Your browser does not fully support modern features. Please upgrade for a smoother experience.
Please note this is a comparison between Version 1 by Júlio César Santos and Version 2 by Sirius Huang.
The liquid biofuel bioethanol is extensively produced worldwide through the fermentation of sugars obtained from various raw materials, including lignocellulosic biomass, an abundant renewable resource. Due to its recalcitrant nature, lignocellulosic materials typically is pretreated using mechanical, chemical, physicochemical, or biological methods to enhance sugar recovery. The pretreated lignocellulosic biomass then undergoes a fermentation process, either sequentially or simultaneously with saccharification, resulting in the biofuel called second-generation ethanol. The ethanol yield is influenced by various fermentation strategies and conditions, such as inoculum concentration, medium agitation, temperature, and pH.
- lignocellulosic biomass
- bioethanol
- metabolic stress
- strain engineering
- life cycle assessment
1. Introduction
The global population has grown massively over the last century, increasing from 2.7 billion people in 1955 to over 7.8 billion in 2022, resulting in a greater demand for energy resources that has been fulfilled by fossil fuels (FFs) [1]. FFs are nonrenewable energy sources that pose a threat to the environment as well as the global economy, being the primary contributors of greenhouse gas (GHG) emissions. The use of FFs in the transportation sector is responsible for 24% of global CO2 emissions [2][3][2,3]. To combat climate change, several countries are shifting towards renewable fuels such as bioethanol, biodiesel, and bio-hydrogen as alternatives to conventional fuels like oil, coal, and natural gas [4][5][4,5]. Biofuels are increasingly seen as a way to improve energy security, supply, GHG mitigation, and transport sector development [6]. According to the Renewable Fuels Association (RFA), bioethanol is the most widely produced liquid biofuel in the world, with 142.6 billion liters generated from vegetable biomass and algae, making it a crucial player in the transport sector [7]. Bioethanol is an alcohol that is produced by the microbial fermentation of carbohydrates. During this process, microorganisms break down organic molecules into simpler products, including ethanol, carbon dioxide, and other by-products. Currently, the focus of bioethanol production centers on its application within the transportation sector. Governmental regulations have played a pivotal role in incentivizing the ethanol market to reduce dependency on fossil fuels [8]. Notably, the USA and Brazil have emerged as major contributors, generating 61.54 and 29.85 billion liters of ethanol, respectively, predominantly derived from food crops such as corn and sugarcane. However, the adverse environmental impacts associated with waste disposal have spurred intensive research into technologies aimed at integrating waste materials into the biofuel conversion process, with a primary emphasis on bioethanol [9]. In the case of Mexico, as reported by Carillo-Nieves et al. [10], the country leads global production in 71 agro-food products and holds the top position in a total of 181. Consequently, diverse scenarios are under evaluation to enhance the efficient production of second-generation (2G) ethanol, employing consolidated bioprocessing methods. Brazil has been at the forefront of integrated biorefinery research, focusing on both first-generation (1G) and second-generation (2G) sugarcane processes. This involves the predominant production of bioethanol and advancements in upgrading for jet fuel applications [11]. The production of bioethanol not only plays a crucial role in reducing carbon emissions but also contributes significantly to fuel security. In general, the bioethanol production process is categorized into four generations based on the raw materials used and the associated processing technologies [12][13][14][12,13,14].
First-generation bioethanol is produced using crops intended for food consumption as raw materials. These crops can be divided into two groups: the first includes sugarcane, sugar beet, sweet sorghum, and fruit, as well as sugar refinery residues. The second group includes starch sources such as cereals, tubers, and roots, legumes, and green and unripe fruits, with maize, sorghum grains, wheat, cassava, potatoes, and barley being commonly used [14][15][14,15]. In 2019, Brazil and the USA were the largest bioethanol producers, using corn and sugarcane as their main raw materials, and together accounting for 84% of total world production. In the USA, 94% of bioethanol is produced from corn starch, whereas in Brazil, 99% is obtained from sugarcane [16]. The use of first-generation feedstocks for bioethanol production raises a contentious issue as these crops are primarily intended for food or feed purposes, and their use in biofuels production can cause significant market price increases due to the use of chemical fertilizers to improve yields.
Second-generation bioethanol comes from lignocellulosic biomass (LCB). Due to its high annual production of 170 billion metric tons [15], lignocellulose is a readily available and easily accessible bioresource, which makes it an attractive option for bioethanol production [17]. LCB can be derived from various sources, such as agricultural residues (straws, stover, leaves, bagasse, etc.), forest residues (sawdust, pruning’s, chips, etc.), wood (soft and hardwoods, such as pine, spruce, and aspen), energy crops (alternative feedstocks relieving the food vs. fuel competition) such as Switchgrass or Miscanthus (i.e., Miscanthus giganteus, Miscanthus sacchariflorus, Miscanthus sinensis), and municipal solid waste [18][19][18,19]. Additionally, the use of lignocellulosic wastes for bioethanol production significantly reduces environmental contamination [20][21][20,21]. Bioethanol production from lignocellulosic biomass has the advantage of using non-edible feedstock, which does not compete with the food industry [13][22][13,22]. However, a drawback associated with the use of lignocellulosic biomass (LCB) lies in the elevated production costs, as the substrates require a pretreatment with or without an enzymatic hydrolysis process before fermentation can occur. Additionally, biofuels derived from LCB require careful consideration due to the environmental impact, energy consumption, and maintenance involved throughout the entire process. All these aspects are evaluated through a life cycle assessment (LCA), which will be discussed, although focusing mainly on the second generation of bioethanol production [23].
Third-generation bioethanol comes from algal biomass. Algal biomass is sustainable and abundant since both macroalgae and microalgae can be used [24][25][24,25]. They are photosynthetic organisms that utilize carbon dioxide (CO2) and are made up of carbohydrates, proteins, and lipids, and the content of each component varies between species [24]. Macroalgae, which are typically sourced from salty marine waters, are of three types: brown (Phaeophyceae), red (Rhodophyceae), and green (Chlorophyceae) [26][27][26,27].
Freshwater macroalgae such as Oedogonium, Rhizoclonium, Ulothrix, and Microspora also offer significant potential for biofuel production [28]. Compared to traditional raw materials that require longer production times, macroalgae can produce significantly higher amounts of bioethanol, with a yield of 0.43 g/g of substrate, making their use more profitable and viable [29]. It has been reported that the use of macroalgae biomass for bioethanol production is more cost-effective and practical than microalgal biomass [27][28][29][27,28,29]. However, microalgae are ideal for wastewater treatment since they are a good source of nitrogen, phosphorus, and other nutrients necessary for their growth [30][31][30,31].
Obtaining microalgae biomass and treating wastewater helps to reduce CO2 emissions through sequestration and decrease the cost of bioethanol production [27]. CO2 sequestration and yield depend on the growth rate of the microalgae, which in turn is influenced by the species, nutrient ratio, light intensity, pH, and temperature [31]. Certain oleaginous microalgae, such as Scenedesmus sp., Chlorella sp., Chlamydomonas sp., and Desmodesmus sp., can store more than 70% of lipids and increase their carbohydrate content up to 50% by weight of dry biomass under favorable growth conditions. As a result of their high sugar content, these microalgae are a suitable feedstock for bioethanol production [28][30][28,30]. In addition, algal biomass needs to be pretreated to make it suitable for the chemical conversion of intracellular compounds into value-added products [25][32][25,32]. Since the pretreatments used are diverse and specific, they will be described in the pretreatment section of this chapter due to their complexity. The utilization of algal biomass can serve as an excellent alternative to replace nonrenewable sources and promote environmentally friendly practices through sustainable bioethanol production.
The fourth generation of biofuels relies on genetic modification of the feedstocks (crops)/microorganisms to enhance the uptake and storage of high concentrations of carbon dioxide (CO2) in feedstocks and as well to improve the metabolic efficiency of microorganisms used in the fermentation process [33][34][35][33,34,35]. By creating a synthetic carbon sink, this approach helps to minimize CO2 emissions into the environment, resulting in a 50% reduction in GHG emissions and contributing to mitigating global warming [34][36][34,36]. Genetic engineering can also improve the growth rate of organisms, increase efficiency by boosting bioethanol yield, and lower production costs [33][37][33,37]. However, there are potential drawbacks associated with genetically modified organisms, including their potential impact on the environment due to the intentional or unintentional release of transgenic agents, which can alter natural habitats [38]. Despite this, the use of genetically modified organisms in biofuel production has the potential to significantly contribute to sustainable energy production and environmental preservation [38]. The fourth generation of biofuels has been viewed as a promising solution to the limitations of previous generations, which involved the use of crops intended for human consumption and/ or expensive and time-consuming pretreatment processes [36]. However, it is still in the development phase, due to certain limitations that need to be addressed through extensive research, before it can be implemented on an industrial scale. Failure to do so could result in reduced profitability of bioethanol production [35][36][35,36]. Despite these challenges, the potential benefits of fourth-generation biofuels make it a worthwhile area of exploration and investment for sustainable energy production in the future. Figure 1 summarizes the difference between generations for bioethanol production.
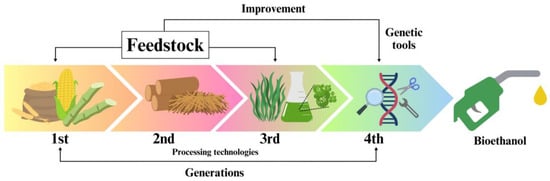
Figure 1.
Graphical representation of the different generations in bioethanol production.
2. Breakdown of Lignocellulosic Substrates to Fermentable Sugars
2.1. Lignocellulosic Biomass Composition
The large-scale availability of LCB has led to interest in its use as feedstock for ethanol production. Typically, LCB consists of three main components: cellulose (40–60%), hemicellulose (25–40%), and lignin (15–25%) [39]. The relative proportions of these components can vary depending on the source of the biomass. The composition of LCB of different feedstocks is presented in Table 1.
Table 1.
Lignocellulosic biomass composition.
Cellulose is the most abundant lignocellulosic polymer on Earth, found in plant cell walls consisting of about 10,000–15,000 glucose units linked by β-(1,4) glycosidic bonds [53][54][53,54]. The organized microfibrils in cellulose establish multiple hydrogen bonds and van der Waals forces between hydroxyl groups, creating a rigid, resistant, and strong structure. The chains tend to form a crystalline structure, with various polymorphs, including the abundant polymorph I that is divided into cellulose Iα (algae and bacteria) and Iβ (main form in plants) [55]. Cellulose is present in various materials, including cotton, wood, bast fibers, grasses, algae, and bacteria [56][57][56,57].
Hemicellulose is a complex polymer composed of different sugars like pentoses (D-xylose, D-arabinose), hexoses (D-glucose, D-galactose, and D-mannose), and sugar acids (D-galacturonic and D-glucuronic acids) [14]. These sugars are connected by β-1,4-glycosidic bonds and, in some cases, β-1,3-glycosidic bonds. It can be degraded more easily by enzymes than cellulose [58]. Different hemicellulose structures can be found in softwood and hardwood. Within hardwoods, xylans and glucomannans are prevalent, while softwoods encompass galactoglucomannans, glucomannans, xylans, and arabinogalactans. Galactoglucomannans are compounds comprising glucose and mannose, interconnected by β-1,4 bonds, while galactose units are linked through α-1,6 bonds. Glucomannans are characterized by β-1,4-linked D-glucose and D-mannose. In softwood xylans, the predominant structure involves xylose residues linked by β-1,4 bonds, accompanied by α-1,3-linked arabinose and glucuronic acids in the side chains. In contrast, hardwoods display side branches of 4-o-methyl glucuronic acid connected via α-1,2 bonds. Arabinogalactans exhibit poly-β-(3-1,3)-galactose featuring side chains of 1,6 arabinose and galactose [59]. Several studies have demonstrated that the removal of hemicellulose through pretreatment processes can enhance cellulose conversion and facilitate enzyme access to cellulose [57].
In the realm of bioethanol production, the primary focus for conversion into ethanol during the fermentation process lies predominantly on sugars, such as cellulose and hemicellulose. However, the presence of lignin presents a formidable challenge. Acting as a recalcitrant constituent, lignin serves as a substantial physical barrier that curtails both enzymatic hydrolysis and microbial degradation [60]. Lignin is a complex heteropolymer formed by phenylpropanoid monomers (monolignols) such as p-coumaryl alcohol (hydroxyphenyl), coniferyl alcohol (guaiacyl), and sinapyl alcohol (syringyl) [61]. It is found in grasses and straws containing the three lignifying monomers, in softwoods composed of coniferyl alcohol, and in hardwoods, which have coniferyl alcohol and sinapyl alcohol in their composition [62]. Monolignols are joined by different bonds, the most common being β-O-4, β-5, 5-5, 4-O-5, β-β, and β-1. The main linkage that is present is β-O-4, which is weak compared to others and plays an important role in limiting the access of enzymes to cellulose [62][63][62,63]. Lignin is considered a physical barrier that limits enzymatic hydrolysis for ethanol due to the unproductive binding of cellulose to lignin [64]. Lignin is widely used when it is fractionated from cellulose and hemicellulose, and as a result of fermentation, it produces biopolymers and phenolic compounds [62]. The phenolic compounds, such as vanillin, syringaldehyde, and 4-hydroxybenzaldehyde, inhibit the fermentation of lignocellulosic hydrolysates, mostly despite low concentrations [65]. Moreover, lignin works as an adhesive because these phenolic compounds hold the fibers and keep cellulose and hemicellulose together [57]. Other inhibitors such as organic acids (acetic acid, formic acid, and levulinic acid), hydroxymethylfurfural (HMF), and furfurals exist, which affect the fermentation process, causing a negative impact on microbial viability [66].
2.2. Pretreatment Methods
Pretreatment processes aim to break down the complex structure of raw materials, facilitating access for hydrolytic enzymes to primarily target the carbohydrates fraction from second- and third-generation sources, converting them into fermentable sugars [4][67][4,67]. The effectiveness of pretreatment methods depends on the number of fermentable sugars released. Different technologies such as mechanical, physical, chemical, and biological methods have been successfully used to break down LCB [68][69][68,69]. A summary of the advancements on different pretreatment methods used for both lignocellulosic and algal biomass as raw materials and their resulting ethanol yield is presented in Table 2.
Table 2.
Summary on the efficiency of different pretreatments on bioethanol production from different second-generation feedstocks.
| Pretreatment | Feedstocks | Pretreatment Conditions | Pretreatment Results | Limitations | Bioethanol Yield | Reference | |||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Mechanical | Rice straw | Dry ball milling Loading charge biomass 50 g 60 min 1700 rpm |
Sugar yields: Glucose (331 mg/g rice straw) Xylose (74 mg/g rice straw) Arabinose (14 mg/g rice straw) |
High consumption of energy. No solubilization of lignin. |
* | [70] | |||||
| Oil palm biomass | Ball milling Loading charge biomass 20 g 50 min 250 rpm |
Size reduction (88.2%) Crystallinity reduction (46.6%) Sugar yield: Glucose 36.1% Xylose 56.4% |
Inhibitors produced as acetic acid (1.3 mg/ g of biomass). High energy consumption. | [41] | |||||||
| * | [ | 71 | ] | Barley straw | 38.43 | 28.55 | 16.26 | ||||
| Physical | Wood biomass | Microwave treatment/DES Choline chloride/oxalic acid 80 °C 800 W 3 min |
Lignin removed 80% Glucose yield 22.3%. | [42] | |||||||
| Inhibitors such as HMF are produced. | * | [ | 72 | ] | Corn cobs | 33.6 | 37.2 | 19.3 | |||
| Sweet lime peel | 2% v/v H2SO4 Loading charge of 6% 60 min 750 W 20 kHz. | [ | 43 | ] | |||||||
| 181.5 mg sugars/g biomass | Relative low loading biomass charge | High biomass content increases viscosity resulting in low chemical reaction. | 64% in acidic pH | [73] | Corn stover | 35–40 | 17–35 | 7–18 | |||
| Switchgrass | Steam explosion 200 °C 10 min | [ | 44 | ] | |||||||
| Sugar yield: | Glucose 50.9% Xylose 28% Lignin removed 50% |
Inhibitors such as formic acid, acetic acid, HMF, and furfural. | * | Corn stalk | 34.5 | 27.6 | 8.7 | [45] | |||
| [ | 74 | ] | |||||||||
| Chemical | Sugarcane bagasse | Alkaline 15% NaOH 140 °C 1 h |
Reducing sugars 5.29 g/L Lignin removed 90% |
Glucose released is negatively affected by the amount of hemicellulose and lignin present. | 0.1 g ethanol/g biomass and 0.88 g/Lh | Grass | 25–40 | 35–50 | 10–30 | [46] | |
| Sugarcane bagasse | Organosolv Glycerol–acid 15% 130 °C 60 min |
Glucan 65.8% | High concentration of glycerol–acid is required to improve hydrolysis. No significant influence on the lignin content. |
0.38 g ethanol/g biomass and 0.57 g/Lh | [75] | Hardwood stems | 40–55 | 24–40 | 18–25 | [47] | |
| Rice straw | Acid 1%H2SO4 10%(w/v) rice straw 100 °C 2 h |
Reducing sugars 14 g/L Lignin removed 11.7% Xylose 83% |
More recycling times for acid treatment hydrolysate decrease xylose yield. | Concentration of 40.6 g/L yield of 86.4% | [76] | Miscanthus | 38.38 | ||||
| Rice straw | DES: choline chloride-ethylene glycol 150 °C 24 h | 24.23 | Biomass loading 5% w/w |
Lignin removed 74% 17.66 |
Glucan digestibility 87%[48] | ||||||
| Residual DES decreases the enzymatic hydrolysis of cellulose. | * | [ | 77 | ] | Municipal solid waste | 33–49 | 9–16 | 10–14 | |||
| Wheat straw | Alkaline-Microwave 2.75% NaOH Solid loading 10% (w/v) 23 min 100 °C | [ | 21 | ] | |||||||
| Lignin removed 60% | Total carbohydrates 82% | High energy consumption. Rapid oxidation of carbohydrates in alkaline conditions. |
48 g ethanol/g sugar consumed | [78] | Oat straw | 31–37 | |||||
| Wheat straw | Ultrasound-assisted ionic liquid Triethylamine hydrogen sulfate ([TBA][H2SO4]) | 27–38 | Sonicated at 24 kHz14–19 | [49] | |||||||
| 130 °C 30 min |
Saccharification yield 76.1% Lignin removed 74.9% |
Sodium azide is used and represents a metabolic inhibitor. Ultrasound is not effective on a bigger scale. |
42 g/L | [79] | Pinewood | 40 | 28.5 | 27.7 | [50] | ||
| Corn stalks | Ionic liquid 150 °C 11.5 h 2.5% arginine 420 MPa |
Lignin removed 92% Purity of cellulose reach 85% |
Arginine can inhibit cellulose degradation. Good method for fabrication of cellulose fiber but not ethanol. |
* | [80] | Rice straw | 28–36 | 23–28 | 12–15 | ||
| Green coconut shells | Organosolv 80% (w/w) glycerol 1%(w/w) sulfuric acid 121 °C | [ | 44 | ] | |||||||
| Glucose 49 g/L | Lignin removed 60% | Inhibitors such as furfural and HMF are formed. | 29.6 g/L | [81] | Rye straw | 30.9 | 21.5 | 22.1 | [51] | ||
| Olive tree biomass | Combined acid–alkaline 2.4% H2SO4 130 °C 84 min Peroxide: 7% H2O2 80 °C 90 min NaOH until 11.5 pH |
Solubilization of hemicellulose 71% Lignin removed 80% Cellulose highly accessible 72% |
Overliming method is needed for removing degradation products from lignocellulosic hydrolysates. Presence of acetic acid and furfural as potential inhibitors. |
15 g ethanol/100 g biomass | [82] | Softwood stems | 45–50 | 25–35 | 25–35 | ||
| Oil palm trunk | Alkaline Peroxide 3% H2O2 70 °C | [ | 41 | ] | |||||||
| 30 min | Lignin removed 58% | Cellulose extraction 74%. |
Sugarcane bagasse | 42–48 | 19–25 | 20–42 | /w[41] | ||||
| High phenolic compounds released. | Black liquor released with high amounts of tannins and gallic acid. | * | [ | 83] | |||||||
| Corn stover | Ammonia Recycle Percolation Process 170 °C 10% ammonia (v) 1 h |
Lignin removed 70% Xylan removed 47% |
High temperature and energy required to improve pretreatment performance. High operation cost. |
19.4 g/L | [83] | Sunflower stalk | |||||
| Miscanthus (Miscanthus giganteus | 34.6 | 21 | 30 | ) | Acid diluted; 1% H2SO4 (v/v), 1:10 solid ratio (w/v), 121 °C for 30 min.[52] |
||||||
| Xylose 24 g/L | Presence of furfural and HMF. | 13.58 g/L; 0.148 g bioethanol/g dry biomass | [ | 84 | ] | Sweet sorghum bagasse | 34–45 | 18–27 | |||
| Biological | Paddy straw | White rot fungi Pleurotus florida 5% inoculum 25–29 °C Biomass loading 10% (w/v) 28 days |
Saccharification efficiency of 75% | High time required. No convenience in an industrial stage. Fungal residues limit enzymatic hydrolysis. |
* | [85] | |||||
| Chlorella sp. KR-1 | Polygalacturonase, amyloglucosidase, cellulase, and β-glucanase (simultaneous) pH 5.5; and 45 °C; 0.3 N HCl. |
28.5 g of sugar released/L of hydrolysate | Inhibitors such as furfurals, HMF, and formic acid might be produced. | Ethanol yield of 0.4 g/g of fermentable sugar | [86] | ||||||
| Scenedesmus abundans | H2SO4/amyloglucosidase, α-amylase (simultaneous) | 10.752 g of total sugars/L and 5.730 g of glucose/L of the hydrolysate | Sugar content released depends on cultivation and pretreatment performance. | Ethanol yield of 0.1 g/g of algal biomass. | [87] |
* Not reported. HMF: hydroxymethylfurfural. DES: deep eutectic solvent.
It can be observed from Table 2 that most of the reported physicochemical pretreatment methods are effective in increasing LCB’s degradability for enzymatic hydrolysis and bioconversion to bioethanol in sugar recovery. The formation of inhibitory compounds throughout the process has many limitations for smooth adaptation at a larger scale, primarily due to the adverse environmental effects [72][74][82][72,74,82]. Among these inhibitory compounds are furan aldehydes, organic acids, pseudo-lignins, small lignin units, extractives, and phenolic compounds [88]. Additionally, the lingering chemical reagents further aggravate inhibition of both enzymatic and microbial activity. Yet another significant challenge arises from the substantial volume of water required for rinsing the residues after the pretreatment process. This water, which contains chemical residues, is frequently discarded [89]. In this regard, biological methods are more sustainable as they break down the complex polysaccharides into simple fermentable sugars without much environmental impact [86][90][91][92][86,90,91,92].
3. Sugar Recovery from Pretreated Biomass through Hydrolysis
After the removal of lignin through pretreatment methods, cellulose remains on the medium, and cellulose is broken down by a chemical or enzymatic hydrolysis to obtain the sugar monomers [87][90][93][87,90,93]. In chemical hydrolysis, acids such as HCl and H2SO4 are used to break the β-1,4 linkages in cellulose, releasing sugar monomers or oligomers. In chemical hydrolysis compounds such as furfural, hydroxymethylfurfural (HMF), phenol, vanillin, vanillic acid, and other phenolic compounds can be released, which decreases ethanol yield [94]. In enzymatic hydrolysis cellulases, β-1,4-endoglucanase, exoglycanase, and β-glucosidase are used to hydrolyze cellulose into glucose monomers [44]. β-1,4-endoglucanase initiates the saccharification process by randomly cleaving the β-1,4 glycosidic linkages, producing cellodextrins with both reducing and non-reducing ends. Exoglucanase acts on the non-reducing ends of the molecule, releasing cellobiose. Finally, β-glucosidase breaks down small chains of glucose, cleaving the β-1,4 linkages in cellobiose and releasing sugar monomers [95]. Cellulases have been reported to exhibit their highest enzymatic activity in the range of 45 °C to 50 °C, a pH level of 4.5 to 5.5, and at atmospheric pressure. However, the specific conditions mentioned can exhibit variations contingent upon the enzymatic source, which includes microorganisms, as well as the substrate [96].
Other factors affecting cellulose hydrolysis are crystallinity of cellulose and its particle size [97]. Crystallinity is a property of cellulose structure where its fibers are linked by non-covalent hydrogen bonds making it more resistant to hydrolysis than the amorphous parts. Alkali pretreatments have a higher degree of conserving the crystalline structure of cellulose compared with other pretreatments previously mentioned [98]. Particle size plays an important role in enzymatic hydrolysis since it affects the reaction rate between cellulose and enzymes. Small particle size of biomass is preferred for a higher conversion rate; however, they are harder to process while bigger LCB particles tend to not hydrolyze completely and have a slower conversion rate [98]. A study conducted by Kapoor et al. [99] compared glucose recovery from glucan with 10, 15, and 20 mm particle size resulted in a 65.6, 80, and 60% sugar recovery using 5 FPU/mL of hydrolytic enzymes complex.
Enzymatic hydrolysis is widely studied for the purpose of increasing the fermentable sugars released from LCB. Its efficiency is intricately linked to the initial substrate concentrations. Maintaining an optimal balance is imperative for achieving a higher yield of fermentable sugars, thereby maximizing overall biofuel production. Controlling and optimizing these concentrations is key to enhancing the cost-effectiveness and sustainability of the entire process. Gao et al. [100] and Mondebach [101] emphasized that most optimization efforts for cellulose and hemicellulose degradation occur at low solid loading (<5% w/v). However, this low concentration often results in a diminished yield of fermentable sugars and lower end-product concentrations.
Furthermore, additional substrate and enzyme loading significantly influence enzymatic hydrolysis efficiency. Carefully adjusting these parameters impacts reaction kinetics, enabling the extraction of a higher quantity of fermentable sugars from lignocellulosic material [100]. Achieving the right balance in substrate and enzyme loading is vital for the economic feasibility of biofuel production, as reported by Amândio et al. [102], who employed a fed-batch operation starting with 11% (w/v) substrate and achieved an impressive concentration of 161 g/L of sugars with an enzymatic hydrolysis conversion efficiency of 76%.
Different modifications to enzymatic hydrolysis have been studied to increase sugar yield. For example, a study by Lee et al. [86] employed an enzymatic complex comprising cellulase, β-glucosidase, and amyloglucosidase, which yielded 28 g of sugar per liter, accompanied by an efficient ethanol conversion rate of 40% from the produced fermentable sugars. Furthermore, there are several studies that have combined pretreatment with enzymatic hydrolysis. For instance, Constantino et al. [103] adopted a chemo-enzymatic hydrolysis approach, utilizing α-amylase and a diluted acid treatment for biomass autoclaving with 4% H2SO4 v/v at 121 °C for 30 min. They employed microalgae as feedstock and obtained 34 ± 1 g of reducing sugars per 100 g of dry biomass. Wang et al. [104] elevated the maximum efficiency to reach 91.7% through enzymatic hydrolysis after the combination of alkaline and ozone pretreatment. Meanwhile, Ostadjoo et al. [105] employed Xylanase from Thermomyces lanuginosus for the hydrolysis of xylans from hemicellulose and recorded a yield surpassing 70%.
4. Metabolic Pathways, Settings, and Factors of Fermentation Process
Ethanol synthesis is carried out by microorganisms through the fermentation of reducing sugars. Glucose monomers are oxidized in the glycolysis process, forming two pyruvic acid molecules and a pair of NADH molecules from two NAD+ molecules. Pyruvic acid is then transformed into acetaldehyde by the enzyme pyruvate decarboxylase, while releasing carbon dioxide. One molecule of acetaldehyde is converted into a molecule of ethanol by the enzyme alcohol dehydrogenase, using the previous pair of NADH and regenerating the NAD+ molecules [106].
Five-carbon molecules such as xylose and mannose can remain in the medium when using substrates containing hexoses and pentoses. Saccharomyces cerevisiae cannot ferment pentose by itself; thus, pentose-fermenting microorganisms (PFMs) can be added to produce ethanol from five-carbon sugars. Zymomonas mobilis, Pichia stipitis, and Candida shehatae are the most common PFMs used in pentose fermentation. Pentose fermentation is carried out through the pentose phosphoketolase (PPK) pathway and is commonly seen in lactic-acid-producing bacteria. The PPK pathway begins with the same five steps as the pentose phosphate pathway (PPP), in which glucose is transformed into ribulose-5-phosphate (R5P) and xylulose-5-phosphate (X5P). Exogenous five-carbon sugars enter the microorganism and are phosphorylated by the 6-phosphogluconate dehydrogenase enzyme to be converted into R5P or X5P. R5P is used by microorganisms to produce ribose for nucleic acids or coenzymes, whereas X5P enters the PPK pathway and is catabolized into acetyl phosphate by pentose phosphoketolase. The acetyl phosphate then acts with phosphotransacetylase and aldehyde dehydrogenase to produce acetaldehyde, which is converted to ethanol by alcohol dehydrogenase [107]. A scheme on the fermentation of hexoses and pentoses into bioethanol is given in Figure 2.
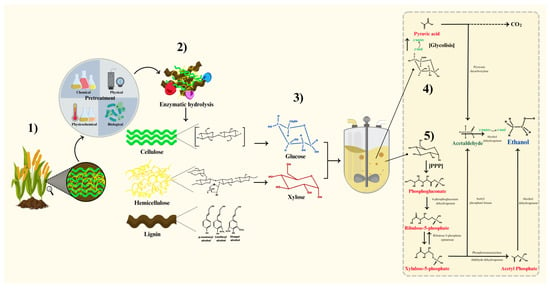
Figure 2. A schematic representation of hexoses and pentoses fermentation for bioethanol production. (1) Pretreatment of lignocellulosic biomass. (2) Enzymatic hydrolysis of pretreated biomass to release hexose and pentose. (3) Addition of five- and six-carbon sugars to the bioreactor for ethanol fermentation. (4) Ethanol fermentation pathway from glucose inside the reactor. (5) Ethanol fermentation pathway from pentoses inside the reactor.