Your browser does not fully support modern features. Please upgrade for a smoother experience.
Submitted Successfully!
 +1 credit
+1 credit
Thank you for your contribution! You can also upload a video entry or images related to this topic.
For video creation, please contact our Academic Video Service.
| Version | Summary | Created by | Modification | Content Size | Created at | Operation |
|---|---|---|---|---|---|---|
| 1 | Fernando Veiga-Suárez | -- | 2804 | 2022-09-05 18:57:29 | | | |
| 2 | Rita Xu | Meta information modification | 2804 | 2022-09-07 10:26:16 | | |
Video Upload Options
We provide professional Academic Video Service to translate complex research into visually appealing presentations. Would you like to try it?
Cite
If you have any further questions, please contact Encyclopedia Editorial Office.
Uralde, V.; Veiga, F.; Aldalur, E.; Suarez, A.; Ballesteros, T. Symmetry and Metal Additive Manufacturing. Encyclopedia. Available online: https://encyclopedia.pub/entry/26953 (accessed on 24 June 2026).
Uralde V, Veiga F, Aldalur E, Suarez A, Ballesteros T. Symmetry and Metal Additive Manufacturing. Encyclopedia. Available at: https://encyclopedia.pub/entry/26953. Accessed June 24, 2026.
Uralde, Virginia, Fernando Veiga, Eider Aldalur, Alfredo Suarez, Tomas Ballesteros. "Symmetry and Metal Additive Manufacturing" Encyclopedia, https://encyclopedia.pub/entry/26953 (accessed June 24, 2026).
Uralde, V., Veiga, F., Aldalur, E., Suarez, A., & Ballesteros, T. (2022, September 07). Symmetry and Metal Additive Manufacturing. In Encyclopedia. https://encyclopedia.pub/entry/26953
Uralde, Virginia, et al. "Symmetry and Metal Additive Manufacturing." Encyclopedia. Web. 07 September, 2022.
Copy Citation
Additive manufacturing (AM) is proving to be a promising new and economical technique for the manufacture of metal parts. This technique basically consists of depositing material in a more or less precise way until a solid is built. This stage of material deposition allows the acquisition of a part with a quasi-final geometry (considered a Near Net Shape process) with a very high raw material utilization rate.
additive manufacturing
DfAM
process monitoring
microstructure
1. Introduction
One of the key advantages of additive manufacturing is the ability to produce geometrically complex parts that would otherwise be impossible to manufacture, including hollow parts, parts with complex details. or parts with complex internal lattices. Therefore, additive manufacturing provides a great deal of design freedom, which is vital, for example, for applications requiring weight reduction. This reduction can be achieved by topological optimization of the design [1], by adding internal lattices instead of having solid parts, or by being able to manufacture parts in one piece that with traditional techniques require many subcomponents. For example, in its CFM LEAP aircraft engine, General Electric introduced fuel injectors made by additive manufacturing, reducing the injector to a single component that was 25% lighter than the initial 18-part system [2]
Customization is also becoming an option [3], as with traditional manufacturing techniques, customization of complex parts is limited by the cost involved. This is mostly due to the need for complex tooling that requires long run lengths and, therefore, customization is compromised. By comparison, since additive manufacturing is used to produce parts directly from Computer Aided Design (CAD), the production of unique and customized parts is feasible without the need for expensive tooling [4].
Until now, conventional subtractive techniques for manufactured parts started from a solid block, extracting the necessary material until the desired geometry was obtained. In contrast, technologies classified as additive manufacturing add or melt material only where it is needed, minimizing the amount of raw material used and, therefore, substantially reducing the cost of the part to be manufactured [5]. Consequently, additive manufacturing can have a large niche market, for example, in the aeronautics industry, because of the high price of the materials used (titanium, nickel alloys, etc.) and the extremely high buy-to-use ratio of the components [6].
In this way, additive technologies produce a part with a quasi-final geometry (considered a Near Net Shape process) with a very high raw material utilization rate, which, without the use of any raw material, can be used in the production process. Using post-processing, or with reduced post-processing, it will be possible to progress from the manufactured preform to the final part [3]. In this context, the term Hybrid Manufacturing has been introduced, which refers to manufacturing processes based on the combination of additive and traditional processes (commonly, machining processes) to manufacture parts that are difficult (or even impossible) to obtain by each of the processes separately. Moreover, through this hybridization, the limitations of additive processes related to low productivity, rough surface quality, and lack of dimensional accuracy can be overcome [7].
Additive technologies have shown great potential to reduce energy consumption by minimizing material waste and eliminating or reducing machining steps. Previous studies have predicted that widespread implementation of additive manufacturing would lead to a significant reduction in overall energy demand by up to 27% [8].
Additive manufacturing can now generate full-density parts in a wide range of materials, such as polymers [9], metals [10], ceramics [11], and composites [12]. The application of additive manufacturing has covered almost every sector, such as, aerospace [13], aeronautics [14], automotive [15], biomedical [16], energy [8][17], tooling, tooling and molding [18] and construction [19]. It is said that additive manufacturing will be part of the Fourth Industrial Revolution, also defined as Industry 4.0, where more flexible, versatile, customizable, and rapid manufacturing will be sought.
Nonetheless, several aspects currently need to be improved in additive manufacturing to make it a real and competitive industrial process. A theoretical perspective is needed to better understand how additive manufacturing can be used in industrial production systems [20]. In mass production processes, for example, additive manufacturing has some limits, as both manufacturing speed and repeatability are low. Thus, these techniques have so far been used for the manufacture of single parts and for repair applications but, today, the challenge is to incorporate them into real production lines. In addition, optimization and proper selection of process parameters and the incorporation of control and monitoring systems are crucial to achieve full control of these technologies.
In recent years, the scientific literature on additive manufacturing has increased exponentially, as shown in Figure 1.
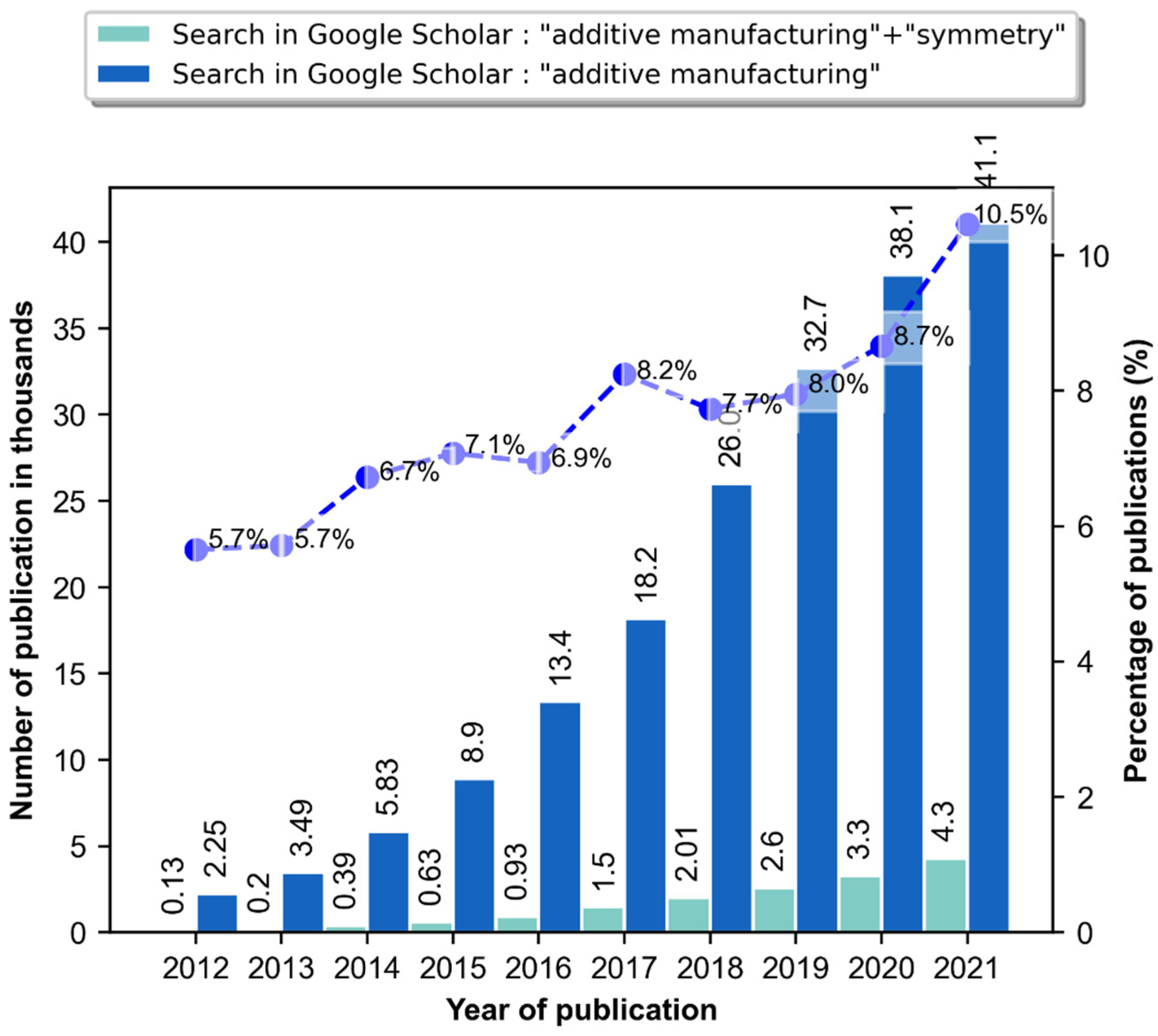
Figure 1. Evolution of scientific production on the subject of additive manufacturing and the number of articles in which symmetry is mentioned (source Google Scholar).
2. Metal Additive Manufacturing Technologies and Symmetry Concept
2.1. Classification of Metal Additive Manufacturing
Within additive manufacturing, each type of technology consists of a particular combination of an energy source, filler material format, and specific machine kinematics, making each suitable for a given application, as can be seen in Figure 2. According to the standard terminology created by ASTM (ASTM F2792), additive manufacturing technologies are classified into seven categories [21], with the first four being usable for the manufacture of components in metallic materials [22]:
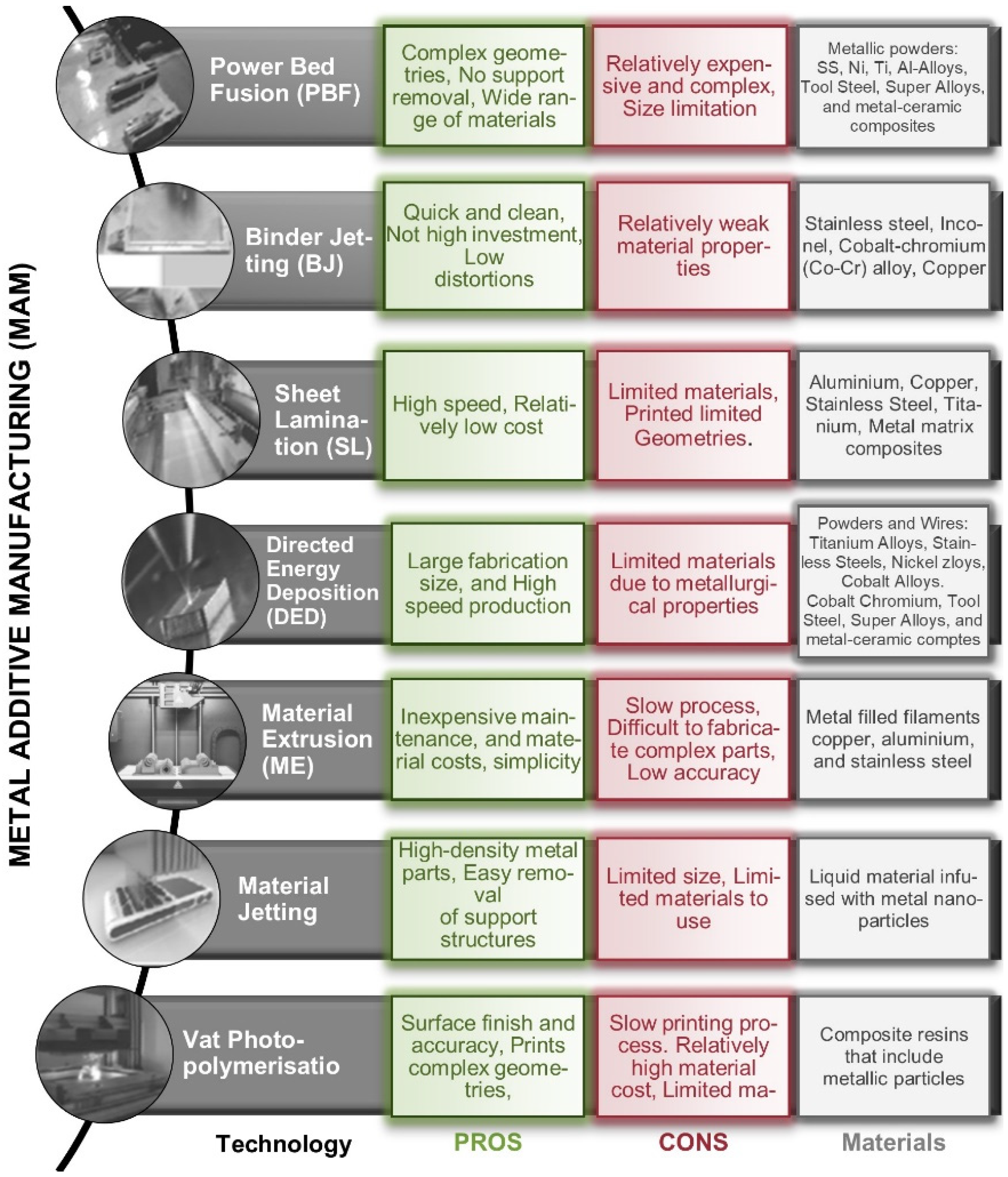
Figure 2. Illustrative scheme of the selection of additive manufacturing technologies of interest according to technical parameters.
-
Powder bed technologies (power bed fusion, PBF)
-
Binder jetting (BJ)
-
Sheet lamination (SL)
-
Directed energy deposition (DED)
-
Material extrusion (ME)
-
Material jetting (MJ)
-
Stereolithography (vat photopolymerization, VP).
Regarding metal materials, there is a wide variety of traditional manufacturing techniques. Among the most common are casting, forging, and machining, and these remain the mainstays of the metal industry worldwide. In contrast, additive manufacturing in these materials is relatively new (since the 1980s) and offers a number of automated techniques based on layer-by-layer production. Initially, additive manufacturing in metals was only developed for rapid prototyping; however, these additive techniques are being driven by the demand for the manufacture of real engineering components having low to medium volumes and with improved environmental and economic characteristics.
Additive manufacturing processes based on metallic materials enable large material and energy savings, reducing the cost and environmental impact of manufacturing various components. Moreover, these techniques can be used to manufacture parts with complex geometries (not possible with traditional manufacturing techniques) and even to repair parts with high added value. In this way, parts with high geometric accuracy can be obtained while maintaining adequate mechanical properties.
2.1.1. Powder Bed Technologies (Power Bed Fusion, PBF)
These are methods that start from powder material and consolidate it layer by layer with the idea of generating a 3D part. In general, the basic principle of these technologies is that thermal energy provided by an energy source (a laser beam or electron beam) fuses or sinters selective regions of a powder bed. During the process, the first layer of powder is first spread on the manufacturing platform by a roller and scanned using the energy source, causing the powder particles to solidify according to the geometry of the part to be manufactured in that layer [23]. The manufacturing platform is then lowered by the thickness of one layer and another layer of powder is spread on top. This process is repeated until the object is completely fabricated [24]. Once the part is finished, it is removed from the powder bed and the necessary post-processing is applied.
In addition, operating costs are comparatively high in these technologies due to high raw material and machine costs, metal powder recycling problems, difficult material changeovers, the presence of inert gas, and safety requirements of the facilities. Another main feature of these processes is that the technology is often in the hands of the major machine manufacturers (EOS, GE Additive, Renishaw, SLM solutions, etc.) and a closed solution is offered, where the user not only receives the machine, but also the material, technology, software, etc. [25].
PBF technology includes different processes for metallic materials, such as selective laser melting (SLM) and electron beam melting (EBM). The SLM and EBM processes have similar working principles: both melt the powder layer by layer through a laser or an electron beam, respectively. In addition, EBM needs a vacuum chamber to work and SLM can only be applied in protected atmospheres [26].
2.1.2. Binder Jetting (BJ)
The binder jetting process uses two materials: a powder material and a binder. The printing process consists mainly of spraying the liquid binder onto the powder bed. For this, the printhead moves horizontally describing the geometrical shape of the part to be manufactured and the binder acts as an adhesive between the powder layers. Afterwards, the build platform is lowered by the thickness of a layer as in the PBF process.
The next layer of powder is spread with a roller and the process is repeated until the final part geometry is achieved. A heated build chamber can help speed up the printing process by increasing the viscosity of the materials [27].
BJ powders are available in a wide variety of materials, such as metals, polymers, and ceramics [28]. Furthermore, the build volume of Binder Jetting machines for metal parts is among the largest on the market compared to other metal additive manufacturing technologies (up to 800 × 500 × 400 mm) [29].
2.1.3. Sheet Lamination (SL)
SL technology uses sheets of material to fabricate 3D objects. In all these technologies, the sheets are cut to the shape of the desired object, which are then joined together to obtain a three-dimensional part [30]. Depending on the material of the sheets, there are different SL technologies, e.g., for polymers, laminated object manufacturing (LOM); for composites, composite-based additive manufacturing (CBAM); and for metallic materials, ultrasonic additive manufacturing (UAM). The benefits of these technologies include high speed, low cost, and ease of material handling.
2.1.4. Directed Energy Deposition (DED)
The directed energy deposition process is an emerging process, which has been under development and industrialization for just over 15 years. DED technology includes all those techniques where the energy source melts and feeds the material [31]. The main advantage of this type of technology, compared to powder bed systems, is the possibility of manufacturing larger parts in higher working volumes and the possibility of repairing damaged parts [32].
In this type of process, a preform is obtained that is very close to the final geometry of the part and the amount of material to be machined is greatly reduced. In addition, it starts directly from a digital file containing the three-dimensional geometry of the part and the metal material is added by melting it and adding it to the base material, generating the geometry in layers. In some recent cases, it has been shown that savings in material, cost, and energy consumption of more than 70% can be achieved, and lead times can be significantly reduced compared to conventional manufacturing [33].
DED technologies include processes with a wire feed [6] and processes with a powder feed [34]. The ability to use yarn as a raw material instead of powder reduces the price per kilogram, increases the efficiency of material utilization, reduces the need for powder recycling systems, creates an environmentally friendly process, and adds the possibility of easy material handling by the operator without health and safety concerns [35][36].
The energy source for melting the material can be a laser, an electron beam, or an electric arc. Thus, the energy source head and the material feeding equipment are mounted on a machine with specific kinematics (a robotic arm, a Gantry machine, a Cartesian machine, etc.) and through it, the material is fed to where it is required [10]. Therefore, in these technologies, there are usually no machine vendors offering closed solutions.
Furthermore, within the DED category, different types of processes are differentiated depending on the nature of the energy source and the format of the material introduced: laser material deposition (LMD), electron beam additive manufacturing (EBAM), and wire arc additive manufacturing (WAAM) [7].
In this type of technology, energy is directed to a specific region to heat the substrate and melt the material to be deposited. The resolution of the process depends on the type of energy source used (laser > electron beam > electric arc) [37], while the fabrication speed is related to the input rate (DML 1 kg/h < EBAM 10 kg/h < WAAM 10 kg/h).
In addition, the energy efficiency of the laser is low (35% maximum); that of the electron beam is slightly lower (15–20%) but is not comparable to that of the electric arc, which in some circumstances can reach 90% [6]. Compared to laser techniques, the electric arc is a more efficient energy source for melting the material, especially in reflective metal alloys such as aluminum, copper, and magnesium [38].
In general terms, a comparison of the main characteristics of dust bed and DED technologies can be seen in Table 1.
Table 1. Comparison of main metal additive manufacturing processes.
| PBF [24] | DED-LMD [39] | DED-EBAM [40] | DED-WAAM [41][42] | |
|---|---|---|---|---|
| Accuracy | High: ±0.05–0.2 mm | Mean: ±0.2 mm | Need final machining | Need final machining |
| Structural integrity | High: Vacuum chamber/protected atmosphere | High: Protected atmosphere | High: Empty chamber | High: Protected atmosphere |
| Productivity [7][14] | Low: ~0.1–0.2 kg/h | Average: ~0.5–1 kg/h | High: 3–11 kg/h | High: ~10 kg/h |
| Part size | Limited by working space (max. 800 × 400 × 500 mm) [2] | Large, limited by machine range | Large, limited by machine range | Large, limited by the range of the machine |
| Geometric complexity | High | Media | Low-Medium | Low-Medium |
| Industrial application | Direct manufacture of complex parts | Repair of parts, coatings, direct manufacturing of parts | Repair of parts, coatings, direct manufacturing of parts | Repair of parts, coatings, direct manufacturing of parts |
| Price of equipment | High | High | High | Under |
| Raw material cost | Very High | High | Under | Under |
Therefore, when examining the possibilities and limitations of these methods (see Table 1), it is concluded that additive processes for metal fabrication have many challenges to overcome in the near future. For example, process variables such as the time and temperature of the cooling process, the composition of the protective atmosphere, and the solidification rate of the material must be controlled.
In fact, as a result of these variables, the final properties of the part are obtained, such as microstructure, surface finish, mechanical strength, or fatigue resistance. In addition, the effects of poor control of these variables, such as the appearance of defects in the form of porosity, excessive residual stresses, poor adhesion to the base material, or loss of mechanical properties must be considered [43].
Furthermore, today, in many cases, metal additive technologies are still limited to prototyping, production of small, high value-added parts, and repairs [44]. To replace traditional manufacturing methods and to become a core element of Industry 4.0, these technologies will need to demonstrate that they can overcome the barriers they face and adapt to mass production.
2.2. Symmetry Applied in Additive Manufacturing Processes
Symmetry, as such, is a very broad concept and is related to different disciplines such as geometry, drawing, graphic design, architecture, and other arts. It can also be found in sciences such as biology, physics, chemistry, and mathematics.
Symmetry is defined as [45]: Exact correspondence in the regular arrangement of the parts or points of a body or figure in relation to a center, an axis or a plane. The word comes from the Latin “symmetrĭa”, and this in turn from Greek συμμετρία (symmetría) where őύν “with” and μέτροv “measure”.
It is a characteristic feature of geometric shapes, systems, equations, and other material objects, or abstract entities, related to their invariance under certain transformations, movements or exchanges.
Symmetry can be classified into the following types [46]:
-
Rotation. The rotation that every motif undergoes in a repetitive way until it finally achieves the identical position it had at the beginning.
-
Folding. In this case, what is achieved is two equal parts of a specific object after a 180° turn of one with respect to the other.
-
Translation. This is the term used to refer to the set of repetitions carried out by an object at an always identical distance from the axis and along a line that can be placed in any position.
-
Expansion. It is used to show that two parts of a whole are similar and have the same shape, but not the same size.
-
Bilateral. This allows the acquisition of a bilateral portrait that has as a backbone an axis of symmetry. At the sides of this axis, equal shapes appear at the same distance from it, which will be those that allow the creation of the aforementioned portrait.
In additive manufacturing, specifically in metal fabrication, different uses of symmetry have been found, all of which are related to further optimization, better process control (search for repeatability or tracking of manufacturing and results), and analysis of properties or comparison between techniques. A search flow (following the manufacturing flow) was developed to find the fields in which symmetry is used, as shown in Figure 3, to identify the value that symmetry can add. Six different fields of application of symmetry within additive manufacturing of metals were found; they are listed and detailed in Figure 3 with their corresponding stage of the additive manufacturing flow.
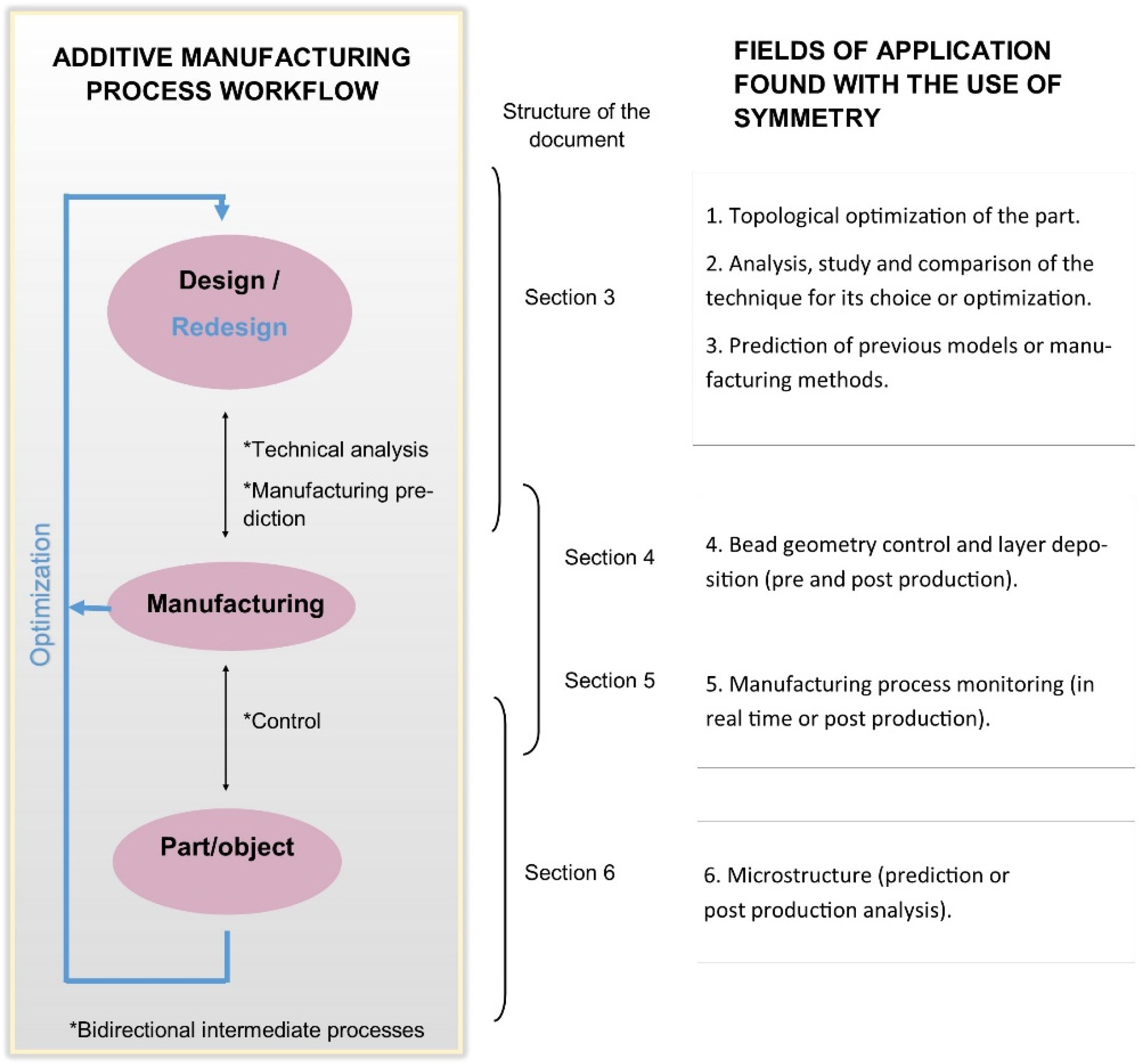
Figure 3. Fields of application of the use of symmetry in the additive manufacturing of metals classified by the sections of the document following the manufacturing flow.
References
- Zhu, J.; Zhou, H.; Wang, C.; Zhou, L.; Yuan, S.; Zhang, W. A Review of Topology Optimization for Additive Manufacturing: Status and Challenges. Chin. J. Aeronaut. 2021, 34, 91–110.
- General Electric GE Global Research. 3D Printing New Parts for Aircraft Engines; General Electric GE Global Research: Niskayuna, NY, USA, 2018.
- Tofail, S.A.M.; Koumoulos, E.P.; Bandyopadhyay, A.; Bose, S.; O’Donoghue, L.; Charitidis, C. Additive Manufacturing: Scientific and Technological Challenges, Market Uptake and Opportunities. Mater. Today 2018, 21, 22–37.
- Prakash, K.S.; Nancharaih, T.; Rao, V.S. Additive Manufacturing Techniques in Manufacturing-An Overview. Mater. Today Proc. 2018, 5, 3873–3882.
- Hosseini, E.; Popovich, V.A. A Review of Mechanical Properties of Additively Manufactured Inconel 718. Addit. Manuf. 2019, 30, 100877.
- Ding, D.; Pan, Z.; Cuiuri, D.; Li, H. Wire-Feed Additive Manufacturing of Metal Components: Technologies, Developments and Future Interests. Int. J. Adv. Manuf. Technol. 2015, 81, 465–481.
- Pragana, J.P.M.; Sampaio, R.F.V.; Bragança, I.M.F.; Silva, C.M.A.; Martins, P.A.F. Hybrid Metal Additive Manufacturing: A State-of-the-Art Review. Adv. Ind. Manuf. Eng. 2021, 2, 100032.
- Sun, C.; Wang, Y.; McMurtrey, M.D.; Jerred, N.D.; Liou, F.; Li, J. Additive Manufacturing for Energy: A Review. Appl. Energy 2021, 282, 116041.
- Jafferson, J.M.; Chatterjee, D. A Review on Polymeric Materials in Additive Manufacturing. Mater. Today Proc. 2021, 46, 1349–1365.
- Herzog, D.; Seyda, V.; Wycisk, E.; Emmelmann, C. Additive Manufacturing of Metals. Acta Mater. 2016, 117, 371–392.
- Zhang, X.; Wu, X.; Shi, J. Additive Manufacturing of Zirconia Ceramics: A State-of-the-Art Review. J. Mater. Res. Technol. 2020, 9, 9029–9048.
- Parandoush, P.; Lin, D. A Review on Additive Manufacturing of Polymer-Fiber Composites. Compos. Struct. 2017, 182, 36–53.
- Shi, G.; Guan, C.; Quan, D.; Wu, D.; Tang, L.; Gao, T. An Aerospace Bracket Designed by Thermo-Elastic Topology Optimization and Manufactured by Additive Manufacturing. Chin. J. Aeronaut. 2020, 33, 1252–1259.
- Gisario, A.; Kazarian, M.; Martina, F.; Mehrpouya, M. Metal Additive Manufacturing in the Commercial Aviation Industry: A Review. J. Manuf. Syst. 2019, 53, 124–149.
- Delic, M.; Eyers, D.R. The Effect of Additive Manufacturing Adoption on Supply Chain Flexibility and Performance: An Empirical Analysis from the Automotive Industry. Int. J. Prod. Econ. 2020, 228, 107689.
- Rezvani Ghomi, E.; Khosravi, F.; Neisiany, R.E.; Singh, S.; Ramakrishna, S. Future of Additive Manufacturing in Healthcare. Curr. Opin. Biomed. Eng. 2021, 17, 100255.
- Ermakova, A.; Mehmanparast, A.; Ganguly, S. A Review of Present Status and Challenges of Using Additive Manufacturing Technology for Offshore Wind Applications. Procedia Struct. Integr. 2019, 17, 29–36.
- Hao, B.; Lin, G. Additive Manufacturing Technology and Its Application in Die Manufacturing. IOP Conf. Ser. Earth Environ. Sci. 2021, 632, 22077.
- Paolini, A.; Kollmannsberger, S.; Rank, E. Additive Manufacturing in Construction: A Review on Processes, Applications, and Digital Planning Methods. Addit. Manuf. 2019, 30, 100894.
- Eyers, D.R.; Potter, A.T. Industrial Additive Manufacturing: A Manufacturing Systems Perspective. Comput. Ind. 2017, 92–93, 208–218.
- ISO/ASTM ISO/ASTM 52900; Additive Manufacturing–General Principles–Terminology. ISO: Geneva, Switzerland, 2015.
- Zhang, Y.; Wu, L.; Guo, X.; Kane, S.; Deng, Y.; Jung, Y.G.; Lee, J.H.; Zhang, J. Additive Manufacturing of Metallic Materials: A Review. J. Mater. Eng. Perform. 2018, 27, 1–13.
- Cook, P.S.; Murphy, A.B. Simulation of Melt Pool Behaviour during Additive Manufacturing: Underlying Physics and Progress. Addit. Manuf. 2020, 31, 100909.
- Bhavar, V.; Kattire, P.; Patil, V.; Khot, S.; Gujar, K.; Singh, R. A Review on Powder Bed Fusion Technology of Metal Additive Manufacturing. In Additive Manufacturing Handbook; CRC Press: Boca Raton, FL, USA, 2014.
- Udroiu, R. Powder Bed Additive Manufacturing Systems and Its Applications. Acad. J. Manuf. Eng. 2012, 10, 122–129.
- Dev Singh, D.; Mahender, T.; Raji Reddy, A. Powder Bed Fusion Process: A Brief Review. Mater. Today Proc. 2020, 46, 350–355.
- Karlsson, D.; Lindwall, G.; Lundbäck, A.; Amnebrink, M.; Boström, M.; Riekehr, L.; Schuisky, M.; Sahlberg, M.; Jansson, U. Binder Jetting of the AlCoCrFeNi Alloy. Addit. Manuf. 2019, 27, 72–79.
- Kunchala, P.; Kappagantula, K. 3D Printing High Density Ceramics Using Binder Jetting with Nanoparticle Densifiers. Mater. Des. 2018, 155, 443–450.
- Li, M.; Du, W.; Elwany, A.; Pei, Z.; Ma, C. Metal Binder Jetting Additive Manufacturing: A Literature Review. J. Manuf. Sci. Eng. 2020, 142, 090801.
- Bhatt, P.M.; Kabir, A.M.; Peralta, M.; Bruck, H.A.; Gupta, S.K. A Robotic Cell for Performing Sheet Lamination-Based Additive Manufacturing. Addit. Manuf. 2019, 27, 278–289.
- Uralde, V.; Suarez, A.; Aldalur, E.; Veiga, F.; Ballesteros, T. Wall Fabrication by Direct Energy Deposition (DED) Combining Mild Steel (ER70) and Stainless Steel (SS 316L): Microstructure and Mechanical Properties. Materials 2022, 15, 5828.
- Saboori, A.; Aversa, A.; Marchese, G.; Biamino, S.; Lombardi, M.; Fino, P. Application of Directed Energy Deposition-Based Additive Manufacturing in Repair. Appl. Sci. 2019, 9, 3316.
- Vimal, K.E.K.; Naveen Srinivas, M.; Rajak, S. Wire Arc Additive Manufacturing of Aluminium Alloys: A Review. Mater. Today Proc. 2020, 41, 1139–1145.
- Frazier, W.E. Metal Additive Manufacturing: A Review. J. Mater. Eng. Perform. 2014, 23, 1917–1928.
- Wang, Q.; Qi, B.; Cong, B.; Yang, M. Output Characteristic and Arc Length Control of Pulsed Gas Metal Arc Welding Process. J. Manuf. Processes 2017, 29, 427–437.
- Jin, W.; Zhang, C.; Jin, S.; Tian, Y.; Wellmann, D.; Liu, W. Wire Arc Additive Manufacturing of Stainless Steels: A Review. Appl. Sci. 2020, 10, 1563.
- Lee, J.Y.; An, J.; Chua, C.K. Fundamentals and Applications of 3D Printing for Novel Materials. Appl. Mater. Today 2017, 7, 120–133.
- Cunningham, C.R.; Flynn, J.M.; Shokrani, A.; Dhokia, V.; Newman, S.T. Invited Review Article: Strategies and Processes for High Quality Wire Arc Additive Manufacturing. Addit. Manuf. 2018, 22, 672–686.
- Kittel, J.; Gasser, A.; Wissenbach, K.; Zhong, C.; Schleifenbaum, J.H.; Palm, F.; Stief, P.; Dantan, J.; Etienne, A.; Siadat, A. Case Study on AM of an IN718 Aircraft Component Using the LMD Process Case Study a on AM of Aircraft Component Using the a, b LMD Process Airbus for Germany Identification Existing Products an Assembly Product Family New Metho. Procedia CIRP 2020, 94, 324–329.
- Stawovy, M.T. Comparison of LCAC and PM Mo Deposited Using Sciaky EBAMTM. Int. J. Refract. Met. Hard Mater. 2018, 73, 162–167.
- Suárez, A.; Aldalur, E.; Veiga, F.; Artaza, T.; Tabernero, I.; Lamikiz, A. Wire Arc Additive Manufacturing of an Aeronautic Fitting with Different Metal Alloys: From the Design to the Part. J. Manuf. Processes 2021, 64, 188–197.
- Chen, D.; Chen, M.; Wu, C. Effects of Phase Difference on the Behavior of Arc and Weld Pool in Tandem P-GMAW. J. Mater. Proces. Technol. 2015, 225, 45–55.
- Sames, W.J.; List, F.A.; Pannala, S.; Dehoff, R.R.; Babu, S.S. The Metallurgy and Processing Science of Metal Additive Manufacturing. Int. Mater. Rev. 2016, 61, 315–360.
- Dilberoglu, U.M.; Gharehpapagh, B.; Yaman, U.; Dolen, M. The Role of Additive Manufacturing in the Era of Industry 4.0. Procedia Manuf. 2017, 11, 545–554.
- Christopher, G. Morris Academic Press Dictionary of Science and Technology; Gulf Professional Publishing: Houston, TX, USA, 1992.
- Savriama, Y.; Klingenberg, C.P. Beyond Bilateral Symmetry: Geometric Morphometric Methods for Any Type of Symmetry. BMC Evol. Biol. 2011, 11, 280.
More
Information
Subjects:
Engineering, Manufacturing
Contributors
MDPI registered users' name will be linked to their SciProfiles pages. To register with us, please refer to https://encyclopedia.pub/register
:
View Times:
1.5K
Revisions:
2 times
(View History)
Update Date:
07 Sep 2022
Table of Contents


Notice
You are not a member of the advisory board for this topic. If you want to update advisory board member profile, please contact office@encyclopedia.pub.
OK
Confirm
Only members of the Encyclopedia advisory board for this topic are allowed to note entries. Would you like to become an advisory board member of the Encyclopedia?
Yes
No
${ textCharacter }/${ maxCharacter }
Submit
Cancel
Back
Comments
${ item }
|
${ item.createdUser.fullName }
${ item.createdAt }
${ item.vote }
${ item.reply }
Delete
${ reply.createdUser.fullName }
${ reply.createdAt }
${ reply.vote }
Delete
There is no reply to this comment~
${ item.replyTextCharacter }/${ item.replyMaxCharacter }
Submit
Cancel
More
No more~
There is no comment~
${ textCharacter }/${ maxCharacter }
Submit
Cancel
${ selectedItem.replyTextCharacter }/${ selectedItem.replyMaxCharacter }
Submit
Cancel
Confirm
Are you sure to Delete?
Yes
No