Your browser does not fully support modern features. Please upgrade for a smoother experience.
Submitted Successfully!
 +1 credit
+1 credit
Thank you for your contribution! You can also upload a video entry or images related to this topic.
For video creation, please contact our Academic Video Service.
| Version | Summary | Created by | Modification | Content Size | Created at | Operation |
|---|---|---|---|---|---|---|
| 1 | Khalid Lamnawar | -- | 3841 | 2022-06-20 09:01:42 | | | |
| 2 | Rita Xu | -1 word(s) | 3840 | 2022-06-20 10:48:03 | | |
Video Upload Options
We provide professional Academic Video Service to translate complex research into visually appealing presentations. Would you like to try it?
Cite
If you have any further questions, please contact Encyclopedia Editorial Office.
Alvino, G.C.; Li, J.; Maazouz, A.; Lamnawar, K. Recycling of Multilayer Waste Films. Encyclopedia. Available online: https://encyclopedia.pub/entry/24205 (accessed on 25 June 2026).
Alvino GC, Li J, Maazouz A, Lamnawar K. Recycling of Multilayer Waste Films. Encyclopedia. Available at: https://encyclopedia.pub/entry/24205. Accessed June 25, 2026.
Alvino, Geraldine Cabrera, Jixiang Li, Abderrahim Maazouz, Khalid Lamnawar. "Recycling of Multilayer Waste Films" Encyclopedia, https://encyclopedia.pub/entry/24205 (accessed June 25, 2026).
Alvino, G.C., Li, J., Maazouz, A., & Lamnawar, K. (2022, June 20). Recycling of Multilayer Waste Films. In Encyclopedia. https://encyclopedia.pub/entry/24205
Alvino, Geraldine Cabrera, et al. "Recycling of Multilayer Waste Films." Encyclopedia. Web. 20 June, 2022.
Copy Citation
In a circular economy context with the dual problems of depletion of natural resources and the environmental impact of a growing volume of wastes, it is of great importance to focus on the recycling process of multilayered plastic films. First to the general concepts and summary of plastic waste management in general, making emphasis on the multilayer films recycling process. Then, in the second part, the focus is dealing with multilayer films manufacturing process, including the most common materials used for agricultural applications, their processing, and the challenges of their recycling, recyclability, and reuse. Hitherto, some prospects are discussed from eco-design to mechanical or chemical recycling approaches.
circular economy
recycling
1. Introduction
Since the discovery of polyethylene and polypropylene during the 1950s, polymers have been reaching all the areas of the daily life. Nowadays, plastic production in Europe fluctuates around 57 million tons [1]. Packaging (39.6%) and the building sector (20.4%) are the biggest end-use markets for plastics. Meanwhile, the agricultural sector represents 3.4% of the total plastic demand [1]. Between all the plastic materials applications, flexible films became very popular mainly due to their versatility, lightness, resistance, and printability. Applications of polymer films are diverse, but they are usually classified into two categories: packaging and non-packaging. The packaging products are divided into consumer (primary packaging) and non-consumer (secondary and tertiary packaging) [2]. The principal function of primary packaging is to protect the product. Then, the secondary and tertiary main purpose is to group different primary packages for easy and safe transportation [3]. Regarding the final structure of the flexible films, they can be divided into monolayer and multilayer films. Monolayer films are commonly used for tertiary and secondary packaging and less often for agricultural and building applications. Meanwhile, the structure of multilayer films is made with different layers that can be polymeric or non-polymeric materials, such as paper or aluminum foils. Using modern technologies such as coextrusion, it is possible to obtain multilayer films from 2 to +20-layer films, and the most important application is food packaging [4]. Nowadays, 17% of the world’s flexible film production are multilayer films [3].
Meanwhile, the non-packaging sector involves trash bags, labels, films for agriculture, construction, etc. Low-density polyethylene (LDPE) [5][6][7] and high-density polyethylene (HDPE) [8][9] are the most common polymers used in the consumer packaging sector, followed by polyethylene terephthalate (PET) [10][11][12] and polypropylene (PP) [13][14]. In the case of agricultural applications and another non-consumer packaging, LDPE and linear low-density polyethylene (LLDPE) [15][16] are the most used materials [17].
The increasing generation and accumulation of non-biodegradable waste are becoming a general popular issue since a huge amount of plastic packaging products are currently designed to have a short service life owing to the low cost and easy production [3]. Most consumers negatively perceive plastic packaging because of the considerable high amount of waste produced in their daily lives.
According to an extrapolation from different EU countries, Plastics Europe et al. explained that in 2018 approximately 24.9% of the plastic packaging waste went to landfill and 42.6% were incinerated. Then, the remaining 32.5% of the plastic waste were recycled or exported. However, as Hestin et al. reported, the amount of waste exported out or within the EU is included in the recycled rate. Then, a recycling rate of 15% is estimated for the EU when the extra-EU exports are excluded. The recent ban on the imports of occidental plastic waste to China provides a solid argument to focus on the development of recycling inside the EU. Thanks to this, from 2016 to 2018 plastic waste exports outside the EU decreased by 39% [18].
1.1. Polymer-Based Flexible Films Waste Management
The start-of-life phase for the polymers (virgin or recycled) used in plastic packaging applications begins with the processing via multiple converting techniques such as extrusion, coextrusion, blown extrusion, etc. Then, the first type of solid plastic waste (SPW) is generated during the manufacturing process, called post-industrial (PI) waste. This type of waste includes waste from production changeovers, fall-out products, cuttings, and trimming. In terms of recycling, the PI waste is the higher-quality grade of polymer waste, since it is clean, and the composition of the polymer is known [19].
Later, at the end-of-life, the product is thrown out and becomes post-consumer (PC) waste. The PC waste can be collected separately or not, depending on the country. This waste is a complex mix of polymers of unknown composition and could be potentially contaminated by organic fractions (food remains) or non-polymer fractions (paper). As expected, this PC plastic waste becomes more difficult to recycle than the PI waste [20].
Given the complexity of the challenges and the different actors that need to be involved in the recycling chain, a multitude of measures has to be implemented such as covering products design, waste collection, sorting, recycling, and end-use [21]. Once it does, the processing options for the end-use are similar for both PI and PC plastic waste. Recycling is the preferred option since it closes the loop back to the now secondary “new raw materials”. During recycling, the new raw materials can be obtained via mechanical (leading to granulates) or chemical (leading to monomer building blocks) pathways. Then, energy recovery is the greatest option in the case where the polymer waste cannot be recycled. Finally, landfill is the less-preferred option and should be avoided at all costs [20].
Considering an environmental point of view, the best alternative is to avoid the creation of SPW in general. This involves propositions of smarter packaging with eco-design or alternative materials at the production stage [22][23][24]. Naturally, all these go together with the efforts related to raising the awareness of the consumer by promoting the re-use of plastics products. However, such effort should be run in parallel to that related developing lop an efficient valorization of the huge amounts of SPW generated more and more every year [20]. Enhanced communication through the whole recycling chain, from packaging designers to the end-users, will support and help to identify possible areas of improvement, too.
1.2. End-of-Life Treatment of Plastic Waste
The use stage and waste treatment are always present in the lifecycle of any material. The total number of cycles that a material can submit will depend on its alteration during all stages of its lifecycle [3]. The European Union (EU) proposes through the Waste Framework Directive (2008/98/EC), the following waste management hierarchy: collection, sorting, and reprocessing [25]. Nevertheless, this waste management procedure will vary depending on the source of waste and the local implemented collection.
Over the last years, plastic waste management has been studied in many research studies [26][27][28], with rigid and mixed plastics as the main focus [29][30]. This means that the flexible films are usually considered as the non-recyclable fraction of the waste stream and in consequence sent directly to landfills or energy recovery. Most recycling companies consider that the small thickness and low bulk density of these materials can disturb the conventional recycling process. Taking into account the little information available and the not well-documented technological advances, it becomes necessary to develop cost-effective technologies for this plastic flexible waste [3].
Horodytska et al. [3] did an extensive review of the state-of-art films waste management technology, where they identified the shortcomings and established the guidelines for future research. Inspired by them, for this review, the plastic waste will be classified into post-industrial (PI) and post-consumption (PC) plastic waste, since their differences in material characteristics.
In the case of PI plastic waste, the sorting stage between multilayers and monolayers is easy. However, considering the unknown origin of the PC plastic waste, it becomes more difficult to distinguish them between monolayers and multilayers. Hence, researchers will classify the post-consumption plastic waste as waste from the agricultural and packaging sector without the distinction of the layer’s structure. Furthermore, between the different activities involved in waste management, only collection, sorting, and treatment will be considered, since they show the most differences between rigid and flexible plastics. Then, regarding the end-of-life treatment, the plastics demand for new products gives an idea of the types of polymers that composed the bulk of the collected plastic waste. Figure 1 shows an example of the plastics demand per sector and polymer type in the EU [1]. As observed, the largest share of all PC plastic waste is packaging waste. The “big five” raw materials of high-density polyethylene (HDPE), low-density polyethylene (LDPE), linear low-density polyethylene (LLDPE), polypropylene (PP), and polyethylene terephthalate (PET) are the most common polymers used for packaging applications, which means that these polymers will dominate the composition of plastic waste. This information shows researchers that product design has an important impact on the recyclability (end-of-life) and the degree to which researchers can incorporate recycled materials (start-of-life) to new products. In design from recycling, the recycled polymer that originates the secondary raw material will be the starting point of new product development.
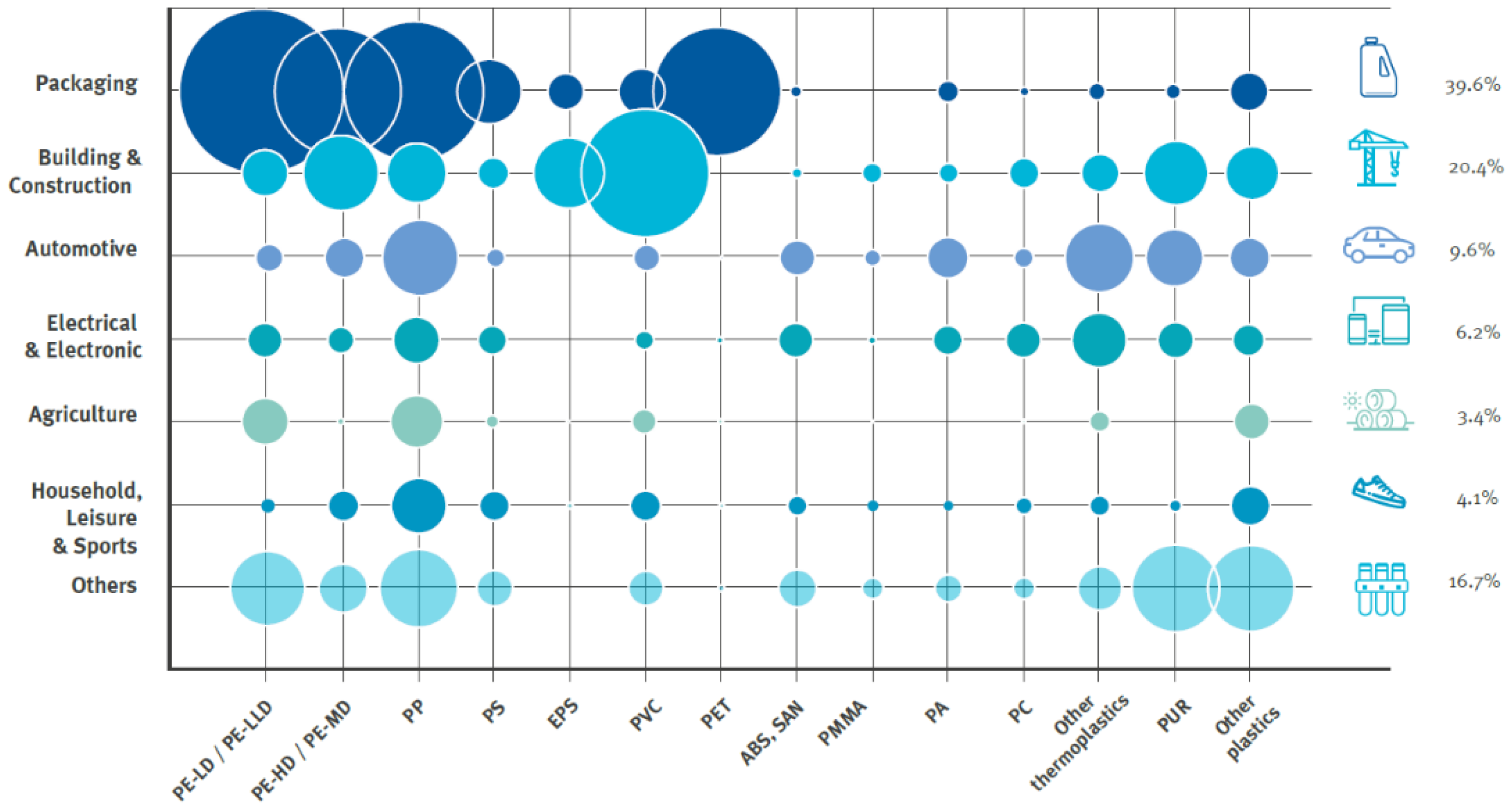
Figure 1. European plastics demand by segment and polymer type 2019. Reprinted from report [31].
2. Processing of Multilayer Films and Applications
This section provides an overview on the research work that has been carried out in the academia in the past years regarding multilayered polymers from coextrusion process. The state-of-the-art methods for fabricating multilayered polymers are firstly introduced and compared. A specific attention is given to their applications in regard to the agriculture sector as well their recyclability.
2.1. Coextrusion: Principle and Technologies
Coextrusion is an industrial process widely used to form multilayered sheets or films that are suitable for various products, ranging from food packaging, the medical area, and recently in microelectronic and nonlinear optics with more than thousands of layers [32][33]. Multilayered polymer systems are produced to satisfy specific requirements for high value-added applications such as gas barrier films [34][35], mechanical robust systems [36][37][38][39], and optical applications [40][41][42]. The coextrusion is a process which combines multiple polymers via two or three extruders using a feedblock system, where the polymers melted (from separate extruders) are brought together [43]. Each component of the multilayer structure provides its own end-use characteristics.
A typical example is oxygen-barrier food packaging. This kind of packaging material has usually a polyethylene (PE) or polypropylene (PP) based structure with an oxygen-impermeable polymer such as ethylene-vinyl-alcohol (EVOH) or polyamide (PA) as a central barrier layer. Since the barrier polymers have normally poor adhesion to the main structure polymers, copolymers are used as tie-layers in order to compatibilize and improve adhesion between the barrier and the external layers [44].
Over the last five decades, continued research and development in the academic and industry domains allowed a continual growth and expansion of the micro and nanolayered film coextrusion technology [45] to commercial relevancy. Meanwhile, many interfacial and rheological phenomenon during the co-extrusion and forced assembly are also deeply studied [46][47][48][49]. Nearly 500 issued patents for composition of micro or nanolayered materials applications have been published between 2000 and 2010 [50]. In order to increase the research and commercialization of the advanced microlayer technology, research in polymer processing have been developed as well as the advancement of coextrusion feedblocks and layer multiplying die manufacturing.
2.1.1. Cast Film Coextrusion
A combination of two or more extruders through a multichannel-layered feedblock is used to produce conventional 2 to 17 layered cast films. Polymer materials separated by different streams are combined into parallel layers in the feedblock before exiting to a film, sheet, or annular die. Polymer dies companies such as Cloeren, Nordson, Macro Engineering, etc. produce multilayered polymer feedblocks which are up to 32 layers. Multilayered polymer films with less than 20 layers have been processed as an improvement over blend film due to the performance and cost factors such as those listed by [50]:
-
Potential reduction in expensive polymer materials by controlling the polymer domain location, continuity, and thickness.
-
Incorporation of recycled materials at the internal layers without degrading the film properties.
-
Reduce the film thickness maintaining the mechanical, transport, and/or optical film properties.
The ability to increase the layer number comes from the feedblock design. In 2002, a single feedblock and film die system reached the micro and nanolayer scale. In Figure 2, a Nanolayer™ feedblock designed by Cloeren is displayed. This feedblock was designed to produce directly more than 1000 layers in a single unit. The die connects a selected number of extruders and redistributes the incoming melt streams into hundreds or thousands of layers. These layers are ordered and distributed within the block using a design, which was inspired from vein splitting. Then, the ordered thousand-layer polymer melts flows, and exits the feedblock directly into the die in order to form the product film or sheet [47][50].
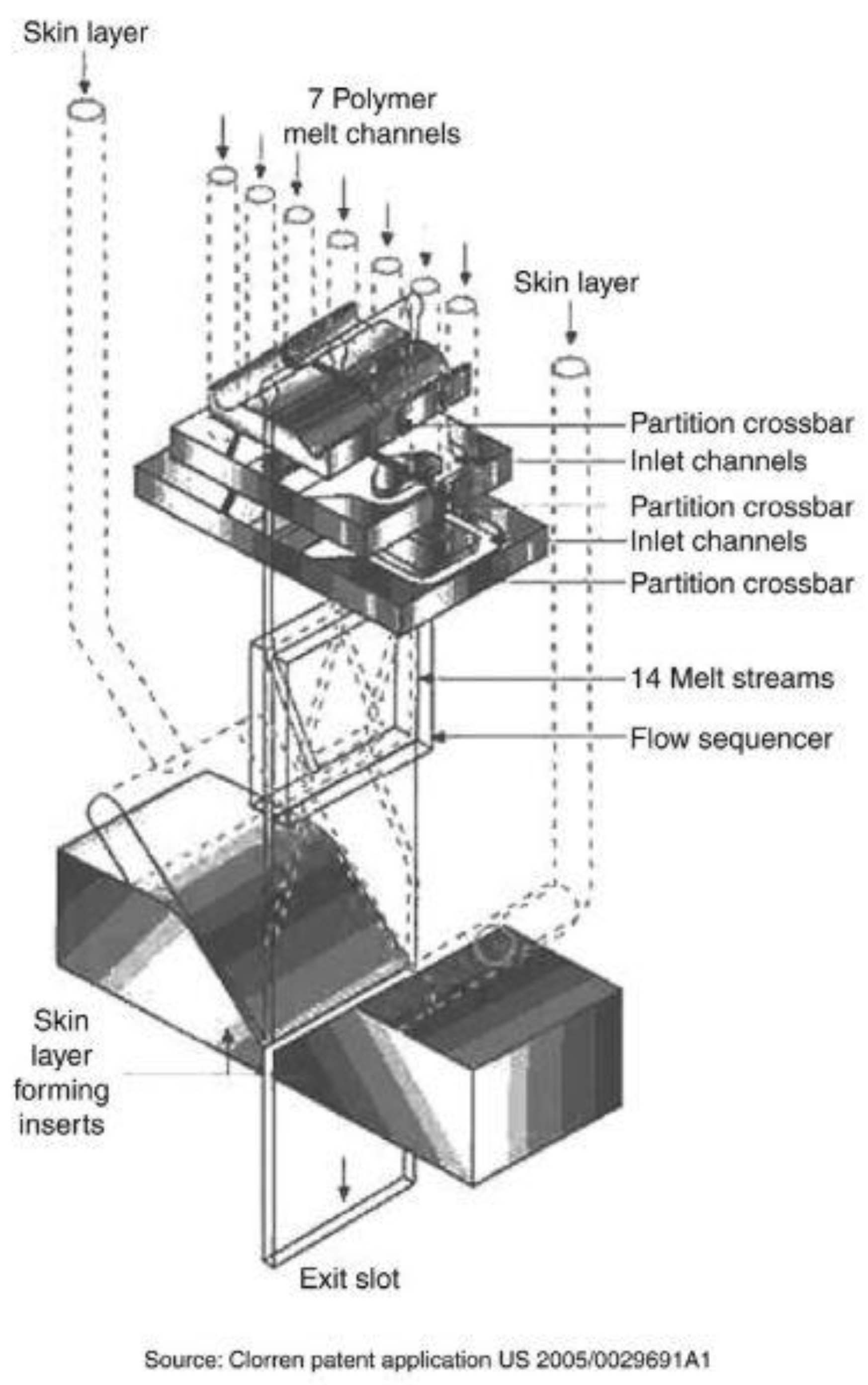
Figure 2. Multi-nano-layers feedblock design by Cloeren Incorporated. Adapted from [50].
Before the fabrication of single shot feedblocks, Dow Chemical Company developed a combination processing technique using a simple two to five layered feedblock with a series of sequential layer multiplication dies. In this approach of sequential layer multiplication, the two to five layered polymer melt flows through a conventional feedblock and then is fed to a series of layer multiplication dies. These layer multiplication dies double the number of layers by a cutting process, spreading and stacking the layered melt stream (Figure 2). As shown in Figure 2, the final number of layers in the polymer film is determined as the function of a number of layer multiplication dies, which are placed in series between the feedblock and final film or sheet exit dies. The number of layers of the film obtained can be calculated as a function of the number of layers in the feedblock and the number of layer multiplying dies [44][47][50].
Figure 3 displays an example of nanolayer film coextrusion. The layer multiplying dies is coupled with a two-layered feedblock that will produce films with a number of layers following a 2n+1 model. The “n” represents the number of sequential layer multiplying dies, which are placed in series between the feedblock and film exit die [40]. Layer multiplication enables structures with hundreds or thousands of layers to be produced. A layered melt stream from the feedblock is fed through a series of layer multipliers. In each multiplier, the initial melt stream is divided vertically in two, spread horizontally, and then recombined, while keeping the total thickness of the melt constant, thus doubling the number of layers and reducing the thickness of each layer after each multiplier (Figure 2). Therein, multilayer coextrusion is capable of fabricating films having thousands of layers with individual layer thickness down to the nanoscale at low environmental (solvent-free) and budgetary costs [33][44][47].
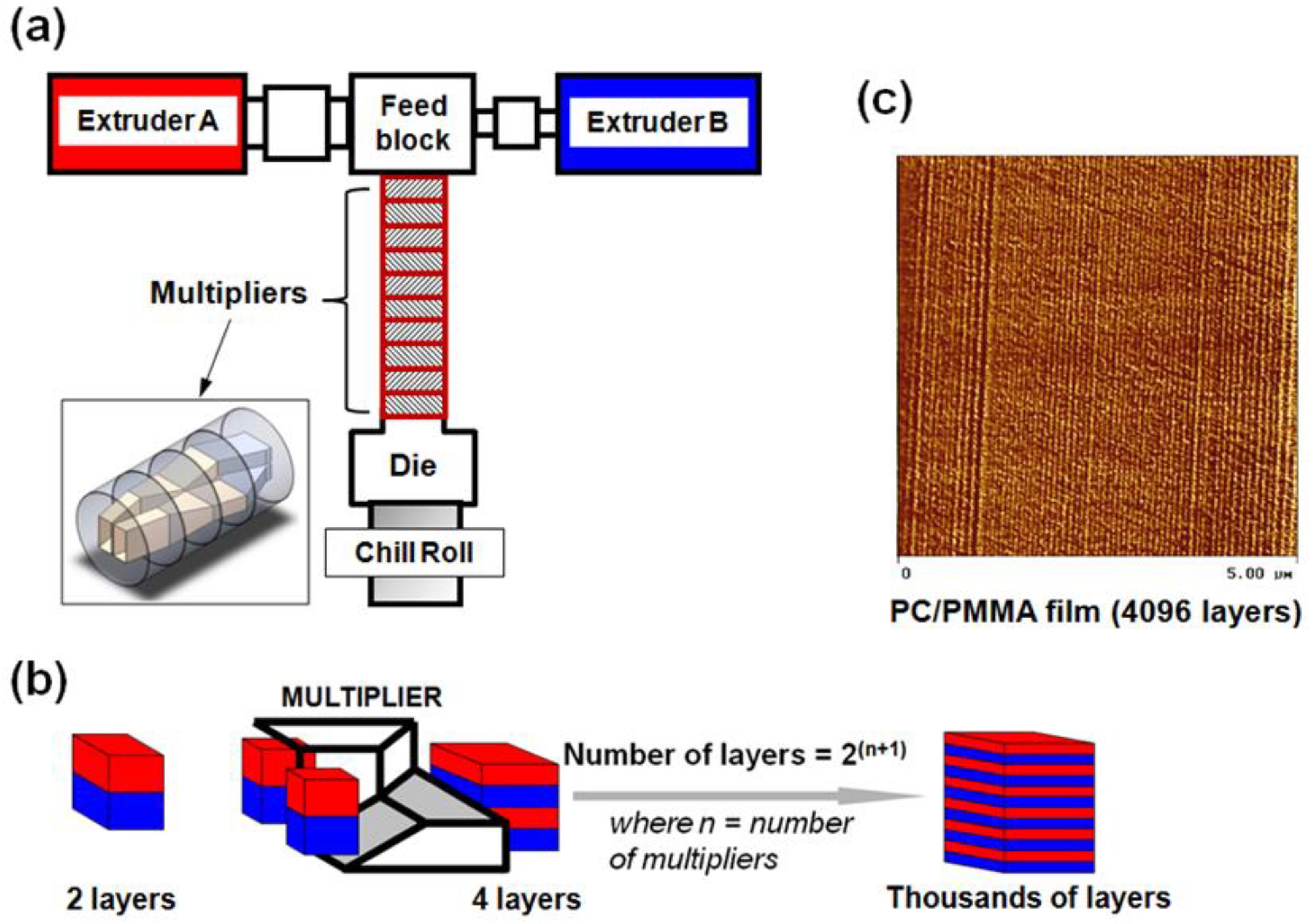
Figure 3. Schematic illustrations of (a) multilayer coextrusion process with two polymeric components with a specific scheme of multiplier element used in researchers laboratory, and (b) general layer multiplication concept schematic of the layer multiplication by cutting, spreading and recombining. (c) AFM phase image showing the cross-section of a 4096 layers PC/PMMA (50/50) film as an example for coextruded multilayered polymers. Reprinted from publication [33]. Copyright 2020, with the permission from Wiley. (A color version of this figure can be viewed online).
A coextrusion of two or more polymers is possible, creating different layer configurations. A configuration ABC represents coextrusion of three different polymers as alternating layers. Meanwhile, an ATBTA configuration represents a tie-layer polymer (T) alternating between polymers A and B. The latter structure can also be combined with skin layers which are normally added after the layer multiplication dies [40].
Comparing the coextrusion approaches, the layer multiplier die technique is a more flexible and low-cost technique than the single shot feedblock. Nowadays, the single feedblock processing technique is used more often in production of commercial scale products. Thus, the sequential layer multiplying die has been used for research and as a development tool. Most of the time, commercial products formulations and structures are designed and optimized before their commercialization with lower cost equipment and production costs [44][47][50].
2.1.2. Blown Film Coextrusion
Blown film extrusion is widely used to produce packaging films. The majority of these films are multilayered in order to improve its mechanical and thermal properties as required by the medical or food industry. In Figure 4, a schematic diagram of the blown film processes is displayed. As observed in this process, an extruder is used to melt and forward molten polymer into an annular film die. Then, air is injected into the center of the annular die to inflate the polymer bubble. This bubble is cooled down by an air ring, which blows air on the bubble surface to decrease its temperature until the polymer becomes solid. A stabilizing cage is commonly used to minimize the bubble movement as it collapses in the collapsing frame to make a flat film. The film is then pulled over and fed into a film winder to obtain a finished film roll [51].
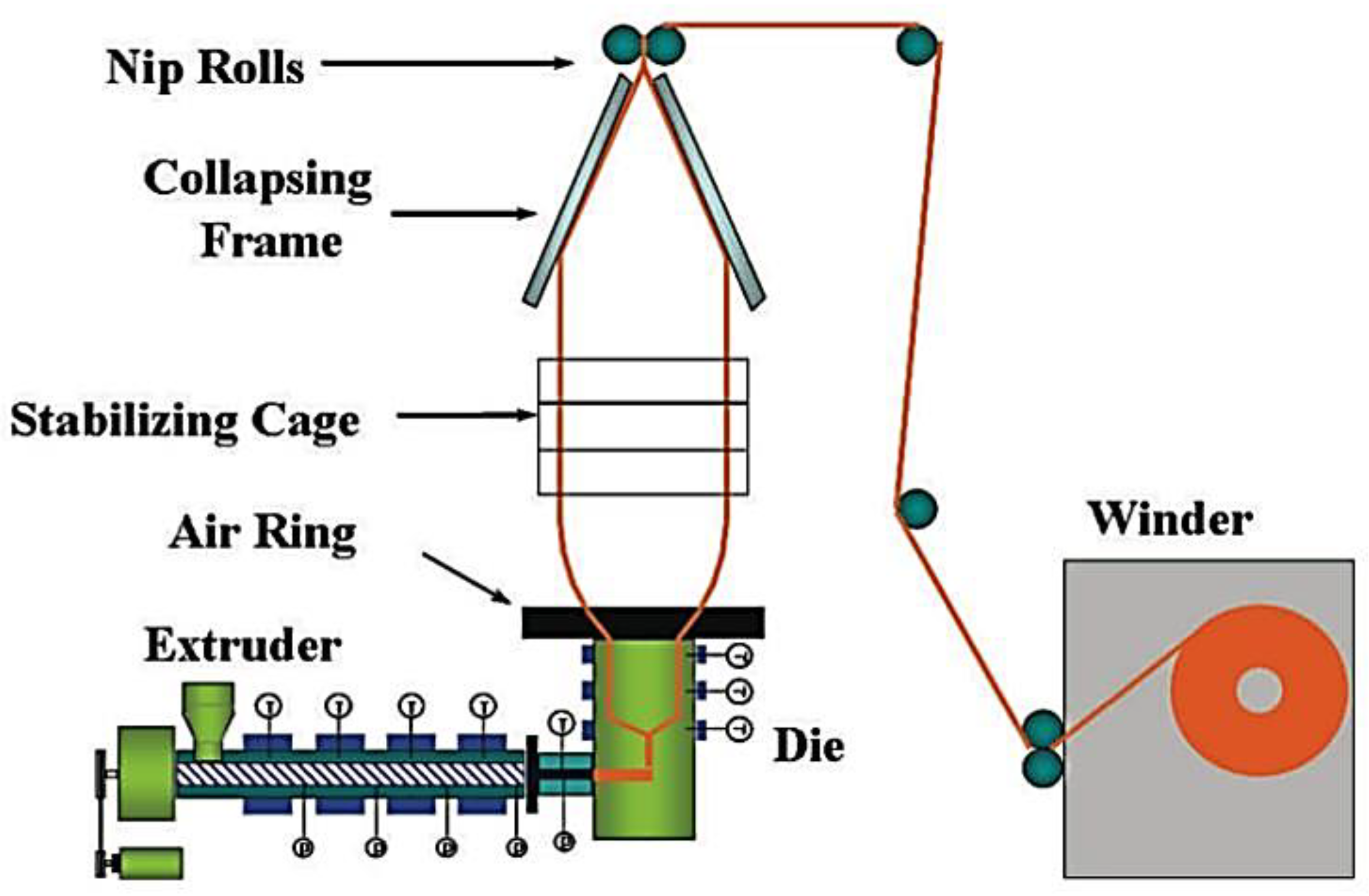
Figure 4. Blown film process schema. Adapted from [51].
In recent years, research efforts have been made by Dow Chemical Company and Cryovac/Sealed Air Corporation to develop new technologies in the context of micro and nanolayer coextrusion for blown film processing. The early version of blown film technology used spiral mandrel dies. The layers are made by separate spiral manifolds, which are present at different radial distances [50]. Then, the melt from different manifolds is joined together near the die exit to form a layered structure. In this type of die, to increase the number of layers in the structure, the diameter of the die has to be increased in order to make room for more spiral mandrel manifolds for each new layer. Thus, this tends to limit the number of layers, since larger diameters dies have longer residence times which can lead to the degradation of the polymers being processed [51].
Another style of spiral mandrel die has been developed, where the spiral channels are cut on the surface of a flat plate rather than on the cylinder surface. This design allows multiple overlapping spirals cut into the same plate. The use of stacked plates with spiral channels on surface plates allow stacking multiple plates to create layered structures. Because of the dimensions of these large flat plates, these dies are commonly referred to as “pancake” style dies [51].
The advantage of using a flat die for the coextrusion of multilayer films is the ability to stack plates on top of each other. In Figure 4, a schematic diagram of the multiple stacked plates bolted together is shown, where each set of plates produces one layer. The layers are added sequentially to the previous layer as the structure flows up the die towards the exit. An example of a commercial stacked plate die is also displayed in Figure 2, in which it is used to produce coextruded films. Structures containing up to 11 layers have been demonstrated using this type of design. However, increasing the number of layers after 11 layers is challenging, due to the pressure drop and lack of space for more extruders [51]. Multilayered blown film lines are currently commercially available from different equipment manufacturers such as Davis Standard, Macro Engineering, Alpha Marathon, Bandera, Windsor, etc. [50].
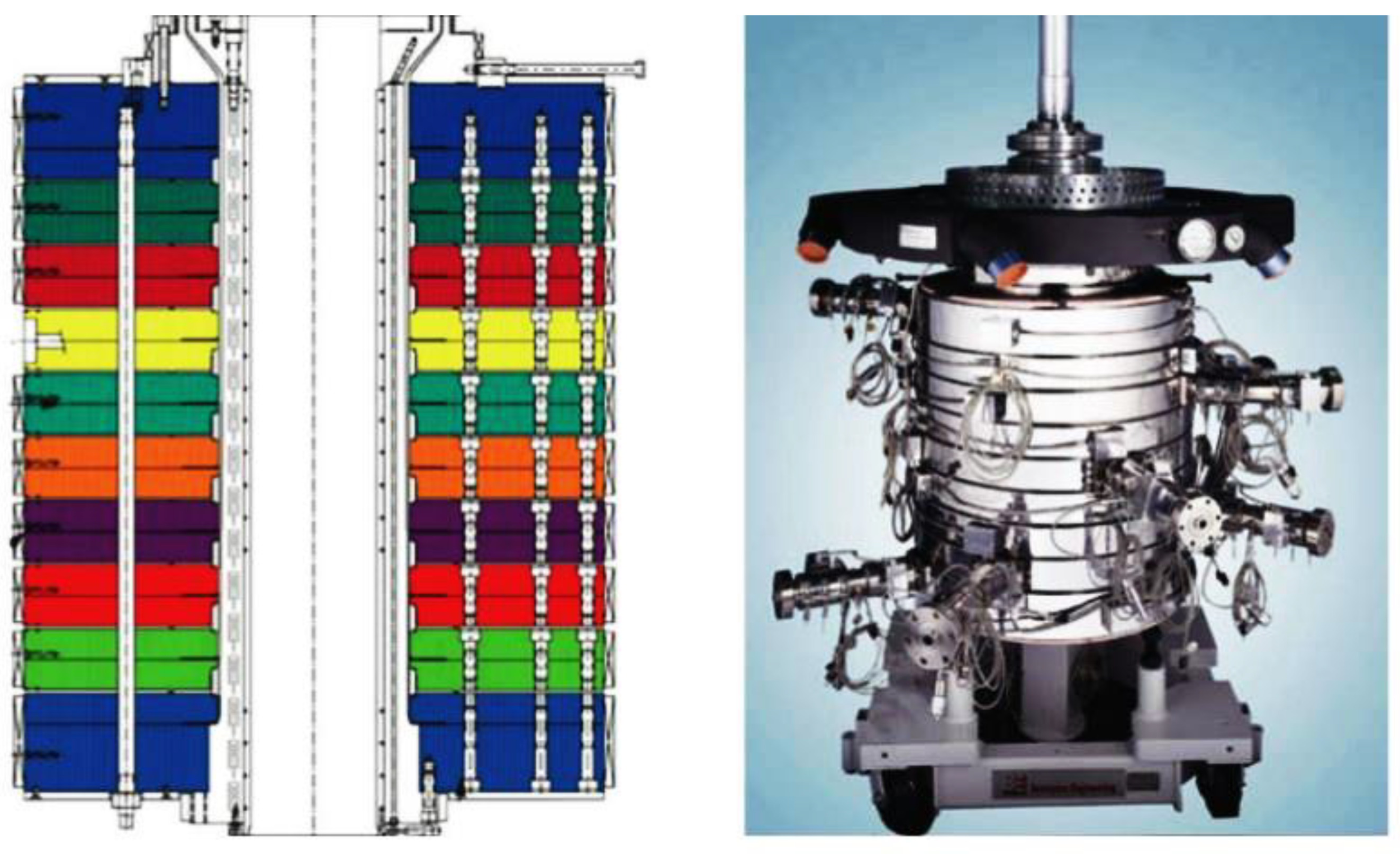
Figure 4. Schematic and commercial example of a multilayer stacked plate or “pancake” die. Adapted from [51].
The challenge of adapting the feedblock and layer multiplier dies technologies from flat film to annular structures involves ensuring the layers continuity around the circumference of the bubble. No uniform layer thicknesses in the films can be obtained if there are breaks and weld lines during the layer wrapping around the circular dies [50].
Using a feedblock and layer multipliers in combination with a specific film die is the new concept applied to produce microlayers by blown extrusion. There are two important characteristics of the film die to consider:
-
Protection of the thinner microlayers as they flow from the feedblock to and around the die.
-
Geometry design that allows the layers to flow slowly through the die while maintaining the microlayered structure
In order to protect the microlayered structure as it flows through the process, another layer is added to encapsulate the microlayers. In Figure 5, a schema of the encapsulation die is displayed (on the left), which produce a circular encapsulated structure (on the right). This example shows a single core material being encapsulated by another layer. However, in theory, the single core material could be replaced by a microlayer structure [51].
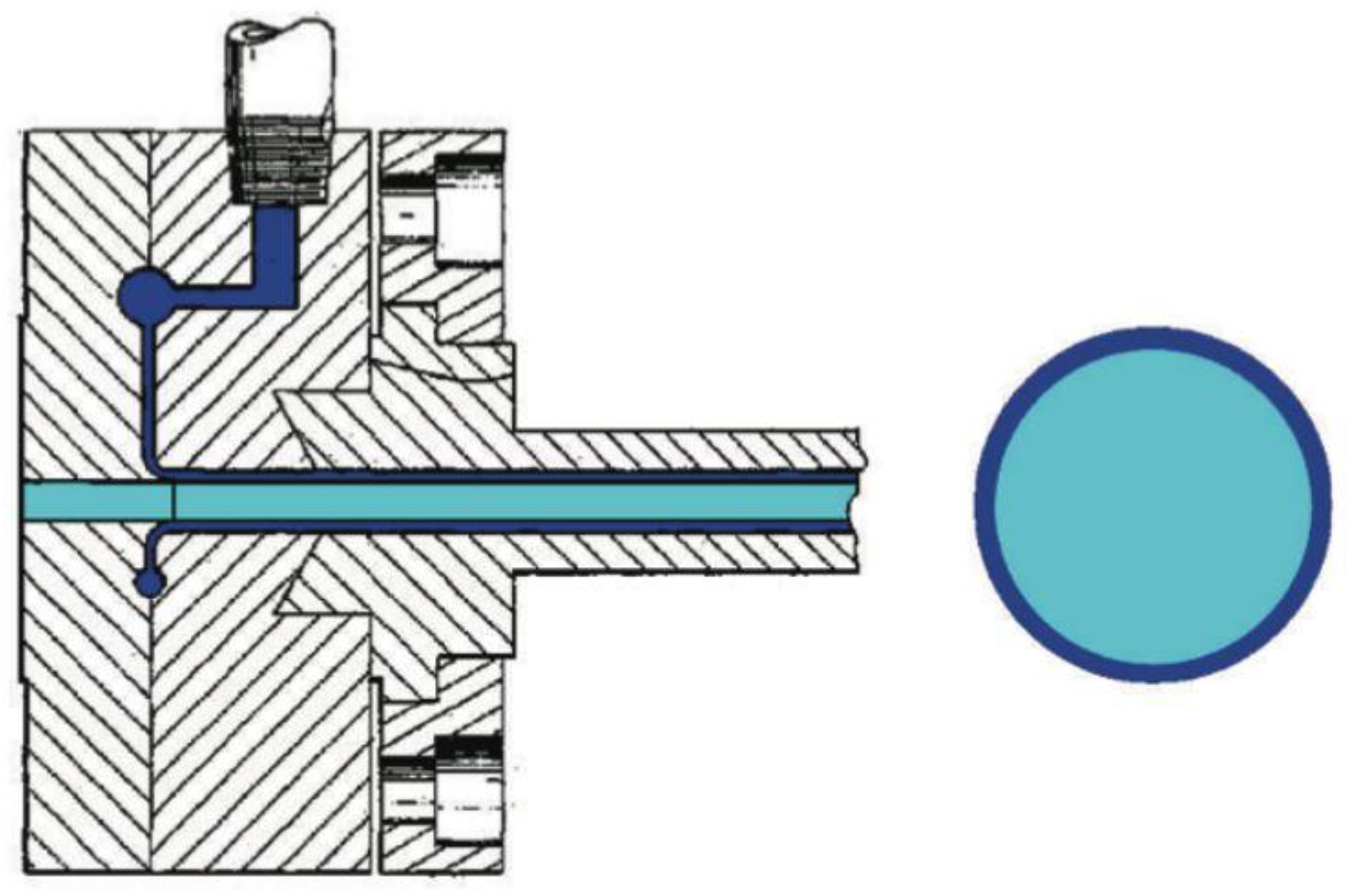
Figure 5. Schema of an encapsulation die (on the left) producing an encapsulated structure (on the right). Adapted from [51].
Further research innovations confirmed the processing of 100+ microlayered films in a blown film structure as [51] demonstrated. Developing uniform wrap of sequentially layered films will continue to challenge the layer multiplier die approach for blown film coextrusion [50].
2.2. Multilayer Films in Agricultural Applications
In the last decades, the agricultural evolution has been parallel to the technological development associated to the use of multilayer plastic films. For the agricultural market, the use of multilayer plastics films has been essential, allowing a remarkable increase of agricultural productions, earlier harvesting, and reduction of plagues presence [52]. The growing use of plastics in agriculture has been helping the farmers to increase their crop production. Nowadays, the use of plastics allows to increase yields, earlier harvests, less dependence on herbicides and pesticides, better protection of food products, and more efficient water conservation [53]. An extensive expanding of plastic films in agriculture is reported worldwide since the middle of the last century. The most common applications of plastics in agriculture are displayed in Table 1.
Table 1. Most common applications of plastic films in agriculture. Reprinted with the permission from [54]. (Copyright 2012, Pagepress).
| Protective Cultivation Films | Livestock Farming Films |
|---|---|
| Low tunnel Greenhouse and tunnel Mulching Direct covering Nursery film Covering vineyards |
Silage films Bale wrapping films Protection films |
Plastic films can improve product quality by mitigating extreme weather changes, optimizing growth conditions, extending the growing season, and reducing plant diseases. An estimated 2–3 million tons of plastics are used each year in agricultural applications. Almost half of the total plastics produced each year for agricultural applications is used in protective cultivation as mulching, greenhouses, small tunnels, temporary covering for fruits trees, etc. [55]. For this application, the most common polymers used are LLDPE followed by LDPE, and EVA [3].
Plastic films used in agriculture are made by blowing coextrusion process. Coextrusion offers many possibilities by combining the properties of different polymers in order to satisfy each agricultural application [52]:
-
Greenhouse covering: Greenhouse are films used for crop protection (Figure 6). Films with a range of 100 µm to 1 µm that answer the basic requirements of thermal protection, light transmission, and direct or artificial flood lighting.
-
Mulching: This technique consists in covering the soil (where the cultivation has been planted) with a layer that protects seedlings and young plants (Figure 7). The films used are transparent or opaque, white, colored, or black with range thickness of 20–50 µm, which are mechanically laid on the soil.
-
Low tunnels: They consist of small arch-shaped support structures covered by plastic films with the objective to create a microclimate suitable for cultivation (Figure 8). Films of about 60–100 µm thickness are generally installed.
-
Silage films: Silage is a technique used for conservation of wet forage by acidification of the environment protected from the ambient air (Figure 9). Depending on their specific application, films with a range between 35 and 100 µm are installed.
-
Bale wrap films: Wrapping films are used for individually or continuously wrapping cylindrical or square bales of fodder in order to obtain an airtight envelop, which allow the anaerobic fermentation process necessary for the production of silage (Figure 10). Films can be black, white, and other colors (green and brown) with thickness range of 20–30 µm.

Figure 6. Greenhouse covering. Reprinted from website [56].

Figure 7. Black Mulch films. Reprinted from website [57].
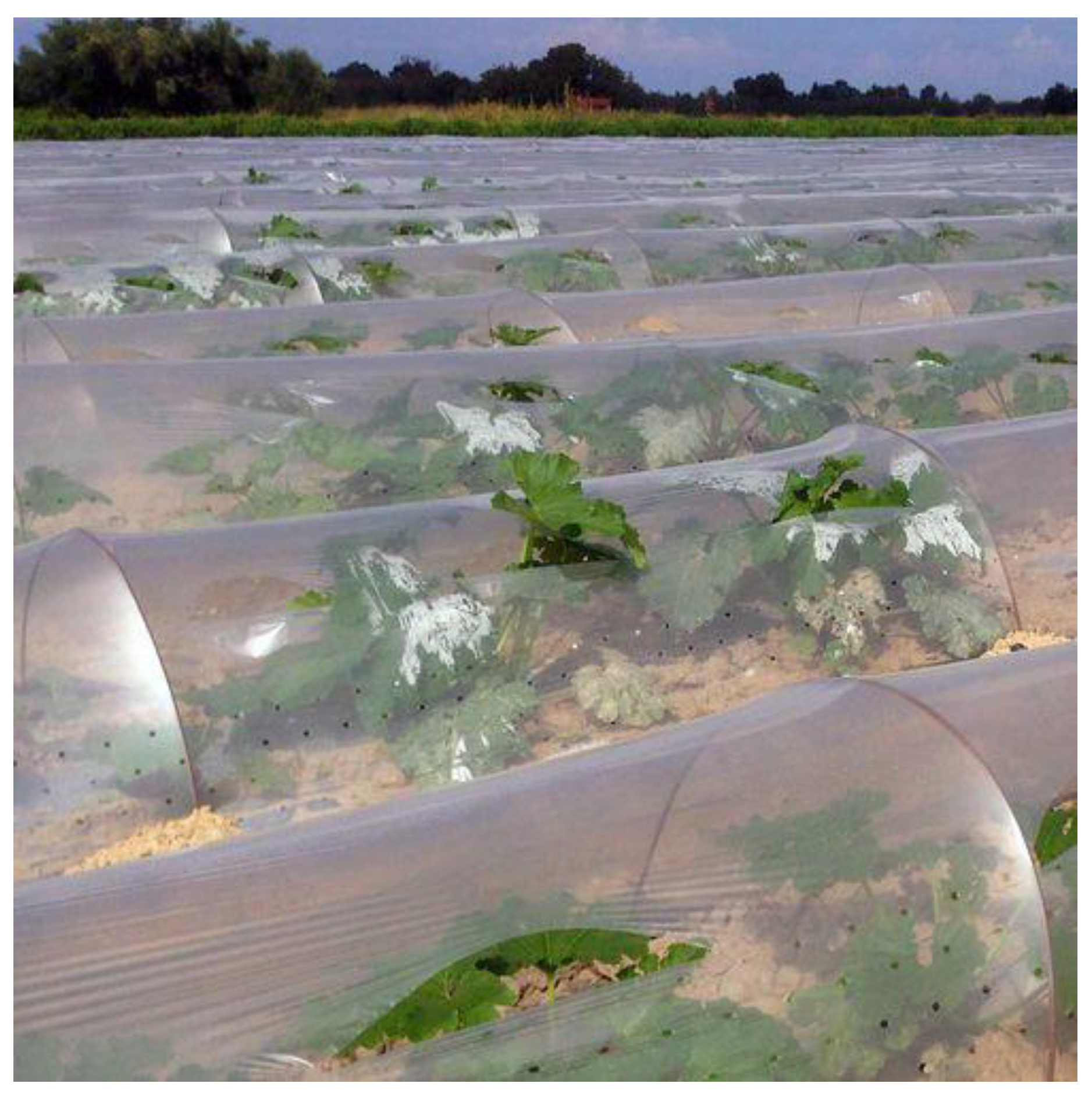
Figure 8. Low tunnel transparent film. Reprinted from website [58].

Figure 9. Protection Silage films. Reprinted from website [59].

Figure 10. Wrapping stretch films. Reprinted from website [59].
References
- Plastics Europe—Association of Plastic Manufacturers. Plastics—The Facts 2020; PlasticEurope: Brussels, Belgium, 2020; pp. 1–64.
- Kaiser, K.; Schmid, M.; Schlummer, M. Recycling of Polymer-Based Multilayer Packaging: A Review. Recycling 2017, 3, 1.
- Horodytska, O.; Valdés, F.J.; Fullana, A. Plastic Flexible Films Waste Management—A State of Art Review. Waste Manag. 2015, 77, 413–425.
- Zhang, X.; Xu, Y.; Zhang, X.; Wu, H.; Shen, J.; Chen, R.; Xiong, Y.; Li, J.; Guo, S. Progress on the Layer-by-Layer Assembly of Multilayered Polymer Composites: Strategy, Structural Control and Applications. Prog. Polym. Sci. 2019, 89, 76–107.
- Mangaraj, S.; Goswami, T.K.; Mahajan, P.V. Applications of Plastic Films for Modified Atmosphere Packaging of Fruits and Vegetables: A Review. Food Eng. Rev. 2009, 1, 133.
- Shemesh, R.; Krepker, M.; Goldman, D.; Danin-Poleg, Y.; Kashi, Y.; Nitzan, N.; Vaxman, A.; Segal, E. Antibacterial and Antifungal LDPE Films for Active Packaging. Polym. Adv. Technol. 2015, 26, 110–116.
- Beigmohammadi, F.; Peighambardoust, S.H.; Hesari, J.; Azadmard-Damirchi, S.; Peighambardoust, S.J.; Khosrowshahi, N.K. Antibacterial Properties of LDPE Nanocomposite Films in Packaging of UF Cheese. LWT-Food Sci. Technol. 2016, 65, 106–111.
- Gumiero, M.; Peressini, D.; Pizzariello, A.; Sensidoni, A.; Iacumin, L.; Comi, G.; Toniolo, R. Effect of TiO2 Photocatalytic Activity in a HDPE-Based Food Packaging on the Structural and Microbiological Stability of a Short-Ripened Cheese. Food Chem. 2013, 138, 1633–1640.
- López-Rubio, A.; Almenar, E.; Hernandez-Muñoz, P.; Lagarón, J.M.; Catalá, R.; Gavara, R. Overview of Active Polymer-Based Packaging Technologies for Food Applications. Food Rev. Int. 2004, 20, 357–387.
- Nisticò, R. Polyethylene Terephthalate (PET) in the Packaging Industry. Polym. Test. 2020, 90, 106707.
- Gomes, T.S.; Visconte, L.L.Y.; Pacheco, E.B.A.V. Life Cycle Assessment of Polyethylene Terephthalate Packaging: An Overview. J. Polym. Environ. 2019, 27, 533–548.
- Nayak, S.; Khuntia, S.K. Development and Study of Properties of Moringa Oleifera Fruit Fibers/ Polyethylene Terephthalate Composites for Packaging Applications. Compos. Commun. 2019, 15, 113–119.
- Siracusa, V.; Blanco, I. Bio-Polyethylene (Bio-PE), Bio-Polypropylene (Bio-PP) and Bio-Poly(Ethylene Terephthalate) (Bio-PET): Recent Developments in Bio-Based Polymers Analogous to Petroleum-Derived Ones for Packaging and Engineering Applications. Polymers 2020, 12, 1641.
- Mooninta, S.; Poompradub, S.; Prasassarakich, P. Packaging Film of PP/LDPE/PLA/Clay Composite: Physical, Barrier and Degradable Properties. J. Polym. Environ. 2020, 28, 3116–3128.
- Tornuk, F.; Hancer, M.; Sagdic, O.; Yetim, H. LLDPE Based Food Packaging Incorporated with Nanoclays Grafted with Bioactive Compounds to Extend Shelf Life of Some Meat Products. LWT-Food Sci. Technol. 2015, 64, 540–546.
- Mulla, M.; Ahmed, J.; Al-Attar, H.; Castro-Aguirre, E.; Arfat, Y.A.; Auras, R. Antimicrobial Efficacy of Clove Essential Oil Infused into Chemically Modified LLDPE Film for Chicken Meat Packaging. Food Control 2017, 73, 663–671.
- WRAP (Waste and Resource Action Programme). Plastics Market Situation Report; WRAP Publishing: Banbury, UK, 2016; pp. 1–29.
- Plastics Europe. Plastics—The Facts 2019; PlasticEurope: Brussels, Belgium, 2019.
- Schyns, Z.O.G.; Shaver, M.P. Mechanical Recycling of Packaging Plastics: A Review. Macromol. Rapid Commun. 2021, 42, 2000415.
- Ragaert, K.; Delva, L.; Van Geem, K. Mechanical and Chemical Recycling of Solid Plastic Waste. Waste Manag. 2017, 69, 24–58.
- Hestin, M.; Mitsios, A.; Said, S.A.; Fouret, F.; Berwald, A.; Senlis, V. Deloitte Sustainability Blueprint for Plastics Packaging Waste: Quality Sorting & Recycling; Deloitte: London, UK, 2017.
- Biji, K.B.; Ravishankar, C.N.; Mohan, C.O.; Srinivasa Gopal, T.K. Smart Packaging Systems for Food Applications: A Review. J. Food Sci. Technol. 2015, 52, 6125–6135.
- Zhong, Y.; Godwin, P.; Jin, Y.; Xiao, H. Biodegradable Polymers and Green-Based Antimicrobial Packaging Materials: A Mini-Review. Adv. Ind. Eng. Polym. Res. 2020, 3, 27–35.
- Eilert, S.J. New Packaging Technologies for the 21st Century. Meat Sci. 2005, 71, 122–127.
- European Parliament and Council. European Parliament and Council Directive 2008/98/EC of the European Parliament and of the Council of 19 November 2008 on Waste and Repealing Certain Directives (Waste Framework). Available online: https://eur-lex.europa.eu/legal-content/EN/TXT/PDF/?uri=CELEX:32008L0098&rid=9 (accessed on 15 May 2022).
- Rigamonti, L.; Grosso, M.; Møller, J.; Martinez Sanchez, V.; Magnani, S.; Christensen, T.H. Environmental Evaluation of Plastic Waste Management Scenarios. Resour. Conserv. Recycl. 2014, 85, 42–53.
- Singh, P.; Sharma, V.P. Integrated Plastic Waste Management: Environmental and Improved Health Approaches. Waste Manag. Resour. Util. 2016, 35, 692–700.
- Idumah, C.I.; Nwuzor, I.C. Novel Trends in Plastic Waste Management. SN Appl. Sci. 2019, 1, 1402.
- Pan, D.; Su, F.; Liu, C.; Guo, Z. Research Progress for Plastic Waste Management and Manufacture of Value-Added Products. Adv. Compos. Hybrid Mater. 2020, 3, 443–461.
- Turku, I.; Kärki, T.; Rinne, K.; Puurtinen, A. Characterization of Plastic Blends Made from Mixed Plastics Waste of Different Sources. Waste Manag. Res. 2017, 35, 200–206.
- Plastics Europe. An Analysis of European Plastics Production, Demand and Waste Data. In Plasts—Facts 2015; PlasticEurope: Brussels, Belgium, 2015; p. 33.
- Bondon, A.; Lamnawar, K.; Maazouz, A. Experimental Investigation of a New Type of Interfacial Instability in a Reactive Coextrusion Process. Polym. Eng. Sci. 2015, 55, 2542–2552.
- Lu, B.; Alcouffe, P.; Sudre, G.; Pruvost, S.; Serghei, A.; Liu, C.; Maazouz, A.; Lamnawar, K. Unveiling the Effects of In Situ Layer–Layer Interfacial Reaction in Multilayer Polymer Films via Multilayered Assembly: From Microlayers to Nanolayers. Macromol. Mater. Eng. 2020, 305, 2000076.
- Messin, T.; Follain, N.; Guinault, A.; Sollogoub, C.; Gaucher, V.; Delpouve, N.; Marais, S. Structure and Barrier Properties of Multinanolayered Biodegradable PLA/PBSA Films: Confinement Effect via Forced Assembly Coextrusion. ACS Appl. Mater. Interfaces 2017, 9, 29101–29112.
- Messin, T.; Follain, N.; Guinault, A.; Miquelard-Garnier, G.; Sollogoub, C.; Delpouve, N.; Gaucher, V.; Marais, S. Confinement Effect in PC/MXD6 Multilayer Films: Impact of the Microlayered Structure on Water and Gas Barrier Properties. J. Membr. Sci. 2017, 525, 135–145.
- Xu, Y.; Qin, J.; Shen, J.; Guo, S.; Lamnawar, K. Scratch Behavior and Mechanical Properties of Alternating Multi-Layered PMMA/PC Materials. Wear 2021, 486–487, 204069.
- Xu, S.; Wen, M.; Li, J.; Guo, S.; Wang, M.; Du, Q.; Shen, J.; Zhang, Y.; Jiang, S. Structure and Properties of Electrically Conducting Composites Consisting of Alternating Layers of Pure Polypropylene and Polypropylene with a Carbon Black Filler. Polymer 2008, 49, 4861–4870.
- Liu, S.; Li, C.; Wu, H.; Guo, S. Novel Structure to Improve Mechanical Properties of Polymer Blends: Multilayered Ribbons. Ind. Eng. Chem. Res. 2020, 59, 20221–20231.
- Mackey, M.; Hiltner, A.; Baer, E.; Flandin, L.; Wolak, M.A.; Shirk, J.S. Enhanced Breakdown Strength of Multilayered Films Fabricated by Forced Assembly Microlayer Coextrusion. J. Phys. Appl. Phys. 2009, 42, 175304.
- Ponting, M.; Burt, T.M.; Korley, L.T.J.; Andrews, J.; Hiltner, A.; Baer, E. Gradient Multilayer Films by Forced Assembly Coextrusion. Ind. Eng. Chem. Res. 2010, 49, 12111–12118.
- Li, Z.; Olah, A.; Baer, E. Micro- and Nano-Layered Processing of New Polymeric Systems. Prog. Polym. Sci. 2020, 102, 101210.
- Carr, J.M.; Langhe, D.S.; Ponting, M.T.; Hiltner, A.; Baer, E. Confined Crystallization in Polymer Nanolayered Films: A review. J. Mater. Res. 2012, 27, 1326–1350.
- Ponting, M.; Hiltner, A.; Baer, E. Polymer Nanostructures by Forced Assembly: Process, Structure, and Properties. Macromol. Symp. 2010, 294, 19–32.
- Lamnawar, K.; Zhang, H.; Maazouz, A. Coextrusion of Multilayer Structures, Interfacial Phenomena. Encycl. Polym. Sci. Technol. (Ed.) 2013.
- Baer, E.; Zhu, L. 50th Anniversary Perspective: Dielectric Phenomena in Polymers and Multilayered Dielectric Films. Macromolecules 2017, 50, 2239–2256.
- Lu, B.; Lamnawar, K.; Maazouz, A.; Sudre, G. Critical Role of Interfacial Diffusion and Diffuse Interphases Formed in Multi-Micro-/Nanolayered Polymer Films Based on Poly(Vinylidene Fluoride) and Poly(Methyl Methacrylate). ACS Appl. Mater. Interfaces 2018, 10, 29019–29037.
- Lu, B.; Zhang, H.; Maazouz, A.; Lamnawar, K. Interfacial Phenomena in Multi-Micro-/Nanolayered Polymer Coextrusion: A Review of Fundamental and Engineering Aspects. Polymers 2021, 13, 417.
- Lu, B.; Bondon, A.; Touil, I.; Zhang, H.; Alcouffe, P.; Pruvost, S.; Liu, C.; Maazouz, A.; Lamnawar, K. Role of the Macromolecular Architecture of Copolymers at Layer–Layer Interfaces of Multilayered Polymer Films: A Combined Morphological and Rheological Investigation. Ind. Eng. Chem. Res. 2020, 59, 22144–22154.
- Lu, B.; Lamnawar, K.; Maazouz, A. Influence of in Situ Reactive Interphase with Graft Copolymer on Shear and Extensional Rheology in a Model Bilayered Polymer System. Polym. Test. 2017, 61, 289–299.
- Langhe, D.; Ponting, M. Coextrusion Processing of Multilayered Films. In Manufacturing and Novel Applications of Multilayer Polymer Films, 1st ed.; William Andrew: New York, NY, USA, 2016; pp. 16–45. ISBN 9780323374668.
- Crabtree, S.; Dooley, J.; Robacki, J.; Lee, P.C.; Wrisley, R.; Pavlicek, C. Producing Microlayer Blow Molded Structures Using Layer Multiplication and Unique Die Head Technology. In Proceedings of the Society of Plastics Engineers—27th Annual Blow Molding Conference, ABC 2011, Chicago, IL, USA, 12–13 October 2011.
- López, J.C.; Pérez-Parra, J.; Morales, M.A. Plastics in Agriculture-Applications and Usages Handbook; CEPLA–Plastics Europe: Almería, Spain, 2009; ISBN 978-84-95531-47-6.
- Briassoulis, D.; Hiskakis, M.; Scarascia, G.; Picuno, P.; Delgado, C.; Dejean, C. Labeling Scheme for Agricultural Plastic Wastes in Europe. Qual. Assur. Saf. Crops Foods 2010, 2, 93–104.
- Scarascia-Mugnozza, G.; Sica, C.; Russo, G. Plastic Materials in European Agriculture: Actual Use and Perspectives. J. Agric. Eng. 2012, 42, 15.
- Kyrikou, I.; Briassoulis, D. Biodegradation of Agricultural Plastic Films: A Critical Review. J. Polym. Environ. 2007, 15, 125–150.
- Shouman. Available online: http://www.shouman.com/greenhouse.html (accessed on 8 March 2020).
- Bioplastics, E. New EU Standard for Biodegradable Mulch Films in Agriculture Published. Available online: https://www.european-bioplastics.org/new-eu-standard-for-biodegradable-mulch-films-in-agriculture-published/ (accessed on 8 March 2020).
- AgriExpo. Available online: https://www.agriexpo.online/prod/daiosplastics/product-184967-87932.html (accessed on 8 March 2020).
- Barbier Group. Available online: https://www.barbiergroup.com/en/secteur/agriculture-en/mulch-film/#range=very-high-resistance-wrapping-films (accessed on 8 March 2020).
More
Information
Subjects:
Polymer Science
Contributors
MDPI registered users' name will be linked to their SciProfiles pages. To register with us, please refer to https://encyclopedia.pub/register
:
View Times:
1.7K
Revisions:
2 times
(View History)
Update Date:
20 Jun 2022
Table of Contents


Notice
You are not a member of the advisory board for this topic. If you want to update advisory board member profile, please contact office@encyclopedia.pub.
OK
Confirm
Only members of the Encyclopedia advisory board for this topic are allowed to note entries. Would you like to become an advisory board member of the Encyclopedia?
Yes
No
${ textCharacter }/${ maxCharacter }
Submit
Cancel
Back
Comments
${ item }
|
${ item.createdUser.fullName }
${ item.createdAt }
${ item.vote }
${ item.reply }
Delete
${ reply.createdUser.fullName }
${ reply.createdAt }
${ reply.vote }
Delete
There is no reply to this comment~
${ item.replyTextCharacter }/${ item.replyMaxCharacter }
Submit
Cancel
More
No more~
There is no comment~
${ textCharacter }/${ maxCharacter }
Submit
Cancel
${ selectedItem.replyTextCharacter }/${ selectedItem.replyMaxCharacter }
Submit
Cancel
Confirm
Are you sure to Delete?
Yes
No