The poor surface roughness associated with additively manufactured parts can influence the surface integrity and geometric tolerances of produced components. In response to this issue, laser polishing (LP) has emerged as a potential technique for improving the surface finish and producing parts with enhanced properties. Many studies have been conducted to investigate the effect of LP on parts produced using additive manufacturing. The results showed that applying such a unique treatment can significantly enhance the overall performance of the part. In LP processes, the surface of the part is re-melted by the laser, resulting in smaller peaks and shallower valleys, which enable the development of smoother surfaces with the help of gravity and surface tension. Precise selection of laser parameters is essential to achieve optimal enhancement in the surface finish, microstructure, and mechanical properties of the treated parts.
- additive manufacturing
- laser polishing
- laser re-melting
1. Introduction
2. Laser Polishing Mechanisms
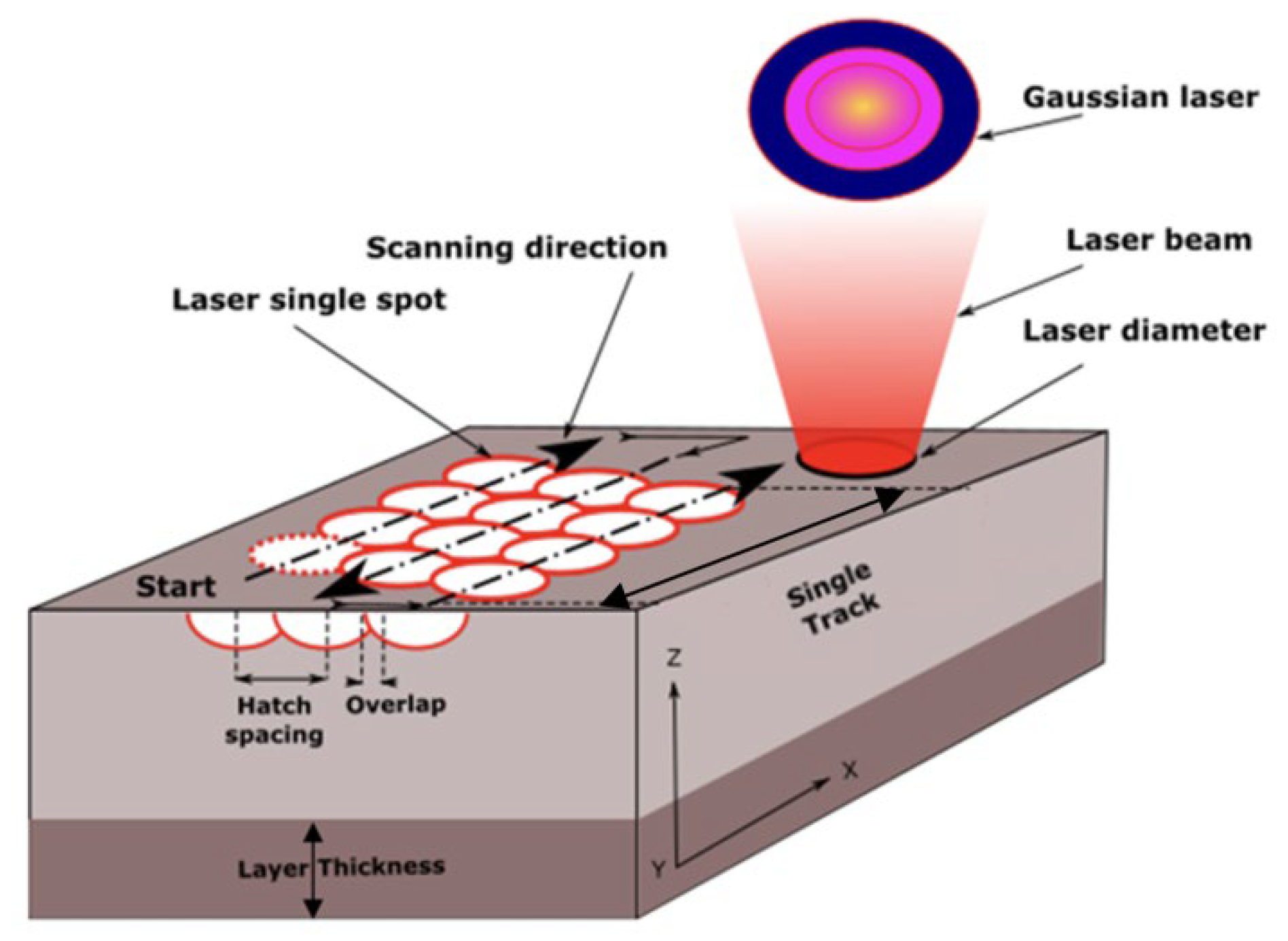
In LP, a thin layer of the metal surface is re-melted by directing the laser beam onto the surface. The scan velocity determines the movement of the laser beam, whereas energy density is a crucial element that significantly impacts the melt pool flow. Energy density is a combination of laser power and scanning speed, which influences surface melting via surface over-melting (SOM) and surface shallow melting (SSM). SOM occurs when the surface is overheated and goes beyond the valleys, whereas SSM occurs when the surface peaks melt and fill the valleys. Insufficient peak melting of the surface is due to the low laser energy and fast scanning speed. The re-melting process should be in the peak–valley range [7,19,20][7][19][20]. Figure 2 illustrates the mechanism of laser re-melting [21,22][21][22].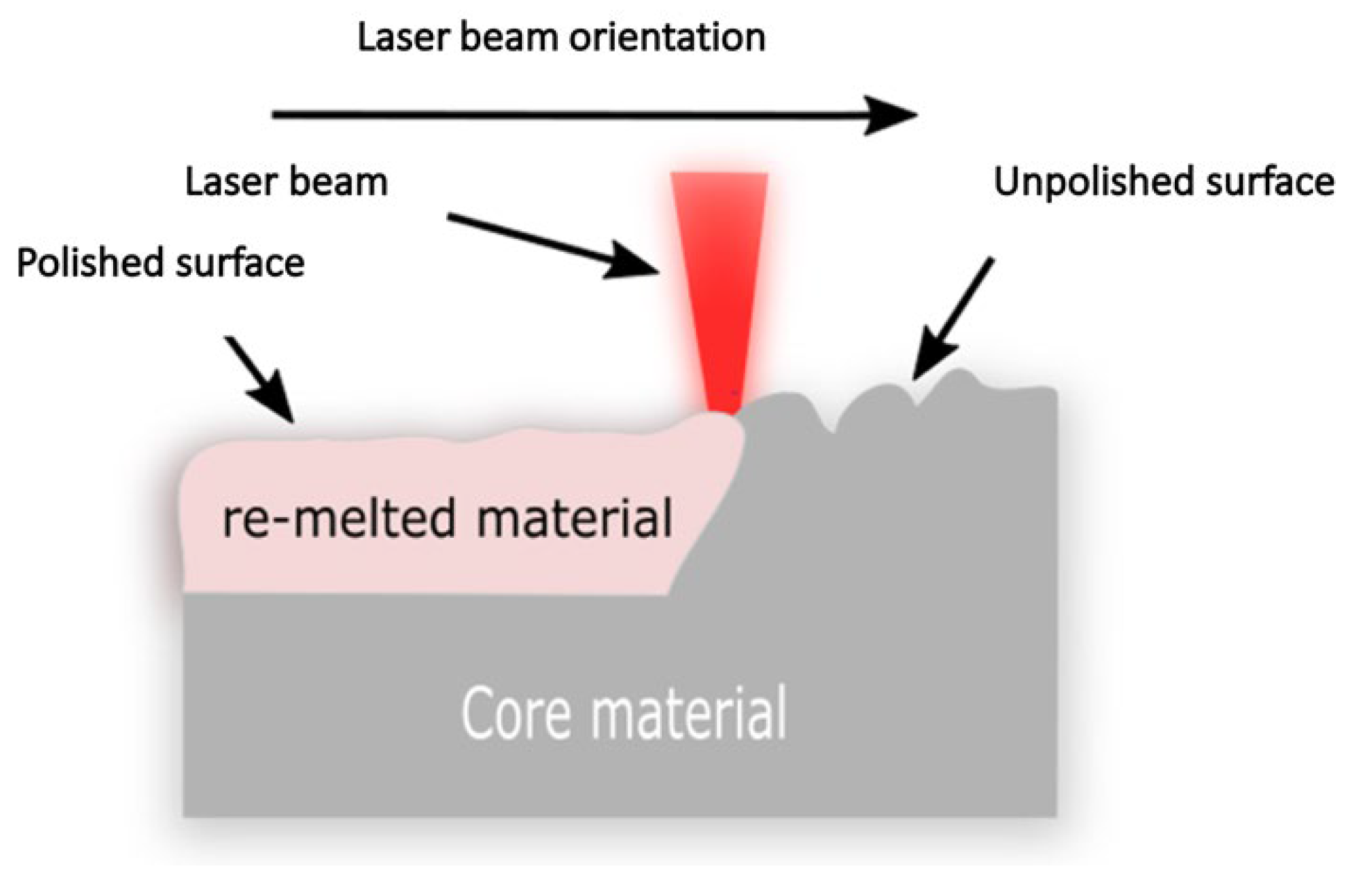
3. LP of Titanium Alloys
Titanium alloy is an α + β type dual-phase alloy with high strength, hardness, and corrosion resistance. Due to its excellent properties, it is used in many different applications, such as aerospace, military, and biomedical implants [30][23]. Titanium alloys are good candidates for AM [31][24]; the AM represents one cost-effective approach to the fabrication of titanium components. This alloy category has contributed to the creation of alternative organs, tissues, biomedical implants, and pharmaceutical delivery systems in the biomedical sector [32][25]. The AM approach has been utilized to enhance the performance and effectiveness of Ti in medical operations and minimize the need for further treatment [33,34][26][27].3.1. Mechanical Properties
The hardness of the polished area of the titanium alloy is significantly higher than the hardness of the unpolished site. However, in most studies, the heat-affected zone (HAZ) decreased. The cross-section from the top surface to the inside of the material is divided into three zones: the remolten zone (top surface), the heat-affected zone (HAZ), and the substrate layer (base material). The increased hardness of the polished area is due to the formation of the martensite phase, and the bulk modulus is greater than the base material. The density of dislocations in the martensite phase is high, and the number of phase boundaries in a double needle is large [36][28]. In terms of fatigue, the unbalanced thermal process of LP affects the polished surface by making it susceptible to residual stress due to re-melting and rapid solidification. Internal defects, microstructures, and residual stress are the primary causes of fatigue performance after LP. Residual stress reduces fatigue life by widening fatigue cracks. The fatigue life of the as-built Ti alloy specimen resulted in 107 cycles, which can be reduced to 104 cycles after LP. The fatigue testing method was used for the high cycle fatigue (HCF) experiment at two stress levels of 500 and 600 Mpa, with the chosen mean stress condition for the stress ratio being R = 0.1 and the test frequency 10 Hz [36][28]. Fabricating Ti6Al4V using electron beam melting (EBM) will cause changes in both the orientation of the melted surface and the direction of beam scanning. As a result, significant residual tensile stresses can form near the surface. The grain structure and texture can differ at 200 μm depth due to the remolten surface layer, and the grains regrow vertically to the molten surface [41][29]. During LP, HAZ was found to be ultimately ß annealed, and it may become martensitic upon cooling.3.2. Microstructure and Surface Quality of Titanium Alloy
The effect of the LP process parameters on the resultant surface roughness strongly depends on the laser power (P). Increasing the laser power with constant scanning velocity (v) equal to 40 mm/s and scanning pitch (S) of 0.1 mm resulted in an increase in surface roughness of Ti alloy from 1.127 μm at 150 W to 3.25 µm at 300 W, as shown in Figure 43. Due to the SSM process that enables the removal of surface defects and the creation of a smoother surface, SSM may result in better surface quality and reduced surface roughness. However, the technique’s efficacy depends on several variables, and the optimal laser parameters must be chosen depending on the material and the desired surface finish.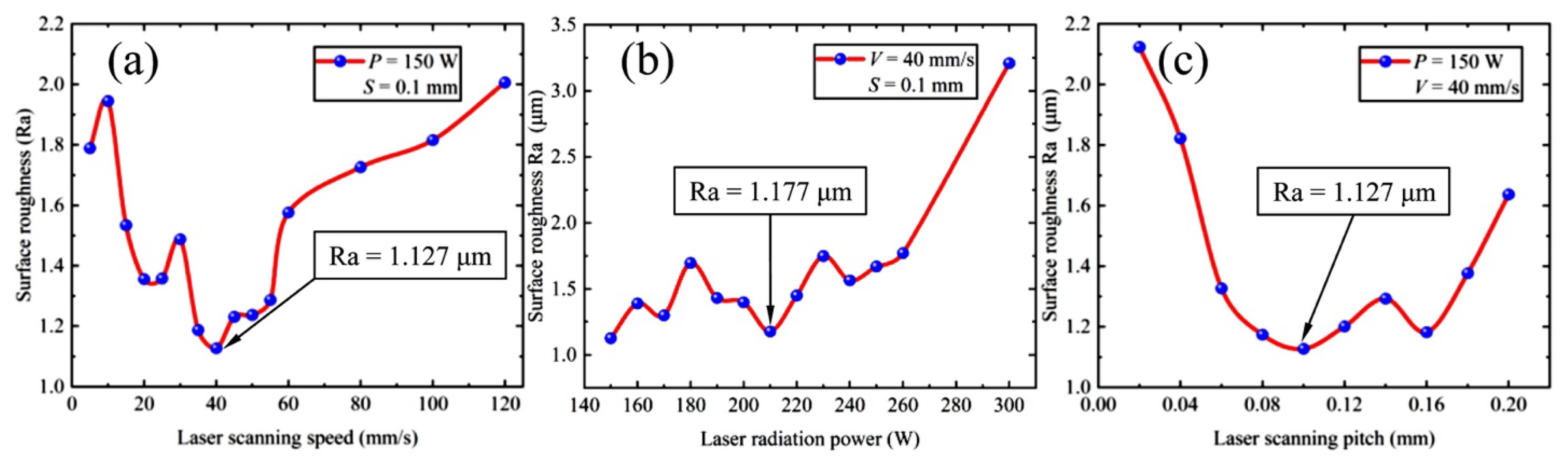
4. Laser Polishing of Inconel Alloys
4.1. Microstructure and Surface Quality of Inconel Alloys
4.2. Mechanical Properties
The effect of hatching and contour on the initiation of fatigue crack in the IN625 SLM part was investigated. Seven as-built and laser-polished samples were subjected to a fatigue test at a 20 Hz frequency, using a load R-ratio of −1 and increasing the stress by 25 MPa increments to determine the number of cycles to failure. It was found that the optimum parameters resulted in excellent surface roughness and porosity reduction. Fatigue testing on as-built and polished samples revealed three mechanisms that cause fatigue damage, which are unmolten particles during the SLM process, porosity that occurs during SLM, and local plasticity that appears in the microstructure of the material.5. Cobalt Chromium—CoCr
5.1. Microstructure and Surface Quality of Cobalt Chromium
The effect of LP on the surface microstructure and corrosion resistance of AM CoCr was studied. It was found that laser-polished specimens have a higher corrosion resistance of about 30% compared to other polishing methods, such as thermos mechanical treatment. The important parameters to obtain optimized results are the laser power and the distance of the object [65][37]. This result matches Yung et al.’s [15] study; it was found that argon gas significantly smooths the surface roughness. The optimal parameter for laser polishing the AM CoCr part. The flow concentrations of air, nitrogen, and argon were 2.0 L/min, 6.0 L/min, and 10.0 L/min. They mentioned that the CoCr sample performed best with argon gas at a flow rate of 6.0 L/min [66][38].5.2. Mechanical Properties
A slight enhancement in hardness (about 8%) of a complex surface geometry was achieved by adjusting the distance of the laser along with the surface shape compared to the as-built surface. A hardness test was conducted each 100 µm from the surface to the in-depth. There was a reduction in hardness from the surface to the depth of the material. The highest value on the surface is 413 HV and remained at 150 μm of the depth due to the heat-affected zone. At the final depth, 350 μm, the hardness value was changed to 384 HV. This demonstrated that the LP could slightly improve the surface compared to the as-received hardness [15].6. Laser Polishing of Steel
6.1. Microstructure and Surface Quality of Steel
The PW and CW laser irradiation outcomes were examined and compared in many different studies [75,76,77,78,79,80,81][39][40][41][42][43][44][45]. The material they investigated was 18Ni Maraging steel. Laser irradiation was applied to the top and the side of the sample. One of the process parameters that was introduced is a pitch distance of 25–50 μm. It was found that laser power significantly impacts the surface roughness of the part, whereas the combination of low power with high speed or low speed was not significant. However, combining high power with either low speed or high speed resulted in melt pool disruptions. Other studies indicated that the diameter of the spot is perhaps the most difficult to monitor. The beam spot diameter of a focused laser beam on a working surface is identified, and the beam type and optics determine it [82][46]. Furthermore, corrosion-resistant austenitic X2CrNiMo17-12-2 steel was investigated [85][47]. For PW, the optimized result was achieved when the laser diameter was measured at 12 mm and intensity at 1.74 kW/mm2. Any change in the spot diameter increasing or decreasing resulted in higher surface roughness as in EV. While any decrease in intensity caused a low melting bath, any increase caused a high melting bath. When the power is at the minimum, there is no effect on the surface of CW. Increasing laser power at 1400 W with a feed rate ranging from 200 to 350 mm/min decreased the surface roughness to less than 0.25 μm.6.2. Mechanical Properties
The hardness improved slightly by 14% after applying high-power CW LP compared to the hardness of the steel of the AM tool received; on the other hand, it increased by 9% after applying low-power PW [17]. Two different scanning strategies were used to study their influence on microhardness. Variation of flow strategies was found to cause microhardness variations in AM parts.7. Machine Learning in Laser Polishing
Laser polishing and machine learning have shown an improvement in surface quality and surface microstructure for LPBF Ti-6Al-4 V alloy. An artificial neural network (ANN) algorithm was used in this study [99][48] and included three input nodes as three process parameters (laser power, scanning velocity, and track offset) with different levels of each parameter. The output was the surface roughness of the laser-polished area. Another study used machine-learning-based image processing for LP on AM PH-steel parts using convolutional neural networks (CNN) to identify optimal laser-polished surface quality and integrity. CNN is a machine-learning method that can classify images and consists of a series of hierarchically arranged convolutional layers that gradually assemble low-level elements into high-level elements to improve and characterize the input image. CNN was trained with 432 images as a data set that was taken from pre-processed images with segments into the size of 333 px × 150 px. A total of 80% (344) of the images were used for CNN training, and 20% (88) were used for CNN validation. The CNN identified LP process conditions based on hatch spacing and an overlapping ratio with an accuracy of up to 97% [104,105][49][50].References
- Gora, W.S.; Tian, Y.; Cabo, A.P.; Ardron, M.; Maier, R.R.J.; Prangnell, P.; Weston, N.J.; Hand, D.P. Enhancing surface finish of additively manufactured titanium and cobalt chrome elements using laser based finishing. Phys. Procedia 2016, 83, 258–263.
- Yang, T.; Liu, C.; Chen, T.; Shao, M.; Jiang, C.; Lu, C.; Song, S. Parameter Optimization of RB-SiC Polishing by Femtosecond Laser. Materials 2023, 16, 1582.
- Turk, T.; Leu, M.C. Experimental study for improving the productivity of laser foil printing. Int. J. Adv. Manuf. Technol. 2023, 125, 5149–5162.
- Lohser, J. Evaluation of Electrochemical and Laser Polishing of Selectively Laser Melted 316l Stainless Steel; California Polytechnic State University: San Luis Obispo, CA, USA, 2018.
- Yang, G.; Wang, B.; Tawfiq, K.; Wei, H.; Zhou, S.; Chen, G. Electropolishing of surfaces: Theory and applications. Surf. Eng. 2017, 33, 149–166.
- Ali, M.; Almotari, A.; Algamal, A.; Alafaghani, A.; Abedi, H.; Qattawi, A. Effect of in-situ laser polishing on microstructure, surface characteristics, and phase transformation of lpbf martensitic stainless steel. In Proceedings of the ASME 2023 18th International Manufacturing Science and Engineering Conference, New Brunswick, NJ, USA, 12–16 June 2023; pp. 1–10.
- Dadbakhsh, S.; Hao, L.; Kong, C.Y. Surface finish improvement of LMD samples using laser polishing. Virtual Phys. Prototype 2010, 5, 215–221.
- Basha, S.M.; Bhuyan, M.; Basha, M.M.; Venkaiah, N.; Sankar, M.R. Laser polishing of 3D printed metallic components: A review on surface integrity. Mater. Today Proc. 2019, 26, 2047–2054.
- Ma, C.P.; Guan, Y.C.; Zhou, W. Laser polishing of additive manufactured Ti alloys. Opt. Lasers Eng. 2017, 93, 171–177.
- Zhang, J.; Lee, Y.J.; Wang, H. A Brief Review on the Enhancement of Surface Finish for Metal Additive Manufacturing. J. Miner. Met. Mater. Eng. 2021, 7, 1–14.
- Algamal, A.; Albat, M.A.; Ramineni, L.; Ali, M.; Almotari, A.; Alafaghani, A.; Sun, J.-Q.; Qattawi, A. Cradle-to-gate life cycle analysis of origami-based sheet metal for automobile parts. In Proceedings of the ASME 2022 International Mechanical Engineering Congress and Exposition, Columbus, OH, USA, 30 October–3 November 2022; pp. 1–10.
- Pong-Ryol, J.; Tae-Sok, J.; Nam-Chol, K.; Xing, F.; Kum-Hyok, J. Laser micro-polishing for metallic surface using UV nano-second pulse laser and CW laser. Int. J. Adv. Manuf. Technol. 2016, 85, 2367–2375.
- Fraunhofer Institute for Laser Technology (ILT). Laser Micro Polishing of Aluminum Materials. 2011. Available online: https://www.ilt.fraunhofer.de/content/dam/ilt/en/documents/annual_reports/ar11/JB11_P96.pdf69572 (accessed on 3 April 2023).
- Yasa, E.; Kruth, J.P. Microstructural investigation of selective laser melting 316L stainless steel parts exposed to laser re-melting. Procedia Eng. 2011, 19, 389–395.
- Yung, K.C.; Xiao, T.Y.; Choy, H.S.; Wang, W.J.; Cai, Z.X. Laser polishing of additive manufactured CoCr alloy components with complex surface geometry. J. Mater. Process. Technol. 2018, 262, 53–64.
- Zhihao, F.; Libin, L.; Longfei, C.; Yingchun, G. Laser Polishing of Additive Manufactured Superalloy. Procedia CIRP 2018, 71, 150–154.
- Yung, K.C.; Zhang, S.S.; Duan, L.; Choy, H.S.; Cai, Z.X. Laser polishing of additive manufactured tool steel components using pulsed or continuous-wave lasers. Int. J. Adv. Manuf. Technol. 2019, 105, 425–440.
- Ukar, E.; Lamikiz, A.; López de Lacalle, L.N.; del Pozo, D.; Arana, J.L. Laser polishing of tool steel with CO2 laser and high-power diode laser. Int. J. Mach. Tools Manuf. 2010, 50, 115–125.
- Ramos-Grez, J.A.; Bourell, D.L. Reducing surface roughness of metallic freeform-fabricated parts using non-tactile finishing methods. Virtual Model. Rapid Manuf. Adv. Res. Virtual Rapid Prototyp. 2003, 21, 297–316.
- Morgan, R.H.; Papworth, A.J.; Sutcliffe, C.; Fox, P.; O’Neill, W. High density net shape components by direct laser re-melting of single-phase powders. J. Mater. Sci. 2002, 37, 3093–3100.
- Krishnan, A.; Fang, F. Review on mechanism and process of surface polishing using lasers. Front. Mech. Eng. 2019, 14, 299–319.
- Li, J.; Zuo, D. Laser polishing of additive manufactured Ti6Al4V alloy: A review. Opt. Eng. 2021, 60, 020901.
- Qin, J.; Chen, Q.; Yang, C.; Huang, Y. Research process on property and application of metal porous materials. J. Alloys Compd. 2016, 654, 39–44.
- Dutta, B.; Froes, F.H.S. The additive manufacturing (AM) of titanium alloys. Met. Powder Rep. 2017, 72, 96–106.
- Ventola, C.L. Medical Applications for 3D Printing: Current and Projected Uses. Pharm. Ther. 2014, 39, 704–711.
- Ngo, T.D.; Kashani, A.; Imbalzano, G.; Nguyen, K.T.Q.; Hui, D. Additive manufacturing (3D printing): A review of materials, methods, applications and challenges. Compos. Part B Eng. 2018, 143, 172–196.
- Narasimharaju, S.R.; Zeng, W.; See, T.L.; Zhu, Z.; Scott, P.; Jiang, X.; Lou, S. A comprehensive review on laser powder bed fusion of steels: Processing, microstructure, defects and control methods, mechanical properties, current challenges and future trends. J. Manuf. Process. 2022, 75, 375–414.
- Li, Y.H.; Wang, B.; Ma, C.P.; Fang, Z.H.; Chen, L.F.; Guan, Y.C.; Yang, S.F. Material characterization, thermal analysis, and mechanical performance of a laser-polished Ti Alloy prepared by selective laser melting. Metals 2019, 9, 112.
- Tian, Y.; Gora, W.S.; Cabo, A.P.; Parimi, L.L.; Hand, D.P.; Tammas-Williams, S.; Prangnell, P.B. Material interactions in laser polishing powder bed additive manufactured Ti6Al4V components. Addit. Manuf. 2018, 20, 11–22.
- Li, K.; Zhao, Z.; Zhou, H.; Zhou, H.; Jin, J. Numerical analyses of molten pool evolution in laser polishing Ti6Al4V. J. Manuf. Process. 2020, 58, 574–584.
- Pfefferkorn, F.E.; Duffie, N.A.; Li, X.; Vadali, M.; Ma, C. Improving surface finish in pulsed laser micro polishing using thermocapillary flow. CIRP Ann. Manuf. Technol. 2013, 62, 203–206.
- Olakanmi, E.O.; Cochrane, R.F.; Dalgarno, K.W. A review on selective laser sintering/melting (SLS/SLM) of aluminum alloy powders: Processing, microstructure, and properties. Prog. Mater. Sci. 2015, 74, 401–477.
- Jaritngam, P.; Tangwarodomnukun, V.; Qi, H.; Dumkum, C. Surface and subsurface characteristics of laser polished Ti6Al4V titanium alloy. Opt. Laser Technol. 2020, 126, 106102.
- Zhang, D.; Yu, J.; Li, H.; Zhou, X.; Song, C.; Zhang, C.; Shen, S.; Liu, L.; Dai, C. Investigation of laser polishing of four selective laser melting alloy samples. Appl. Sci. 2020, 10, 760.
- Xiang, Z.; Yin, M.; Dong, G.; Mei, X.; Yin, G. Modeling of the thermal physical process and study on the reliability of linear energy density for selective laser melting. Results Phys. 2018, 9, 939–946.
- Li, C.; Guo, Y.B.; Zhao, J.B. Interfacial phenomena and characteristics between the deposited material and substrate in selective laser melting Inconel 625. J. Mater. Process. Technol. 2017, 243, 269–281.
- Wang, W.J.; Yung, K.C.; Choy, H.S.; Xiao, T.Y.; Cai, Z.X. Effects of laser polishing on surface microstructure and corrosion resistance of additive manufactured CoCr alloys. Appl. Surf. Sci. 2018, 443, 167–175.
- Yung, K.C.; Wang, W.J.; Xiao, T.Y.; Choy, H.S.; Mo, X.Y.; Zhang, S.S.; Cai, Z.X. Laser polishing of additive manufactured CoCr components for controlling their wettability characteristics. Surf. Coatings Technol. 2018, 351, 89–98.
- Dos Santos Solheid, J.; Seifert, H.J.; Pfleging, W. Laser surface modification and polishing of additive manufactured metallic parts. Procedia CIRP 2018, 74, 280–284.
- Chang, C.S.; Chen, T.H.; Li, T.C.; Lin, S.L.; Liu, S.H.; Lin, J.F. Influence of laser beam fluence on surface quality, microstructure, mechanical properties, and tribological results for laser polishing of SKD61 tool steel. J. Mater. Process. Technol. 2016, 229, 22–35.
- Lamikiz, A.; Sánchez, J.A.; López de Lacalle, L.N.; Arana, J.L. Laser polishing of parts built up by selective laser sintering. Int. J. Mach. Tools Manuf. 2007, 47, 2040–2050.
- Li, N.; Fan, P.; Zhu, Q.; Cui, B.; Silvain, J.F.; Lu, Y.F. Femtosecond laser polishing of additively manufactured parts at grazing incidence. Appl. Surf. Sci. 2023, 612, 155833.
- Li, C.; Liu, D.; Liu, G.; Liu, S.; Jin, X.; Bai, Y. Surface characteristics enhancement and morphology evolution of selective-laser-melting (SLM) fabricated stainless steel 316L by laser polishing. Opt. Laser Technol. 2023, 162, 109246.
- Behjat, A.; Shamanian, M.; Taherizadeh, A.; Lannunziata, E.; Bagherifard, S.; Saboori, A.; Iuliano, L. Microstructure-electrochemical behavior relationship in post processed AISI316L stainless steel parts fabricated by laser powder bed fusion. J. Mater. Res. Technol. 2023, 23, 3294–3311.
- Gaidys, M.; Žemaitis, A.; Gečys, P.; Gedvilas, M. Efficient surface polishing using burst and biburst mode ultrafast laser irradiation. RSC Adv. 2023, 13, 3586–3591.
- Ukar, E.; Lamikiz, A.; De Lacalle, L.N.L.; Liebana, F.; Etayo, J.M.; Del Pozo, D. Laser polishing operation for die and molds finishing. Adv. Mater. Res. 2010, 83–86, 818–825.
- Hofele, M.; Schanz, J.; Burzic, B.; Lutz, S.; Merkel, M.; Riegel, H. Laser based post processing of additive manufactured metal parts. In Proceedings of the Lasers in Manufacturing Conference 2017, München, Germany, 26–29 June 2017; pp. 1–12.
- Avilés, R.; Albizuri, J.; Ukar, E.; Lamikiz, A.; Avilés, A. Influence of laser polishing in an inert atmosphere on the high cycle fatigue strength of AISI 1045 steel. Int. J. Fatigue 2014, 68, 67–79.
- Caggiano, A.; Teti, R.; Alfieri, V.; Caiazzo, F. Automated laser polishing for surface finish enhancement of additive manufactured components for the automotive industry. Prod. Eng. 2021, 15, 109–117.
- Abedi, H.; Abdollahzadeh, M.; Almotari, A.; Ali, M.; Mohajerani, S.; Elahinia, M.; Qattawi, A. Additively manufactured NITIHF shape memory alloy transformation temperature evaluation by radial basis function and perceptron neural networks. In Proceedings of the ASME 2023 18th International Manufacturing Science and Engineering Conference, New Brunswick, NJ, USA, 12–16 June 2023; pp. 1–9.