Your browser does not fully support modern features. Please upgrade for a smoother experience.
Submitted Successfully!
 +1 credit
+1 credit
Thank you for your contribution! You can also upload a video entry or images related to this topic.
For video creation, please contact our Academic Video Service.
| Version | Summary | Created by | Modification | Content Size | Created at | Operation |
|---|---|---|---|---|---|---|
| 1 | Pengpeng Pu | -- | 3926 | 2022-10-02 07:01:51 | | | |
| 2 | Sirius Huang | -1070 word(s) | 2856 | 2022-10-08 04:21:48 | | |
Video Upload Options
We provide professional Academic Video Service to translate complex research into visually appealing presentations. Would you like to try it?
Cite
If you have any further questions, please contact Encyclopedia Editorial Office.
Pu, P.; Chen, T. Bimodal Nanostructure. Encyclopedia. Available online: https://encyclopedia.pub/entry/28205 (accessed on 25 June 2026).
Pu P, Chen T. Bimodal Nanostructure. Encyclopedia. Available at: https://encyclopedia.pub/entry/28205. Accessed June 25, 2026.
Pu, Pengpeng, Tijun Chen. "Bimodal Nanostructure" Encyclopedia, https://encyclopedia.pub/entry/28205 (accessed June 25, 2026).
Pu, P., & Chen, T. (2022, October 02). Bimodal Nanostructure. In Encyclopedia. https://encyclopedia.pub/entry/28205
Pu, Pengpeng and Tijun Chen. "Bimodal Nanostructure." Encyclopedia. Web. 02 October, 2022.
Copy Citation
Nanocrystalline metals developed based on fine grain strengthening always have excellent strength, but are accompanied by a drop in ductility. Substantial efforts have been dedicated to design new microstructures and develop the corresponding processing technologies in order to solve this problem. One of the novel nanostructures is the bimodal grain size distribution nanostructure.
nanostructured metals
bimodal nanostructure
microstructure
mechanical properties
heterogeneous structure materials
1. Original Intention
As mentioned above, nanograined metals, i.e., grain size d is on the order of nanometers (d < 100 nm), have obviously higher strength than their corresponding coarse-grained partners, but due to the large number of incoherent grain boundaries (GBs) and the limited dislocation storage capacity of the grains, their ductility is extremely low, which seriously limits their engineering applications [1][2]. Recently, it has been discovered that the introduction of coarse grains into the nanocrystalline matrix to form a bimodal grain size structure could obtain an excellent synergy of high strength and high ductility [3][4]. Generally, the essence of this structure is to utilize the high work-hardening capacity of coarse grains to improve the plasticity of nanograined metals without greatly damaging the strength [5].
2. Preparation Methods
The processing technology determines the size and distribution of grains in a bimodal nanostructure, which have important effect on the deformation mechanism and, thus, the mechanical properties of the structure. At present, there are three main methods for preparation of the bimodal nanostructures: thermomechanical processing route [6][7][8][9], powder metallurgy [10][11][12][13], and electrodeposition technique [14][15][16].
2.1. Thermomechanical Processing Route
For the thermomechanical processing route, severe plastic deformation (SPD) is first utilized to obtain nanograins, and then an annealing treatment is used to achieve coarse grains by partial coarsening [6]. A strong large strain is usually introduced during SPD at low temperatures [17]. Such deformation can inhibit dynamic recovery so that nanograins are obtained; in addition, it allows more energy to be stored inside the metals, making recovery and recrystallization easier during subsequent annealing. The annealing temperature is usually lower than the recrystallization temperature. In this case, the grain growth temperature of nanograins is much lower than the recrystallization temperature of the corresponding coarse grains, and thus, only partial coarse grains are obtained through coarsening, while the work hardening and residual stress are eliminated.
Wang et al. [18] prepared a bimodal nanostructure in Cu by this method for the first time, in which 25 vol.% micrometer-sized grains (1–3 μm) were embedded inside an ultrafine-grained matrix (less than 300 nm), as shown in Figure 1a. The resulting Cu possessed a tensile yield strength (YS) of ~325 MPa and a fracture elongation of ~65%. Subsequently, in order to improve the elongation (~4.1%) of an ultrafine-grained low-carbon steel composed of ferrite and martensite [8], Wang et al. [9] prepared a bimodal structure by appropriate annealing of a cold-rolled steel. The microstructure was composed of fully recrystallized ferrite with ~60 vol.% ultrafine grains (~0.7 μm) and ~40 vol.% coarse grains (~5.0 μm) in which nanoscale carbides (~60 nm) were dispersed. The tensile YS, ultimate tensile strength (UTS), and uniform elongation increased from ~658 MPa, ~672 MPa, and ~4.1% to ~663 MPa, ~788 MPa, and ~17.8%, respectively. Based on the research of Wang et al. [8], in order to further refine the grains and obtain more excellent mechanical properties, Niu et al. [7] prepared an austenitic stainless steel (SS) with a bimodal nanostructure by using two cold-rolling and annealing processes (Figure 1b). The second cold-rolling and annealing was performed on a bimodal microstructure obtained from the first cold-rolling and annealing process. Both the coarse and fine grains were further refined, and the final microstructure was composed of ~80% nanograins (~50 nm) and ~20% micrometer grains (~2 μm). The resultant steel had superior comprehensive mechanical properties with YS of ~1.2 GPa and uniform elongation of ~45.3%. Compared with the bimodal-structured steel obtained by single cold rolling and annealing, the YS was increased by 65% while the elongation was only sacrificed by 16%.
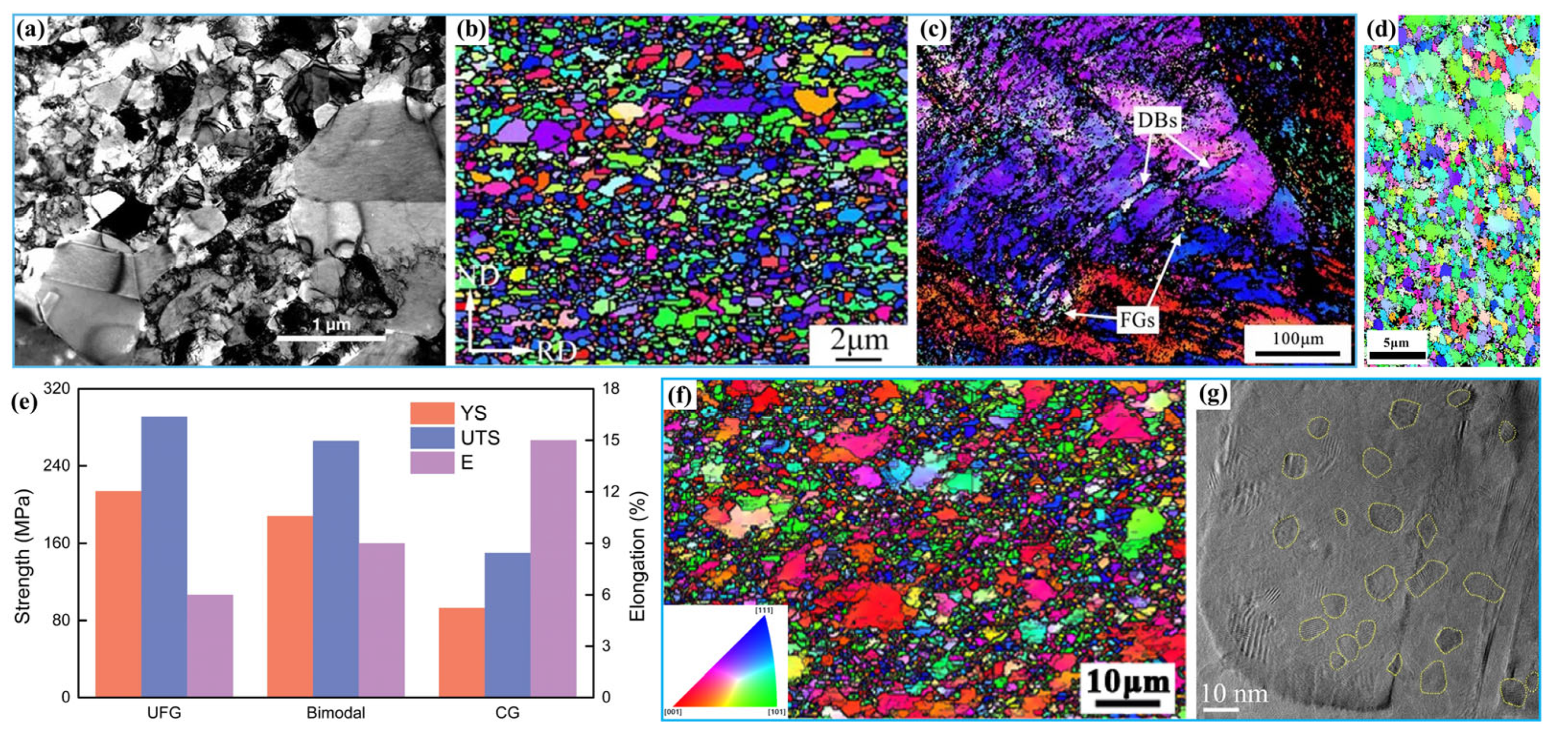
Figure 1. (a) Transmission electron microscopy (TEM) image of bimodal nanostructure Cu [18]; (b) electron backscatter diffraction (EBSD) inverse pole figure (IPF) of bimodal-structured steel [7]; (c) EBSD IPF of Al–Mg alloy after high strain rate rolling (DBs and FGs refer to deformation bands and fine grains, respectively) [6]; (d) EBSD IPF of a bimodal Al6063 alloy [13]; (e) the mechanical properties of ultrafine-grained structure, bimodal structure, and coarse-grained structure Al6063 alloys, “E” represents the strain to fracture; (f) EBSD IPF of a bimodal structure Ni (the inset shows the standard IPF color code) [14]; (g) TEM image of an ultrafine-grained structure in which nanoscale Ni domains are distributed (the area circled in yellow refer to nanoscale Ni domains) [15].
In contrast to the traditional multipass rolling process, Li et al. [6] obtained an Al–6.5Mg alloy with a bimodal structure by one-pass high strain rate rolling at 320 °C, in which the coarse and ultrafine grain sizes were ~2.1 μm and ~366 nm, respectively. The microstructure was composed of ultrafine grains, deformation bands, and deformation regions lacking dynamic recrystallization, and the fine grains were primarily detected along the strain-induced deformation bands related to high strain rate, as shown in Figure 1c. Compared with the traditional rolled Al–6.5Mg alloy, the high strain rate rolled sample exhibited significant grain refinement and an increase in deformation band number, and its YS, UTS, and elongation were increased from 251 ± 2 MPa to 262 ± 6 MPa, 365 ± 2 MPa to 387 ± 9 MPa, and ~17.1% to ~23.3%, respectively.
Although the thermomechanical processing route can produce bimodal nanostructures simply and efficiently, it is found that the resultant grain size is generally in micrometer-scale due to the limited saturation of plastic deformation in crystals. More importantly, the magnitude of deformation force always decreases sharply from the surface to the interior, so the resultant nanostructure is generally concentrated on the surface and its thickness is quite limited. In addition, the distribution of the coarse and fine grains is difficult to control accurately. Finally, this technology is only applicable to metals with good plasticity, resulting in significant limitations on the types of metals that can be prepared.
2.2. Powder Metallurgy
In order to solve the problems of the thermomechanical processing route mentioned above, powder metallurgy was developed [10]. In the process, nanocrystalline powders are first obtained by using high-energy ball milling or inert gas condensation, and then mixed with unmilled powders having coarse grains, and finally the mixture is pressed, hot isostatic pressed, or spark plasma sintered. The mass (volume) ratio and sizes of coarse grains and nanocrystalline powders can be reliably controlled in a wide range, so this method has become a unique and feasible fabrication technique.
Witkin et al. [10] used low-temperature ball milling of coarse-grained (~4 μm) Al–7.5Mg alloy powder to achieve powders with a grain size of ~20 nm, and then uniformly mixed them with the unmilled powders. Finally, the mixture was consolidated and extruded to obtain a bulk nanostructured Al alloy with bimodal grain sizes. Compared with the all-cryomilled sample, the elongation of the resulting sample was improved by 71% and 286%, respectively, as the volume fraction of the unmilled powders was increased from 15% and 30%, while the YSs were decreased by 1.7% and 13.6%, respectively. In order to avoid the brittleness of nanograined pure Fe, a bimodal nanostructure containing certain fractions of coarse grains (>1 μm), nanograins (<100 nm), and nanoscale oxides (~10 nm) was produced by mechanical milling and subsequent spark plasma sintering, and it had a UTS of ~1.5 GPa and a total elongation to fracture of ~15%. The bimodal nanostructure rendered a large proportion of such high strength in addition to the strengthening role from the nano-oxides [11]. In a similar study from Witkin et al. [10], the strength of a bimodal structured Fe also decreased slightly as the volume fraction of coarse grains increased, but the plasticity increased continuously.
To verify the idea that the ductility of nanocrystalline Al alloys can be improved by incorporating a coarse-grained component, a series of bimodal nanostructured 5083 Al alloys were prepared by consolidation of blended mixtures of cryomilled and unmilled powders, in which the grain sizes in the ultrafine-grained regions and the coarse-grained regions were ~200 nm and ~1 μm, respectively [12]. With the increase in volume fraction of the coarse grains from 0% to 50%, the uniform elongation was increased by ~330% with a small sacrifice of ~12.8% in UTS. Similarly, Shakoori et al. [13] prepared an Al6063 alloy with bimodal structure by high-energy ball milling and subsequent hot extrusion, and found that both the ultrafine grains (80 nm–1.4 μm) and coarse grains (1.8 μm–4.1 μm) were uniformly distributed, as shown in Figure 1d. Compared with the coarse-grained and ultrafine-grained structures, it was found that the bimodal structure achieves an attractive balance of strength and ductility (Figure 1e).
Based on the above discussion, it can be concluded that the powder metallurgy can quantitatively control the volume fraction of coarse grains by altering the amount of unmilled powders. In this case, the strength achieved from ultrafine grains is coupled with the ductility provided by coarse grains, and a good synergy of strength and ductility can be obtained [12]. However, since this method is a synthetic method, it is easy to introduce impurities and pores during powder mixing, causing nonintrinsic low plasticity. In addition, since nanocrystallines are effortless to grow during the sintering process, and it is difficult to accurately control their size [19], the obtained metals always required later heat treatment and/or plastic processing, such as hot extrusion, cold rolling, etc., resulting in the cumbersome processing steps and difficulties in processing components with complex shapes.
2.3. Electrodeposition Technique
In order to obtain bimodal nanostructured metals with controllable grain sizes and no impurities, the electrodeposition technique was developed. During the electrodeposition process, the metal ions in the solution near the cathode are discharged and deposited onto the cathode through electrocrystallization, generating lots of crystal nuclei on the deposited surface. The grain sizes of the deposited layer are related to the grain growth rate during electrocrystallization, and dense bimodal nanostructured metals can be synthesized by adjusting the current density, additives, and other parameters [20].
Zhang et al. [14] prepared a bimodal nanostructured Ni by using the direct current electrodeposition technique; as shown in Figure 1f, the microstructure shows a grain size of ~450 nm in ultrafine-grained regions and ~1.15 μm in coarse-grained regions. Compared with those of the ultrafine-grained Ni, the uniform elongation of the nanocrystalline Ni was increased from ~3% to ~13.1% while the UTS was only decreased from ~890 MPa to ~847 MPa.
The bimodal structure with ultrafine grains and coarse grains can well improve the strength-to-ductility ratio of metals, but can it possess more excellent performance? A bimodal nanocrystalline Ni with 150–300 nm coarse grains surrounded by 10–30 nm nanograins was fabricated by Gu et al. [16] utilizing direct current electrodeposition, exhibiting a high UTS of ~1.2 GPa and a relatively high ductility of ~7.5%. It also showed a better ductility than the unique nanograined Ni. In order to further adjust the grain size and distribution of the two constituents, a bimodal Ni with a broad grain size distribution was fabricated via the surfactant-assistant electrodeposition technique, in which there were ~35 vol.% ultrafine grains with sizes of 80–160 nm and ~45 vol.% nanograins with sizes of 10–40 nm, and a UTS of ~1.73 GPa with an elongation to failure of ~8.3% was realized [21]. Furthermore, Wu et al. [15] constructed a bimodal nanostructured Ni in which a volume fraction of 2.4% ~7 nm nanoscale domains was dispersed in ~150 nm ultrafine-grain matrix by pulsed electrodeposition, as shown in Figure 1g. The resultant Ni had a YS of ~1.3 GPa and a uniform elongation as large as ~30%, which were equivalent to and 16 times that of the uniform nanograined Ni, respectively.
Electrodeposition is a method to efficiently prepare nanostructured metals with bimodal grain size using an electrochemical process. It has the advantages of controllable microstructures, simple equipment, and no impurity introduction. However, the thickness of the achieved sample is generally only in the order of microns, and the production efficiency is quite low, which is only suitable for basic theoretical research and cannot be used in large-scale production in engineering.
3. Strengthening and Toughening Mechanisms
Numerous studies have found that the high strength of the bimodal nanostructures is attributed to the nanocrystalline matrix, and the excellent ductility is ascribed to the extra strain hardening originating from the multidirectional stress states and strain gradients caused by the performance differences between the coarse and fine grains, and the abundant geometrically necessary dislocations (GNDs) generated within the coarse grains [12][22][23]. Wu et al. studied the tensile deformation mechanism of a bimodal nanostructured Ti, and proposed that the coarse grains first plastically deformed due to lower YS than the nanocrystals, but their morphologies did not obviously change because of the restriction from their surrounding nanograins. As a result, the coarse grains carried more plastic strain than the nanograins, and this phenomenon was called strain partitioning [24], which made a larger strain gradient near the interface between the two constituents. In order to accommodate the strain gradient, abundant GNDs then accumulated in the coarse grains close to the interface (Figure 2a), resulting in long-range back stresses and causing the coarse grains to be work-hardened to achieve an intermediate strength between the two kinds of grains. The back-stress work hardening helped to prevent necking during the tensile process, and thus improved the ductility of metals, resulting in a high ductility as well as a high strength [24][25].

To more clearly clarify the roles of the nanograins and coarse grains in the deformation process, a model of crack blunting combined with the concept of delamination was established by further studies on the fracture process of Al alloys [12][22]. As shown in Figure 2b, voids first initiate, grow into microcracks, and propagate along GBs in the nanograined regions under tensile load. As the cracks meet coarse grains, their propagation is then retarded through blunting of the crack tips or by interface delamination between the coarse-grained and fine-grained regions. With the further increase of the applied stress, necking occurs and cavitation generates within the coarse-grained regions, and, finally, dimples on the coarse-grained regions or delamination of the interfaces form on the fracture surface [12]. Both the delamination and necking would consume significant energy, resulting in an improved ductility. That is, the toughening of the bimodal nanostructures was attributed to the delay of the coarse grains in propagation of cracks that initiate in the fine-grained regions. This toughening mechanism was also called “the ductile-phase toughening” [26].
Zhu et al. [27] further explored the effect of nano- or microscale cracks on the mechanical properties of bimodal nanostructured metals during the deformation process through establishing a theoretical model with the aid of a modified mean field approach, and found that the cracks generated in the nanostructure matrix could obviously release stress concentration and significantly improve plastic deformation ability of the metals. At the same time, the cracks led to an increase of dislocations agglomerated along GBs, and then back stresses were enhanced, which gives rise to an additional contribution to strain hardening. In addition, the simulation results from a bimodal-structured Ni by this model showed that the strain gradient acts on the yield stress, while the back stress contributes to the strain hardening [27][28]. The mechanical properties of various metals with bimodal structures were simulated by using this model, and the results were in good agreement with the experimental ones [18][29][30].
In brief, the cracks are first generated within the nanograined regions and propagate into the coarse-grained regions, but find it difficult to further develop due to the excellent work-hardening ability of the coarse grains, so the overall plastic instability of the metals is suppressed, resulting in a good plasticity. When the work-hardening capacity of the coarse grains is exhausted by cracks, the crack propagation can no longer be inhibited, and the homogeneous plastic deformation of the metals is terminated, leading the metals to fracture.
4. Summary and Prospect
The above results indicate that the bimodal structures can significantly improve the ductility of nanostructured metals, and the methods used for preparing such structures are relatively simple. However, this strategy still faces many problems, as follows:
- (1)
-
The “reproducibility” of such structures is not ideal by using the existing preparation methods. The most commonly used methods, such as the thermomechanical processing route and the powder metallurgy, make it difficult to accurately control the grain size, grain morphology, and spatial distribution of the two constituents, due to the inhomogeneity of plastic deformation during plastic processing or ball milling and the temperature nonuniformity during annealing or consolidation [25][31]. These make bimodal nanostructures not so “reproducible” that overall deformation process can be accurately predicted and modeled.
- (2)
-
The influences and corresponding mechanisms of microstructure parameters on the mechanical properties are not completely understood. Although previous studies have analyzed the effect of volume fraction of the coarse-grained regions on ductility of Al–7.5Mg alloy, Fe, and 5083 Al [10][11][12], those of the other microstructure parameters, such as the grain sizes, mechanical behaviors, spatial distributions, and more detailed volume–fraction ratio of the two constituents, and the optimum parameters have not been comprehensively clarified. The main reason is that the ideal microstructure cannot be achieved due to the limitations of the processing techniques mentioned above.
- (3)
-
The trade-off between strength and ductility still exists sometimes. As for the bimodal structured austenitic steel [7] and Al–Mg alloy [10] prepared using thermomechanical processing and powder metallurgy method, respectively, they showed an increase in strength but a decrease in ductility compared to the corresponding coarse-grained counterparts, which are different from the currently recognized strengthening and toughening mechanisms and need to be further clarified.
References
- Ma, E. Instabilities and ductility of nanocrystalline and ultrafine-grained metals. Scr. Mater. 2003, 49, 663–668.
- Wang, Y.; Zhu, G.; Chen, Q.; Ding, H.; Wan, D. A Review on the Plastic Behavior and Improvement of Plasticity in High Strength Ultrafine-grained Metallic Materials. Cailiao Daobao/Mater. Rev. 2018, 32, 3414–3422.
- Cao, G.H.; Peng, Y.F.; Liu, N.; Li, X.; Lei, Z.S.; Ren, Z.M.; Gerthsen, D.; Russell, A.M. Formation of a bimodal structure in ultrafine Ti–Fe–Nb alloys with high-strength and enhanced ductility. Mater. Sci. Eng. A 2014, 609, 60–64.
- Zhang, Y.; Wang, C.; Reddy, K.M.; Li, W.; Wang, X. Study on the deformation mechanism of a high-nitrogen duplex stainless steel with excellent mechanical properties originated from bimodal grain design. Acta Mater. 2022, 226, 117670.
- Sun, J.; Yang, C.; Guo, S.; Sun, X.; Ma, M.; Zhao, S.; Liu, Y. A novel process to obtain lamella structured low-carbon steel with bimodal grain size distribution for potentially improving mechanical property. Mater. Sci. Eng. A 2020, 785, 139339.
- Li, X.; Xia, W.; Chen, J.; Yan, H.; Li, Z.; Su, B.; Song, M. Bimodal-Structured Al–Mg Alloy with High Strength and Ductility Processed by High Strain Rate Rolling at Medium Temperature. Met. Mater. Int. 2021, 27, 5191–5198.
- Niu, G.; Wu, H.; Zhang, D.; Gong, N.; Tang, D. Heterogeneous nano/ultrafine-grained medium Mn austenitic stainless steel with high strength and ductility. Mater. Sci. Eng. A 2018, 725, 187–195.
- Okitsu, Y.; Takata, N.; Tsuji, N. Mechanical properties of ultrafine grained ferritic steel sheets fabricated by rolling and annealing of duplex microstructure. J. Mater. Sci. 2008, 43, 7391–7396.
- Wang, T.S.; Li, Z.; Zhang, B.; Zhang, X.J.; Deng, J.M.; Zhang, F.C. High tensile ductility and high strength in ultrafine-grained low-carbon steel. Mater. Sci. Eng. A 2010, 527, 2798–2801.
- Witkin, D.; Lee, Z.; Rodriguez, R.; Nutt, S.; Lavernia, E. Al–Mg alloy engineered with bimodal grain size for high strength and increased ductility. Scr. Mater. 2003, 49, 297–302.
- Srinivasarao, B.; Ohishi, K.; Ohkubo, T.; Hono, K. Bimodally grained high-strength Fe fabricated by mechanical alloying and spark plasma sintering. Acta Mater. 2009, 57, 3277–3286.
- Han, B.O.; Lavernia, E.J.; Lee, Z.; Nutt, S.; Witkin, D. Deformation behavior of bimodal nanostructured 5083 Al alloys. Metall. Mater. Trans. A 2005, 36, 957–965.
- Shakoorioskooie, M.; Asgharzadeh, H. Strength and ductility enhancement in nanostructured AI6063 with a bimodal grain size distribution. IOP Conf. Ser. Mater. Sci. Eng. 2014, 63, 012022.
- Zhang, Q.; Liu, Y.; Liu, Y.; Ren, Y.; Wu, Y.; Gao, Z.; Wu, X.; Han, P. Enhanced tensile ductility and strength of electrodeposited ultrafine-grained nickel with a desired bimodal microstructure. Mater. Sci. Eng. A 2017, 701, 196–202.
- Wu, X.; Yuan, F.; Yang, M.; Jiang, P.; Zhang, C.; Chen, L.; Wei, Y.; Ma, E. Nanodomained Nickel Unite Nanocrystal Strength with Coarse-Grain Ductility. Sci. Rep. 2015, 5, 11728.
- Gu, C.; Lian, J.; Jiang, Z.; Jiang, Q. Enhanced tensile ductility in an electrodeposited nanocrystalline Ni. Scr. Mater. 2006, 54, 579–584.
- Tao, N.; Lu, K. Preparation techniques for nanostructured metallic materials via plastic deformation. Acta Metall. Sin. 2014, 50, 141–147.
- Wang, Y.; Chen, M.; Zhou, F.; Ma, E. High tensile ductility in a nanostructured metal. Nature 2002, 419, 912–915.
- Wang, H.D.; La, P.; Shi, T.; Wei, Y.P.; Lu, X. Research status and development trend of bulk nano/micro-crystalline composite metallic materials. J. Mater. Eng. 2013, 3, 92–96.
- Cheng, Z.; Lu, L. The effect of gradient order on mechanical behaviors of gradient nanotwinned Cu. Scr. Mater. 2019, 164, 130–134.
- Shen, X.; Lian, J.; Jiang, Z.; Jiang, Q. High strength and high ductility of electrodeposited nanocrystalline Ni with a broad grain size distribution. Mater. Sci. Eng. A 2008, 487, 410–416.
- Zhu, L. Strength and Toughness Properties in Nanotwinned Metals and Gradient-nanostructured Metals: A Review. Acta Mech. Solida Sin. 2019, 40, 1–20.
- Shekhar, S.; Cai, J.; Wang, J.; Shankar, M.R. Multimodal ultrafine grain size distributions from severe plastic deformation at high strain rates. Mater. Sci. Eng. A 2009, 527, 187–191.
- Wu, X.; Zhu, Y. Heterogeneous materials: A new class of materials with unprecedented mechanical properties. Mater. Res. Lett. 2017, 5, 527–532.
- Li, J.; Lu, W.; Chen, S.; Liu, C. Revealing extra strengthening and strain hardening in heterogeneous two-phase nanostructures. Int. J. Plast. 2020, 126, 102626.
- Sigl, L.S.; Mataga, P.A.; Dalgleish, B.J.; McMeeking, R.M.; Evans, A.G. On the toughness of brittle materials reinforced with a ductile phase. Acta Metall. 1988, 36, 945–953.
- Zhu, L.; Lu, J. Modelling the plastic deformation of nanostructured metals with bimodal grain size distribution. Int. J. Plast. 2012, 30–31, 166–184.
- Liu, Y.; Ju, R.; Li, H.; Zhao, G. Constitutive behavior of bimodal nanocrystalline materials. Chin. J. Mater. Res. 2015, 29, 889–894.
- Ramtani, S.; Dirras, G.; Bui, H.Q. A bimodal bulk ultra-fine-grained nickel: Experimental and micromechanical investigations. Mech. Mater. 2010, 42, 522–536.
- Zhao, Y.; Topping, T.; Bingert, J.; Thornton, J.; Jokisaari, A.; Li, Y.; Liu, W.; Zhu, Y.; Zhou, Y.; Lavernia, E. High Tensile Ductility and Strength in Bulk Nanostructured Nickel. Adv. Mater. 2008, 20, 3028–3033.
- Xia, S.H.; Vychigzhanina, L.V.; Wang, J.T.; Alexandrov, I.V.; Sharafutdinov, A.V. Controllable bimodal structures in hypo-eutectoid Cu–Al alloy for both high strength and tensile ductility. Mater. Sci. Eng. A 2008, 490, 471–476.
More
Information
Subjects:
Nanoscience & Nanotechnology
Contributors
MDPI registered users' name will be linked to their SciProfiles pages. To register with us, please refer to https://encyclopedia.pub/register
:
View Times:
965
Revisions:
2 times
(View History)
Update Date:
08 Oct 2022
Table of Contents


Notice
You are not a member of the advisory board for this topic. If you want to update advisory board member profile, please contact office@encyclopedia.pub.
OK
Confirm
Only members of the Encyclopedia advisory board for this topic are allowed to note entries. Would you like to become an advisory board member of the Encyclopedia?
Yes
No
${ textCharacter }/${ maxCharacter }
Submit
Cancel
Back
Comments
${ item }
|
${ item.createdUser.fullName }
${ item.createdAt }
${ item.vote }
${ item.reply }
Delete
${ reply.createdUser.fullName }
${ reply.createdAt }
${ reply.vote }
Delete
There is no reply to this comment~
${ item.replyTextCharacter }/${ item.replyMaxCharacter }
Submit
Cancel
More
No more~
There is no comment~
${ textCharacter }/${ maxCharacter }
Submit
Cancel
${ selectedItem.replyTextCharacter }/${ selectedItem.replyMaxCharacter }
Submit
Cancel
Confirm
Are you sure to Delete?
Yes
No