 +1 credit
+1 credit
| Version | Summary | Created by | Modification | Content Size | Created at | Operation |
|---|---|---|---|---|---|---|
| 1 | Somen Kumar Bhudolia | + 986 word(s) | 986 | 2020-03-19 05:04:22 | | | |
| 2 | Somen Kumar Bhudolia | Meta information modification | 986 | 2020-03-21 09:11:28 | | | | |
| 3 | Nicole Yin | + 4 word(s) | 990 | 2020-10-27 09:02:11 | | |
Video Upload Options
The ultrasonic welding (UW) technique is an ultra-fast joining process used to join thermoplastics, metals and thermoplastic polymer matrix composites.
1. Introduction
It provides an excellent bonding strength with minimum welding time range from 0.5 s to 5 s depending on the type of material. It is more cost-efficient as opposed to the conventional adhesive, mechanical and other joining methods. This review represents the detailed study of the types of polymers that can be used for UW process and also its effect on the welding joint. Advantages and disadvantages of other parameters such as moisture content, mold release, addition of plasticizer and others are also explained in brief.
2. Thermoplastic Polymers for Ultrasonic Welding
There are typically two types of thermoplastic polymer structures: Amorphous and semi-crystalline[1]. High-quality welding of the polymer component is obtained when the polymers are heated to the amount that it reaches its viscous flow state in the contact area[2]. In Amorphous polymers, the transmission of ultrasonic vibrations to melt the matrices at the interface are very effective. It has a wide range of load/amplitudes to be welded (Table 1).
Whereas it is not the same in case for semi-crystalline polymers; they are like spring, a percentage of high-frequency vibrations get absorbed internally, and so it becomes hard to transmit the ultrasonic energy to the joint interface. Thus, for the welding of semi-crystalline polymers, a high amplitude vibration is required.
Table 1. Structure of amorphous and semi-crystalline thermoplastic polymers.
|
Amorphous Polymers |
Semi-Crystalline Polymers |
|
Distinctive Properties |
|
|
Random molecular arrangement |
Orderly molecular arrangement |
|
Broad softening temperature/glass transition temperature (Tg) |
Sharp melting point (Tm) |
|
Easy to thermoform |
Difficult to thermoform |
|
Rigid polymers |
Soft polymers |
|
Tough, Rigid, Good Creep and Chemical Resistance |
Excellent Chemical Resistance |
|
Transparent look |
Opaque look |
|
e.g. Acrylonitrile butadiene styrene (ABS), Acrylic, polycarbonate, polystyrene, Polyvinyl chloride (PVC) |
e.g. Nylon, Polyethylene terephthalate (PET), Polybutylene terephthalate (PBT), Polyether ether ketone (PEEK), polyethylene |
Ultrasonic welding of thermoplastics is divided into two categories based on the position of the horn (Figure 1):
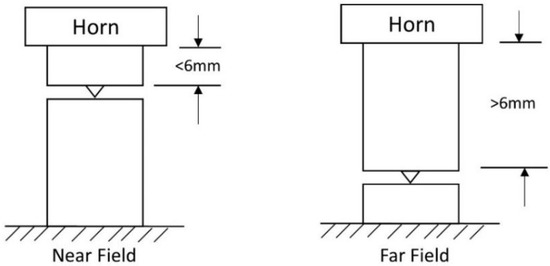
- Near-field welding
- Far-field welding
Figure 1. Near and Far-field configurations for the ultrasonic welding of thermoplastic polymers and composites.
Near field welding refers to a distance of joint interface and the horn to be 0.25 inches (6.35 mm) or less, whereas far-field welding refers to a distance of more than 0.25 inches (6.35 mm) between the joint interface and the horn[3]as shown in Figure 2. Near field welding is suggested for soft and porous thermoplastics, whereas far-field welding is preferably utilized for rigid and amorphous thermoplastics.
In the ultrasonic welding of thermoplastics, heat generation is one of the most important parameters which is generated at the interface resulted from the viscoelasticity phenomenon[4][5]. A protrusion on the polymer surface is required in order to get a good bond as ultrasonic energy is concentrated at the interface. For this, the energy director (ED) of different geometries like semicircular or triangular, are used, as it is a protrusion on one side of the polymer surface.
Energy directors help to increase the quality of the weld and make the welding process faster and more efficient[6][7][8]. The behavior of polymers was investigated by Lionetto et al., through ultrasonic wave propagation. A glass state of the polymer was defined as the initial state of polymers when they remain stiff, and the temperature is low during the ultrasonic welding. As they are subjected to sinusoidal oscillations, there is an increase in temperature at the interface. The elastic modulus decreases until it reaches glass transition temperature (Tg) when the temperature is increased, as it requires less force for deformation[9].
There is a change in the form of polymers from the glassy state into a rubbery state in the glass transition region, where the molecular segments become activated. But due to molecular friction, these motions occur with difficulty, and lead to the expansion of the volume of polymers. Increasing the temperature above Tg did lead to a drop in the modulus due to the decrease in viscosity of an amorphous polymer, and at this point, amorphous polymers flow more easily. Whereas semi-crystalline polymers begin to soften above Tg, however, they do not demonstrate fluid behavior until the Tm range is achieved[9].
The main polymer characteristics that affect the welding are polymer structure, melt temperature, flowability, stiffness and chemical makeup[1]. Melt temperature is directly proportional to the energy required for welding, higher the melting temperature the more ultrasonic energy is required to weld. Stiffness of the material influences the ultrasonic energy transmission; the stiffer the material, the better is the transmission. Factors like melt temperature and flowability will affect more during the welding of a dissimilar polymer. Due to the difference in melt temperature, the low melting temperature polymer will melt early, and this leads to a poor bond. For better welding of dissimilar polymers, a melting temperature difference should not be more than 22 °C, and it should be chemically compatible with another component[1].
Moisture content also affects the welding quality, as at 100 °C, water will evaporate, and this forms a porous foamy condition and degrades the joint at the interface[10]. Mold release agents are often applied to the surface of the mold cavity to provide an easy de-molding of the parts. But these release agents are transferred to the joint interface, and it interferes with the surface heat generation and obstructs welding[1]. Plasticizers which are added to polymers to impart flexibility can interfere with the ability of the resin to transmit vibration. Impact modifiers, such as rubber, also reduce the weldability of material by lowering the ability of resin to transmit ultrasonic vibrations[5][11][12]. Fillers/extenders constitute a category of additives which enhance the ability of some resins to transmit ultrasonic energy by imparting higher rigidity. However, it is very important to control the amount of filler added. The usage of up to 20% filler has shown positive results in ultrasonic vibration transmission, but adding more may lead to an insufficient amount of resin at the interface, which reduces the welding quality[1].
References
- Polymers: Characteristics and Compatibility for Ultrasonic Assembly. . Branson. Retrieved 2020-3-20
- V. G. Gutnik, N. V. Gorbach & A. V. Dashkov; Some Characteristics of Ultrasonic Welding of Polymers. Fibre Chemistry 2002, 34, 426-432, https://doi.org/10.1023/A:1022912325343.
- Ensminger, D.; Bond, L.J. . Ultrasonics: Fundamentals, Technologies, and Applications; CRC Press (Taylor & Francis Group): Boca Raton London New York, 2012; pp. 259-301.
- Tolunay, M.N.; Dawson, P.R.; Wang, K.K.; Heating and bonding mechanisms in ultrasonic welding of thermoplastics. Polymer Engineering & Science 1983, 23, 726-733, 10.1002/pen.760231307..
- Vendan, S.A.; Natesh, M.; Garg, A.; Gao, L.. Ultrasonic Welding of Polymers. In Confluence of Multidisciplinary Sciences for Polymer Joining; Springer Singapore: Singapore, 2019; pp. 73-101.
- Yousefpour, A.; Hojjati, M.; Immarigeon, J.-P.; Fusion Bonding/Welding of Thermoplastic Composites. . Journal of Thermoplastic Composite Materials 2004, 17, 303-341, 10.1177/0892705704045187.
- Liu, S.-J.; Chang, I.-T.; Hung, S.-W.; Factors affecting the joint strength of ultrasonically welded polypropylene composites. Polymer CompositeS 2001, 22, 132-141, 10.1002/pc.10525..
- Suresh, K.S.; Rani, M.R.; Prakasan, K.; Rudramoorthy, R.; Modeling of temperature distribution in ultrasonic welding of thermoplastics for various joint designs. Journal of Materials Processing Technology 2007, 186, 138-146, https://doi.org/10.1016/j.jmatprotec.2006.12.028..
- Lionetto, F.; Maffezzoli, A.; Polymer characterization by ultrasonic wave propagation. Advances in Polymer Technology 2008, 27, 63-73, 10.1002/adv.20124..
- Hopmann, C.; Aaken, A.; Ultrasonic welding of polyamide—influence of moisture on the process relevant material properties. . Welding in the World 2014, 58, 787-793, 10.1007/s40194-014-0158-3..
- Troughton, M.J.. Chapter 2 - Ultrasonic Welding. In Handbook of Plastics Joining Publishing: Boston; William Andrew, Eds.; Elsevier: Boston, 2009; pp. 600.
- Stoehr, N.; Baudrit, B.; Haberstroh, E.; Nase, M.; Heidemeyer, P.; Bastian, M.; Ultrasonic welding of plasticized PLA films. . Journal of Applied Polymer Science 2015, 132, 1-8, 10.1002/app.41351..

