Please note this is a comparison between Version 1 by Zhi-wei Li and Version 4 by Lindsay Dong.
Gas nitriding, as a surface modification technology to improve the wear resistance of workpiece surfaces, is widely used in wind turbine gears, pressure vessel gears, high-precision die casting abrasives, and other areas. However, the gas nitriding time is too long, reaching 40–60 h, which reduces the efficiency of nitriding and hinders the development of gas nitriding. Therefore, various accelerating methods are born accordingly. There are five common accelerating methods are summarized: process parameter optimization, surface mechanical nano-crystallization, surface-active catalysis, surface pre-oxidation, and surface laser treatment.
gas nitriding
accelerating methods
nitriding behavior
1. Introduction
Gas nitriding is a chemical heat treatment process which makes nitrogen atoms penetrate into the surface of the workpiece at a certain temperature and in a certain medium [1][2][17,18]. It generally includes three processes [3][4][5][19,20,21]: generation of active nitrogen atoms, surface absorption, and diffusion of nitrogen atoms. The surface of the workpiece after nitriding treatment usually has the characteristics of high hardness [6][22], good wear resistance [7][23], high fatigue strength [8][24], and excellent corrosion resistance [1][17]. However, the traditional nitriding temperature is high and the nitriding time is long, which not only wastes energy and increases the manufacturing cost of the workpiece but also causes some performance reduction in the workpiece. For example, if the nitriding temperature of stainless steel is too high, it will cause a lack of chromium in the substrate and the degradation of corrosion resistance [9][10][11][12][25,26,27,28]. For aluminum alloy workpieces, if the nitriding temperature is too high, the matrix structure will change significantly, which will lead to poor inherent properties [13][14][29,30]. In the nitriding process, the temperature affects the nitriding speed, the decomposition efficiency of the nitriding medium, and the structure of the nitrided layer [15][16][31,32]. CrMo steel is usually used to manufacture parts with high strength and high-temperature operation, such as boilers, pressure vessels, steam turbine components, etc. Gas nitriding can improve the hardness and wear resistance of CrMo steel, making it more suitable for use in high-stress and high-temperature environments. It can also improve the corrosion resistance and prolong the life of the parts. Nickel-based alloys are widely used in high-temperature and corrosive environments, such as the aerospace, petrochemical, and energy industries. Gas nitriding can improve the surface hardness and wear resistance of nickel-based alloys and improve their performance in high-temperature and corrosive environments. This helps to extend the service life of alloy parts. Cobalt-based alloys are commonly used in the manufacture of high-temperature, high-strength, and corrosion-resistant parts, such as aero-engine parts and chemical equipment. Gas nitriding can increase the hardness and wear resistance of cobalt-based alloys and improve their stability in high-temperature and corrosive environments. This is very important for extending the life of alloy parts. Cemented carbides are commonly used for cutting, drilling, grinding, and other cutting tools as well as wear-resistant parts, such as mechanical seals and bearings. Gas nitriding can increase the surface hardness and wear resistance of cemented carbide tools, thereby prolonging their service life. This can improve the performance of cutting tools and reduce downtime. The application of gas nitriding on different materials has a common goal, that is, to improve the hardness, wear resistance, and corrosion resistance of the material so as to increase the life and performance of the parts. However, the specific effects may vary depending on the type of material and the environment in which it is used. Therefore, when choosing gas nitriding as a surface treatment method, it is necessary to adjust the nitriding parameters and processes according to the specific application requirements.
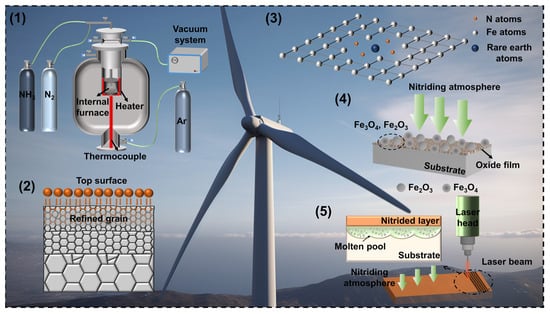
The traditional method of gas nitriding has problems such as slow diffusion rate, high energy consumption, and uneven thickness of the infiltrated layer, which limits its application in industrial production [17][18][33,34]. The implementation of the “carbon peak, carbon neutral” strategy provides a strong driving force for the popularization and the application of nitriding wear-resistant and corrosion-resistant green surface treatment technology [19][35]. Improving the diffusion rate of gas nitriding is not only conducive to reducing energy consumption and achieving the goal of “carbon peak and carbon neutrality” but also can reduce production costs and expand the application field of nitriding technology. More and more scholars and researchers are conducting research on the new process of accelerating nitriding. Accelerating nitriding is a nitriding method that uses the accelerating method to promote the diffusion of nitrogen atoms on the metal surface, which can significantly increase the diffusion rate of nitrogen atoms and reduce nitriding time and energy consumption. It can also achieve uniform layer thickness and reduce residual stress at the same time [20][36]. Figure 1 shows the application of accelerating nitriding in the field of wind power. Among these processes, process parameter optimization [2][21][22][18,37,38], surface mechanical nano-crystallization [23][24][25][39,40,41], surface active catalysis [26][27][28][42,43,44], surface pre-oxidation [29][30][31][45,46,47], and surface laser treatment [32][33][34][48,49,50] are relatively common accelerating nitriding methods. The development of accelerating nitriding methods is also expected to expand its application in other fields. For example, nitriding technology has important application value in new energy materials [35][36][51,52], nano-materials [37][38][53,54], biomedicine [39][40][55,56], and other fields. Therefore, strengthening the research and development of accelerating nitriding methods will help to promote its application and promotion in industrial production and other fields.
Figure 1. Application of accelerating gas nitriding in wind power field: (1) process parameter optimization, (2) Surface Mechanical Nano-Crystallization, (3) surface-active catalytic nitriding, (4) surface pre-oxidized nitriding, and (5) surface laser treatment.
2. Research Progress of Conventional Gas Nitriding
2.1. Mechanism of Gas Nitriding
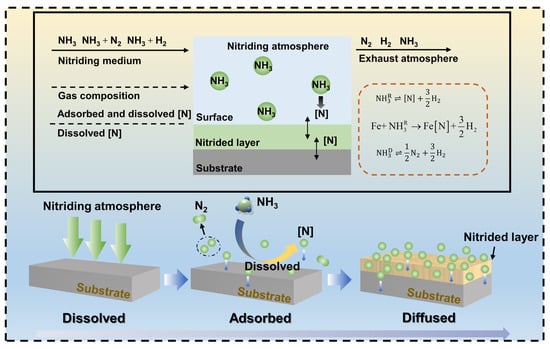
Gas nitriding is a surface strengthening technology that makes the nitriding atmosphere penetrate to the surface of metal or alloy material and diffuse to a certain depth under the conditions of high temperature and high pressure [32][41][48,57]. During gas nitriding, nitrogen atoms chemically react with metal surface atoms to form a nitrided layer that is hard, wear resistant, corrosion resistant, and metal fatigue resistant. Gas nitriding generally uses NH3, NH3 + N2, or NH3 + H2 as the gas medium [42][58]. Figure 2 shows the gas nitriding interface reaction process [4][20]. The whole nitriding process is divided into three stages: decomposition of NH3, adsorption of active N atoms ([N]), and diffusion of active N atoms ([N]) [3][19]. The ammonia gas entering the nitriding furnace cavity is divided into two parts: one part is directly thermally decomposed ammonia gas (), and the other part is undecomposed residual ammonia gas flowing through the surface of the workpiece in the form of NHNHD3
), and the other part is undecomposed residual ammonia gas flowing through the surface of the workpiece in the form of NH
3 molecules (). Gas nitriding mainly depends on the interface reaction between the ammonia gas () flowing through the surface of the workpiece . It can be seen from
molecules (NHR3). Gas nitriding mainly depends on the interface reaction between the ammonia gas (NHR3) flowing through the surface of the workpiece [59]. It can be seen from
Figure 2 that the effective infiltration of N atoms de
that the effective infiltration of N atoms depends on the adsorption, decomposition, and absorption process of ammonia on the workpiece surface. The active N atoms generated by the thermal decomposition of NHR3
pends on the adsorption, decomposition, and absorption process of ammonia on the workpiece surface. The active N atoms generated by the thermal decomposition of particrticipate in the nipate in the nitriding reaction and diffuse into the substrate to form a nitrided layer and promote it to grow thicker [5][44][45][21,60,61]. Therefore, according to Figure 2, the basic mechanism of gas nitriding is analyzed from the physicochemical reaction, adsorption, and diffusion of active N atoms ([N]).
Figure 2.
Interface reaction process of gas nitriding.
2.2. Nitrided Layer Structure of Gas Nitriding
Gas nitriding forms a surface layer with a high nitrogen concentration on the surface of metal by exposing metal samples to reactive gases such as nitrogen. This surface layer is called the nitrided layer [46][68].
The nitrided layer usually consists of two regions: the case-hardened layer and the hardened layer. The case-hardened layer is usually located on the surface of the nitrided layer and consists of a solid solution with a high nitrogen concentration. The hardened layer is located below the case-hardened layer and consists of solid solutions and nitrides with a relatively low nitrogen concentration. The hardened layer has higher toughness and strength, while the case-hardened layer has higher hardness [47][69].
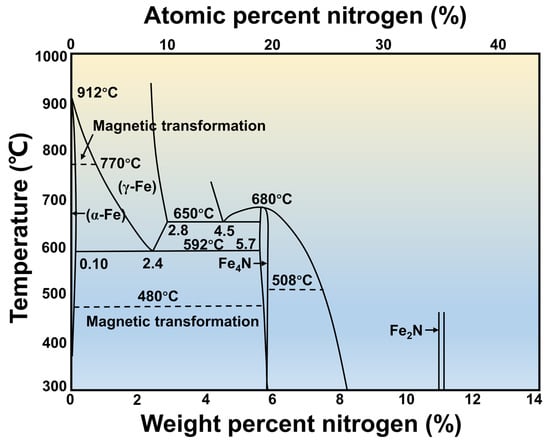
During the nitriding process, the interaction of Fe and N can be analyzed through the phase diagram of the Fe-N binary alloy (as shown in Figure 3) [48][70]. The phase diagram includes two interstitial solid solutions, α and γ, and three interstitial phases, γ′, ε, and ζ. There are two eutectoid transitions in the phase diagram: at 592 °C and 2.4 wt.% N, the γ → α + γ′ eutectoid transition occurs; at 650 °C and 4.5 wt.%, ε → γ + γ′ eutectoid transformation occurs. The phase diagram of the Fe-N binary alloy shows that the mutual solubility of Fe and N is extremely low, and the solid solution can only be formed under high-temperature and high-pressure conditions. At room temperature, the nitrided layer is mainly composed of two phases: a nitride phase and a retained austenite phase. The nitride phase mainly includes Fe4N, Fe3N, and Fe2N [49][71]. Among them, Fe4N has the best thermal stability and is most commonly used in the nitriding process [50][64]. The retained austenite phase is mainly unnitrided austenite structure. The crystal structure of each phase is analyzed separately as follows:
Figure 3.
Phase diagram of Fe-N binary alloy.
The α phase belongs to the retained austenite phase of the nitrided layer. It is an interstitial solid solution of N in α-Fe, also known as nitrogen-containing ferrite. The lattice structure is a body-centered cubic structure and N atoms are located in the octahedral gap in the α-Fe lattice.
The γ phase belongs to the nitride phase in the nitrided layer. It is an interstitial solid solution of N in γ-Fe, also known as nitrogen-containing austenite. The lattice structure is a face-centered cubic structure, and N atoms are randomly distributed in the octahedral gaps in the γ-Fe lattice. The γ phase undergoes eutectoid reaction at 592 °C. Eutectoid decomposition occurs during slow cooling. γ → α + γ′ eutectoid decomposition occurs during slow cooling. During rapid cooling, γ → α′ transformation occurs, and the γ′ phase transforms into nitrogen-containing martensite (α′ phase) or exists in the state of retained austenite.
The γ′ phase, an interstitial phase with a nitrogen content between 5.7 wt.% and 6.1 wt.% and a variable composition, is represented by γ′-Fe4N. γ′-Fe4N has a stable structure, and N atoms orderly occupy the interstitial positions of the face-centered cubic lattice composed of Fe atoms. When the temperature is above 680 °C, it will decompose and transform into ε-Fe2-3N.
The ε phase belongs to the nitride phase in the nitrided layer. It is a solid solution based on Fe3N, represented by ε-Fe2-3N. In the compound, N atoms orderly occupy the gaps of the close-packed hexagonal lattice composed of Fe atoms. The ε phase is a ferromagnetic phase, and the eutectoid decomposition of ε → γ + γ′ occurs at 650 °C.
The ζ phase belongs to the nitride phase in the nitrided layer. It is a kind of interstitial solid solution based on Fe2N compound with an orthogonal rhombic lattice and nitrogen content between 11.07–11.18 wt.% and is brittle. The ζ phase transforms into the ε-Fe2-3N phase above 520 °C.
2.3. Process Parameters of Gas Nitriding
The process parameters that affect the efficiency of gas nitriding are mainly nitriding temperature, nitriding time, atmosphere pressure, and NH3 flow rate. These parameters complement each other in the nitriding process.
(1) Nitriding temperature is an important parameter in the gas nitriding process, which will have a significant impact on the formation and the performance of the nitrided layer. Usually, the nitriding temperature is between 450 and 580 °C. If the temperature is too high, it will lead to excessive nitride formation, which will make the nitrided layer brittle. However, for stainless steel, although increasing the nitriding temperature can increase the thickness of the nitrided layer, it will also cause thermal decomposition of the γN-Fe phase and reduce the corrosion resistance of stainless steel, which is not advisable [51][52][72,73]. Studies have shown that the nitriding rate increases with the increasing temperature within a certain range. However, the depth of the nitrided layer shows a trend of increasing first and then decreasing, and there is an optimal temperature range. This is due to the fact that the growth of the nitrided layer is limited by solid-phase diffusion and liquid-phase diffusion [53][74].
(2) Nitriding time: Exposure time of metal samples in nitriding atmosphere. Typically, the nitriding time is between 2 and 48 h, depending on the type of material, size, and desired nitriding depth. Generally speaking, a longer nitriding time is conducive to the formation of a dense nitrided layer, which improves its hardness and wear resistance. However, too long a nitriding time will also lead to grain coarsening and surface roughness of the nitrided layer [54][55][79,80].
(3) Atmospheric pressure is also one of the important parameters affecting nitriding. Usually, the pressure during nitriding is between 0.1 and 2.0 MPa. As the atmosphere pressure increases, the nitriding rate and penetration depth gradually increase [56][81].
(4) Nitrogen flow: When gas nitriding, the flow rate of nitrogen is also an important parameter, it is usually between 5 L/min and 50 L/min [57][82].
(5) Nitriding media [58][85]: there are many types of nitriding media, and the common ones are as follows:
Ammonia: Ammonia is one of the most commonly used nitriding media in gas nitriding. It can realize high-speed nitriding at a lower temperature and form a uniform nitrided layer. Ammonia can also control the depth and the hardness of the nitrided layer by adjusting the temperature and ammonia flow. However, ammonia gas is toxic and flammable and requires special safety measures during nitriding.
Nitrogen: Nitrogen is an inert gas that can be used as a nitriding medium for nitriding. The rate of nitrogen nitriding is slow, requiring higher temperature and longer time to achieve a certain depth of nitrided layer. However, nitrogen has the advantages of stability and safety and will not have adverse effects on the human body and the environment.
Mixed composition: Mixed gas refers to the nitriding medium that mixes different gases, such as ammonia and nitrogen, in a certain proportion. The mixed gas can combine the advantages of ammonia and nitrogen, can realize high-speed nitriding at lower temperature and time, and can control the depth and the hardness of the nitrided layer. However, the cost of mixed gas is relatively high.
3. Effect of Accelerating Nitriding Methods on the Behavior and Efficiency of Gas Nitriding
3.1. Process Parameter Optimization
3.1.1. Accelerating Nitriding Mechanism of Optimizing Process Parameters
Nitriding workpieces are required to have a hard and tough nitrided layer under actual service conditions, which mainly depends on the structure of the nitrided layer (γ′ phase and ε phase). The porous ε phase is the main cause of embrittlement and spalling of the nitrided layer. Therefore, controlling the composition of the white layer of the nitrided layer or making the white layer disappear is the focus of research [56][59][81,86].
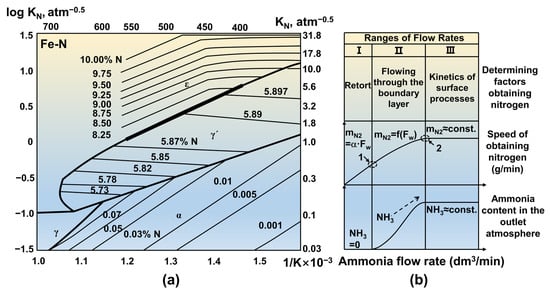
Some scholars put forward the concept of controllable nitriding, which was called computer-controlled gas nitriding [60][87]. Based on Lehrer’s point of view (Figure 4a), using the relationship between the limit nitrogen potential and temperature (Equation (16)) [18][61][34,88], a computer-controlled, fully industrially automated gas nitriding control system has been designed and applied successfully. Its commercial registration name is NITREG [62][89]. Michalski et al. [61][88] used controllable gas nitriding (NITREG®) to obtain a nitrided layer containing only γ′-Fe4N-phase nitrides on the surface of carbon steel. Subsequently, the team used this method to prepare dense compound layers and nitrided layers without compound layers on the surface of 40HM and 38HMJ steels. Among them, the nitrided layers of 40HM and 38HMJ steels without compound layers showed the highest hardness values, respectively >700 HV0.5 and 1100 HV0.5[21][37].
Figure 4. (a) Lehrer Fe−N equilibrium phase diagram and (b) the relationship between ammonia decomposition nitrogen production and ammonia content in the furnace atmosphere and the flow rate of ammonia gas flowing into the furnace.
Figure 4b shows the relationship between the nitrogen production rate of ammonia decomposition and the ammonia content in the furnace atmosphere and the ammonia gas flow into the furnace [63][91].
In the first stage, the flow rate of ammonia gas is very small. The rate of nitrogen production is proportional to the flow rate of ammonia gas entering the furnace, and the atmosphere out of the furnace only contains the decomposition products of ammonia. With the further increase in the ammonia gas flow rate to point 1, the contact time between the ammonia molecules and the workpiece surface is so short that some of the ammonia molecules cannot be decomposed. Therefore, the atmosphere of the furnace is nitrogen, hydrogen, and ammonia.
In the second stage, the nitrogen production rate is mainly determined by the ammonia content on the surface of workpiece. The rate of nitrogen production increases with the increase in the ammonia flow rate and tends to be stable at point 2.
When the flow of ammonia gas enters the third stage, the yield of nitrogen remains constant, and the amount of nitrogen produced is determined by the reaction kinetics (adsorption, desorption, and chemical adsorption) on the surface of the workpiece [57][82]. This shows that it is meaningless to study the nitrogen potential in stage III.
The nitrogen potential (KN) is one of the factors to be considered in the study of the growth kinetics of the nitrided layer. As shown in Equations (24) and (35), the nitrogen potential is determined by temperature and pressure. Therefore, the effects of process parameters on gas nitriding and nitriding behavior are introduced from the two aspects of pressure and temperature.
3.1.2. Effect of Process Parameter Optimization on Nitriding Behavior
Effect of Pressure on Nitriding Behavior
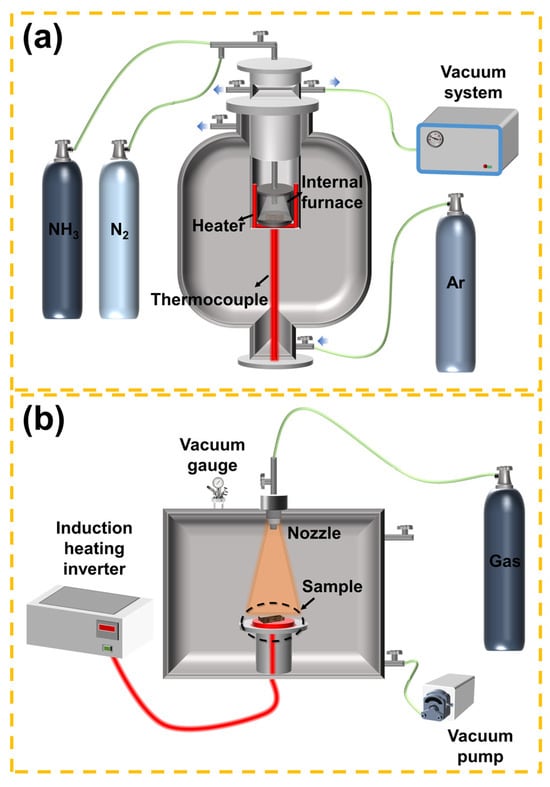
Pressure is one of the factors affecting nitriding efficiency. From the ammonia decomposition formula, it can be seen that increasing the pressure can inhibit the decomposition of ammonia, reduce the decomposition rate of ammonia, and increase the nitrogen potential [56][81]. Fu et al. [49][71] developed a special pressurized gas equipment—a new type of gas nitriding furnace with a dual-pressure balance structure. The schematic diagram of the equipment is shown in Figure 5a. NH3 and Ar at the same pressure are fed into the inner furnace and outer furnace, respectively, and the pressure in the reaction chamber can be adjusted in a wide range by balancing the pressure of the inner and outer layers of the inner furnace wall to realize high-pressure gas nitriding. The equipment can ensure the smooth progress of the gas nitriding within the pressure range of 0–1.0 MPa.
Figure 5. (a) Simplified diagram of pressurized gas nitriding equipment. (b) Schematic diagram of gas-blown induction heating (GBIH) nitriding plant.
Shogo et al. [64][95] used a nitriding device to characterize the surface modification layer of Ti-6Al-4V alloy produced by gas-blown induction heating (GBIH). The schematic diagram of the device is shown in Figure 5b. The device studies the effect of temperature on nitriding behavior by monitoring the internal temperature of the material, the electrical effect generated by induction heating (IH), nitrogen gas blowing, and the effect of passivation film on titanium alloys. It was found that the nitrided layer obtained by GBIH nitriding was thicker than that calculated from the diffusion coefficient inside the sample at high temperature. This is because during the nitriding process of GBIH, the electric effect generated by IH makes part of the nitrided layer to form rapidly. The electric effect of IH can also make the passivation film on the surface of Ti-6Al-4V alloy disappear rapidly during the GBIH nitriding process. Since the GBIH nitriding treatment is carried out under the condition of controlled atmosphere, the passivation film on the surface of the alloy will not be regenerated. Only a few minutes of GBIH nitriding can form nitrided layers on the surface of Ti-6Al-4V alloy, and the characteristics of these nitrided layers are similar to those formed after several hours of ordinary gas nitriding [65][66][67][96,97,98]. GBIH nitriding can modify Ti-6Al-4V alloy in a short time, mainly due to the electrical effect and the disappearance of passivation film produced by nitriding.
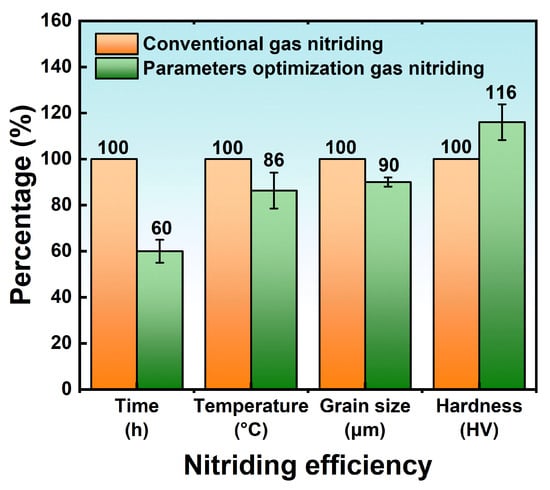
3.1.3. Effect of Process Parameter Optimization on Nitriding Efficiency
The influence of process parameter optimization on nitriding efficiency was compared and analyzed from the four aspects of nitriding time, nitriding temperature, nitriding layer structure, and nitriding layer hardness. According to the literature summary, and after taking the average value, the comparison histogram of parameter optimization gas nitriding and conventional gas nitriding efficiency uniformity is obtained, as shown in Figure 6.
Figure 6. Histogram of efficiency comparison between parameter-optimized gas nitriding and conventional gas nitriding.
3.2. Surface Mechanical Nano-Crystallization
3.2.1. Accelerating the Nitriding Mechanism of Surface Mechanical Nano-Crystallization
Surface mechanical nano-crystallization (SMAT) is a method of using mechanical impact to cause strong plastic deformation on the surface of the material at a high strain rate, thereby forming nano-scale grains on the surface while there is no impurity pollution inside the metal material [68]. Generally, mechanical processing or heat treatment methods, such as shot blasting and surface mechanical abrasion treatment, are used to realize surface self-nano-crystallization on the metal surface, and to obtain the gradient nano-structure surface layer whose grain size gradually increases along the thickness direction [69].
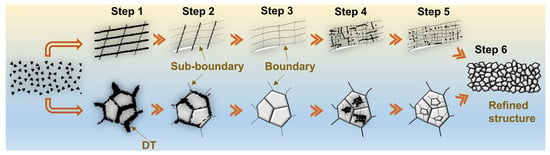
Although the preparation methods of surface deformation nano-scale are different, the mechanism of surface grain refinement and strengthening is basically the same. Both use specific mechanical methods to increase the free energy of the metal material surface, so that the surface of the material undergoes strong plastic deformation at a high strain rate, thereby forming sub-grain boundaries, small-angle grain boundaries, dislocations, and twins within the grains. And, there is an interaction between them to divide the large grains on the metal surface to refine the grains, thereby realizing the nano-crystallization of the surface layer [70]. Based on the observation of the microstructure, it is found that when the metal material is deformed to produce grain refinement, the following process generally occurs: (1) formation of high-density dislocation walls (DDWs) and dislocation tangles (DTs) in the original grains; (2) high-density dislocation wall and transformation of dislocation entanglements into single crystals or sub-grains separated by low-angle grain boundaries; (3) sub-grain boundary evolves into high-angle grain boundary [71][72]. The mechanism of grain refinement is shown in
Histogram of efficiency comparison between parameter-optimized gas nitriding and conventional gas nitriding.
3.2. Surface Mechanical Nano-Crystallization
3.2.1. Accelerating the Nitriding Mechanism of Surface Mechanical Nano-Crystallization
Surface mechanical nano-crystallization (SMAT) is a method of using mechanical impact to cause strong plastic deformation on the surface of the material at a high strain rate, thereby forming nano-scale grains on the surface while there is no impurity pollution inside the metal material [107]. Generally, mechanical processing or heat treatment methods, such as shot blasting and surface mechanical abrasion treatment, are used to realize surface self-nano-crystallization on the metal surface, and to obtain the gradient nano-structure surface layer whose grain size gradually increases along the thickness direction [108].
Although the preparation methods of surface deformation nano-scale are different, the mechanism of surface grain refinement and strengthening is basically the same. Both use specific mechanical methods to increase the free energy of the metal material surface, so that the surface of the material undergoes strong plastic deformation at a high strain rate, thereby forming sub-grain boundaries, small-angle grain boundaries, dislocations, and twins within the grains. And, there is an interaction between them to divide the large grains on the metal surface to refine the grains, thereby realizing the nano-crystallization of the surface layer [109]. Based on the observation of the microstructure, it is found that when the metal material is deformed to produce grain refinement, the following process generally occurs: (1) formation of high-density dislocation walls (DDWs) and dislocation tangles (DTs) in the original grains; (2) high-density dislocation wall and transformation of dislocation entanglements into single crystals or sub-grains separated by low-angle grain boundaries; (3) sub-grain boundary evolves into high-angle grain boundary [110,111]. The mechanism of grain refinement is shown in
Figure 7
.
Figure 7. Grain refinement mechanism diagram of surface mechanical nano-crystallization.
3.2.2. Effect of Surface Mechanical Nano-Crystallization on Nitriding Behavior
The formation of the nitrided layer in the gas nitriding process begins at certain energy-rich places, such as grain boundaries, surface defects and impurities, etc. [73]. Unlike the substrate nitriding, the metal surface nano-layer has a high density of grain boundaries, such as dislocations, twins, and sub-grain boundaries, which provide ideal diffusion channels for N atoms [74]. The density of the lattice defects is also one of the conditions affecting the thickness of the nitrided layer. The nano-sized surface increases the grain boundary defects, provides an ideal channel for the diffusion of N atoms, significantly reduces the activation energy of N atom diffusion, and improves the nitriding kinetics [75].
The formation of the nitrided layer in the gas nitriding process begins at certain energy-rich places, such as grain boundaries, surface defects and impurities, etc. [113]. Unlike the substrate nitriding, the metal surface nano-layer has a high density of grain boundaries, such as dislocations, twins, and sub-grain boundaries, which provide ideal diffusion channels for N atoms [114]. The density of the lattice defects is also one of the conditions affecting the thickness of the nitrided layer. The nano-sized surface increases the grain boundary defects, provides an ideal channel for the diffusion of N atoms, significantly reduces the activation energy of N atom diffusion, and improves the nitriding kinetics [115].
SMAT nitrided specimens have a thicker compound layer, a unique transition zone, and a diffuse layer with a small amount of acicular nitride. This excellent nitrided layer structure makes the SMAT nitrided samples show more excellent hardness and wear resistance [3][75]. Subsequent studies have also found that SMAT can also increase the thickness of the steel layer and accelerate the rate of nitride formation [76][77]. And, for the Cr-containing steel, a small amount of Fe
SMAT nitrided specimens have a thicker compound layer, a unique transition zone, and a diffuse layer with a small amount of acicular nitride. This excellent nitrided layer structure makes the SMAT nitrided samples show more excellent hardness and wear resistance [19,115]. Subsequent studies have also found that SMAT can also increase the thickness of the steel layer and accelerate the rate of nitride formation [119,120]. And, for the Cr-containing steel, a small amount of Fe
4
N phase was formed in the SMAT nitrided sample, which was due to the high-temperature-induced nitride nucleation.
Balusamy et al. [78] found that the increase in martensite content and the decrease in surface roughness are conducive to the diffusion of nitrogen atoms, promote the precipitation of the element Cr, and form a higher content of CrN. Moreover, a passivation layer with a thickness of 60–120 nm is formed. The formation of this type of passivation layer will inevitably have a great impact on the corrosion resistance of the sample. Lin [79] and Zhang [80] found that compared with untreated nitriding samples, the wear life of SMAT-treated nitriding samples was 3 to 10 times that of untreated samples. This is because SMAT pretreatment promotes the formation of a nitrided layer and a gradient diffusion layer, which makes SMAT nitrided samples have higher hardness and bearing capacity.
Balusamy et al. [123] found that the increase in martensite content and the decrease in surface roughness are conducive to the diffusion of nitrogen atoms, promote the precipitation of the element Cr, and form a higher content of CrN. Moreover, a passivation layer with a thickness of 60–120 nm is formed. The formation of this type of passivation layer will inevitably have a great impact on the corrosion resistance of the sample. Lin [124] and Zhang [125] found that compared with untreated nitriding samples, the wear life of SMAT-treated nitriding samples was 3 to 10 times that of untreated samples. This is because SMAT pretreatment promotes the formation of a nitrided layer and a gradient diffusion layer, which makes SMAT nitrided samples have higher hardness and bearing capacity.In summary, the surface mechanical nano-technology can effectively promote the nitriding process on the surface of metal materials, reduce the nitriding temperature, increase the thickness of the nitriding layer, reduce the nitride crystal size, increase the nitride content, and improve the composite modified layer’s performance.
3.2.3. Effect of Surface Mechanical Nano-Crystallization on Nitriding Efficiency
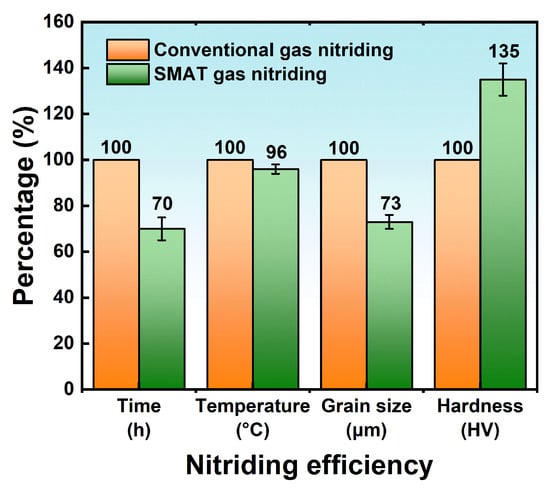
The effects of surface mechanical nano-crystallization on nitriding efficiency are compared and analyzed from the four aspects of nitriding time, nitriding temperature, structure of the nitrided layer, and hardness of the nitrided layer. According to the summary of the literature, the comparison histogram of the uniformity of surface nano-gas nitriding and conventional gas nitriding efficiency is obtained after taking the average values, as shown in
Figure 8.
9.
Figure 89. Histogram of efficiency comparison between surface mechanical nano-crystallization gas nitriding and conventional gas nitriding.
3.3. Surface-Active Catalytic Nitriding
3.3.1. Accelerating Nitriding Mechanism of Surface-Active Catalytic Nitriding
Surface-active catalytic nitriding is a technology that uses surface catalysts to promote gas reactions on the surface of materials. Adding a surface-active infiltrating agent into the furnace by means of surface coating, dripping, and gas-solid mixing can reduce the activation energy of the workpiece surface during gas nitriding. It can also increase the decomposition rate of adsorbed ammonia on the workpiece surface, realize low-temperature gas nitriding, and improve nitriding efficiency [26][27]. During the gas nitriding process, surface-active catalysis nitriding can provide additional reaction sites and promote the adsorption and reaction of nitrogen molecules to accelerate the nitriding rate [81]. In addition, surface-active catalytic nitriding can realize the nitriding reaction at a lower temperature and reduce the influence of nitriding temperature on the material to improve the heat resistance and mechanical properties of the material [82]. Overall, surface-active catalysis is an effective gas nitriding technology that can achieve an efficient nitriding process at lower temperatures, resulting in improved material performance and durability.
Surface-active catalytic nitriding is a technology that uses surface catalysts to promote gas reactions on the surface of materials. Adding a surface-active infiltrating agent into the furnace by means of surface coating, dripping, and gas-solid mixing can reduce the activation energy of the workpiece surface during gas nitriding. It can also increase the decomposition rate of adsorbed ammonia on the workpiece surface, realize low-temperature gas nitriding, and improve nitriding efficiency [42,43]. During the gas nitriding process, surface-active catalysis nitriding can provide additional reaction sites and promote the adsorption and reaction of nitrogen molecules to accelerate the nitriding rate [131]. In addition, surface-active catalytic nitriding can realize the nitriding reaction at a lower temperature and reduce the influence of nitriding temperature on the material to improve the heat resistance and mechanical properties of the material [132]. Overall, surface-active catalysis is an effective gas nitriding technology that can achieve an efficient nitriding process at lower temperatures, resulting in improved material performance and durability.
3.3.2. Effect of Surface-Active Catalytic on Nitriding Behavior
Effect of Alloying Elements (Ni, C, Ti, B, etc.) on Nitriding Behavior
During the gas nitriding process, the nitrogen atoms absorbed on the surface of the workpiece participate in the nitriding reaction and diffuse into the matrix, resulting in the development of the diffusion zone. In the nitrogen supply medium (nitriding atmosphere), iron can directly react with nitrogen, resulting in the formation of a layer of iron nitride on the surface of the sample at the top of the diffusion zone when the nitrogen potential is high enough. This layer of iron nitride is the so-called compound layer [83][138]. The active catalysis of alloying elements uses its affinity for nitrogen more strongly than for iron and preferentially interacts with nitrogen in the diffusion zone to regulate the phase characteristics of the nitrided layer and improve the performance of the nitrided layer [84][139]. The grain composition, crystal structure, and morphology of alloying elements (Me) and nitrides (MeNx) have a significant effect on controlling the properties of iron-nitride-based components [85][140].The precipitation kinetics of nitrides are mainly affected by the development of misfit-strain fields and their relaxation rates caused by the coherent→incoherent transition at the Me-nitride/α-Fe interface [86][87][143,144]. It is now possible to precisely determine the various types of (excess) nitrogen present in the nitrided microstructure. Armed with this knowledge, physics-based models are being developed that can describe nitriding behavior.Steiner et al. [85][140] found that carbides were less stable than nitrides by comparing the Gibbs formation energies of carbides and nitrides. At 773 K (500 °C), the Gibbs formation energy of Ti to TiN is -268 kJ/mol, and the Gibbs formation energy of Ti to TiC is -174 kJ/mol. During the nitriding process, the carbides generated due to the tempering treatment are dissolved, reprecipitated, or directly converted into nitrides. If a compound layer is formed on the surface of the sample, the carbon released by the nitride formation may infiltrate into the compound layer if the nitrogen potential in the surrounding atmosphere is sufficiently high. If the compound layer cannot be formed on the surface of the sample, the carbon will diffuse into the atmosphere. Especially at a greater depth from the surface of the compound layer, the carbon released by the formation of nitrides may lead to local supersaturation of carbon so that carbon is precipitated in the form of cementite Fe3C. During the nitriding process, the macroscopic compressive stress parallel to the surface of the compound layer along the diffusion zone makes the cementite preferentially formed on the grain boundary.
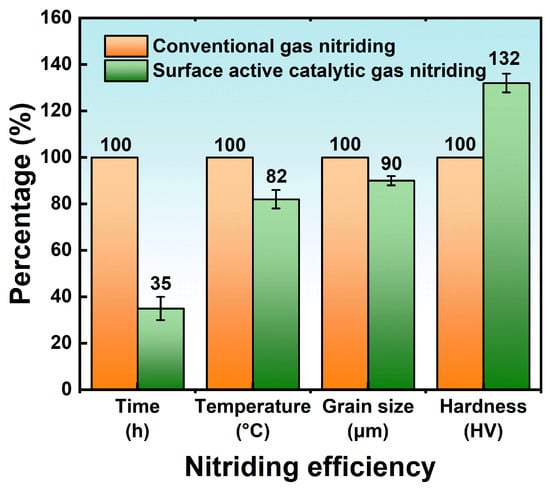
3.3.3. Effect of Surface-Active Catalytic Nitriding on Nitriding Efficiency
The effects of surface-active catalytic nitriding on nitriding efficiency are compared and analyzed from the four aspects of the nitriding time, nitriding temperature, structure of nitrided layer, and hardness of nitrided layer. As shown in Figure 914, the efficiency comparison histogram of surface-active catalytic nitriding and conventional gas nitriding is obtained after taking the average value according to the literature summary.
Figure 914.
Histogram of efficiency comparison between surface-active catalytic nitriding and conventional gas nitriding.
3.4. Surface Pre-Oxidized Nitriding
3.4.1. Accelerating Nitriding Mechanism of Surface Pre-Oxidized Nitriding
When the metal surface is treated by the method of pre-oxidation, a thin oxide film will be formed on the metal surface, and this oxide film is mainly composed of Fe3O4 and Fe2O3. surface pre-oxidation will form a thin layer of dense oxide film on the surface of the workpiece, during which the following reactions occur [88][166]:
4Fe + 3O
4Fe + 3O
2
= 2Fe
2
O
3
, 3Fe + 2O
2
= Fe
3
O
4
3Fe + 4H
3Fe + 4H
2
O = Fe
3
O
4
+ 4H
2
In the gas nitriding stage, under the reducing action of ammonia and hydrogen, the oxide film is continuously reduced and combined with active nitrogen atoms, enriched on the surface of the workpiece. And, because the oxide film is continuously reduced to form a loose and porous structure, the diffusion channel of nitrogen atoms is increased, and the chance of nitrogen atoms being adsorbed on the surface is increased [30]. The following reactions may occur:
4Fe
In the gas nitriding stage, under the reducing action of ammonia and hydrogen, the oxide film is continuously reduced and combined with active nitrogen atoms, enriched on the surface of the workpiece. And, because the oxide film is continuously reduced to form a loose and porous structure, the diffusion channel of nitrogen atoms is increased, and the chance of nitrogen atoms being adsorbed on the surface is increased [46]. The following reactions may occur:
4Fe
3
O
4
+ 4NH
3
= 4Fe
3
N + 6H
2
O + 5O
2
[Fe] +
[Fe] +
x
[N] → Fe
xN
N
4H
4H
2
+ Fe
3
O
4
= 3Fe + 4H
2O
O
It can be seen from Equations (4)–(8) that the oxide film is constantly replaced by nitride to increase the thickness of the effective nitrided layer and improve the nitriding efficiency.
It can be seen from Equations (9)–(13) that the oxide film is constantly replaced by nitride to increase the thickness of the effective nitrided layer and improve the nitriding efficiency.