 +1 credit
+1 credit
| Version | Summary | Created by | Modification | Content Size | Created at | Operation |
|---|---|---|---|---|---|---|
| 1 | Jiajun Wu | + 847 word(s) | 847 | 2020-04-01 08:21:36 | | | |
| 2 | Nicole Yin | Meta information modification | 847 | 2020-10-27 10:10:55 | | |
Video Upload Options
Laser shock processing (LSP) is an advanced material surface hardening technology that can significantly improve mechanical properties and extend service life by using the stress effect generated by laser-induced plasma shock waves, which has been increasingly applied in the processing fields of metallic materials and alloys.
1. Introduction
Laser shock processing, also named as laser shock peening, is a novel material surface treatment technology by using the stress effect generated by laser-induced shock waves to improve the material properties, such as anti-fatigue, wear resistance and anti-stress corrosion, etc. [1][2].
2. Fundamental Principle
The schematic of the principle of LSP is shown in Figure 1 [2]. Before the process of LSP, the LSP surface needs to be coated with an absorbing protective layer such as black tape, black paint or aluminum foil, and then covered with a transparent constraint layer such as water or optical glass, with the main purpose of improving the absorption rate of the laser energy for the metallic materials, and protecting the surface of the metallic materials or alloys from the laser thermal ablation. The laser beam with high power density and short pulse width passes through the transparent constraint layer and acts on the surface of metallic material, the absorbing protective layer that is coated on the surface of metallic material absorbs the laser energy, causing the material temperature to rise. The phenomenon of gasification and ionization will be occurred, and the expanding plasma with high temperature (>104K) and high pressure (>1GPa) is formed at about the same time. The plasma continues to absorb the laser pulse energy, and due to the restriction of the absorbing protective layer and constraint layer, the plasma expands rapidly and then explodes to form a high-pressure (GPa level) laser-induced plasma shock wave that acts on the surface of metallic material and propagates inside[3][1][2][4]. When the laser-induced plasma shock wave is loaded on the surface of metallic material, uniaxial stress will be generated along the propagating direction of the shock wave, which will lead to plastic deformation in the LSP area. After the laser-induced plasma shock wave is over (about tens of nanoseconds), the plastic deformation region will be limited and restricted by the surrounding material, so a biaxial compressive residual stress field will be generated, which is paralleled to the LSP surface[5][6]. The compressive residual stresses can eliminate the harmful tensile stresses due to the process of material processing such as mechanical machining, heat treatment, welding, laser cutting, plating and hard coating, etc. In addition, the compressive residual stresses can inhibit the initiation and expansion of fatigue cracks. Consequently, after the treatment of LSP, the mechanical properties of the metallic materials or alloys can be improved evidently[6]. The schematic diagram of compressive residual stress induced by LSP is shown in Figure 2[6].
At present, the process structure of the constraint layer and absorbing protective layer is the most typical structure for the LSP treatment[7]. Whether being the constraint layer or the absorbing protective layer, its thickness should be suitable. The thickness of the constraint layer can affect the transmittance of the laser and the pressure of laser-induced shock waves, the lower thickness can increase the transmittance but easily cause the breakdown of the pressure, and the suitable thickness of the constraint layer such as water for most of the LSP process is about 1.2–2 mm[8][9]. The absorbing protective layer can improve the absorption rate of laser energy and increase the peak pressure of laser-induced plasma shock waves as well as protect the materials from thermal melting. The related research shows that there exists a critical thickness of the absorbing protective layer, and that higher thickness can lead to the pressure losses of laser-induced plasma shock waves, but lower thickness can lead to the thermal melting in the near-surface layer of material and the formation of rougher impact pits, and the common thickness of the absorbing protective layer such as black tape is about 100 μm[10][11]. Therefore, in the LSP treatment, the suitable thickness of the constraining layer and absorbing protective layer can improve the transmittance and pressure of the laser-induced plasma, resulting in obtaining a better hardening effect[12].
The common feature of surface treatment technologies is to utilize the severe plastic deformation in the near-surface of metallic materials or alloys to get the result of material surface strengthening[13]. In contrast to the traditional surface treatment technologies, the LSP utilizes the laser-induced plasma shock wave, which increases the pressure of the shock wave by the typical structure of the absorption protection layer and constraint layer in general. Compared to other surface treatment technology, LSP has the advantages of ultra-high pressure, ultra-high shock wave mechanical energy and ultra-high plastic strain rate, so the strengthening effect is better. In addition, the spot size and position of the pulsed laser can be adjusted precisely by the industrial robot, so LSP is suitable to strengthen the structures with complex shapes or shapes that are difficult to handle with traditional processes[5].
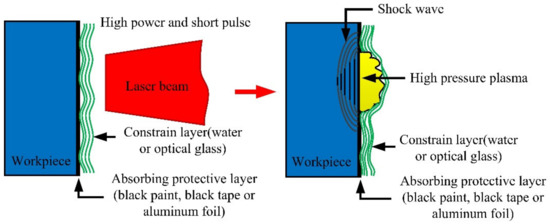
Figure 1. The schematic of the principle of laser shock processing (LSP)[2].
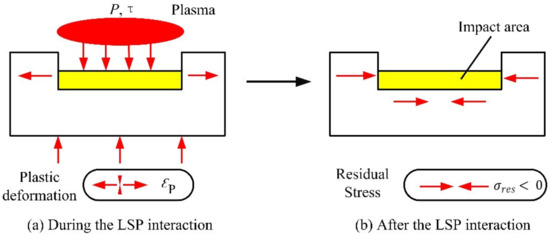
Figure 2. The schematic diagram of compressive residual stress induced by LSP[6].
References
- Peyre, P.; Fabbro, R.; Merrien, P.; Lieurade, H.P. Laser shock processing of aluminium alloys. Application to high cycle fatigue behaviour. Mater. Sci. Eng. A 1996, 210, 102–113.
- Wu, J.; Liu, X.; Zhao, J.; Qiao, H.; Zhang, Y.; Zhang, H. The online monitoring method research of laser shock processing based on plasma acoustic wave signal energy. Optik 2019, 183, 1151–1159.
- Charles S. Montross; Laser shock processing and its effects on microstructure and properties of metal alloys: a review. International Journal of Fatigue 2002, 24, 1021-1036, 10.1016/s0142-1123(02)00022-1.
- Arturas Vailionis; Eugene G. Gamaly; Vygantas Mizeikis; Wenge Yang; Andrei V. Rode; Saulius Juodkazis; Evidence of superdense aluminium synthesized by ultrafast microexplosion. Nature Communications 2011, 2, 445, 10.1038/ncomms1449.
- Glezer, E.N.; Mazur, E. Ultrafast-laser driven micro-explosions in transparent materials. Appl. Phys. Lett. 1997, 71, 882–884.
- Wu, J.J.; Zhao, J.B.; Qiao, H.C.; Zhang, Y.; Hu, X.; Yu, Y. Evaluating methods for quality of laser shock processing. Optik 2020, 200, 162940.
- Wu, J.J.; Liu, X.J.; Zhao, J.B.; Online Detection Method of Laser Shock Peening Based on Shock Wave Signal Energy in Air. Surf. Technol. 2019, 48, 100–106, 10.16490/j.cnki.issn.1001-3660.2019.10.012.
- Li, Y.H. Theory and Technology of Laser Shock Processing; Science Press: Beijing, China, 2013.
- B. P. Fairand; A. H. Clauer; Laser generation of high-amplitude stress waves in materials. Journal of Applied Physics 1979, 50, 1497, 10.1063/1.326137.
- Hu, Y.X. Research on the Numerical Simulation and Impact Effects of Laser Shock Processing; Shanghai Jiao Tong University: Shanghai, China, 2008.
- B.P. Fairand; A.H. Clauer; Effect of water and paint coatings on the magnitude of laser-generated shocks. Optics Communications 1976, 18, 588-591, 10.1016/0030-4018(76)90327-8.
- J.L. Ocaña; Miguel Morales; C. Molpeceres; J.A. Porro; A. García-Beltrán; Laser Shock Processing as a Method for the Improvement of Metallic Materials Surface Properties: A Discussion on the Influence of Combined Mechanical and Thermal Effects. Materials Science Forum 2007, 539, 1116-1121, 10.4028/www.scientific.net/msf.539-543.1116.
- Lu, G.X.; Jin, T.; Zhou, Y.Z.; Research progress of applications of laser shock processing on superalloys. Chin. J. Nonferrous Met. 2018, 28, 1755–1764, 10.19476/j.ysxb.1004.0609.2018.09.06.



