Your browser does not fully support modern features. Please upgrade for a smoother experience.
Please note this is a comparison between Version 1 by Anouar Hallioui and Version 3 by Jessie Wu.
Sustainable Total Productive Maintenance (STPM) arose in 2021 as a promising, new concept to fill the lack of sustainability in Total Productive Maintenance (TPM) and allow companies to overcome its implementation barriers. It revolves around increasing the understanding of the systems approach and contributing to setting contemporary companies’ sustainable ideology by supporting orientation toward sustainability from a sustainable maintenance perspective. However, STPM is still in its infancy and is viewed as a complement to the traditional TPM approach and is based on its pillars.
- sustainable total productive maintenance
- sustainability
- sustainable maintenance
- re-engineered fourth generation management
1. Chronological Context of the Creation of Sustainable Total Productive PMaintenance
1.1. Emergence of Total Productive Maintenance
Companies began to worry about offering higher quality products from World War II and the last decades of the mass production era (i.e., the second industrial revolution or pre-lean automation era) (Figure 1). Japanese industries were the pioneers in improving quality based on the ideas from the United States [1][101]. They transformed these ideas into successful practices to make products manufactured in Japan known for their superior quality and exported them to Western industrial countries in large quantities [2][102]. Japanese fathers of manufacturing and management systems (e.g., [2][3][102,103]) never denied their learning from the US manufacturing empire to import ideas and put them into practice in Japan, nor their struggles, successes, frustrations, and surprises to lead the transformation of Japanese industry. Moreover, the world wars during the 20th century played a centric role in creating energy transitions given the growth of oil as a significant energy source, which accelerated after the Second World War in North America and Europe [4][104]. Therefore, the improvement in the quality of products and the energy transition were the significant factors contributing to increased competitiveness among companies from the Second World War onwards. During the 1950s, the author of [5][105] introduced the systems approach to address the complexity of the interacting elements of systems.
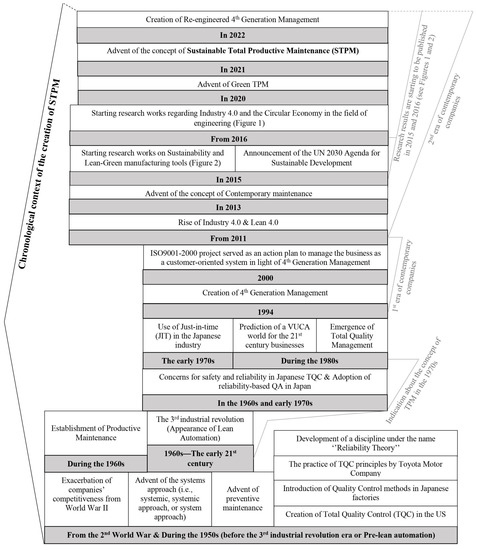
Figure 1.
The chronological context of the creation of Sustainable Total Productive Maintenance.
During the second half of the 20th century, researchers (e.g., [6][7][8][106,107,108]) studied the systems approach and its tools, such as systems theory (i.e., general system theory), system analysis, and cybernetics [9][109]. These studies led to a better understanding among companies of the complexities of working within a system. It is crucial to indicate that the author of [10][110] and then the authors of [11][111] were the pioneers in emphasizing the concept of the systems approach to understand the complex meaning of classical Total Productive Maintenance (TPM)M.
While considering quality control as a classical quality management approach starting in the United States in the 1920s [12][112], which was based on statistical and mathematical techniques [13][113], the following factors should be taken into account: (i) the introduction of quality control methods (e.g., control charts, sampling inspection techniques, etc.) in Japanese factories in the early 1950s [12][112]; (ii) the appearance of the Japanese style of quality control as a thought revolution in management [14][114], which is termed Total Quality Control (TQC), though after Feigenbaum’s American TQC [15][16][115,116]; (iii) the development of a discipline under the name Reliability Theory from World War II [17][117] to analyze the failure of complex, multi-component engineered systems, which typically defines exceeded safety thresholds [18][19][118,119]; and (iv) the advent of preventive maintenance and productive maintenance during the 1950s and 1960s, respectively [2][102], all of which had crucial roles in creating TPM at the Japan Institute of Plant Maintenance in the 1970s, as an approach denoted to develop the preventive maintenance methodologies created by the Americans [10][110]. TPM’s creation came after the author of [2][102] studied American preventive maintenance in 1950 and after his first visit to the United States in 1962; every year after then, he visited Western (i.e., American and European) manufacturers to study their manufacturing facilities and learn more about preventive maintenance systems. Based on his observations, the author of [2][102] developed TPM and introduced it in Japan in 1971. Those were all historical processes, leading to the reason for one of the first and most famous definitions of TPM, which was given by the author of [2][102]: like TQC, which is company-wide total quality control, TPM is equipment maintenance performed on a company-wide basis. He considered TPM the fourth stage after the development of the first three stages, which include breakdown maintenance, preventive maintenance, and productive maintenance. In breakdown maintenance, an old maintenance strategy that characterized the period before the 1950s, the repair is performed after equipment stoppage, failure, or severe performance decline [20][21][79,120]. Preventive maintenance was introduced in 1951 to systematically intervene with equipment before anomalies to maintain and improve its working conditions and operational performance. Lastly, productive maintenance is the best economic maintenance that enhances the company’s productivity by lowering the overall cost of the equipment during the span of its life (i.e., during the stages of design, manufacture, operation, and maintenance) while also reducing the losses brought on by its degradation [20][79].
1.2. After the Appearance of Total Productive Maintenance and the Advent of Sustainable Total Productive Maintenance
1.2. After the Appearance of TPM and the Advent of STPM
According to [12][112], a remarkable increase in concerns for safety and reliability in Japanese TQC characterized the 1960s before TPM emerged. Japanese manufacturers regarded quality assurance based on reliability as one of the foundations of quality control education in the early 1970s. In the same decade, during the first oil crisis in the fall of 1973, the Toyota production system supported by the just-in-time system and autonomation (i.e., automation with a human touch) began attracting the Japanese industry’s attention after its design and implementation soon after World War II [3][103]. The Toyota production system and, ultimately, lean production was the Japanese substitute that led the Toyota Motor Company out of the American mass production model that was unworkable in Japan. Eiji Toyoda and his production genius Taiichi Ohno’s viewpoint believed in Japanese manufacturing’s values, culture, and unicity in the context of their company and the circumstances of the country’s crisis during the post-war era [22][121]. Just-in-time production, an innovation pioneered at Toyota in the 1950s, was first embraced by Western firms in the early 1980s [23][122]. In just-in-time production, only the necessary products at the required times in the essential quantities are produced while maintaining the stock on hand at a minimum [24][123]. Mr. Taiichi Ohno, a Toyota executive and the creator of Toyota’s just-in-time production system, also identified the first seven kinds of Muda—overproduction, waiting, transportation, processing itself, stock on hand, movement, and the creation of defective goods [23][122]. According to [23][122], the Japanese concept of Muda means waste, specifically any human activity that uses resources without creating value.
Independent organizations began developing standards in the last decades of the 20th century to support the rise of Quality Management Systems (QMS); at the time, the concept of Total Quality Management (TQM) originated as an American response to Japan’s quality revolution [25][124]. In the literature, TQM is often discussed with or without TPM or JIT in a framework of lean manufacturing or continuous improvement to achieve world-class manufacturing [26][27][28][29][30][31][32][33][34][35][36][37][38][39][40][41][42][43][44][45][46][47][48][49][50][51][52][23,35,37,41,51,52,53,54,55,58,59,60,61,62,63,64,66,67,68,69,70,72,74,77,78,81,125], and the literature is inaccurate in encapsulating TQM and its country of origin (i.e., US or Japan) [15][53][115,126]. TQM is a company culture in which all employees actively participate in quality improvement [54][127]. This TQM definition enabled the authors of [55][128] to show that there do not seem to be any contradictions between TQM and lean production objectives, which proves that the roots of TQM, born in the late 1980s, can be linked to the development of Japanese quality.
The early anticipation of a volatile, uncertain, complex, and ambiguous world (VUCA world) for 21st-century businesses in the 1980s [56][129] led company leaders to rethink how they tackled culture, management, quality, and technology-related concerns. Indeed, it was a solid sign to shift their leadership paradigm in order to survive in a more turbulent future. It has been proposed that companies should rethink their strategies and processes to consider a highly competitive and dynamic landscape [57][58][2,15]. Furthermore, in the last decades of the 20th century, business managers and workers needed to learn to trust each other and live with and embrace a system-oriented, data-based customer focus [57][2]. Nevertheless, the traditional character stayed predominant in business management; in other words, companies were not capable of transitioning from traditional to contemporary organizations at that time, and only became capable after the creation of the so-called fourth generation management style in the 1990s [59][5]. According to the authors of [59][5]’s own words, the key elements of fourth generation management are a dedication to quality as defined by the customer (i.e., customer focus), a scientific approach to rapid learning, and the creation of team-spirited relationships (i.e., all one team). These three elements (quality, scientific approach, and all one team) are known as Joiner’s triangle. It aims at filling the gap of the lack of a clear explanation of the basic principles that underlie and unify the seemingly diverse approaches existing before the 1990s, such as TQM, continuous improvement, re-engineering, time-based competition, and visionary leadership [59][5]. The ISO 9001-2000 project [60][130] was an action plan to enable companies to manage quality based on fourth generation management by suggesting the eight quality management principles, including the process approach applied in managing the organization as a customer-oriented system, customer focus, leadership, relationship management, continuous improvement, evidence-based decision making, and the engagement of people.
Looking back to [56][129]’s 1980s postulate that it is hard to think of any 21st-century industry or government agency that will not find itself heavily dependent on technology in its operations, products, or services, Industry 4.0 emerged in 2011 as a major catalyst for waste removal and productivity growth [61][131], which supports that early prediction. Industry 4.0 forges new industrial production by linking machines and people for a faster exchange of information and is supported by web technology and intelligent systems [62][63][94,132]. In other words, it looks to connect the physical and virtual worlds in industrial production and has acquired popularity, as well as several opportunities, strategies, and business models that can be strengthened using digitalization technology [64][133]. Industry 4.0 has gained significant attention in recent years due to its potential to transform manufacturing strategies substantially [65][66][67][12,134,135]. Besides Industry 4.0, the interaction between lean manufacturing and Industry 4.0 paradigms has created great debate among researchers. It can be materialized by a finalized two-way relationship, i.e., lean tools (TPM, TQM, JIT, etc.) enable Industry 4.0 implementation while Industry 4.0 advances lean manufacturing, and their combination results in the concept of Lean 4.0 [68][69][13,136]. Lean 4.0 is the fourth phase of lean manufacturing evolution and the successor of lean automation, which began with the third industrial revolution in the 1960s [70][137].
As detailed in Section 1 and shown in Figure 1, after the debut of Industry 4.0 in 2011, notably after (i) the advent of the concept of contemporary maintenance in 2013; (ii) the announcement of the UN 2030 Agenda for Sustainable Development in 2015; (iii) the striking increase in research works on “Sustainability and Lean–Green manufacturing tools” and “Industry 4.0 and the circular economy in the field of engineering” in 2015 and 2016, respectively; and (iv) the creation of the concept of Green TPM in 2020 by the authors of [71][16], Sustainable Total Productive Maintenance (STPM) PM was created in 2021 by the authors of [72][18], who first presented it as an innovative concept at an international conference in Italy. In 2022, the authors of [57][2] created R4thGM as a new management style to enable organizations to be oriented toward sustainability and customers in the context of Industry 4.0, the circular economy, competitiveness, and diverse stakeholders, which can serve as a basis for STPM and a prerequisite for its achievement.
2. Barriers to Total Productive Maintenance
Researchers have dedicated more than 50 years to determining the causes of resistance to change and how to deal with it because it can significantly impact whether improvements succeed or fail [73][138]. The attempts to change reality for an organization have never been easy to implement given the tough opposition (i.e., complex resistance) imposed by several resources and concerns. In line with the trends of the 21st century, it seems particularly difficult to introduce changes in enterprises from the manufacturing sector [74][92]. The authors of [75][139] stated that more than 70% of attempts to bring about change in organizations fail because of factors including a lack of focus on business processes, disregard for the values and beliefs of employees, organizational culture traits, ineffective attempts to promote change in specific locations, inadequate leadership, high employee resistance, inaccurate estimation of a temporary resource, etc. The case of the Toyota Motor Company before they created their production system is a good example. That complex resistance is the set of constraints originating from the mindset of personnel and diverse stakeholders, equipment technology, the methods used, and financial resources constituting the external and internal environments of the business as a system (i.e., whole).
Numerous manufacturing companies attempted TPM in the past, but they failed because of an insufficient understanding of the obstacles to its effective implementation [76][28]. The literature has long provided many works on worldwide TPM implementation barriers; [76][77][78][79][80][81][82][83][84][85][22,28,42,49,57,65,71,73,75,76] are the most recent and accurate research works analyzing the barriers to TPM implementation across manufacturing companies. These works emphasized and detailed the following ten critical barriers to TPM, which were ranked in order of criticality in [84][75] as follows: (1) lack of top management commitment and support; (2) lack of training and education; (3) lack of motivation; (4) employee resistance; (5) cultural resistance; (6) failure to allow sufficient time for the evolution; (7) poor relationship between the production and maintenance department; (8) lack of communication; (9) financial constraints; and (10) lack of understanding and knowledge of TPM. The most significant success factor in implementing TPM is the involvement and commitment of top management [79][80][82][84][85][86][30,49,57,71,75,76].
The literature categorizes these barriers into numerous families, such as cultural, organizational, behavioral, technological, financial, departmental, and operational barriers [50][78][42,78]. However, this categorization or understanding is reductionist (i.e., pragmatic in that it comes from analytical thinking that reduces the organization into its functions or departments), uncertain, and ineffective in overcoming TPM’s implementation barriers since it is confusing for companies. For instance, according to [78][42], a lack of training and education is regarded as an organizational, behavioral, cultural, and technological barrier. Still, employee resistance is considered a behavioral, cultural, operational, and organizational barrier.
All are managerial (i.e., organizational). On the one hand, management issues can generate behavioral, administrative, cultural, technological, departmental, operational, and financial problems, inhibiting company development and adaptation to the changing context of the business. On the other hand, through management, firms can eliminate all those categories of barriers. Figure 2 presents a fault tree of the failure to implement TPM as a philosophy across manufacturing businesses worldwide. It is a logic diagram that shows, through the recategorization of TPM’s barriers, the root causes of problems related to the deployment of TPM by companies over time, from its creation until today. TPM is still viewed from an operational point of view. In other words, the management style and its ideological implications do not matter yet for organizations implementing TPM.
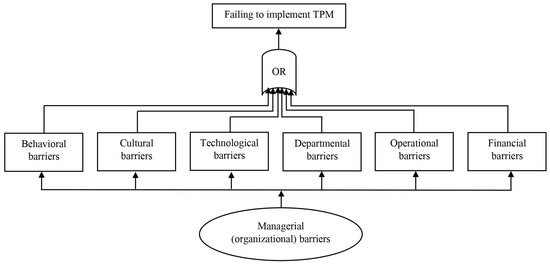
Figure 2.
Fault tree of the failure to implement TPM within manufacturing companies.
Barriers in the organization’s context mean that walls exist between its functions. Thus, their existence directly reflects management issues, such as organizational reductionism (i.e., bureaucracy) or an inadequate management style for the implementation of improvement projects such as TPM. Besides the findings of [84][75] regarding barrier rankings, it is important to add that top management can effectively contribute to manufacturing performance improvements by providing an effective structure for TPM implementation [87][80]. Moreover, two support practices (top management and leadership and human resource development) benefitted from adopting technological techniques such as TPM [79][88][49,50]. In other words, a high level of top management maturity is necessary to implement TPM successfully [85][89][56,76]. Thus, relating lean manufacturing tools such as TPM to the company’s management style (e.g., R4thGM) is necessary to implement them within the manufacturing business as a system in general and more contemporary business in particular (i.e., second-era contemporary business).
3. Lack of Sustainability in the Concept of Total Productive Maintenance
Businesses of the twenty-first century must prioritize sustainability [57][2]. The 2021 State of Green Business Report showed that, at last, sustainability has emerged from the shadows to become vital to corporate success. Many of the largest businesses in the world increasingly consider sustainability as essential to reducing risk, boosting resilience, strengthening competitiveness, and generating new opportunities. In terms of critical findings, in 2019, 90% of major US companies released a sustainability report, up from 86% in 2018 and 20% in 2011 [90][140]. Furthermore, sustainability is firmly ingrained in companies’ objectives and strategies based on the 2019 State of Sustainable Business Report [91][141]. The transition toward more sustainable business practices generally necessitates changes to an organizations’ products, services, processes, policies, and resources [92][142]. Today’s businesses must include sustainability in their strategies to ensure long-term survival, growth, and profitability in a competitive and constantly changing world [93][143]. Since its creation in Japan in the 1970s, TPM has known many definitions and several perspectives (Table 1). However, academics failed to introduce sustainability into the concept of TPM to forge STPM until 2021.
Table 1. Definitions of TPM and STPM in the period of 2020–2022. All chosen papers have undergone peer review and are indexed in Scopus/Web of Science/Science Direct.
| Year | Definition of TPM/STPM | STPM/Classical TPM | Source |
|---|---|---|---|
| 2022 | TPM is a lean manufacturing practice that can improve inventory turnover performance. | Classical TPM | [94][26] |
| TPM is a lean manufacturing tool that directly impacts social, economic, and environmental sustainability. | Classical TPM | [95][82] | |
| TPM is a lean manufacturing tool associated with machinery and equipment tools and directly and positively affects environmental sustainability. | Classical TPM | [96][83] | |
| TPM is an essential lean method without a significant relationship with firms’ sustainable performance. | Classical TPM | [97][85] | |
| TPM is among the critical green lean six sigma practices that allow organizations to manage waste effectively, conserve resources, control air emissions, and improve environmental and workplace safety. | Classical TPM | [98][84] | |
| TPM is a methodology that allows businesses to improve their productivity by focusing on occupational ergonomics. | Classical TPM | [99][32] | |
| TPM is a methodology that comprises all maintenance policies, such as predictive, preventive, and corrective maintenance, to reduce subsystem failures, reduce system downtime, and improve reliability and productivity. | Classical TPM | [100][144] | |
| TPM is a strategy that can potentially increase business machinery efficiency by minimizing downtime, speed, and quality losses. | Classical TPM | [101][25] | |
| TPM is a strategy to manage equipment, reduce waste and lead time, and enhance competitiveness. | Classical TPM | [102][27] | |
| TPM is a reliable maintenance strategy that has been incorporated into the work culture of many large industries. | Classical TPM | [76][28] | |
| TPM is a comprehensive strategy, provided the organization’s employees can participate in the operation and maintenance activities. | Classical TPM | [103][145] | |
| TPM is a philosophy that can be used as a long-term strategy to improve productivity in an organization. | Classical TPM | [86][30] | |
| TPM is a technique that can be incorporated into lean, smart manufacturing by combining it with Industry 4.0 technologies. | Classical TPM | [104][10] | |
| TPM is a problem-solving technique that contributes to improving manufacturing businesses through enhanced productivity and the cutting of costs. | Classical TPM | [105][29] | |
| TPM is a shop floor practice that can be digitalized through Industry 4.0 to lead a manufacturing firm toward sustainability. | Classical TPM | [106][8] | |
| TPM is a quality system that can improve the business’s overall performance. | Classical TPM | [107][31] | |
| TPM is an economical maintenance variant that ensures stability, quality, and the maximization of production efficiency. | Classical TPM | [108][24] | |
| TPM is company-wide preventive maintenance. | Classical TPM | [109][91] | |
| TPM is a dynamic capability that forges a new bundle with Industry 4.0 and the circular economy to ensure sustainable performance for manufacturing businesses. | Classical TPM | [110][9] | |
| STPM is a complement to TPM practices. It could become an essential tool for more sustainable manufacturing. | STPM | [111][19] | |
| 2021 | TPM is a lean manufacturing approach that can be combined with green manufacturing approaches (e.g., 6R techniques—Reduce, Reuse, Remanufacture, Recycle, Recover, and Redesign) and Industry 4.0 technologies to achieve optimized and cleaner production. | Classical TPM | [112][14] |
| TPM is a lean manufacturing tool that supports the industry’s economic sustainability. | Classical TPM | [113][86] | |
| TPM is among the lean–green and sustainability (LGS) tools that aim to achieve a superior triple bottom line (TBL) and positively impact the company’s economic and environmental pillars. | Classical TPM | [114][87] | |
| TPM is a methodology to improve the availability, productivity, and quality of manufacturing systems. | Classical TPM | [115][39] | |
| TPM is a methodology to maximize equipment effectiveness by actively involving all supporting departments. | Classical TPM | [116][40] | |
| TPM is a methodology aiming to increase equipment and machinery efficiency and longevity. | Classical TPM | [117][93] | |
| TPM is the most effective maintenance strategy to improve equipment availability and product quality while reducing waste. | Classical TPM | [118][34] | |
| TPM is a strategy to reduce equipment failure, minimize solid waste generation, and boost machine efficiency. | Classical TPM | [119][38] | |
| TPM is a maintenance philosophy that helps businesses improve their operational performance by acting on diverse dimensions such as productivity, quality, safety, flexibility, and costs. | Classical TPM | [120][43] | |
| TPM is a method that can be used to control operational performance and bring out improvements in production in the era of Industry 4.0. | Classical TPM | [121][95] | |
| TPM is a robust maintenance management approach grounded on lean principles. | Classical TPM | [122][11] | |
| TPM is a strategic management initiative that improves the machine lifecycle and productivity. | Classical TPM | [123][33] | |
| TPM is a high-effectiveness approach to maximize production in any industry. | Classical TPM | [62][94] | |
| TPM is a productivity improvement program for various manufacturing industries. | Classical TPM | [124][44] | |
| TPM is a system that maintains and improves business production and quality systems in terms of integrity by acting on equipment, processes, and people rather than making new investments. | Classical TPM | [125][36] | |
| TPM is an intellectual project that goes beyond the methodology or strategy of a firm to act on its ideology and anchor the manufacturing system sustainability mindset throughout the organization as a whole (concept of STPM). | STPM | [72][18] | |
| 2020 | TPM is a lean tool that improves business productivity by reducing waste to meet customer demand, which justifies its significant positive impact on green manufacturing. | Classical TPM | [126][17] |
| TPM is a lean tool that helps businesses reach economic and environmental gains and improve environmental management, which allows them to stand out from the competition and boost revenues. | Classical TPM | [127][90] | |
| TPM is a methodology to banish losses due to inefficiencies. | Classical TPM | [128][45] | |
| TPM is a methodology that prioritizes eliminating efficiency losses and uses some maintenance activities from preventive maintenance. | Classical TPM | [129][46] | |
| TPM is a methodology that aims to improve maintenance management and ensure the best operational performance for assets. | Classical TPM | [130][146] | |
| TPM is a cutting-edge maintenance strategy that will provide a comprehensive understanding of strategic maintenance. It can be scaled to Green TPM as an integrated approach covering elements like green training, maintenance, and six sigma, supporting higher manufacturing and environmental performance. | Green TPM and transition toward STPM | [71][16] | |
| TPM can be characterized as a manufacturing strategy to raise product quality and equipment productivity. | Classical TPM | [32][53] | |
| TPM is a systemic approach that emphasizes improving the efficiency of the manufacturing system; it constitutes one of the cornerstones of business management culture. | Classical TPM | [11][111] | |
| TPM is a vital tool for improving manufacturing firms’ productivity. | Classical TPM | [131][47] | |
| TPM is a modern maintenance practice that supports industrial production systems by reducing breakdowns, defects, accidents, and waste. | Classical TPM | [132][48] | |
| TPM is a technical practice; its adoption can be positively influenced by two support factors, top management involvement/leadership and human resource development within manufacturing firms. | Classical TPM | [88][50] | |
| TPM is among the performance improvement techniques widely deployed within manufacturing businesses and aims to achieve a competitive advantage, economic viability, customer fulfillment, dependability, and survival. | Classical TPM | [31][52] | |
| TPM is among the best waste management techniques. | Classical TPM | [133][89] | |
| TPM is a continuous improvement program that allows firms to enhance their performance and competitive advantage while achieving environmental sustainability. |
Table 2 shows that until the last three years, most researchers only knew of TPM and defined it in different ways as classical or Japanese TPM based on the eight pillars (Section 3.4), thus lacking the concept of sustainability. Based on this table, in the period of 2020–2022, 94% of the selected papers studied classical TPM, and only 4% emphasized the new concept of STPM, which were carried out by the authors of [72][111][18,19] in 2021 and 2022; the remaining 2% is represented by [71][16], which led the transition from TPM to STPM in 2020 through the creation of Green TPM as a transitional concept toward STPM. Furthermore, until today, Morocco and the USA were the pioneering countries, with one paper each emphasizing the concept of STPM in the industrial literature.
4. Mechanisms of Sustainable Total Productive Maintenance
4. Mechanisms of STPM
The eight pillars of TPM are focused improvement, autonomous maintenance, planned maintenance, training and education, early equipment maintenance, quality maintenance, TPM in administration, and safety, health, and environment [111][19]. They are dedicated to maximizing the effective production of any industry [62][94]. TPM shares only four pillars with STPM; the latter’s fifth and sixth pillars are all one team and sustainability maintenance, respectively (Figure 3).
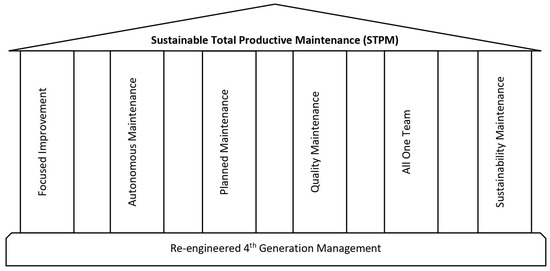
Figure 3.
The suggested unique architecture of Sustainable Total Productive Maintenance.
Starting with sustainability maintenance (i.e., the sixth pillar of STPM) as a sustainability pillar, it aims at improving the triple bottom line of sustainability by acting on the maintenance function in the context of R4thGM because it seems impossible to introduce a sustainable philosophy (e.g., STPM) into an organization without applying a sustainability-driven management paradigm. Sustainability maintenance targets the lack of sustainability in TPM. This new pillar includes and goes beyond the two pillars “training and education” and “safety, health, and environment,” for classical TPM to encompass sustainability’s economic, social, and environmental foundations. It allows for sustainable maintenance and fosters the company’s sustainability due to its alignment with the business orientation toward sustainability and customers. Sustainable maintenance, as one of the core aims of this pillar, should contribute to minimizing the environmental and social impacts of a manufacturing system, reducing life cycle costs, enhancing durability for equipment, and improving socio-economic well-being [134][135][7,147].
All one team (i.e., the fifth pillar of STPM) is a corner of Joiner’s triangle [59][5] that has recently been explained through Hallioui’s triangle as “engagement of people, including leadership” and “relationship management” [57][2]. In the scope of STPM (Figure 3), the engagement of people, including leadership, means the total involvement of all internal stakeholders of the company (i.e., all employees, including managers and non-managers, from all organizational classes and departments, shareholders, etc.) in achieving the goals of STPM. Relationship management is the dedication to managing relationships with internal and external stakeholders of the company to achieve and sustain STPM. This STPM pillar replaces the TPM in administration pillar from classical TPM since it considers administration and other departments independent from each other (i.e., without interactions). In other words, it proves bureaucracy has had a place among traditional companies with no openness to diverse stakeholders or sustainability awareness among them [57][2].
The four remaining pillars are well known in the lean manufacturing literature and common between TPM and STPM (Figure 3). This includes focused improvement, which relies on using problem-solving methods to encourage employee participation and suggestions (e.g., Kaizen) to ensure continuous improvement in equipment performance, thereby continuously reducing waste [26][111][19,23]. Moreover, this pillar aims to assess the operational effectiveness of equipment based on Overall Equipment Effectiveness (OEE). Autonomous maintenance is dedicated to including small maintenance tasks (i.e., first and second maintenance levels) into the duties of operators to make them more familiar with machines, encourage them to be more involved in the operational performance of their line, and improve their consciousness in terms of machine effectiveness and its impact on quality production, which enhances the focus and efficiency of maintenance personnel. Planned maintenance includes preventive maintenance (i.e., time-based maintenance) and even predictive maintenance as condition-based maintenance [20][79] to achieve zero failure. Quality maintenance aims at maintaining and continuously improving the quality of the products by mastering the machines, methods, materials, workforce, and environment; it requires the application of the tools necessary for continuous quality improvement (5M, statistical process control tools, etc.) to achieve zero quality defects.