Your browser does not fully support modern features. Please upgrade for a smoother experience.
Submitted Successfully!
 +1 credit
+1 credit
Thank you for your contribution! You can also upload a video entry or images related to this topic.
For video creation, please contact our Academic Video Service.
| Version | Summary | Created by | Modification | Content Size | Created at | Operation |
|---|---|---|---|---|---|---|
| 1 | Panagiotis Stavropoulos | -- | 3010 | 2024-02-22 10:37:05 | | | |
| 2 | Peter Tang | Meta information modification | 3010 | 2024-02-23 03:21:14 | | |
Video Upload Options
We provide professional Academic Video Service to translate complex research into visually appealing presentations. Would you like to try it?
Cite
If you have any further questions, please contact Encyclopedia Editorial Office.
Stavropoulos, P.; Sabatakakis, K. Quality Assurance in Resistance Spot Welding. Encyclopedia. Available online: https://encyclopedia.pub/entry/55344 (accessed on 23 July 2026).
Stavropoulos P, Sabatakakis K. Quality Assurance in Resistance Spot Welding. Encyclopedia. Available at: https://encyclopedia.pub/entry/55344. Accessed July 23, 2026.
Stavropoulos, Panagiotis, Kyriakos Sabatakakis. "Quality Assurance in Resistance Spot Welding" Encyclopedia, https://encyclopedia.pub/entry/55344 (accessed July 23, 2026).
Stavropoulos, P., & Sabatakakis, K. (2024, February 22). Quality Assurance in Resistance Spot Welding. In Encyclopedia. https://encyclopedia.pub/entry/55344
Stavropoulos, Panagiotis and Kyriakos Sabatakakis. "Quality Assurance in Resistance Spot Welding." Encyclopedia. Web. 22 February, 2024.
Copy Citation
Resistance spot welding is a process with high variability regarding the quality of the produced joints. This means that key performance indicators (KPIs) such as geometrical and mechanical features as well as failure modes can deviate from the initial design even if the same process parameters are used. The industry has developed quality assurance programs and quality control methods for tracking these KPIs.
resistance spot welding
welding defects
quality assurance
quality control
digital twins
1. Introduction
Spot welding refers to several joining applications that have one feature in common. This feature is the joining of two or more workpieces at a single point by melting or mixing the metal locally. In laser spot welding [1], the incident laser beam penetrates and melts, successively or simultaneously, the thin metal workpieces rapidly and with high precision. The same goes for the gas tungsten arc spot welding [2], which, however, may employ a filler material and may not be as precise. The big advantage of these methods is that one-sided access is required for welding. Friction stir spot welding [3] is another application mainly used in research and development applications which, unlike the previous methods, does not require the involved materials to be melted. Similarly, ultrasonic spot welding [4] creates solid-state welds and is mainly used for joining thin metal components. Resistance spot welding (RSW) is by far the most used and researched spot welding method (Figure 1). Although it is considered conventional, several factors such as (i) the non-consumable electrodes, (ii) the absence of shielding gases and/or flux, (iii) its simple design, (iv) its simple operation, (v) the high welding speeds and (vi) the adaptable characteristics of the process make RSW suitable for automating welding in high-volume and/or high-rate production scenarios such as the “body in white” manufacturing stage in the automotive industry [5].
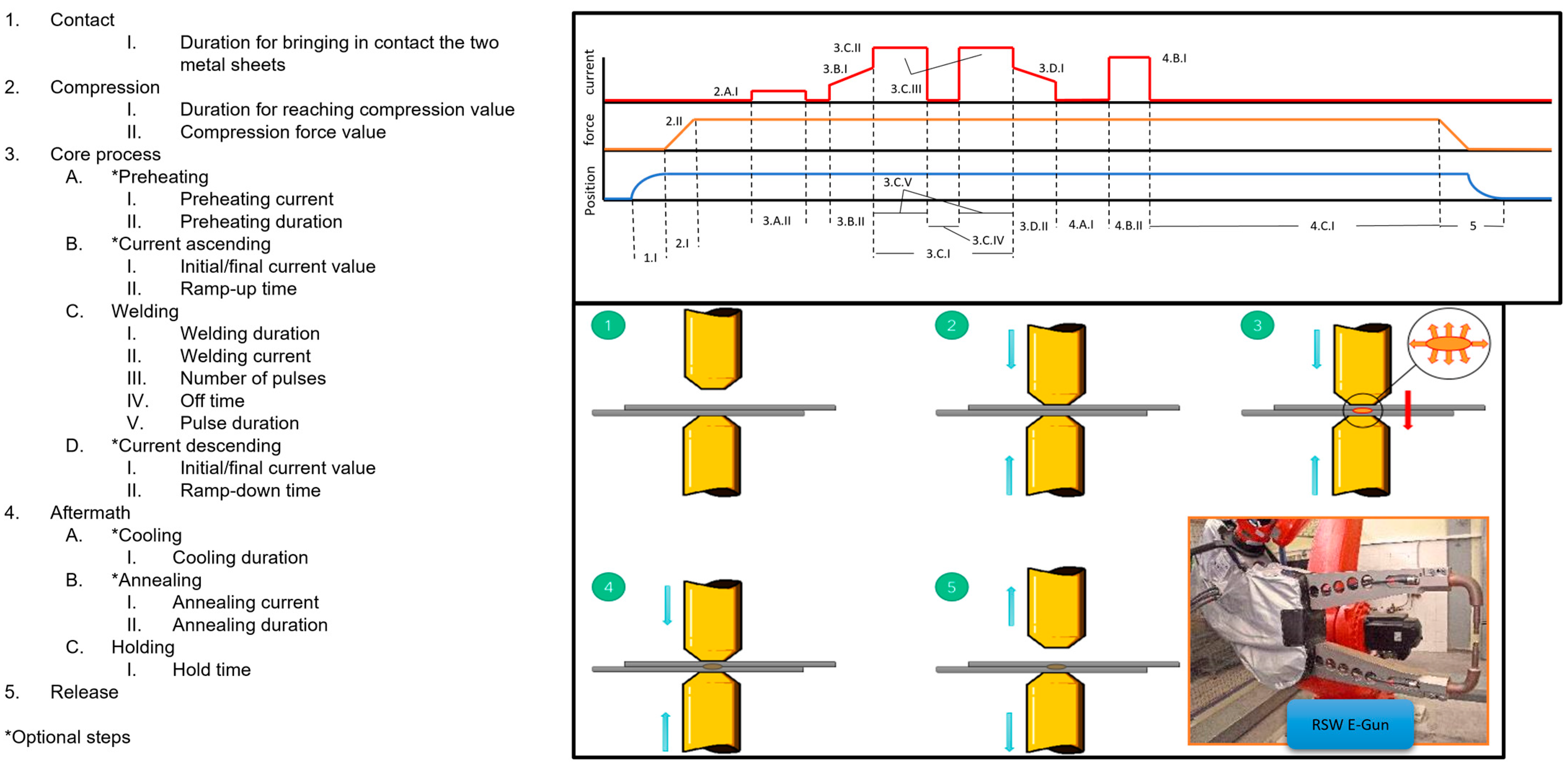
Figure 1. A schematic representation of the RSW process.
Controlling the RSW process in real time is not a trivial task, as the power control takes place in the primary coil of the transformer and the power delivery to the spot takes place in the secondary coil. This means that even if dynamic information of the joint is available during the process, such as the nugget evolution, fine adjustments on the secondary coil would induce huge fluctuations to the primary coil [6]. Two types of power sources are most commonly used in RSW: (i) the single-phase AC and (ii) the three-phase medium-frequency DC power. The main drawback of the first power source type is the low control frequency, while the main drawback of the second power source type is the negative phenomena that are induced in the welding transformer due to the frequent switching of the welding current direction [7]. According to that, even if dynamic information about nugget growth and formation is available, fine adjustments during the process are not guaranteed. Beyond that, external disturbances and errors related to the involved materials (surface roughness, contamination, poor fitting) and the welding machine’s conditions (electrode wear, misalignment) may also affect the process variability. This means that welds made with the same process parameters and with materials from the same batch may present different quality features [6].
To overcome these challenges, quality assurance programs (Figure 2) describe the steps that need to be implemented in order to ensure that a weld will perform according to its design or intended use. The implementation of these steps is called quality control and includes procedures and methods that can be utilized to execute a quality assurance plan for which the weld is compared to the design requirements (applicable code), specifications, standards, drawings, etc. While for different applications different quality assurance programs exist, the steps for executing quality control are the same. As an example, measuring the seam width, regardless of application, can be achieved using the same measuring equipment. The most common way of performing quality control is either by preventing a defect, correcting an out-of-spec joint feature (process control), or identifying the parts that are defective or not aligned with the design requirements. The industry norm is to keep the interference between inspection (if it is performed offline) and production to a minimum. Thus, for joined parts, samples are collected during production according to a specific standard, i.e., MIL-STD 105D, in order to ensure that the statistical significance of measurements is maintained with respect to production characteristics (e.g., batch size) [8].
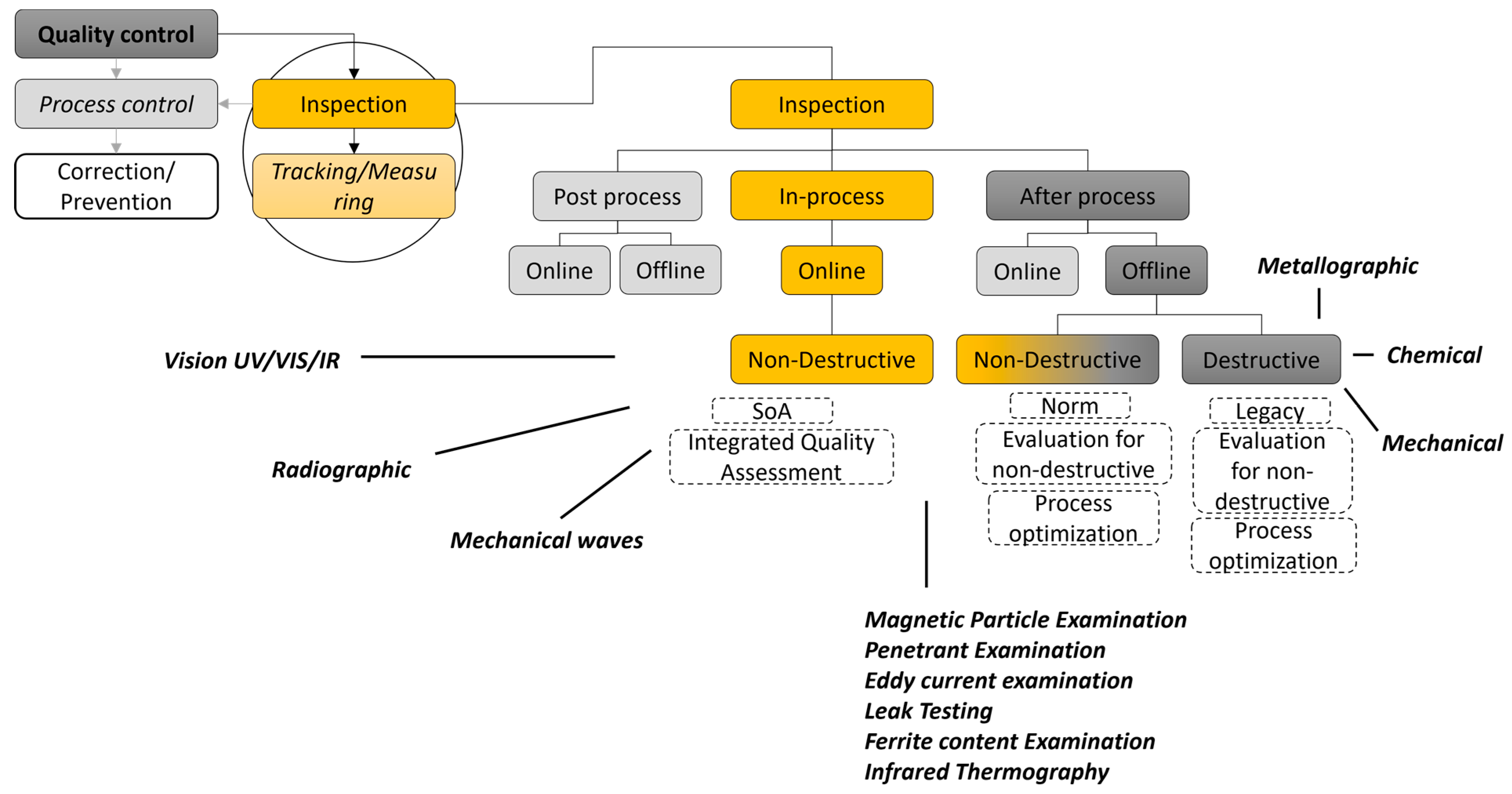
Figure 2. Quality assurance in welding—A schematic overview.
Typically, depending on the application, legacy destructive inspection methods such as chemical, metallographic, and mechanical tests or offline non-destructive testing methods based on vision, radiography, and mechanical signals are used on samples or specimens for inspecting the joint’s features. These tests are carried out by certified personnel according to standardized procedures for defining whether a joint is defective, fulfills the design requirements, or is finally acceptable.
2. Quality Indicators
The main key performance indicators (KPIs) or otherwise the measurable values used to determine the quality of a joint without considering a specific application can be classified into three main categories. The 1st one concerns the joint’s fusion zone features, the 2nd one concerns the joint’s mechanical performance, and the 3rd one concerns the joint’s failure modes. Of course, depending on the application, dedicated KPIs may be used, e.g., the electrical resistance of the joint. The above are briefly described in the following subsections.
2.1. Joining Zone’s Geometrical Features
One of the most important aspects of the joint is the nugget diameter and the nugget thickness. These two have been linked to the mechanical strength [9] and fatigue [10] of the joint. In addition, some studies have indicated that the heat-affected zone (HAZ) is also another aspect that could be linked to the mechanical performance of the joint [11]. Finally, indentation features, caused at the electrode–workpiece interface, have been correlated to the strength of the joint [12][13].
2.2. Mechanical Performance
The tensile–shear load–displacement curves are the most widely used metric for evaluating the spot weld’s mechanical performance [14]. Similar metrics include the load–displacement curves resulting from cross-tension load tests [15]. Fatigue life is also another metric for evaluating the mechanical performance of the joint, and it is very important in the characterization of dissimilar joints [16]. Finally, the microhardness of the weld zone is another important metric, as it typically reveals hardness differences between the base metal, the heat-affected zone, and the nugget [17][18].
2.3. Failure Modes
Unlike the measurable aspects described previously, failure modes are qualitative metrics for classifying the mechanical properties of the joint. They describe the different modes upon which the weld zone can fracture under load. The most widely recognizable failure modes are interfacial and pullout. In the interfacial mode, failure occurs through the nugget, while in pullout mode, failure occurs as the complete (or partial) withdrawal of the nugget from one workpiece. In between these modes, several more have been identified in different studies, although without any consistency [19][20]. Finally, it has been stated that the load-carrying capacity and the energy absorption capability of those joints that fail under the interfacial mode are much less than those that fail under the pullout mode [21].
2.4. Application-Specific KPIs
While the majority of KPIs aim to provide a metric for the mechanical performance of a joint, this is not always the case. RSW is widely adopted for the assembly of batteries in e-mobility applications. This fact makes the measurement of the electrical resistance of the joints a requirement in order to assess their electrical performance [22]. However, standardization of these procedures is still under development.
3. Defects in RSW
In welding, defects are imperfections that can be caused by a bad process design but also by uncontrollable external factors. A defect does not always imply that a joint must be rejected. In the following paragraphs, the most common ones concerning the RSW process are described.
3.1. Expulsion
Expulsion can be described as the ejection of molten metal from the weldment area. It can be located at the electrode–workpiece interface or at the faying surface of the involved materials.
Expulsion is a common problem during the BIW stage with a rate of occurrence up to 60%, requiring the car bodies to be cleaned and polished before reaching the paint shop due to stuck metal on the chassis part surfaces [23].
The root cause of expulsion is the result of the force applied by the liquid nugget onto the solid containment being equal to or greater than the force applied by the electrode [24]. The above condition can be true when excessive heat is induced at the weld spot (isovolumetric heating), which can happen due to the selection of non-optimal process parameters, such as low electrode force, high amplitude current, and short welding duration. Working close to the expulsion limit is very common to the industry in order to achieve a large nugget and achieve high production volume.
In special cases of welding aluminum and copper alloys, the risk of expulsion is significantly higher compared to steel due to the abrupt change in the electrical conductivity when the materials change from solid to liquid [25][26].
While expulsion at the interface between the electrode and workpiece may only affect the electrode life and surface quality, expulsion at the workpiece’s interface can potentially affect the mechanical quality of the joint. The ejected material can cause liquid metal deficiencies in the fusion zone, which in turn can create discontinuities such as cavities during solidification. Severe expulsion at both interfaces can lead also to weld thinning, which means forming a significantly undersized nugget [23].
Expulsion can also cause damage or wear the equipment such as the welding machine, fixtures, sensors, and safety fences, especially in big automotive plants with a lot of expulsion incidences. This can decrease the service life of the equipment and increase the production costs due to prolonged downtimes and additional maintenance efforts.
3.2. Shrinkage Void
The way that the welded spot is cooled can favor the creation of voids. In more detail, the solidification of the nugget starts from the periphery and moves toward the center. This happens at different rates in different directions, which are parallel and perpendicular to the imaginary axis of the electrodes. More specifically, the cooling rate in the direction parallel to the electrode axis is more significant compared to the cooling in the direction parallel to the workpieces’ interfaces due to the high thermal conductivity of the copper electrodes and the fact that they are actively cooled. As a result, the growth of dendrites, in the direction of the electrodes, move faster, thus obstructing the inter-dendritic feeding during the final stages of solidification owing to dendrite coherency. This causes a shortage in liquid feeding to the nugget which along with the metal contraction is speculated to cause the so-called shrinkage voids typically near the center of the fusion zone (cavity) [27][28].
While the main cause of shrinkage voids is the immediate cut-off of the power delivery to the spot, their probability of occurrence can be increased if a number of conditions are true [29]. Thus, the tendency to form shrinkage voids is highly favored by the use of advanced high-strength steels along with inappropriate welding programs that do not aim to increase the electrode force but the welding current and time instead [28]. In addition, an increase in the sheet thickness, nugget size, and the number of sheets results in an increase in the cavity volume [27].
The void (cavity) size depends on the geometrical feature of the nugget such as its diameter and thickness. The tensile shear strength of the joint decreases drastically with an increase in cavity size as the local stresses are increased; however, if the cavity is located away from the pulling interface, it has minimal effect on the tensile shear strength [27].
3.3. Cracking
Typically, we can identify two types of hot cracking that are most commonly encountered in RSW. These are solidification cracking and cracking due to liquid metal embrittlement.
Solidification cracking is due to the inhomogeneous deformation occurring during welding, which creates non-uniform stresses and strain fields. During the process, the resulting stresses at the fusion zone in their majority are compressive; however, due to the rapid cooling, tensile stresses evolve in the direction parallel to the faying surface. This along with the fact that the grain boundaries are perpendicular to this direction causes cracks along the thickness direction at these points [29]. Liquation cracking, as with the solidification cracking, is intergranular. It occurred in the partially melted zone, which is right outside the fusion zone. It is caused by the presence of low-melting eutectics, which causes continuous intergranular liquation. These liquid films have no strength to resist thermal stresses during solidification [30].
Liquid metal embrittlement is a phenomenon that can occur in specific solid/metal systems and usually under the action of tensile stresses. In RSW, the involvement of zinc-coated advanced high-strength steel induces the risk of surface cracking. These cracks most commonly appear at the periphery of the weld zone during cooling and are favored by short hold time and misaligned electrodes [31].
4. Practices and Norms in Manufacturing
In the industry, quality assurance for RSW is typically achieved using offline destructive inspection methods on samples and by utilizing empirical rules to select the process parameters depending on the involved materials, machinery, and design requirements. Destructive methods/techniques are carried out to qualify a welding process, a welder, or a welding operator in the context of quality control (QC), which is based on quality assurance (QA) programs and standards managed by organizations such for example the American Welding Society [32] and European Welding Federation [33]. In their majority, destructive inspection methods incorporate statistical process control by using control charts to detect and track abnormalities on product batches and to help identify non-conforming welding trends so appropriate attention is to be applied to process design and achieving stability [34]. Destructive examination is carried out offline either before the process, on the parts that are going to be welded, or after the process.
Destructive inspection methods for RSW are applied to directly measure the mechanical strength, fatigue, hardness characteristics, and failure modes of the joint. The techniques used for doing that include tensile shear tests and cross-tension tests [15].
Beyond mechanical testing, metallographic tests are also conducted in the context of process optimization and analysis and not for tracking-quality purposes (e.g., identifying defects and determining the fusion zone’s geometrical features or grain boundaries) [35].
Destructive testing means that the joints or the corresponding assemblies that undergoing inspection have to be scrapped. However, this is not always an option for inspecting production batches, as it is time-consuming and requires special machinery that is not portable and easy to use. Initially, the research community and then the standardization institutions established a set of methodologies to correlate the fusion zone geometrical features (e.g., nugget diameter) and defects with the mechanical performance of the joint, creating also rejection and acceptance rules.
Non-destructive methods and techniques for many applications are the norm to determine the geometrical features of the fusion zone and identify defects such as cavities pores and cracks. In RSW except for the visual inspection, which can be utilized for identifying surface defects (expulsion, indentation, cracks) and for measuring features such as the HAZ, ultrasonic testing is probably the most used one, especially in the automotive industry. Ultrasonic testing is carried out and interpreted using A-scan modules or advanced phased ultrasonic arrays [36] to depict the partial or complete morphology of the nugget. However, ultrasonic testing is used on a limited number of samples as it requires additional preparation and physical access to the part. Other methods such as radiographic testing [37] are also used for inspecting RSW joints, although these methods cannot be easily validated outside the research community, which utilizes them in the context of process model validation and the development of quality assessment approaches or process optimization approaches.
On the other hand, ultrasonic testing has been integrated into robot systems for carrying out quality assessment tasks. These tasks are realized as an additional step in the production line [38][39]. Its utilization is limited to applications where access to the joint by the robot end-effector is possible and when short times between production steps are not required. In the same way, thermal vision monitoring has been also utilized for implementing active lock-in thermography [40][41]. The utilization of this system concerns battery welding applications only.
As regards process control, the majority of the available welding systems are implementing two types of control strategies: namely, constant current control (CCC) or constant power control (CPC) [42]. In the first type of control, the current variations are controlled during welding. In the second type, both the current and voltage variations are controlled, or otherwise, the power that is delivered to the spot. The CCC is the most common one, and it is the simplest one to implement with the selected welding current being used as a setpoint for the closed-loop controller of the welding system.
The quality of the joints is typically controlled by correlating these setpoint values, which are presented as process parameters, with the quality features of the joints depending on the welding design and the application’s standards and requirements. A common case that makes use of the above-mentioned strategies concerns the creation of joints with predetermined desired geometrical features, such as the nugget diameter [43]. In several studies, the nominal value of the welding current has been linked to the diameter of the nugget, which in turn has been linked to the mechanical strength of the joint [44][45][46]. Thus, by ensuring that the welding current is properly regulated to this value, the mechanical quality of the joint can be regulated within a predetermined range.
To conclude, the practices and norms for quality assurance in resistance spot welding still use, in the majority of cases, destructive testing to determine the quality features of the joints. This is especially true when the mechanical performance of the joints needs to be assessed. Recently, in high-volume industrial applications, non-destructive methods such as ultrasonic testing have been established for measuring the geometrical features of joints on samples. Finally, quality assurance through process control is achieved by regulating a dynamic value, such as the welding current and in turn linking this value to a quality feature.
References
- Pardal, G.; Meco, S.; Dunn, A.; Williams, S.; Ganguly, S.; Hand, D.P.; Wlodarczyk, K.L. Laser spot welding of laser textured steel to aluminium. J. Mater. Process. Technol. 2017, 241, 24–35.
- Zhang, W.; Roy, G.G.; Elmer, J.W.; DebRoy, T. Modeling of heat transfer and fluid flow during gas tungsten arc spot welding of low carbon steel. J. Appl. Phys. 2003, 93, 3022–3033.
- Li, H.; Liu, X.S.; Zhang, Y.; Yuan, T.; Hodúlová, E.; Šimeková, B.; Bober, M.; Senkara, J.; Li, Z.X. Influence of the rotation speed on the interface microstructure and joining quality of aluminum alloy 6061/CF-PPS joints produced by refill friction stir spot welding. Weld. World 2022, 66, 923–933.
- Shawn Lee, S.; Hyung Kim, T.; Jack Hu, S.; Cai, W.W.; Abell, J.A.; Li, J. Characterization of joint quality in ultrasonic welding of battery tabs. J. Manuf. Sci. Eng. 2013, 135, 021004.
- Stavropoulos, P.; Sabatakakis, K.; Papacharalampopoulos, A.; Mourtzis, D. Infrared (IR) quality assessment of robotized resistance spot welding based on machine learning. Int. J. Adv. Manuf. Technol. 2022, 119, 1785–1806.
- Zhou, K.; Yao, P. Overview of recent advances of process analysis and quality control in resistance spot welding. Mech. Syst. Signal Process. 2019, 124, 170–198.
- Zhou, K.; Yao, P. Review of application of the electrical structure in resistance spot welding. IEEE Access 2017, 5, 25741–25749.
- American Welding Society. Welding Inspection Handbook, 4th ed.; American Welding Society: Doral, NW, USA, 2015.
- Kumar, R.; Chohan, J.S.; Goyal, R.; Chauhan, P. Impact of process parameters of resistance spot welding on mechanical properties and micro hardness of stainless steel 304 weldments. Int. J. Struct. Integr. 2020, 12, 366–377.
- Vural, M.; Akkuş, A.; Eryürek, B. Effect of welding nugget diameter on the fatigue strength of the resistance spot welded joints of different steel sheets. J. Mater. Process. Technol. 2006, 176, 127–132.
- Tamizi, M.; Pouranvari, M.; Movahedi, M. The role of HAZ softening on cross-tension mechanical performance of martensitic advanced high strength steel resistance spot welds. Metall. Mater. Trans. A 2021, 52, 655–667.
- Zhao, D.; Ren, D.; Song, G.; Zhao, K.; Liu, L.; Zhang, Z. Comparison of mechanical properties and the nugget formation of composite ceramic-centered annular welding and traditional resistance spot welding. Int. J. Mech. Sci. 2020, 187, 105933.
- Yuan, X.; Li, C.; Chen, J.; Li, X.; Liang, X.; Pan, X. Resistance spot welding of dissimilar DP600 and DC54D steels. J. Mater. Process. Technol. 2017, 239, 31–41.
- Zhang, Y.; Tang, J.; Liu, T.; Ma, X.; Wang, Y. In Situ Observations of the Strain Competition Phenomenon in Aluminum Alloy Resistance Spot Welding Joints during Lap Shear Testing. Metals 2023, 13, 1601.
- Huin, T.; Dancette, S.; Fabrègue, D.; Dupuy, T. Investigation of the failure of advanced high strength steels heterogeneous spot welds. Metals 2016, 6, 111.
- Mypati, O.; Pal, S.K.; Srirangam, P. Tensile and fatigue properties of aluminum and copper micro joints for Li-ion battery pack applications. Forces Mech. 2022, 7, 100101.
- Tian, J.; Tao, W.; Yang, S. Investigation on microhardness and fatigue life in spot welding of quenching and partitioning 1180 steel. J. Mater. Res. Technol. 2022, 19, 3145–3159.
- Sherepenko, O.; Kazemi, O.; Rosemann, P.; Wilke, M.; Halle, T.; Jüttner, S. Transient softening at the fusion boundary of resistance spot welds: A phase field simulation and experimental investigations for Al–Si-coated 22MnB5. Metals 2019, 10, 10.
- Soomro, I.A.; Pedapati, S.R.; Awang, M. Double pulse resistance spot welding of dual phase steel: Parametric study on microstructure, failure mode and low dynamic tensile shear properties. Materials 2021, 14, 802.
- Florea, R.S.; Bammann, D.J.; Yeldell, A.; Solanki, K.N.; Hammi, Y. Welding parameters influence on fatigue life and microstructure in resistance spot welding of 6061-T6 aluminum alloy. Mater. Des. 2013, 45, 456–465.
- Marashi, P.; Pouranvari, M.; Amirabdollahian, S.; Abedi, A.; Goodarzi, M. Microstructure and failure behavior of dissimilar resistance spot welds between low carbon galvanized and austenitic stainless steels. Mater. Sci. Eng. A 2018, 480, 175–180.
- Brand, M.J.; Schmidt, P.A.; Zaeh, M.F.; Jossen, A. Welding techniques for battery cells and resulting electrical contact resistances. J. Energy Storage 2015, 1, 7–14.
- Xia, Y.J.; Su, Z.W.; Li, Y.B.; Zhou, L.; Shen, Y. Online quantitative evaluation of expulsion in resistance spot welding. J. Manuf. Process. 2019, 46, 34–43.
- Senkara, J.; Zhang, H.; Hu, S.J. Expulsion prediction in resistance spot welding. Weld. J. 2004, 83, 123-S.
- Brandt, R.; Neuer, G. Electrical resistivity and thermal conductivity of pure aluminum and aluminum alloys up to and above the melting temperature. Int. J. Thermophys. 2007, 28, 1429–1446.
- Cagran, C.; Wilthan, B.; Pottlacher, G. Enthalpy, heat of fusion and specific electrical resistivity of pure silver, pure copper and the binary Ag–28Cu alloy. Thermochim. Acta 2006, 445, 104–110.
- Vijayan, V.; Murugan, S.P.; Son, S.G.; Park, Y.D. Shrinkage void formation in resistance spot welds: Its effect on advanced high-strength-steel weld strength and failure modes. J. Mater. Eng. Perform. 2019, 28, 7514–7526.
- Pouranvari, M.; Marashi, S.P.H. Critical review of automotive steels spot welding: Process, structure and properties. Sci. Technol. Weld. Join. 2013, 18, 361–403.
- Wan, X.; Wang, Y.; Fang, C. Welding defects occurrence and their effects on weld quality in resistance spot welding of AHSS steel. ISIJ Int. 2014, 54, 1883–1889.
- Saha, D.C.; Chang, I.; Park, Y.D. Heat-affected zone liquation crack on resistance spot welded TWIP steels. Mater. Charact. 2014, 93, 40–51.
- Bhattacharya, D. Liquid metal embrittlement during resistance spot welding of Zn-coated high-strength steels. Mater. Sci. Technol. 2018, 34, 1809–1829.
- American Welding Society. Available online: https://www.aws.org (accessed on 2 July 2022).
- European Welding Federation. Available online: https://www.ewf.be/ (accessed on 2 July 2022).
- Godina, R.; Matias, J.; Azevedo, S. Quality improvement with statistical process control in the automotive industry. Int. J. Ind. Eng. Manag. 2016, 7, 1.
- Saha, D.C.; Cho, Y.; Park, Y.D. Metallographic and fracture characteristics of resistance spot welded TWIP steels. Sci. Technol. Weld. Join. 2013, 18, 711–720.
- VOGT Ultrasonics. PHAsisNEO Spot Weld Inspection Device. Available online: https://vogt-ultrasonics.de/en/ndt-inspection-systems/phasis/phasisneo/ (accessed on 16 April 2022).
- Nodeh, I.R.; Serajzadeh, S.; Kokabi, A.H. Simulation of welding residual stresses in resistance spot welding, FE modeling and X-ray verification. J. Mater. Process. Technol. 2008, 205, 60–69.
- Ultrasonic Spot Welding Quality Inspection. ABB. Available online: https://new.abb.com/products/robotics/functional-modules/ultrasonic-spot-welding-quality-inspection (accessed on 2 July 2022).
- Ji, C.; Na, J.K.; Lee, Y.S.; Park, Y.D.; Kimchi, M. Robot-assisted non-destructive testing of automotive resistance spot welds. Weld. World 2021, 65, 119–126.
- BWI Active Thermography for Battery Weld Inspection. moviTHERM. Available online: https://movitherm.com/solutions/quality-inspection/battery-weld-inspection-for-quality-assurance/ (accessed on 2 January 2024).
- Zhao, X.; Zhao, Y.; Hu, S.; Wang, H.; Zhang, Y.; Ming, W. Progress in Active Infrared Imaging for Defect Detection in the Renewable and Electronic Industries. Sensors 2023, 23, 8780.
- Zhou, K.; Yao, P.; Cai, L. Constant current vs. constant power control in AC resistance spot welding. J. Mater. Process. Technol. 2015, 223, 299–304.
- Zhou, K.; Cai, L. Online nugget diameter control system for resistance spot welding. Int. J. Adv. Manuf. Technol. 2013, 68, 2571–2588.
- Moshayedi, H.; Sattari-Far, I. Numerical and experimental study of nugget size growth in resistance spot welding of austenitic stainless steels. J. Mater. Process. Technol. 2012, 212, 347–354.
- Pouranvari, M.; Asgari, H.R.; Mosavizadch, S.M.; Marashi, P.H.; Goodarzi, M. Effect of weld nugget size on overload failure mode of resistance spot welds. Sci. Technol. Weld. Join. 2007, 12, 217–225.
- Mirzaei, F.; Ghorbani, H.; Kolahan, F. Numerical modeling and optimization of joint strength in resistance spot welding of galvanized steel sheets. Int. J. Adv. Manuf. Technol. 2017, 92, 3489–3501.
More
Information
Subjects:
Engineering, Manufacturing
Contributors
MDPI registered users' name will be linked to their SciProfiles pages. To register with us, please refer to https://encyclopedia.pub/register
:
View Times:
1.2K
Revisions:
2 times
(View History)
Update Date:
23 Feb 2024
Table of Contents


Notice
You are not a member of the advisory board for this topic. If you want to update advisory board member profile, please contact office@encyclopedia.pub.
OK
Confirm
Only members of the Encyclopedia advisory board for this topic are allowed to note entries. Would you like to become an advisory board member of the Encyclopedia?
Yes
No
${ textCharacter }/${ maxCharacter }
Submit
Cancel
Back
Comments
${ item }
|
${ item.createdUser.fullName }
${ item.createdAt }
${ item.vote }
${ item.reply }
Delete
${ reply.createdUser.fullName }
${ reply.createdAt }
${ reply.vote }
Delete
There is no reply to this comment~
${ item.replyTextCharacter }/${ item.replyMaxCharacter }
Submit
Cancel
More
No more~
There is no comment~
${ textCharacter }/${ maxCharacter }
Submit
Cancel
${ selectedItem.replyTextCharacter }/${ selectedItem.replyMaxCharacter }
Submit
Cancel
Confirm
Are you sure to Delete?
Yes
No