1. Introduction
In the global economy, synthetic polymer plastic materials are produced and made to meet various human needs. The most common application for synthetic plastics is in packaging. Because oxygen and water vapor must be blocked from food and electronic packaging, synthetic polymers are required. Such barriers are required for some food packaging to preserve freshness, prevent diseases and infections, delay food deterioration, and, ultimately, reduce food waste. Because synthetic polymers are primarily made for performance and durability rather than for recycling and degradability, there are significant amounts of discarded polymers in terrestrial and aquatic environments
[1]. The main drawbacks of these polymers are their limited recyclability, poor biodegradability, and dependence on fossil fuels
[2]. Using synthetic polymers has resulted in environmental pollution, global warming, and the depletion of petroleum reserves. Processes such as hydrothermal treatment and pyrolysis are used to convert plastic wastes into fuels. However, due to toxic gaseous emissions produced during the high-temperature combustion of plastics, its application is limited. Recently, the biodegradation of synthetic plastics using microbes and enzymes has started, but biological treatments are limited due to the difficulty of colonizing microbes and adhering them to the surfaces of plastics
[3]. Temporary recovery has come from mechanical recycling, but the volumes are typically too small
[1]. Petroleum-based synthetic polymers have become a significant environmental concern, as their levels continue to rise in seas, causing pollution, and they continue to deplete landfill space
[4][5][4,5]. The development of new bio-based materials with biodegradability, renewability, biocompatibility, and sustainability has increased in demand in recent years
[6][7][8][6,7,8].
Because cellulose-based materials are made of aligned nanocellulose, they exhibit an intriguing structural hierarchy. They are also potential substitutes for petroleum-based polymers due to their availability on the earth, renewability, biodegradability, and biocompatibility. Adaptability, broad modification capabilities, and adaptable morphologies contribute to reducing non-renewable natural resources
[9]. Cellulose is a linear homopolysaccharide made up of repeating units of anhydro-d-glucose linked by β(1→4) glycosidic bonds, and it has varying degrees of polymerization (DP).
In nature, the DP of cellulose chains is typically around 10,000. However, in some materials, such as native cellulose cotton, the DP can be higher, up to around 15,000
[10]. Three hydroxyl groups are on the monomer, known as the anhydroglucose unit (AGU). These groups give cellulose the capacity to form powerful hydrogen bonds, as well as its crucial characteristics
[11].
Cellulose can be extracted from different sources, such as wood
[12], agricultural by-products
[13], annual plants
[13], and marine algae
[14]. There are two forms of nanocellulose extracted from plant fibers: cellulose nanofibers (CNFs) and cellulose nanocrystals (CNCs)
[15][16][15,16]. Many solvent systems and dissolution methods have been developed for cellulose dissolution, such as
N-methylmorpholine-
N-oxide (NMMO), LiCl/DMAc, ionic liquids, alkali/urea, NaOH/thiourea aqueous solutions, the TBAF/DMSO system, etc.
[17]. However, due to strong hydrogen bond interactions, natural cellulose possesses a high orientation and crystallinity, making it nearly insoluble in ordinary solvents, limiting its applications
[18]. Packaging materials made of cellulose have low-water-vapor-barrier properties due to their hydraulic nature, limiting their application in food packaging
[19]. Films made of nanocellulose have been reported to lose their oxygen- and water-vapor-barrier properties at high humidity
[20][21][20,21]. Also, Yu et al.
[22] reported that the oxygen permeability of cellulose films increases as the relative humidity increases. Adding fillers, such as montmorillonite, silver nanoparticles, calcium carbonate, and graphene oxide, enhances the water-vapor permeability and mechanical properties of polysaccharide-based matrices
[23]. Also, physical and chemical modifications, such as heat treatment, corona modification, plasma treatment, acetylation, periodate oxidation, etc., have been reported to improve properties such as the oxygen and water barrier of the final product
[24]. Cellulose and layered silicate clay are among the most abundant polymers and minerals in nature, respectively, both of which show good compatibility with the surface chemistry of polymer composites
[25]. Although similar reviews have been presented, the barrier properties of cellulose and nanoclay-based films have not been reviewed for some time despite the abundance of primary research findings. A knowledge gap and a list of unaddressed research questions are presented to aid further work in the field.
2. Preparation of Nanocellulose
The extraction of nanocellulose consists of three stages: pretreatment, bleaching, and nano-sized cellulose isolation.
2.1. Pretreatment Methods of Lignocellulosic Biomass
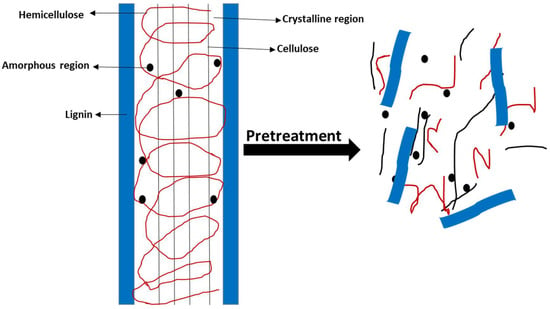
Various pretreatment methods are used to remove lignin and hemicellulose by disrupting the complex structure of lignocellulose bonded by non-covalent forces and the cross-linkages of covalent bonds, as shown in
Figure 1. These methods are grouped as biological, physical (also known as mechanical), chemical, and physicochemical
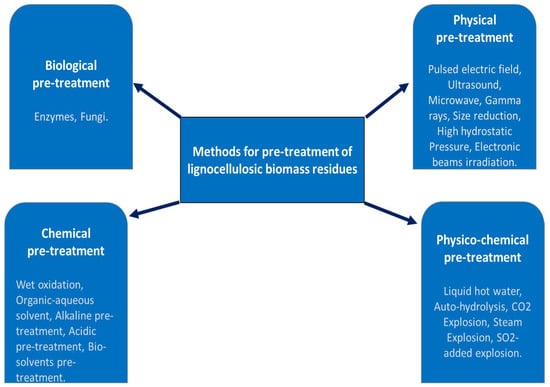
[26]. The pretreatment methods are illustrated in
Figure 2.
Figure 1.
Schematic of pretreatment of lignocellulosic components.
Figure 2.
Pretreatment methods for lignocellulosic biomass residues.
2.1.1. Biological Methods
In these pretreatment methods, microorganisms are used to depolymerize the hemicellulose and lignin in lignocellulosic material, such as soft-, brown-, and white-rot fungi
[27][28][27,28]. Furthermore, bacteria and actinomycetes are also microorganisms that degrade lignin using enzymes such as laccases and peroxidases
[29]. Soft and white rots attack lignin and cellulose, while brown rots mainly attack cellulose
[30]. This technique has the advantages of consuming low energy, emitting no toxic compounds into the environment, which makes it environmentally friendly, and requiring no chemical recycling
[26][28][26,28]. The drawbacks of this method are the low hydrolysis rate compared to other technologies
[27] and the time consumption
[26]. Additionally, improvement in the selectivity for the preferential degradation of lignin by applying non-cellulose or cellulose-deficient white-rot fungi, thereby preserving more cellulose, is still a challenge in fungal pretreatment
[29].
2.1.2. Physical Methods
The physical methods comprise mechanical extrusion, milling, ultrasound, pyrolysis, microwaves, and the pulsed electric field. Feedstock materials are heated above 300 °C under shear mixing in mechanical extrusion. This is the most canonical method for the pretreatment of biomass. However, it is a cost-intensive method that is difficult to scale up for industrial purposes because it requires a significant amount of energy
[31]. Mechanical grinding, or milling, includes chipping that reduces the biomass size to 10–30 mm, whereas milling and grinding can reduce it up to 0.2–2 mm
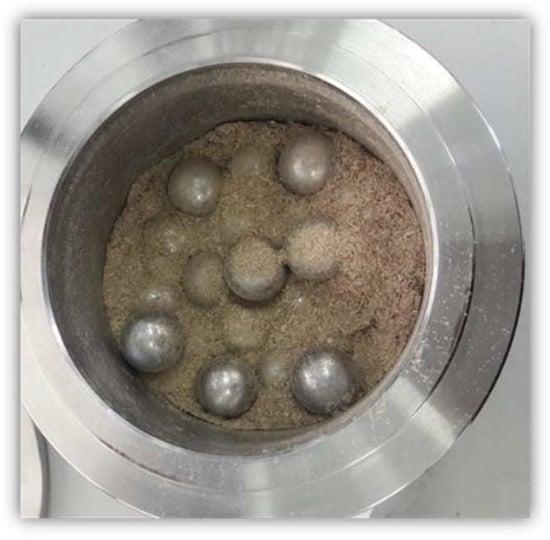
[32]. Moreover, chipping reduces the mass transfer and heat limitations, while the cellulose crystallinity and particle size are effectively reduced in milling and grinding. Different milling methods are commonly used, like ball mills, shown in
Figure 3, centrifugal mills, vibratory mills, extruders, colloid mills, and attrition mills
[31]. The particle size of the biomass is decreased with the degree of crystallinity of the cellulose in ball milling. However, energy is consumed, and high power is required for this method
[26].
Figure 3.
Ball-milling process.
Microwaves are a handy tool for modifying polymer materials by grafting, degrading, and crosslinking them
[27]. They are widely used because of their advantages, such as low energy consumption, easy operation, the degradation of the cellulose fraction’s structural organization, and more
[28][31][28,31]. The drawback of the microwave-heating process is that it is not uniform, meaning that standing waves are formed by the reflection of electromagnetic waves, leading to heat spots on the material
[33]. A technique that is relatively new for lignocellulosic biomass pretreatment is sonication. However, it causes small cavitation bubbles, rupturing the hemicellulose and cellulose fractions. In the pulsed electric field, the biomass is subjected to a voltage ranging from 5.0 to 20.0 kV/cm
[28][31][34][28,31,34]. However, this technique can be performed in cases that require low energy under ambient conditions
[26]. The thermal decomposition of the biomass organic matrix in non-oxidizing atmospheres is known as biomass pyrolysis
[35]. The low rate of cellulose decomposition is a disadvantage of this method
[36].
2.1.3. Physicochemical Methods
A technique that uses both physical and chemical techniques for breaking the structure of lignocellulosic material is known as steam explosion. In this technique, the material is subjected to a high temperature and pressure for a short duration
[37]. However, it has some disadvantages, such as the release of the phenolic compound during the breakdown of lignocellulose. Moreover, during pretreatment, yeast and enzyme inhibitors are generated
[38]. Another method similar to steam explosion is the hot-water treatment (also called the hot-compressed-water treatment), which uses pressure up to 5 MPa and a high temperature between 170 and 230 °C instead of steam. This causes hemicellulose to hydrolyze and lignin to be removed, making the cellulose more accessible
[31]. However, the extraction of hemicellulose is higher in this technique
[38].
Moreover, a lot of energy is required because of the water involved in the downstream processing
[31]. Two techniques have been paired by many authors, namely, Ammonia Fiber Explosion and Ammonia Recycle Percolation. In Ammonia Fiber Explosion, the biomass material is subjected to liquid anhydrous ammonia under high pressures and moderate temperatures and is then rapidly depressurized. The disadvantages are the costs associated with recycling and the treatment of the used chemicals
[37]. Soaking aqueous ammonia is an ammonia-based pretreatment like Ammonia Fiber Explosion. Ammonia Recycle Percolation is a type of Ammonia Fiber Explosion that treats the biomass with aqueous ammonia in a batch reactor at 30–60 °C, reducing the liquid throughput during the pretreatment process
[31].
2.1.4. Chemical Methods
A pretreatment technique used with organic acids (propionic, acetic, and formic acids) and inorganic acids (nitric, phosphoric sulfuric, and hydrochloric acids) is known as acid pretreatment. There are two types of inorganic-acid pretreatment methods, namely, dilute- and concentrated-acid pretreatment
[39]. Concentrated acids are not preferred because they are corrosive and must be covered for feasible economic pretreatment
[40]. Alkali pretreatment is the most effective method among the chemical pretreatments for breaking the ester bonds between cellulose, lignin, and hemicellulose, and with it, hemicellulose polymer fragmentation is avoided
[41]. In alkali pretreatment, alkali compounds are used, such as calcium hydroxide, sodium hydroxide, hydrogen peroxide, potassium hydroxide, ammonium hydroxide, aqueous ammonia, or a combination. However, this pretreatment has drawbacks, such as the incorporation of salts into the biomass or their conversion to irrecoverable salts
[40]. Ionic liquids are a new type of cellulose solvent known as green solvents because they do not produce any explosive or toxic gases
[39]. In ionic liquids, the hydrogen bonds are broken down during the interaction of the ionic liquid and cellulose-OH, as the breaking of the cellulose molecular chains results in cellulose dissolution
[42][43][42,43]. However, ionic liquids are still too expensive to be used for biomass pretreatment on a large scale, even though they are an innovative and promising biomass pretreatment technology
[38]. Chemicals like acids, salts, oxidizing agents, and alkalis can degrade cellulose, lignin, and hemicelluloses from lignocellulosic waste. An aqueous or organic solvent mixed with inorganic acids (HCl or H
2SO
4) can also be used to break the internal lignin and hemicellulose bonds. Furthermore, organic acids, such as oxalic acid, salicylic acid, and acetylsalicylic acid, can also be catalysts
[44][45][46][44,45,46].
2.2. Bleaching
Bleaching is also known as delignification. It is the process of the further removal of the remaining residual cementing material, mainly lignin, from alkali-treated fibers. Bleaching is a necessary additional step because the remaining content of lignin in cellulose after alkali treatment could hinder the extraction of cellulose nanocrystals and lead to a poor wettability surface between the natural fiber and polymer matrix material
[16][47][48][16,47,48]. Bleaching is used to degrade hemicellulose and lignin to release cellulose fibers
[49]. In bleaching, the solution’s temperature, concentration, time, and pH are the four primary conditions that influence the chemical reactions. Provided that the other factors are kept constant, a greater extent of cellulose is obtained by increasing the reaction time, whereas speeding up the reaction is achieved by increasing the temperature
[26]. Examples of agents that are used in bleaching are sodium hypochlorite, hydrogen peroxide, and sodium chlorite
[50]. By using the oxidizing agent sodium hypochlorite (NaOCl), it is possible to make lignin removal more efficient
[51]. Due to the alkali-resistant linkage that is formed between lignin and hemicellulose after alkali treatment, some studies have used hydrogen peroxide treatment as a precursor to sodium chlorite treatment, which could suppress the lignin removal. In most cases, hydrogen peroxide can break the linkages and delignify lignocellulosic fibers by acting as an oxidizing agent. The bleaching process must be repeated an increasing number of times or stages until the tissues/fabrics are permanently white. Increased bleaching stages are used to increase the cellulose content while removing hemicellulose and lignin, resulting in purer and more separated cellulose fibers than with the previous process
[47]. The two-stage bleaching process is shown in
Figure 4 below. It can be observed that the fibers after the second stage of bleaching are whiter than those after the first stage.
Figure 4.
Two-stage bleaching process.
2.3. Methods for Cellulose Nanoparticle Isolation
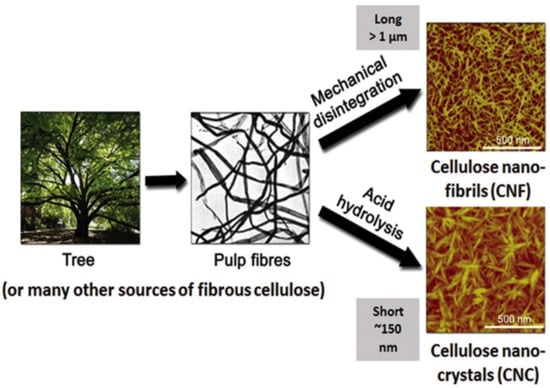
The simple process of nanoparticle extraction is presented in
Figure 5. Fibers are extracted from the source, followed by either acid hydrolysis or mechanical disintegration. Acid hydrolysis is used for nanocrystal isolation, and mechanical disintegration is used for nanofibers. CNCs are rod-like, stiff particles consisting of cellulose chain segments that are nearly perfect crystalline structures. Cellulose nanocrystals exhibit unique liquid crystalline properties and high specific strengths, surface areas, and moduli compared to bulk cellulose, which consists of more significant amorphous fractions
[52][53][52,53]. These nanocrystals are achieved via several techniques, which are employed to transform cellulose into cellulose nanocrystals. These techniques are grouped as physical hydrolysis (also known as mechanical hydrolysis), enzymatic hydrolysis, and acid hydrolysis. Compared with the mechanical method, the chemical method is better because it produces CNCs with improved crystallinity and reduces energy consumption
[54]. However, acid hydrolysis is the most widely explored technique
[55][56][55,56].
Figure 5.
Isolation of cellulose nanoparticles from cellulose source. Reprinted from Ref. [16] (open access).
2.3.1. Physical Methods
The mechanical techniques include microfluidization techniques, high-intensity ultrasonic treatments, and cryocrushing, which split the cellulose fibers along the longitudinal axis and help extract the cellulose microfibrils by producing enough shear force
[54]. Mechanical methods have also been extensively researched for producing nanocellulose particles as part of the fabrication using enzymatic treatment, acid hydrolysis, oxidation, or a combination. These methods are commonly used to create cellulose nanofibers, which are nanometers or tens of nanometers in diameter and have lengths up to several microns
[57]. Among others, ball milling is the most promising method and is widely used for CNC preparation. It is a cost-effective and environmentally friendly technique that is widely preferred over traditional methods (acid hydrolysis) involving concentrated acid. It requires the proper removal of excess acid via dialysis during centrifugation post-processing and is a time-consuming process
[58][59][58,59]. Some drawbacks include contamination from the grinding containers and medium, usually metal or ceramic contamination, the formation of irregular shapes, and extended cleaning and milling times
[60].
2.3.2. Enzymatic Hydrolysis
In enzymatic hydrolysis, the reaction between cellulases and cellulose is involved in degrading the cellulose into fermentable sugars. There are three main cellulose groups: Endo-Glucanase, which attacks the low-crystallinity areas of cellulose fibers and generates free chain ends; Exo-Glucanase, which produces free chain ends that are cleaved to the sugar chains; and b-Glucosidase, which releases glucose from cellobiose
[61]. The enzymatic hydrolysis of cellulose offers the potential for higher selectivity, higher yields, milder operating conditions, and lower energy costs than chemical processes
[62].
2.3.3. Acid Hydrolysis
Acid hydrolysis is a technique that is currently widely used for the production of nanocellulose. Several acids are used in acid hydrolysis, such as phosphoric, malic, hydrochloric, and sulfuric acids
[16][55][16,55]. CNCs have recently been produced using hydrochloric, organic, phosphoric, hydrobromic, liquid, gaseous, organic, and inorganic acids. Acid hydrolysis using sulfuric acid is the oldest process, and it remains the most commonly used method for CNC preparation
[53]. In acid hydrolysis, amorphous domains regularly distributed along the microfibrils are usually removed using strong-acid hydrolysis. Strong acids can easily penetrate low-order amorphous regions and hydrolyze them while leaving the crystalline regions unaffected
[54]. The reaction ends with the surface hydroxyl group of nanocellulose during sulfuric acid hydrolysis, yielding surface sulfate groups, which leads to a negatively charged layer on the nanocrystals. This improves the phase stability of nanocrystalline particles in aqueous solutions even more
[55].