Your browser does not fully support modern features. Please upgrade for a smoother experience.
Submitted Successfully!
 +1 credit
+1 credit
Thank you for your contribution! You can also upload a video entry or images related to this topic.
For video creation, please contact our Academic Video Service.
| Version | Summary | Created by | Modification | Content Size | Created at | Operation |
|---|---|---|---|---|---|---|
| 1 | Douglas Rocha | -- | 4937 | 2024-01-09 15:07:33 | | | |
| 2 | Rita Xu | Meta information modification | 4937 | 2024-01-10 03:25:26 | | |
Video Upload Options
We provide professional Academic Video Service to translate complex research into visually appealing presentations. Would you like to try it?
Cite
If you have any further questions, please contact Encyclopedia Editorial Office.
Rocha, D.; Faria, P.; Lucas, S.S. Additive Manufacturing of Earth-Based Materials. Encyclopedia. Available online: https://encyclopedia.pub/entry/53614 (accessed on 23 July 2026).
Rocha D, Faria P, Lucas SS. Additive Manufacturing of Earth-Based Materials. Encyclopedia. Available at: https://encyclopedia.pub/entry/53614. Accessed July 23, 2026.
Rocha, Douglas, Paulina Faria, Sandra S. Lucas. "Additive Manufacturing of Earth-Based Materials" Encyclopedia, https://encyclopedia.pub/entry/53614 (accessed July 23, 2026).
Rocha, D., Faria, P., & Lucas, S.S. (2024, January 09). Additive Manufacturing of Earth-Based Materials. In Encyclopedia. https://encyclopedia.pub/entry/53614
Rocha, Douglas, et al. "Additive Manufacturing of Earth-Based Materials." Encyclopedia. Web. 09 January, 2024.
Copy Citation
Increasing concerns about global warming and its impact on the environment reinforce the need for new materials and technologies. Additive manufacturing has become more relevant due to its potential to build sustainable and more energy-efficient constructions.
3D printing
earthen products
clay-based mortar
eco-efficiency
1. Introduction
Earth is one of the most ancient building materials. Many millennia ago, men started mixing earth with water, creating a mortar they used to fill the spaces between small branches employed to make shelter. The space of the former branches and fingerprints of the hands of men who applied them can be observed in archaeological remains [1]. Many buildings built using earth with different technologies have proven their durability and are still in use today. Problems appear when there is a lack of maintenance or, in the worst case, when construction and repair are substandard. This was unfortunately proven in the 2023 Moroccan earthquake, where many earth-based buildings suffered no significant damage, while other buildings, both earth-based and concrete-based, collapsed [2]. It is estimated that 8% to 10% of the world’s population lives in earth-based housing and an average of 20% to 25% in developing countries [3]. It represents a rapid decrease from the previous estimation of one-third of people living in earthen dwellings [4]. Many of these houses are constructed using millennial techniques such as monolithic walls built mainly with cob or rammed earth, or masonry walls using adobe, filling techniques such as wattle and daub, and coating technologies such as plastering and rendering. There are also more recent wall-building techniques, such as compressed earth block masonry, starting in the 20th century [5], and earth concrete, mostly from the 21st century [6].
The diversity of earth technologies and construction systems is linked to the varying material composition of the earth, extracted from the soil, its granulometry (with all fractions or after removal of coarser fractions), its consistency when mixed with different contents of water (liquid, plastic, granular), the way it is compacted, compressed, extruded, or just molded, and cultural characteristics. For pouring earth concrete, a formwork is filled with an almost liquid earth mortar. Alternatively, adobe and cob are techniques suitable for plastic earth mortar consistencies. To produce adobe for masonry, earth mortars fill masonry block molds, the molds are removed after drying shrinkage, and air drying continues until the adobe is ready to be layered using a masonry bedding mortar to produce the masonry wall [7][8][9]. To build a cob monolithic wall, the earth mortar is produced with plant fibers and, while fresh, portions are stacked upon each other to build the wall [8]. Generally, the fibers improve the cob’s tensile strength and reduce shrinkage [8][10], with no need to use formworks. Granular earth is associated with rammed earth and compressed earth blocks. Rammed earth involves using a formwork where layers of humidified earth are compacted, layer by layer, until filling the whole height of the formwork. Traditionally, the local earth was used without removal of coarse fractions and no additions and, for defensive structures, with the addition of air lime [8][11].
Traditional construction techniques employed in the construction of earthen buildings have seen limited development over the years. According to the CRATerre wheel on raw earth applications [4], there are 12 main earth construction techniques, most of them relying heavily on manual work. Nowadays, there is a discussion about the potential to modernize and automate construction methods by prefabricating elements and mechanizing construction processes. Companies and researchers have been striving to bring innovation to traditional earth construction techniques by using easier formworks and equipment that reduce manual work and/or incorporating digital tools, such as the prefabrication of rammed earth walls [12][13][14][15][16], more industrialized earth blocks, earth-based material extrusion, mechanical stacking of clay material [17][18], coating surfaces by spraying earth [19][20], and computer arrangement of ceramic blocks [21]. Some advantages and some drawbacks are associated with different technological approaches.
The industry faces new challenges as the population grows and the environment degrades. The increasing demand for affordable, environmentally friendly, quickly constructible, and efficient houses is pressing the construction sector to innovate. Additive manufacturing (AM) has the potential to speed up the construction process, reduce labor and manufacturing costs, and decrease raw material waste [22]. AM construction can be considered more efficient and ecological than regular construction due to the controlled use of materials. However, to achieve a mechanical performance comparable to conventional formwork construction, a large amount of binder has been used. The limited use of coarse aggregates is the primary reason for this [23].
Material extrusion (ME) is a common type of AM applied to fabricate large-scale elements based on a layer-by-layer construction. This approach makes it possible to construct complex elements in the absence of formwork. In the past two decades, there has been significant progress in the development of material extrusion for structure design, often referred to as 3D printing cementitious mortars (3DPCMs). While cement provides high mechanical performance to mortars and is widely available in many countries, it also has a substantial environmental footprint. It is estimated that new reinforced concrete construction produces between 17.8 and 40.1 kg/m2 of waste [24]. The development of new construction techniques should aim to preserve natural resources and minimize environmental impact.
Sustainable alternative materials for ME are under study, and earth (composed of different fractions of clay, silt, and sand after crushing, sieving, and removal of coarser particles) has been demonstrated as a highly eco-efficient solution. The potential to apply this type of local and non-industrialized material may have a big impact on costs and, surely, on sustainability by reducing transportation distances and energy consumption. Furthermore, earth is often available as waste resulting from excavation during building and construction in general. Unfortunately, in many countries, earthmoving materials are often classified and treated as waste products [25], which should only occur when excavating from contaminated areas. However, it is important to recognize that earth possesses a high degree of versatility and can be utilized more effectively and intensively in buildings. Apart from the low energy associated with transport, crushing, and milling, there is no energy used for calcination [6][26]. The labor costs depend on the country’s social and cultural aspects, as well as on building technology. For instance, in regions where earth construction is common and the supply of skilled workers with master technical expertise is high, the cost of labor is lower than in countries where it is seen as a niche market. However, the majority of earth-building technologies are associated with high labor intensity, which can be a barrier to the higher use of earth in building.
Companies like WASP using ME have archived large-scale construction of earthen structures [27][28][29][30], including the creation of a one-story commercial building [31]. Furthermore, successful constructions [32][33] and a house for cohabitation in the time of COVID [34] were printed by the company Emerging Objects. The technology of 3D printing proves to be an excellent method for constructing earth-based houses or producing building elements. This choice of earth-based construction can impact various levels, including the environment, social aspects, and overall efficiency. This emerging technology has been gaining increasing interest and applications over the past few years, with characterization of materials, products, and processes being gradually improved. Most of the projects provide insufficient information on mortar properties (e.g., fresh state and hardened state), the interaction of the mortar with the system (e.g., design path, pump, print head, and robot), and the performance aspects (e.g., mechanical behavior, thermal insulation, ventilation, hygroscopic performance, environment and economic performance).
There are many proofs of concept and prototypes that claim earth extrusion to have a better performance but do not present sufficient data to support the claim [35]. The insufficient details make it impossible to comprehend and compare the results or replicate the tests. Furthermore, local earth is one of the most common materials reported by researchers, but there is a lack of extensive characterization of clay content, plasticity, and mineralogy. It is also non-consensual regarding material plasticity and pumping systems, making it impossible to categorize different approaches related to material stiffness. The lack of information and non-uniform approaches make the development of the technique difficult.
2. Processing Earth Material for Additive Manufacturing
2.1. Earth-Based Mortars Used in Additive Manufacturing in the Literature
2.1.1. Fresh and Hardened Properties
The Institute for Advanced Architecture of Catalonia (IAAC) was one of the first to use additive manufacturing of earth materials through the initial projects Pylos, TerraPerforma, and Digital Adobe. Pylos mortar contained 96% earth and an addition of 4% natural additives in order to improve its strength and viscosity [36]. The material is described as relatively weak with high shrinkage performance (>6% of the initial extruded size). The next project of the same group was TerraPerforma, where the material was described as “mud stabilized with fibers, sand and proteins”. It was a mortar with non-uniform shrinkage but higher than 7% of the initial extruded size and low strength (compressive strength < 0.2 MPa after 6 h) [37]. Digital Adobe was the tallest project executed by the IAAC group; it involved assembling modular blocks made of mortar based on clay, water, aggregates, and bio-based additives that were previously printed and cured. The 20 mm × 20 mm × 100 mm block specimens achieved a flexural strength of 5.01 MPa for a three-point bending test [38]. The projects performed by the IAAC group demonstrate how the combination of clay and other materials to enable extrusion allows for the creation of optimized infill objects that could improve thermal and acoustic performance. The lack of information concerning material ratios and mineralogy makes it difficult to comprehend the results related to mechanical performance and shrinkage. The absence of composition information makes it impossible to replicate the same mortar and verify the test results. Equally important are the details about test conditions and the drying process, which should be described to ensure reproducibility and the development of the technique. Many research groups prefer to showcase the concept and final products while omitting crucial information about the system and materials used.
The number of research publications related to ME with clay has been increasing in the last 10 years. However, there is still a lack of standardized tests and parameters to evaluate the printability of earth-based mortars. The few existing standards and control parameters for traditional earth construction methods are challenging to apply to additive manufacturing [39].
Before and during the printing process, workability and rheology are crucial characteristics that control the material flow into the system and its behavior right after the extrusion. Key factors such as dynamic yield stress and viscosity clarify the minimum pressure required to pump the material, and static yield stress provides information about the maximum load that the first printed layer can support. Fresh properties enable quantitative characterization of the material, with nearly 6% of studies presenting a comprehensive laboratory rheological investigation. To produce a printable material, authors frequently use a trial-and-error strategy. In some cases, highly stiff materials are created, which may pose challenges for testing using standard rheometers.
Analyzing the fresh properties, printability is mentioned in all selected references. The printability test involves attempting to print the material with or without mechanical tools. It is distinguished from extrudability and buildability tests because, for extrusion tests, both qualitative and quantitative characterizations are performed. Buildability tests consider factors like geometry and the maximum height a structure can reach without collapsing. The Vicat needle test was reported in the bibliography to define the setting time when additives were added to the mortar. Tests such as the penetrometer, material flow, and slump provide information about the workability of the material; in some cases, it is possible to estimate the yield stress and viscosity. The simple workability tests could be interesting for the standard characterization of the mortar’s properties.
For hardened properties, it is common to perform mechanical characterization with uniaxial compression and flexural strength tests. A problem throughout the publications is the absence of standard procedures to produce printed samples. Due to the limited capacity to construct layers, some authors created samples over multiple-day sessions [40], which can result in weak points between the layers [41][42]. Other authors preferred to build a solid multilayer block [26][43][44], aiming to avoid the collapse of the structure and subsequently cutting smaller samples. In this case, higher weight pressure or voids between layers can be created.
2.1.2. The Impact of Using Stabilizers Other Than Fibers
Clayey earth is a material with a slow drying process, and the mechanical build-up of strength starts to develop after moisture is released. For this reason, additive manufacturing with earth is a difficult challenge. During layer-wise construction, the previously printed layer needs to develop enough strength to support the additional load of subsequent layers. In the literature, various methods of stabilization to enhance the early strength development of earth-based mortars can be found [26][45][46]. However, as previously mentioned, to create a sustainable mortar, the materials should obey the principles of sustainability; so, low quantities of calcinated materials and chemicals must be used. The use of biopolymers, such as alginate (a natural fast-setting biopolymer), has been proven to be efficient in improving the fresh strength of earth mortars and enhancing the buildability of printable mortars [43]. One study [47], employing 3% of the earth mass in alginate and using a rich clay-based earth (>60%), successfully demonstrated the rapid development of yield stress when the polymer was added to the mortar. The mortar’s consistency was controlled by yield stress. However, to safely pump the mortar, the water content was increased. On the other hand, the investigation overlooked shape retention during the curing process. If the plastic mortar contains a large percentage of clay (>25% wt), dimensional variations are highly likely to occur. Large-scale samples are typically more susceptible to shrinkage and crack propagation. Therefore, future developments should focus on producing representative or full-scale samples.
The use of air lime to mineralize vegetal fibers has been employed in traditional cob mortars. A combination of rice husk and lime forms a natural bio-composite that improves the mechanical resistance of earthen mortars [48]. The WASP group has effectively embraced the utilization of hydrated lime, integrating it with rice husk to create a bio-composite rich in silica [48]. Another study [44] exploring printable mortar has demonstrated that incorporating higher amounts of air lime results in a more workable and moisture-retaining mortar. Acting as a binder, the addition of air lime had a positive impact on compressive strength, which was almost proportional to the amount of air lime added [44], although it should depend on the content. Air lime’s significance transcends its material properties, encompassing a sustainable life cycle when compared to cement. It notably undergoes calcination at lower temperatures (circa 900 °C), aligning with environmentally friendly and vernacular conscious practices. Furthermore, it can be recycled or dispersed onto the ground without causing soil contamination. However, when adding air lime to an earth mortar, reusability is no longer possible, as an artificial stone is produced.
Rapid development of mechanical properties is of utmost importance to ensuring efficient constructability and facilitating expedited construction processes. Incorporating limes with hydraulic properties or cement into the formulation notably enhances mechanical performance both in the short and long term, while concurrently improving water resistance [49][50]. However, the primary consideration surrounding the application of these hydraulic stabilizers relates to sustainability. These materials have a high embodied energy and their use as stabilizers results in a larger ecological footprint. Reutilizing such mortars is no longer possible, and challenges in recycling them become evident, subsequently generating waste at the end of life. The stabilization of earth-based mortar remains a noteworthy concern, particularly in the context of the material extrusion process. Earth mortar, on its own, has demonstrated that it is capable of supporting the construction of single-story structures [43][48]. More studies about the fresh and hardened mechanical performance with and without additives can help to understand the type of material that is ideal for common applications. Also, geometry has an important role in mechanical performance. The infill density and the thickness of the wall can significantly affect the structural, thermal, and acoustic performance.
2.1.3. The Impact of Employing Dispersants on Clay
To guarantee the mortar’s extrusion, a higher water ratio is used to maintain its fluidity. However, this increased water content negatively affects the mortar’s properties, leading to higher shrinkage and reducing the buildability of the printable mortar [51][52]. To enhance workability and reduce water content, a compatible dispersant with clay can be employed. Sodium hexametaphosphate, sodium polyacrylate, carboxymethylated xylan, and sodium silicate with various silica moduli have proven to be the most effective dispersants for earth mortars [53]. The use of natural ones, such as tannins, has demonstrated positive results in enhancing flowability as well as improving water resistance [54][55] and mechanical performance [56][57]. The influence of dispersants on the printability of clay-based mortars needs to be investigated, since the reduction in water and increasing flowability align with the goals of extrusion.
2.1.4. The Effect of Incorporating Fibers
Comparing the additive manufacturing process with the traditional manual cob technique, similarities can be observed in their construction processes. The process of building cob walls typically involves layering mortar into thick, solid walls, level by level, which is similar to additive manufacturing. Perhaps this is the reason why there are so many attempts to manufacture cob mentioned in the literature. However, one can discuss if it is correct to refer to walls built using this manufactured process as cob. Cob mortar is a mixture of clay, sand, water, natural fibers, and sometimes additives. The primary differences between manufactured cob and artisanal cob are the thickness of the walls, as they are solid for the latter, the size of the fibers (higher also for the latter), and the consistency of the mortar. For the printing process, the mortar needs to have fluid–plastic behavior [51].
In the publications, a maximum addition of 2% fiber is recommended for manufactured cob [52]. This ratio is essential to prevent pump blockages and clogging of the nozzle [44][51]. The use of fibers has been shown to improve mechanical resistance and reduce shrinkage [44][48], but contradictory results have been published [58][59]. Only a small number of authors exclusively tested the influence of fiber additions; depending on the fiber ratio and other additives, a reduction in compressive and tensile strength was described [59][60]. The combination of a natural stabilizer (potato starch) and sisal fibers negatively influences buildability, causing early collapse of the structure [59]. Since the previously mentioned study focused on compositions with potato starch gel, it is difficult to draw exclusive conclusions about the influence of added fibers.
2.2. Pumpability
Pumpability [61] characterizes how effectively the fresh mortar can be conveyed from the pump to the extrusion nozzle section [42]. The rheology of the material significantly impacts force transmission; lower plastic viscosity tends to reduce pumping pressure [62]. Depending on the type of conveying system, it is possible to target the workability of the material. Alternatively, it is possible to adapt the system to the material properties, making this second option more laborious and expensive. There is no universal system, as each research group and company has developed and combined different conveying systems, deposition equipment, and geometric design software. Changing the feeding system without impacting the final result is unlikely because material properties are closely connected. As demonstrated in the research conducted at University Park [44], focusing on manufactured cob extrusion, significant variations in mortar consistency were observed between a manual handheld piston pump and an electric handheld piston pump. Moreover, in adapting to the use of a cavity pump, adjustments in both the water ratio and the formulation were necessary.
Several components constitute the feeding system: the pumping equipment, tank, elevation, and transport of materials, mortar dosing, water dosing, mixer, and hose. Several of these components can be incorporated into one machine, making it possible to mix and pump the mortar. This type of equipment reduces human interaction and allows continuous printing. Figure 1 is an example of a mixing pump with an incorporated powder feeder. There are several printers on the market that are specially designed for three-dimensional printing of clay-based materials [63][64][65][66].
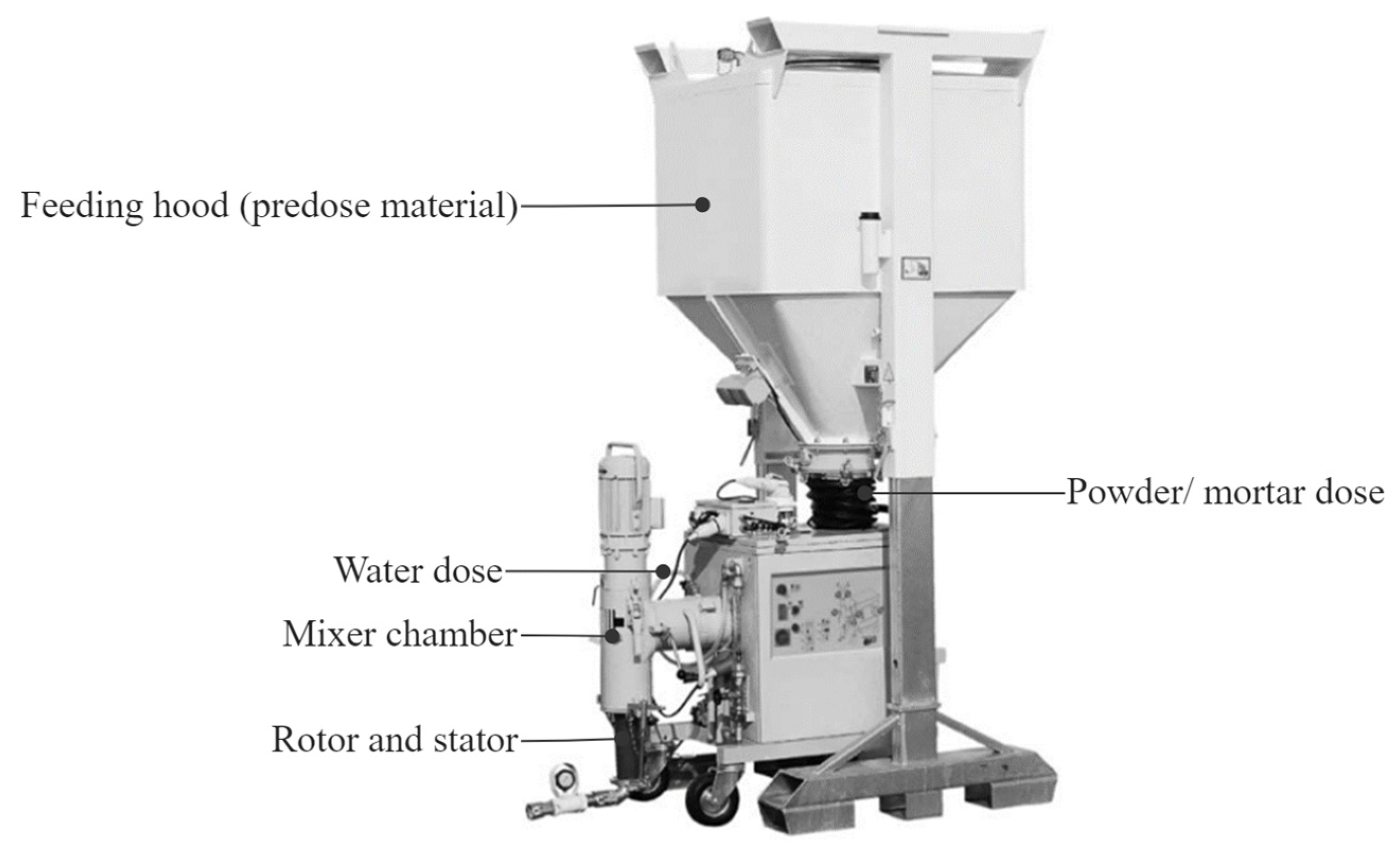
Figure 1. Conveying system integrated with mixing and feeding tank.
The ME process is associated with a fluid–plastic earth; during printing, the material suffers a deformation introduced by the system, and the final shape is created at the nozzle cross-section. To maintain the shape, the mortar needs to have enough plastic strength. The plasticity of the mortar can be controlled by the ratio of clay, aggregate, water, and additives, but also by the type of clay and mixing method [59], but the workability of the mortar needs to be compatible with the conveying system.
Due to the plastic consistency of earth-based mortars, some researchers opted for the use of pumping systems with a piston. In this kind of system, the mortar can be stiffer, with high yield stress and viscosity, allowing it to maintain its shape right after extrusion. It is considered an extrudable mortar when it flows without blocking the system and achieves the right consistency after being extruded. In pneumatic systems, dense mortars can affect the extrusion rate, quality, and consistency of printed building elements [47]. A stepper electric motor is typically used to control the extrusion rate and lower torque, improving the quality of the extruded mortar. This motor can be applied to both pneumatic and electromechanical pumps. A major disadvantage of piston pumps is their limited capacity for continuous printing, as the mortar quantity is restricted by the chamber’s size. The frequent pauses for mortar refilling are time-consuming, particularly when applied to large-scale constructions [51]. Another issue with piston extrusion is mortar segregation; stiff mortars require high pressurization, and this pressure increases their compaction, which can lead to water migration [51][67]. Numerous compositions have to be tested to achieve the balance between the viscosity of the mortar and the required mechanical and structural properties [51]. The use of a progressive cavity pump can be adopted to reduce the shear forces introduced by the extrusion system, preventing segregation and enabling a continuous mortar flow [59].
The duo ram extruder has been proposed [47] to minimize manual interference and enable continuous printing processes. The use of multiple cartridges can enhance productivity and reduce the time required to reload the system, although it necessitates managing a larger number of robots to maintain system automation. Another disadvantage of a rechargeable solution is the potential introduction of air into the cartridge [51]. It is important to note that the use of premixed mortars ensures material quality and conformity, offering greater assurance of the quality of the extruded mortar. Looking ahead, given the limitations of existing commercial piston pump solutions, it is unlikely that large-scale projects can be delivered. The substantial number of interactions, whether human or involving support robots, and the time needed to reload the system can be counterproductive, deviating from the primary goal of digitizing earth construction.
Optimizing mortar rheology for compatibility with the system has been shown to be an effective methodology [43][68]. By setting a fixed pump pressure and predicting or testing the loss of energy introduced by the system, a range of yield stress values that ensure the extrusion of the mortar can be estimated. Using this approach, it is possible to optimize mortar properties for use with a specific pump. While controlling dynamic properties can affect the quality of the extruded element, the addition of more water or plasticizer can decrease its buildability [51][59]. Pumpability is a crucial part of printability, but many other aspects must be addressed, including hardened properties. On the other hand, control of the maximum yield stress is not always linear. When different additives are incorporated, mortars with higher yield stress can be extruded with the same pump. The addition of fibers can lead to an increase in the shear rate. The decrease in workability caused by the addition of fibers is compensated for by increasing the water ratio in the mortar [59].
Screw pump extruders have been proven to be effective solutions for supplying mortars with different compositions, whether they include fibers or not [43][48][67]. When using a mixing pump, there are two types of mixing procedures: dry materials or pre-mixed mortar. The primary advantage of screw extrusion lies in its ability to provide a continuous flow of material. Therefore, the quantity of the material is not limited by the size of the equipment; it is possible to add or produce more mortar during the printing session. However, all systems have negative aspects. The main problem with this system is the maximum size of the aggregate or the proportion of the fiber. To avoid clogging the system, proportions need to be controlled.
Many other factors can be added to the characterization of the material pumpability, including the lubrification layer [62][69] and segregation [26][69], which influence the quality of the extruded material. Additionally, the fabric material, diameter, and length of the hose impact the pump pressure due to friction forces and mortar viscosity. Calibration between the print head movement and the extrusion speed has a significant impact on the outcome [70]. Some authors have suggested studying the pumpability using common tests like flow table, slump, penetration, and slug test (measurement of mortar droplets at the nozzle), along with more advanced testing employing robust devices such as viscosimeters, rheometers, sliding pipe rheometers, and ram extruders.
2.3. Extrudability
The nozzle is the final component of ME, shaping the mortar as it is pushed through this section. A standard cross-section is normally used at the end of the printhead, but other gadgets can be incorporated into the system to improve the material performance. These components can pulverize liquids, introduce additives, or reinforce the mortar. Just before the nozzle, a mixing chamber with a screw could be used to manage low-viscosity and low-yield stress materials, combining the mortar with an activator to enhance shape retention. Alternatively, when dealing with stiff mortar, local vibrations can be applied to improve workability and reduce extrusion pressure. There is also the option of introducing moisture to the extruded material during or after printing. This can be achieved through the dispersion of water mist or by utilizing chemicals to accelerate mortar setting [69].
The section must be compatible with the mortar’s composition and consistency. If the section is too small, there is a risk of clogging and segregation [23][69]. To mitigate this risk, the maximum aggregate dimension and fiber length need to be controlled. As proposed by Buswell et al. [42] and Mechtcherine et al. [69][71], the nozzle shape can be divided into two types according to its section: elliptical/round or rectangular/square. The contraction section can incorporate trowels capable of shaping the material and achieving smooth surfaces, most well-known as “contour craft” [72]. The resolution of the printed object is directly linked with the size of the nozzle; small dimensions achieve better freedom of geometry and resolution [73][74], but they are directly linked with the building time and complexity of the object. The impact of using two different nozzle sizes on the printing quality can be observed in Figure 2, where a larger nozzle yields a rougher surface.
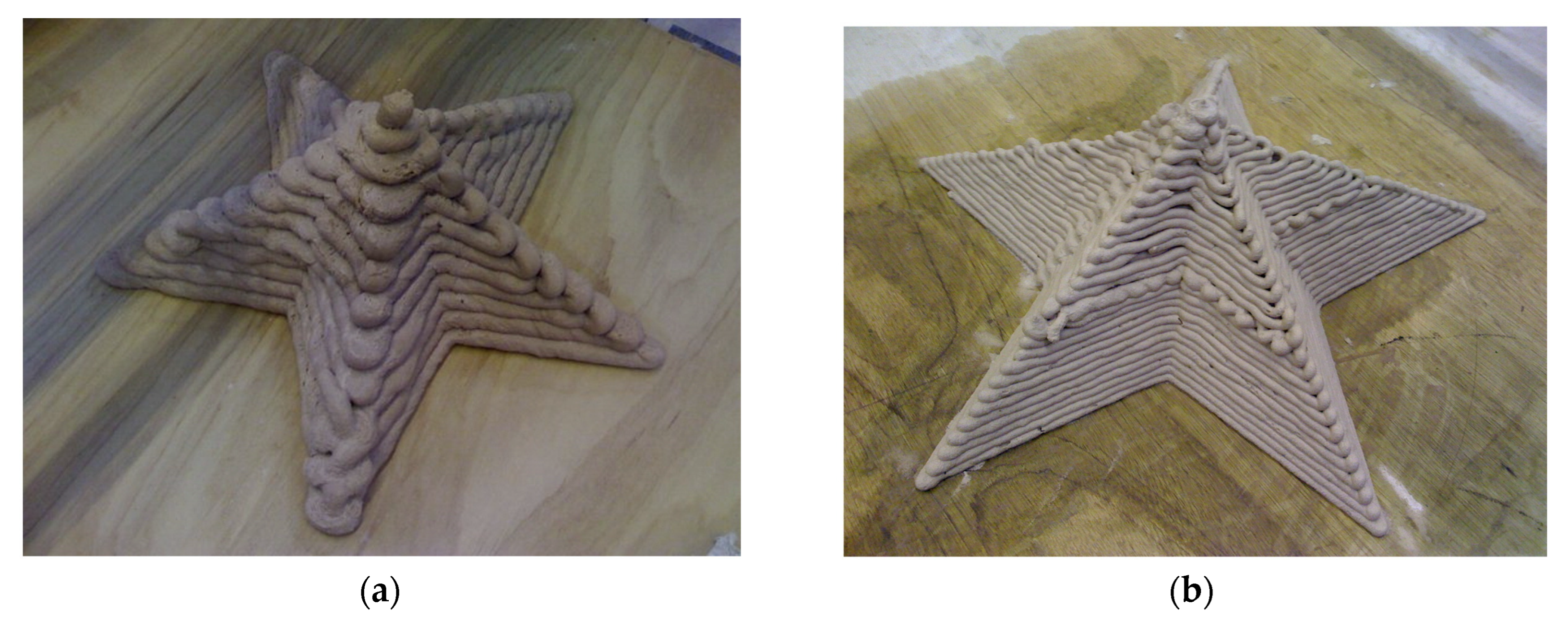
Figure 2. Comparison of resolution for printed gypsum mortar using different nozzle: (a) 22 mm by 15 mm; (b) 9 mm by 6 mm.
In Figure 3, the printing quality is associated with the nozzle type. When using a nozzle with an elliptical section, the extruded layer may deform at the boundary due to the lack of support material, causing micro-cracking [75]. To prevent deformation after the extrusion, the material strength needs to be higher than the gravitational flow [69]. For printable cement-based mortars, it is possible to define a minimum yield stress that satisfies the condition of 3DPCM. A similar approach needs to be developed for earth-based mortars. Currently, there is a gap in testing protocols and rheological properties of these materials [39]. Nozzles with a rectangular section can avoid cold joins and provide better adherence for the subsequent layers due to a larger contact area with the previous and following layers.

Figure 3. The influence of the nozzle section on the micro-cracking during the printing of clay-gypsum-pozzolan mortar: (a) round cross-section; (b) square cross-section.
Perrot et al. [43] observed a higher percentage of air pockets using a circular nozzle, as represented in Figure 4, when using a stiff clay-based mortar (shear yield stress of 1.5 kPa). The extrusion of stiff material can be likened to the “infinite brick regime” [61][69], where the filament has almost zero deformation. Due to the low flow of stiff mortars, higher pressure is required during the pumping process.
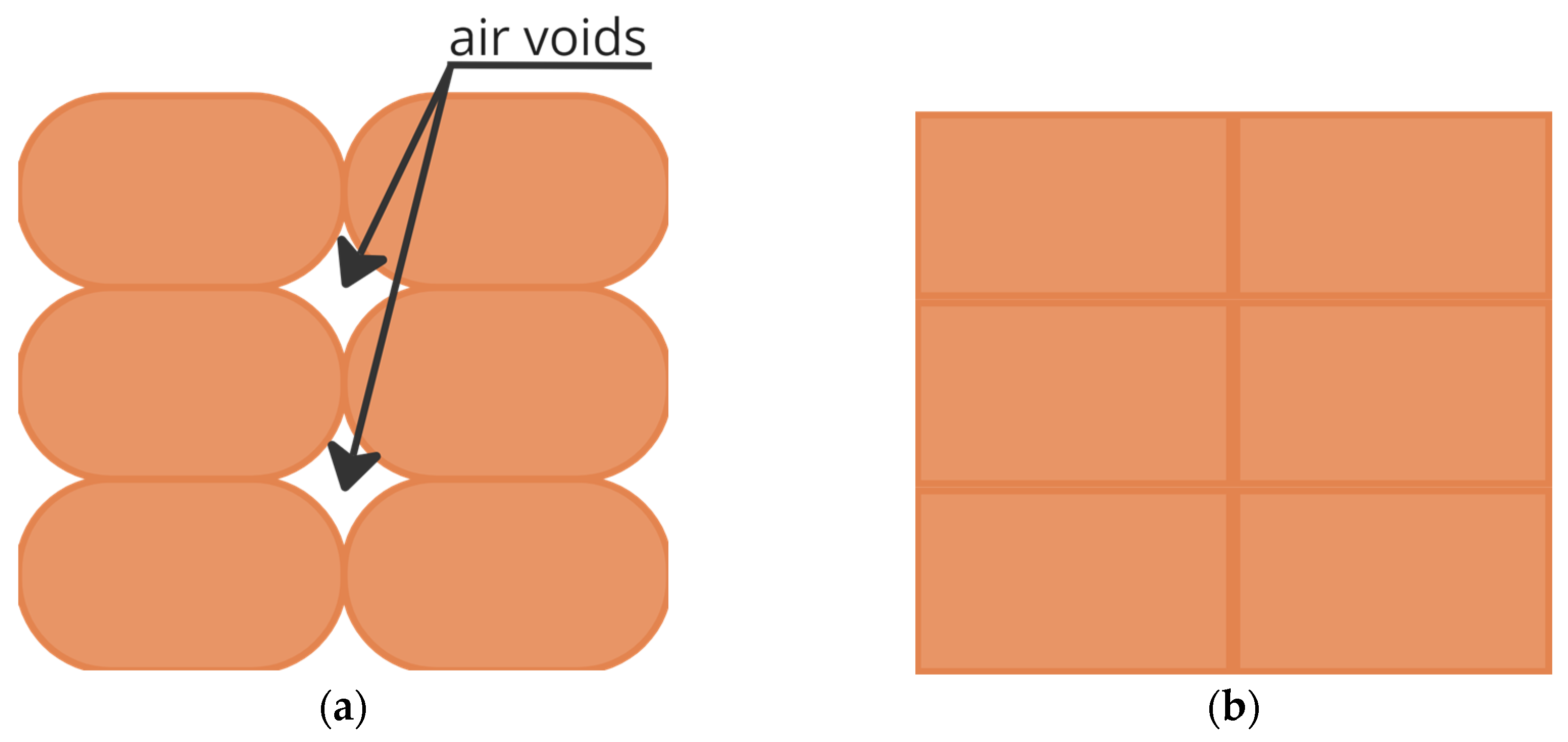
Figure 4. Representation of air voids for different nozzles—cut section of printed samples with two layers side by side and four layers in height of earth with alginate mortar: (a) printed with a circular cross-section; (b) printed with rectangular cross-section.
The deposition system can influence the type of nozzle. Three-axis robots have more constraints in movement; in most cases, the print head is restricted in one direction. For systems with limited movement, a round nozzle is preferable, as it allows changes in direction without necessitating the rotation of the nozzle. The printing path for robots must consider both the geometry and the selected nozzle. The necessary radius for creating curved objects can also dictate the nozzle geometry. A rectangular section increases the radius of curvature compared to a round nozzle. Small cracks in the outer edge caused by curvature radius reflect on the quality of the printing, strength, and buildability [76]. Figure 5 illustrates two common problems that frequently happen with rectangular nozzles when changing direction. The geometry of the object can influence shrinkage, as observed in the TerraPerforma project [37]; depending on the pattern and radius, resistance to cracks can be improved. Analyzing the bibliography, a gap was identified in the analysis of large-scale printed objects produced with clay materials in terms of their drying and shrinkage effects and mechanical performance. Smaller samples produced in one direction are less representative of real constructive elements. The exposed area during drying and the lack of constraints, due to the absence of formwork, leads to high dimension variation and consequently cracking propagation.

Figure 5. Printing quality problems with rectangle/square nozzle section: (a) twisted filament; (b) tearing and cracking of printed curve layers.
References
- Bruno, P.; Faria, P.; Candeias, A.; Mirão, J. Earth Mortars from Pre-Historic Habitat Settlements in South Portugal Case Studies. J. Iber. Archaeol. 2010, 13, 51–67.
- ICOMOS Spain. Available online: https://icomos.es/comunicado-sobre-el-terremoto-en-marruecos-y-los-danos-causados-al-patrimonio-arquitectonico/ (accessed on 12 September 2023).
- Marsh, A.T.M.; Kulshreshtha, Y. The State of Earthen Housing Worldwide: How Development Affects Attitudes and Adoption. Build. Res. Inf. 2022, 50, 485–501.
- Houben, H.; Guillaud, H.; Dayre, M. Traité de Construction en Terre, 3rd ed.; Éd. Parenthèses: Marseille, France, 2006; ISBN 978-2-86364-161-3.
- Rigassi, V. Compressed Earth Blocks: A Publication of Deutsches Zentrum Für Entwicklungstechnologien—GATE, a Division of the Deutsche Gesellschaft Für Technische Zusammenarbeit (GTZ) GmbH in Coordination with the Building Advisory Service and Information Network—BASIN. 1: Manual of Production/Vincent Rigassi; Vieweg: Braunschweig, Germany, 1995; ISBN 978-3-528-02079-8.
- Giuffrida, G.; Caponetto, R.; Cuomo, M. An Overview on Contemporary Rammed Earth Buildings: Technological Advances in Production, Construction and Material Characterization. IOP Conf. Ser. Earth Environ. Sci. 2019, 296, 012018.
- Arduin, D.; Caldas, L.R.; Paiva, R.D.L.M.; Rocha, F. Life Cycle Assessment (LCA) in Earth Construction: A Systematic Literature Review Considering Five Construction Techniques. Sustainability 2022, 14, 13228.
- Hamard, E.; Cazacliu, B.; Razakamanantsoa, A.; Morel, J.-C. Cob, a Vernacular Earth Construction Process in the Context of Modern Sustainable Building. Build. Environ. 2016, 106, 103–119.
- Parracha, J.L.; Lima, J.; Freire, M.T.; Ferreira, M.; Faria, P. Vernacular Earthen Buildings from Leiria, Portugal—Material Characterization. Int. J. Archit. Herit. 2021, 15, 1285–1300.
- Sangma, S.; Tripura, D.D. Experimental Study on Shrinkage Behaviour of Earth Walling Materials with Fibers and Stabilizer for Cob Building. Constr. Build. Mater. 2020, 256, 119449.
- Parracha, J.L.; Silva, A.S.; Cotrim, M.; Faria, P. Mineralogical and Microstructural Characterisation of Rammed Earth and Earthen Mortars from 12th Century Paderne Castle. J. Cult. Herit. 2020, 42, 226–239.
- Hurtado, E.; Eloualid, I. Engineered Cast Earth. Available online: https://www.researchgate.net/publication/318779416_ENGINEERED_CAST_EARTH?channel=doi&linkId=597e0a18a6fdcc1a9accb0df&showFulltext=true (accessed on 12 September 2023).
- Akipek, F.O.; Yazar, T. Common Action Walls. Available online: https://www.youtube.com/watch?v=QKFKbCLLX5c (accessed on 12 September 2023).
- Kloft, H.; Loccarini, F.; Delille, C.; Oechsler, J.; Gosslar, J. Robotische Fabrikation von Bauteilen Aus Stampflehm, DBZ. (Robotic Fabrication of Elements from Rammed Earth). In Regionales Bauen Bautechnik|Stampflehmproduktion; Gütersloh, Germany, 2019; pp. 54–59.
- Form Earth Free Form Rammed Earth. Available online: https://www.youtube.com/c/Formearth (accessed on 12 September 2023).
- ERNE AG Holzbau; Robotic Rammed Earth, Innovation Booster—Circular Building Industry. Available online: https://www.linkedin.com/feed/update/urn:li:activity:6990574421816045568/ (accessed on 12 September 2023).
- Doerfler, K.; Ernst, S.; Piškorec, L.; Willmann, J.; Helm, V.; Gramazio, F.; Kohler, M. Remote Material Deposition. In Proceedings of the What’s the Matter: Materiality and Materialism at the Age of Computation, Barcelona, Spain, 4–6 September 2014; p. 201.
- Kohler, G.; Ming, C. Clay Rotunda—Gramazio Kohler Research, ETH Zurich. Available online: https://gramaziokohler.arch.ethz.ch/web/e/projekte/430.html (accessed on 12 September 2023).
- Bravo, M.; Chaltiel, S. Monolithic Earthen Shells Digital Fabrication: Hybrid Workflow. In Humanizing Digital Reality; De Rycke, K., Gengnagel, C., Baverel, O., Burry, J., Mueller, C., Nguyen, M.M., Rahm, P., Thomsen, M.R., Eds.; Springer: Singapore, 2018; pp. 509–521. ISBN 978-981-10-6610-8.
- Bravo, M.; Chaltiel, S.; Carazas, W. Matter-Robotic Calibration for Bioshotcrete. TdD 2018, 34, 80–91.
- Bonwetsch, T.; Kohler, M. Digitally Fabricating Non-Standardised Brick Walls. In Proceedings of the Manubuild 1st International Conference, Rotterdam, The Netherlands, 25–26 April 2017; pp. 191–196.
- Paul, S.C.; Tay, Y.W.D.; Panda, B.; Tan, M.J. Fresh and Hardened Properties of 3D Printable Cementitious Materials for Building and Construction. Arch. Civ. Mech. Eng. 2018, 18, 311–319.
- Bhattacherjee, S.; Basavaraj, A.S.; Rahul, A.V.; Santhanam, M.; Gettu, R.; Panda, B.; Schlangen, E.; Chen, Y.; Copuroglu, O.; Ma, G.; et al. Sustainable Materials for 3D Concrete Printing. Cem. Concr. Compos. 2021, 122, 104156.
- Batikha, M.; Jotangia, R.; Baaj, M.Y.; Mousleh, I. 3D Concrete Printing for Sustainable and Economical Construction: A Comparative Study. Autom. Constr. 2022, 134, 104087.
- Akhtar, A.; Sarmah, A.K. Construction and Demolition Waste Generation and Properties of Recycled Aggregate Concrete: A Global Perspective. J. Clean. Prod. 2018, 186, 262–281.
- Daher, J.; Kleib, J.; Benzerzour, M.; Abriak, N.-E.; Aouad, G. The Development of Soil-Based 3D-Printable Mixtures: A Mix-Design Methodology and a Case Study. Buildings 2023, 13, 1618.
- WASP. 3D Printed Houses for a Renewed Balance between Environment and Technology—EREMO. Available online: https://www.3dwasp.com/en/3d-printed-houses-for-a-renewed-balance-between-environment-and-technology/ (accessed on 12 September 2023).
- WASP. The First 3D Printed House with Earth|Gaia. Available online: https://www.3dwasp.com/en/3d-printed-house-gaia/ (accessed on 12 September 2023).
- WASP. MCA Tecla. Available online: https://www.3dwasp.com/en/3d-printed-house-tecla/ (accessed on 12 September 2023).
- WASP; Tiny, B.E. The House of Dust. Available online: https://www.3dwasp.com/en/crowdfunding-for-the-house-of-dust/ (accessed on 12 September 2023).
- WASP; Chiuri, M.G. 3D Prints a Unique Concept Store in Collaboration with Dior. Available online: https://www.3dwasp.com/en/3d-printed-pop-up-store-wasp-dior/ (accessed on 12 September 2023).
- Rael, R.; Fratello, V.S.; Rael, M.; Curth, S.; Arja, L.; Defelici, D. Mud Frontiers: Part II—Emerging Objects. Available online: https://emergingobjects.com/project/mud-frontiers-part-ii/ (accessed on 12 September 2023).
- Rael, R.; Fratello, V.S.; Rael, M.; Arja, L. MudFrontiers Part IV—Emerging Objects. Available online: https://www.instagram.com/p/CSIjhkoj1ml/ (accessed on 12 September 2023).
- Rael, R.; Fratello, V.S. Casa Covida. Available online: https://www.rael-sanfratello.com/made/casa-covida (accessed on 12 September 2023).
- Gomaa, M.; Jabi, W.; Soebarto, V.; Xie, Y.M. Digital Manufacturing for Earth Construction: A Critical Review. J. Clean. Prod. 2022, 338, 130630.
- Izard, J.-B.; Dubor, A.; Hervé, P.-E.; Cabay, E.; Culla, D.; Rodriguez, M.; Barrado, M. Large-Scale 3D Printing with Cable-Driven Parallel Robots. Constr. Robot 2017, 1, 69–76.
- Dubor, A.; Cabay, E.; Chronis, A. Energy Efficient Design for 3D Printed Earth Architecture. In Humanizing Digital Reality; De Rycke, K., Gengnagel, C., Baverel, O., Burry, J., Mueller, C., Nguyen, M.M., Rahm, P., Thomsen, M.R., Eds.; Springer: Singapore, 2018; pp. 383–393. ISBN 978-981-10-6610-8.
- IAAC. Digital Adobe—IAAC Open Thesis Fabrication 2017–2018. Available online: https://www.youtube.com/watch?v=sTug99TUYcw&t=212s (accessed on 12 September 2023).
- Rückrich, S.; Agranati, G.; Grobman, Y.J. Earth-Based Additive Manufacturing: A Field-Oriented Methodology for Evaluating Material Printability. Archit. Sci. Rev. 2023, 66, 133–143.
- Rahal, S.; Kaci, A.; Skoudarli, A. Evaluation of Mechanical Anisotropy Induced by 3D Printing Process for Earth-Based Materials. Mater. Today Proc. 2023, S2214785323040622.
- Moeini, M.A.; Hosseinpoor, M.; Yahia, A. Effectiveness of the Rheometric Methods to Evaluate the Build-up of Cementitious Mortars Used for 3D Printing. Constr. Build. Mater. 2020, 257, 119551.
- Buswell, R.A.; Leal de Silva, W.R.; Jones, S.Z.; Dirrenberger, J. 3D Printing Using Concrete Extrusion: A Roadmap for Research. Cem. Concr. Res. 2018, 112, 37–49.
- Perrot, A.; Rangeard, D.; Courteille, E. 3D Printing of Earth-Based Materials: Processing Aspects. Constr. Build. Mater. 2018, 172, 670–676.
- Alqenaee, A.; Memari, A. Experimental Study of 3D Printable Cob Mixtures. Constr. Build. Mater. 2022, 324, 126574.
- D’Haese, R.; Carpentier, O.; Dubois, V.; Chafei, S.; Wirquin, E. 3D-Printable Materials Made with Industrial By-Products: Formulation, Fresh and Hardened Properties. Sustainability 2022, 14, 14236.
- Khelifi, H.; Perrot, A.; Lecompte, T.; Ausias, G. Design of Clay/Cement Mixtures for Extruded Building Products. Mater. Struct. 2013, 46, 999–1010.
- Gomaa, M.; Jabi, W.; Veliz Reyes, A.; Soebarto, V. 3D Printing System for Earth-Based Construction: Case Study of Cob. Autom. Constr. 2021, 124, 103577.
- Ferretti, E.; Moretti, M.; Chiusoli, A.; Naldoni, L.; De Fabritiis, F.; Visonà, M. Rice Husk Shredding as a Means of Increasing the Long-Term Mechanical Properties of Earthen Mixtures for 3D Printing. Materials 2021, 15, 743.
- Eires, R.; Camões, A.; Jalali, S. Ancient Materials and Techniques to Improve the Earthen Building Durability. KEM 2015, 634, 357–366.
- Ouedraogo, K.A.J.; Aubert, J.-E.; Tribout, C.; Escadeillas, G. Is Stabilization of Earth Bricks Using Low Cement or Lime Contents Relevant? Constr. Build. Mater. 2020, 236, 117578.
- Veliz Reyes, A.; Gomaa, M.; Chatzivasileiadi, A.; Jabi, W.; Wardhana, N.M. Computing Craft—Early Stage Development of a Robotically-Supported 3D Printing System for Cob Structures. In Proceedings of the 36th eCAADe Conference, Lodz, Poland, 19–21 September 2018; pp. 791–800.
- Gomaa, M.; Carfrae, J.; Goodhew, S.; Jabi, W.; Veliz Reyes, A. Thermal Performance Exploration of 3D Printed Cob. Archit. Sci. Rev. 2019, 62, 230–237.
- Du, Y.; Brumaud, C.; Winnefeld, F.; Lai, Y.-H.; Habert, G. Mechanisms for Efficient Clay Dispersing Effect with Tannins and Sodium Hydroxide. Colloids Surf. A Physicochem. Eng. Asp. 2021, 630, 127589.
- Du, Y.; Habert, G.; Brumaud, C. Influence of Tannin and Iron Ions on the Water Resistance of Clay Materials. Constr. Build. Mater. 2022, 323, 126571.
- Vissac, A.; Bourgès, A.; Gandreau, D.; Anger, R.; Fontaine, L. Argiles & Biopolymères—Les Stabilisants Naturels Pour la Construction en Terre; CRAterre Éditions: Villefontaine, France, 2017; ISBN 978-2-906901-88-9.
- Sorgho, B.; Zerbo, L.; Keita, I.; Dembele, C.; Plea, M.; Sol, V.; Gomina, M.; Blanchart, P. Strength and Creep Behavior of Geomaterials for Building with Tannin Addition. Mater. Struct. 2014, 47, 937–946.
- Keita, I.; Sorgho, B.; Dembele, C.; Plea, M.; Zerbo, L.; Guel, B.; Ouedraogo, R.; Gomina, M.; Blanchart, P. Ageing of Clay and Clay–Tannin Geomaterials for Building. Constr. Build. Mater. 2014, 61, 114–119.
- Bryson, Z.E.; Srubar, W.V.; Kawashima, S.; Ben-Alon, L. Towards 3D Printed Earth and Bio-Based Insulation Materials: A Case Study On Light Straw Clay. In Proceedings of the 18th International Conference on Non-conventional Materials and Technologies, Online, June 7–23 2022.
- Silva, G.; Ñañez, R.; Zavaleta, D.; Burgos, V.; Kim, S.; Ruiz, G.; Pando, M.A.; Aguilar, R.; Nakamatsu, J. Eco-Friendly Additive Construction: Analysis of the Printability of Earthen-Based Matrices Stabilized with Potato Starch Gel and Sisal Fibers. Constr. Build. Mater. 2022, 347, 128556.
- Benzerara, M.; Guihéneuf, S.; Belouettar, R.; Perrot, A. Combined and Synergic Effect of Algerian Natural Fibres and Biopolymers on the Reinforcement of Extruded Raw Earth. Constr. Build. Mater. 2021, 289, 123211.
- Wangler, T.; Roussel, N.; Bos, F.P.; Salet, T.A.M.; Flatt, R.J. Digital Concrete: A Review. Cem. Concr. Res. 2019, 123, 105780.
- Mechtcherine, V.; Nerella, V.N.; Kasten, K. Testing Pumpability of Concrete Using Sliding Pipe Rheometer. Constr. Build. Mater. 2014, 53, 312–323.
- WASP. Clay 3D Printer, Delta WASP 2040. Available online: https://www.3dwasp.com/en/clay-3d-printer-delta-wasp-2040-clay/ (accessed on 12 September 2023).
- 3DPotter 3D Potterbot. Available online: https://3dpotter.com (accessed on 12 September 2023).
- StoneFlower. Clay 3D Printer. Available online: https://www.stoneflower3d.com/store/3d-printer-stoneflower/ (accessed on 12 September 2023).
- Cerambot. CERAMBOT, Ceramic Printer. Available online: https://www.cerambot.com (accessed on 12 September 2023).
- Gomaa, M.; Vaculik, J.; Soebarto, V.; Griffith, M.; Jabi, W. Feasibility of 3DP Cob Walls under Compression Loads in Low-Rise Construction. Constr. Build. Mater. 2021, 301, 124079.
- Le, T.T.; Austin, S.A.; Lim, S.; Buswell, R.A.; Gibb, A.G.F.; Thorpe, T. Mix Design and Fresh Properties for High-Performance Printing Concrete. Mater. Struct. 2012, 45, 1221–1232.
- Mechtcherine, V.; Bos, F.P.; Perrot, A.; da Silva, W.R.L.; Nerella, V.N.; Fataei, S.; Wolfs, R.J.M.; Sonebi, M.; Roussel, N. Extrusion-Based Additive Manufacturing with Cement-Based Materials—Production Steps, Processes, and Their Underlying Physics: A Review. Cem. Concr. Res. 2020, 132, 106037.
- Kontovourkis, O.; Tryfonos, G. Integrating Parametric Design with Robotic Additive Manufacturing for 3D Clay Printing: An Experimental Study. In Proceedings of the 35th International Symposium on Automation and Robotics in Construction, Berlin, Germany, 22 July 2018.
- Mechtcherine, V.; Nerella, V.N.; Will, F.; Näther, M.; Otto, J.; Krause, M. Large-Scale Digital Concrete Construction—CONPrint3D Concept for on-Site, Monolithic 3D-Printing. Autom. Constr. 2019, 107, 102933.
- Khoshnevis, B. Automated Construction by Contour Crafting—Related Robotics and Information Technologies. Autom. Constr. 2004, 13, 5–19.
- Lim, S.; Buswell, R.A.; Le, T.T.; Austin, S.A.; Gibb, A.G.F.; Thorpe, T. Developments in Construction-Scale Additive Manufacturing Processes. Autom. Constr. 2012, 21, 262–268.
- Lim, S.; Buswell, R.; Le, T.; Wackrow, R.; Austin, S.; Gibb, A.; Thorpe, T. Development of a Viable Concrete Printing Process. In Proceedings of the 28th International Symposium on Automation and Robotics in Construction, Seoul, Republic of Korea, 29 June 2011; pp. 665–667.
- Khoshnevis, B.; Bukkapatnam, S.; Kwon, H.; Saito, J. Experimental Investigation of Contour Crafting Using Ceramics Materials. Rapid Prototyp. J. 2001, 7, 32–42.
- Hojati, M.; Li, Z.; Memari, A.M.; Park, K.; Zahabi, M.; Nazarian, S.; Duarte, J.P.; Radlińska, A. 3D-Printable Quaternary Cementitious Materials towards Sustainable Development: Mixture Design and Mechanical Properties. Results Eng. 2022, 13, 100341.
More
Information
Subjects:
Construction & Building Technology
Contributors
MDPI registered users' name will be linked to their SciProfiles pages. To register with us, please refer to https://encyclopedia.pub/register
:
View Times:
1.0K
Revisions:
2 times
(View History)
Update Date:
10 Jan 2024
Table of Contents


Notice
You are not a member of the advisory board for this topic. If you want to update advisory board member profile, please contact office@encyclopedia.pub.
OK
Confirm
Only members of the Encyclopedia advisory board for this topic are allowed to note entries. Would you like to become an advisory board member of the Encyclopedia?
Yes
No
${ textCharacter }/${ maxCharacter }
Submit
Cancel
Back
Comments
${ item }
|
${ item.createdUser.fullName }
${ item.createdAt }
${ item.vote }
${ item.reply }
Delete
${ reply.createdUser.fullName }
${ reply.createdAt }
${ reply.vote }
Delete
There is no reply to this comment~
${ item.replyTextCharacter }/${ item.replyMaxCharacter }
Submit
Cancel
More
No more~
There is no comment~
${ textCharacter }/${ maxCharacter }
Submit
Cancel
${ selectedItem.replyTextCharacter }/${ selectedItem.replyMaxCharacter }
Submit
Cancel
Confirm
Are you sure to Delete?
Yes
No