance LIB electrodes; the DP electrodes showed favorable electrochemical performance and improved mechanical strength compared to their WP counterpart, highlighting the potential benefits of this technique in advancing electrode manufacturing for LIBs.
Table 2 provides a comparative analysis of the electrochemical behavior of dry-painted and conventional electrodes using CV and EIS techniques. The painted electrodes demonstrate advantages in terms of rate capability and electrochemical polarization, which are critical factors for the performance of lithium-ion batteries.
Table 2. Summarizing the Electrochemical Impedance Spectroscopy (EIS) analysis for understanding the performance differences between dry-painted and conventional wet electrodes in lithium-ion batteries (LCO)
[22].
In a study spearheaded by Ludwig et al.
[24], the electrochemical performance of LIB electrodes was investigated using a specific active material composition of LCO combined with PVDF as the binder, and carbon black was used as a conductivity enhancer; the electrodes were evaluated in a full cell configuration with a graphite anode, the electrochemical performance of the DP LCO electrodes was characterized by an initial discharge capacity of 127 mAh/g, with capacity retention of 77% after 100 cycles at a rate of 0.5 C while cycling between voltage limits of 2.5 V and 4.2 V. The study also assessed the mechanical strength of the DP electrodes, which was measured at 93.8 KPa. The study was designed to examine the effects of reduced binder and CB levels in the electrode composition by using a significantly high ratio of LCO binder and CB (98:1:1); researchers aimed to understand how reducing the amount of binder and CB impacts the electrode’s electrochemical performance and mechanical strength. The results demonstrated that the DP electrodes with reduced binder and CB content exhibited favorable electrochemical performance, promising initial discharge capacities, and satisfactory capacity retention after cycling.
The study compared the DP and two WPs with higher and lower mass loadings by AL Shroofy et al.
[42][319] by using NMC 111 as the active material, PVDF as the binder, and CB as a conductive additive; the electrodes were tested in Li half-cells, and their porosity ranged from 31 to 41%. The investigation involved various electrode configurations with different thicknesses and mass loadings:
-
Wet (lower loading): the electrode had a thickness of 32.6 µm, and it carried a mass loading value of 7.65 mg/cm2;
-
Wet (higher loading): the electrode had a thickness of 52 µm, with a mass loading of 14.27 mg/cm2;
-
Dry: the dry electrode had a thickness of 40.5 µm, with a mass loading of 10.07 mg/cm2.
The electrode’s electrochemical behavior was analyzed through their initial discharge capacity retention after 300 cycles, and the results were as follows:
-
Wet (lower loading): the electrodes exhibited an initial discharge capacity of 156 mAh/g, with a capacity retention of 60% after 300 cycles when cycled between 3 V and 4.3 V at a rate of 0.5 C;
-
Wet (higher loading): the electrode demonstrated an initial discharge capacity of 157 mAh/g, with a capacity retention of 65% after the same cycling conditions;
-
Dry: the dry electrode displayed a primary discharge capability retention of 80% after the same cycling conditions.
The findings highlight the impact of electrode fabrication techniques and mass loading on the electrochemical performance of LIB electrodes; the DP electrode exhibits competitive electrochemical performance, with the highest capacity retention after cycling.
In a study spearheaded by Liu et al.
[23] using NMC 111 with PVDF and CB, the electrodes were evaluated in full-cell configuration with a graphite anode, and their porosity was 29–30%. Both wet and dry electrode preparation methods were employed, resulting in electrodes with a thickness of 55–56 µm and mass loading of approximately 2.45 mAh/cm
2. For the DP, different thicknesses were investigated, namely 100 µm, 150 µm, and 200 µm, relating to an area capacity of 5.8 mAh/cm
2, 6.52 mAh/cm
2, and 9.11 mAh/cm
2, respectively. The electrochemical performance of the electrodes was analyzed through their initial discharge capacity and capacity retention after 500 cycles at a rate of 0.5 C. The results were as follows:
-
Wet (55 µm): the electrode showed a primary discharge of 145 mAh/g, with a capacity retention of 65% after 500 cycles;
-
Dry (55 µm): the electrode exhibited an initial discharge capacity of 150 mAh/g, with capacity retention of over 80% after the same cycling conditions;
-
Dry (55 µm): the electrode displayed a discharge capacity of 120 mAh/g at a high rate of 3 C;
-
Dry (100 µm, 150 µm, and 200 µm): the electrode exhibited a discharge capacity of less than 20 mAh/g at the same high rate of 3 C.
By comparing the different thicknesses of the dry-coated electrodes, the study found that the thin DP electrodes showed superior rate performance compared to the thick versions.
In a study spearheaded by Wang et al.
[58][328], ESD was employed to investigate a PVDF binder’s molecular weight (MW) by using NMC 111 combined with PVDF and CB; the electrodes were tested in Li half-cells, specifically a coin cell, and the porosity was measured at 31%; the electrode thickness was 59 µm, with a mass loading of approximately 2.4 mAh/cm
2. Two PVDFs were utilized: low MW and high MW PVDF.
The examination of the electrode’s electrochemical behavior was conducted through their initial discharge capacity and capacity retention following 50 cycles at a rate of 0.5 C; the electrode was also subjected to cycling at a higher rate of 5 C to assess its performance under rapid charging/discharging conditions, and the results were as follows:
-
Low MW PVDF: the electrode displayed an initial discharge capacity of 160 mAh/g at a rate of 0.2 C, with capacity retention of 93% after 50 cycles at 0.5 C; however, at a higher rate of 5 C, the capacity retention dropped to 16.7%;
-
High MW PVDF: the electrode exhibits a primary discharge capacity of 160 mAh/g at 0.2 C, with a capacity retention of 91% following 50 cycles.
This meticulous study sheds light on the pivotal role of PVDF binder MW in influencing the electrochemical performance of the fabricated dry electrodes, providing insight into their behavior across varying cycling rates.
Dry spraying deposition offers several advantages, including its solvent-free nature, potential for upscaling, and uniform coating capability. However, challenges concerning equipment compatibility, efficiency, and thickness control need to be addressed for its successful integration into industrial LIB production.
2.4. Polymer Fibrillation
Maxwell Technologies pioneered an innovative methodology for creating electrode-harnessing polymer fibrillation. This cutting-edge approach is tailored to craft activated carbon electrodes designed explicitly for supercapacitor application. This ground-breaking technique has achieved remarkable results and secured a patent, solidifying its status as a pioneering advancement in the field
[71][72][73][341,342,343]. The process of binder fibrillation garnered global recognition following Tesla’s acquisition of Maxwell in 2019, and this innovation held particular significance, as it constituted the primary technology employed by Maxwell for the fabrication of supercapacitor electrodes. Notably, this technique has the remarkable capability of preparing electrode/electrolyte membranes for a spectrum of energy storage devices, including supercapacitors, LIBs, and ASSBs
[74][75][344,345]. One of the critical requirements of the Maxwell DP is the use of binders with considerable plasticity, mechanical deformability (fibrillation), and polymerization temperature (25–80 °C) to achieve electrodes with a very high loading density of 6.8 mAh/cm
2, such as polytetrafluoroethylene (PTEF)
[31][76][77][31,346,347].
Fibrillation significantly influences the particular surface area and accessibility of active material sites, which are crucial for electrochemical reactions. Inadequate fibrillation limits these reaction sites, resulting in lower capacity, poorer rate capability, and reduced cycling stability
[78][348].
Weiliang Yao et al. developed a PTFE-based dry electrode fabrication method for high-voltage spinel oxide LNMO electrodes. This technique, surpassing the constraints of slurry-coated electrodes, allows for ultra-high loadings and remarkable cycling stability. Even at 1000 cycles, electrodes with a 3.0 mA h cm
−2 level maintain 68% capacity retention, demonstrating effectiveness with both baseline and high-performance fluorinated electrolytes
[79][349].
The successful fabrication of PTFE fibrillation-based (SF) LFP electrodes was achieved by Zhang et al.
[80][330], facilitated by the incorporation of carbon nanotubes (CNTs). In this approach, CNTs serve a dual role as a conductive additive and a matrix, effectively binding LFP particles. This matrix function ensures the sustained fibrillation of PTFE when subjected to calendaring machine pressure. The outcome is a remarkable SF LFP electrode characterized by notable stability and enhanced rate capability compared to its counterparts produced using a wet process. This advantageous performance can be attributed to the excellent conductivity of CNTs, which promotes efficient electron transport. Additionally, the presence of PTFE fibrils establishes localized contacts with LFP particles, further contributing to improved electrochemical performance. In PTFE, the energy level of the LUMO, or lowest unoccupied molecular orbitals, is notably low, suggesting its propensity to readily accept electrons, rendering it electrochemically unstable in the anodes.
Zhang et al.
[81][351] effectively expanded the application of PTEF for SF-fabricated anodes. This advancement was manifested through successfully fabricating anodes utilizing distinct carbon-based active substances such as graphite, hard carbon, and soft carbon. In order to evaluate the stability of these anodes, the researchers gauged the volume changes in the active materials throughout charge/discharge cycling; both the DP hard carbon anode and the DP soft carbon anode exhibited commendable cycle stability during the charge/discharge regimen. The SF hard carbon anode demonstrated comparable long-term cycling stability and equivalent performance at various C-rates compared to an anode fabricated using the WP. PTFE is widely used, yet the selection of binders for Maxwell-type manufacturing still needs to be improved, constraining the technique’s widespread adoption across various battery systems. There is a significant need to explore and develop binder materials with fibrillization effects to broaden the applicability of this method.
2.5. Extrusion and Melt Processing
In extrusion, materials are continuously pushed through restricted or confined spaces. As part of these processes, the materials are generally thoroughly mixed
[82][352]. Extrusion is a versatile manufacturing method that is used to manufacture various products, including, but not limited to, shopping bags, food items, pharmaceuticals, and, more recently, co-crystals and metal–organic frameworks. Extrusion encompasses a range of processing techniques, including single-screw and twin-screw extrusion
[83
The extrusion method is profoundly influenced by particle dimensions, requiring careful management and control. A critical aspect that demands precision is the shear rate and temperature
[97][366]. Temperature is a pivotal element; it not only influences the melt viscosity but also affects the flow rate of materials, directly impacting the electrochemical properties and structural integrity of the LIB’s electrodes. The optimal temperature ensures that the active materials and binders meld effectively, ensuring enhanced electrical conductivity and structural cohesion.