Metal matrix syntactic foams (MMSFs) are advanced lightweight materials constituted by a metallic matrix and a dispersion of hollow and/or porous fillers. Physical and mechanical properties can be fitted regarding matrix and filler properties and processing parameters. Their properties make them potential materials for sectors where density is a limiting parameter, such as transport, marine, defense, aerospace, and engineering applications. MMSFs are mainly manufactured by powder metallurgy, infiltration, and stir casting techniques. Stir casting techniques (SCTs) are low-cost and industrially scalable approaches. Critical limitations of SCTs are buoyancy of fillers, corrosion of processing equipment, premature solidification of molten metal during mixing, cracking of fillers, heterogeneous distribution, and limited incorporation of fillers. Efforts to overcome these limitations have led to the development of new techniques and to obtain MMSFs with improved properties.
1. Introduction
The foam-like structures is guided by the objective of obtaining lightweight engineered materials with exceptional properties, such as excellent energy-absorbing capabilities, high damping, and increased specific strength
[1]. Foams are applied in those materials that require the properties described above and in which low density is a limiting parameter. In terms of porosity, there are mainly two types of foams (closed-cell or open-cell) that can be produced in diverse materials (polymers, metals, and ceramics). The internal structure and materials of foams determine their properties, and thus, great efforts have been made to improve the reproducibility and repeatability of the microstructure of closed-cell foams
[2]. The so-called syntactic foams (SFs) result from these efforts of updating conventional closed-cell foams and a relatively new type of composite materials
[3][4][5]. This family of new materials consists of a continuous matrix embedding a dispersion of porous or hollow filler particles following closely or randomly packed structures
[6][7][8]. SFs produced by metallic matrices are known as metal matrix syntactic foams (MMSFs). MMSFs exhibit higher density than conventional metal foams (MFs) and demonstrate superior mechanical properties
[9]. Based on the same concepts, a specific type of MMSF can be found in the literature, referred to as composite metal foams (CMF). Rabiei
[10] first introduced this term to a specific kind of metal matrix composites (MMCs) made of hollow spherical and metallic filler particles embedded in a metallic matrix.
The properties of SFs are mainly governed by the physical characteristics of their components, i.e., matrix and reinforcement or filler particles. This reduces the dependence of the final properties on processing parameters that are generally complex to repeat and reproduce by other researchers. Porosity reduces the density of MMSFs and selecting the appropriate pore size provides acoustic and thermal damping properties. Dispersion and physical properties of fillers control the porosity and allow tailoring of the compression energy absorption through particle cracking. The stress-strain response shows three main behaviors: elastic compression, plateau (strain with low increment or constant stress), and densification (porosity tends to be zero). The behavior can be classified in two ways depending on the nature of the fillers, showing smooth changes between elastic and plateau when fillers are metallic, and abrupt evolution when their chemical composition is mainly ceramic. Managing properties through component selection and their exceptional behavior have increased the interest in MMSFs
[7][11].
Major target sectors for implementing MMSFs include the automotive, railway, aerospace, and construction industries, due to the critical parameters that limit for the ability of designing new components: ductility, energy absorption, and low density. In transport industries (by ground, air, and water), lightweight components may enhance fuel efficiency and thus reduce pollutant emission
[9]. Moreover, the superior reduction of dynamic loading properties makes them suitable for military vehicles and mine blast protection
[3][12].
Metallic alloys used as matrices are iron (Fe), titanium (Ti), tin (Sn), zinc (Zn), magnesium (Mg), aluminum (Al), and steel. Filler particles frequently exhibit pseudo-spherical topologies, may contain multi-pore or mono-pore internal morphology, and range between a few microns and a few millimeters. Classically, fillers showed hollow morphology and spherical shape, increasing processing costs. Hollow spherical particles are called microballoons, and pseudospherical ones are called cenosphere. Cenosphere particles are produced as a by-product of coal power plants and, thus, are cheaper than microballoons. Some particles are sorted as follows: fly-ash cenospheres (FAC), ceramic spheres (CMB), hollow carbon spheres (HCS), glass microballoons (GMB or HGM), and hollow metallic spheres (HMS). Nowadays, researchers are trying to save costs by using cheaper particles, such as FACs and lightweight aggregates (LWA), i.e., pumice, vermiculite, expanded perlite (EP), expanded glass (EG), and expanded clay (LECA). Depending on the employed processing method, porosity can contain various traces of gases (CO
2, N
2, H
2O, CO, and O
2)
[4][11].
MMSFs inherit processing routes from metal matrix composites since these advanced foams are essentially composites. The main techniques can be classified into three routes, sorted as follows: infiltration methods (IM), powder metallurgy (P/M), and stir casting techniques (SCTs). The first one consists of filling the space between filler particles with liquid metals. This technique includes many variations concerning the direction and nature of pressure that promotes the infiltration process (gravity, centrifugal, mechanical, or atmospheric pressure-assisted). This family of routes can be applied to several types of alloys, including iron and steel; however, it is frequently applied to aluminum, magnesium, and zinc matrix alloys. These routes require that the melting point of the fillers is higher than the infiltration temperature, to avoid shrinkage phenomena, and can be produced with fractions of the volume of filler ranging from 30% to 78%
[8][11]. P/M methods are based on homogeneously mixing fillers and powders of a matrix alloy in solid-state and then sintering it into a mold until obtaining a compact sample. This approach shows advantages as using temperatures lower than the matrix melting point; thus, it is usually applied for high melting point alloys, such as iron (Fe), titanium (Ti), and steel. A great drawback is the undesirable porosity resulting from the sintering of metal powders and the fragmentation of fillers owing to excess compaction pressure
[2]. In stir casting methods (SC), preheated fillers are added carefully into a vortex made by stirring the melt to disperse them into the liquid. In the absence of the vortex, filler tends to float and thus, hinder its homogeneous incorporation into the melt. Finally, the mixture is poured into a mold for solidifying. The main advantages are its simplicity, low cost in terms of infrastructure, and industrial scalability. Nonetheless, it also exhibits certain shortcomings according to the literature available to date, of which the following are worth mentioning: inhomogeneous filler distribution due to buoyancy effect, fragmentation of hollow fillers owing to mechanical mixing, lower volume fraction of the filler particles compared to the theoretically possible, difficulties for controlling the distribution of space holders and premature solidifying of the melt due to thermal shock between cold fillers during the mixing step. The premature solidifying phenomenon of the melt in contact with cold fillers can be addressed by preheating the fillers before the mixing step
[6][9][13].
The production process and its parameters play an important role in obtaining a proper composite structure that can ultimately determine the success of the manufacturing process
[14].
2. Stir Casting Routes for Metal Matrix Syntactic Foams
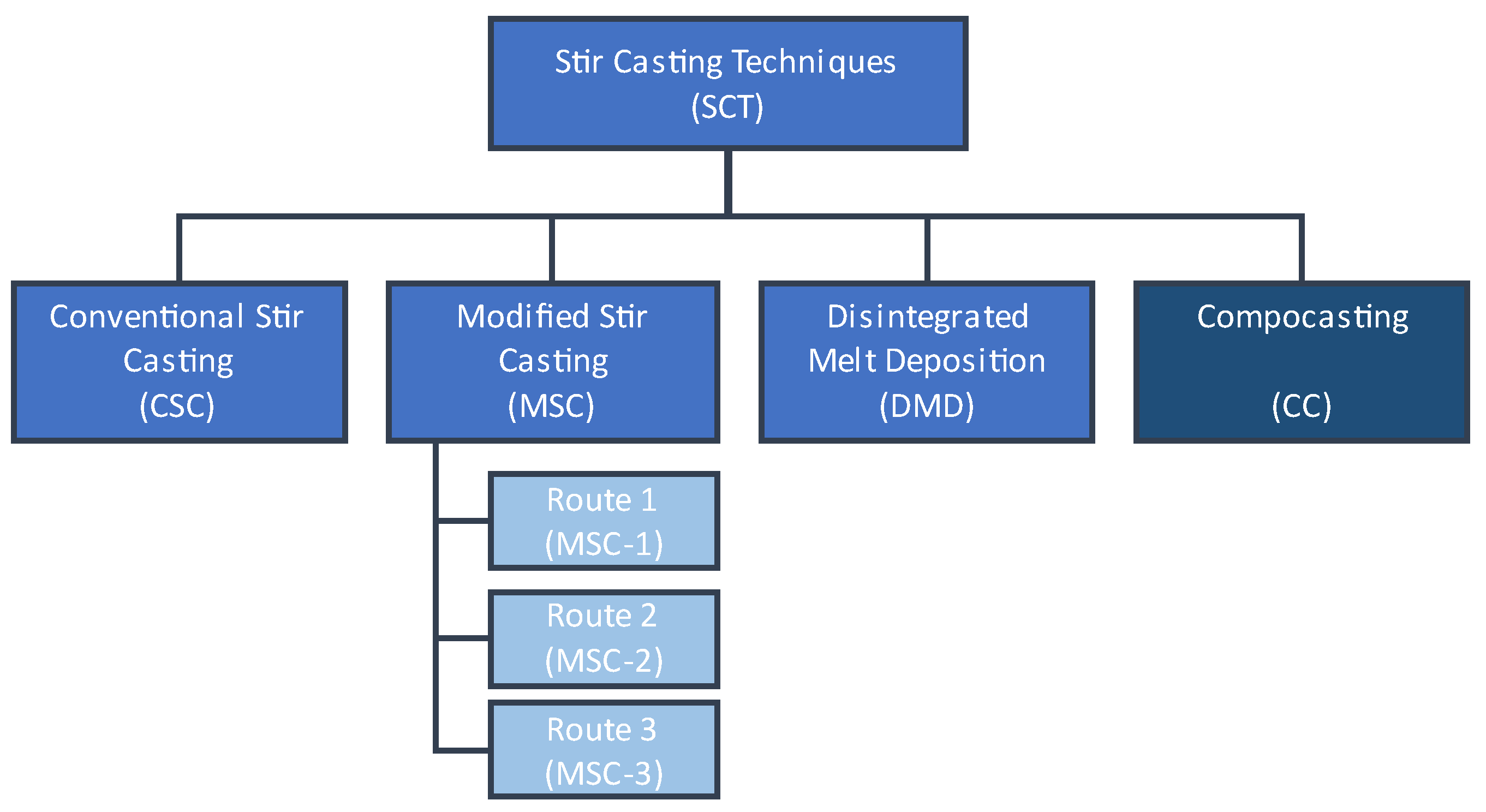
SC family is made up of four main approaches, as listed below: conventional stir casting (CSC), modified stir casting (MSC), compocasting (CC), and disintegrated melt deposition (DMD) (Figure 1). In each of them, the mixing step is assisted by a stirring process that favors the contact and embedding of preheated fillers into the molten matrix. Each of these routes exhibits critical differences that focus on overcoming common limitations as discussed in the rationale section and briefly indicated as follows: filler cracking during stirring, floating of fillers, the maximum volume fraction of fillers (lesser than theoretical possible), non-uniform distribution of filler particles, and wettability, among others. The data analyzed coincide with the use of medium to low melting temperature metal matrices (Al, Mg, Zn, and Pb), and this is reflected in the temperature range associated with each route.
Figure 1. Classification of stir casting techniques (SCTs) for processing MMSFs.
2.1. Conventional Stir Casting Routes
These routes include methods that require the least technological infrastructure of the SC techniques and have conceptual simplicity at the process level. The easiest route consists of two main steps, melting matrix alloy and dispersing preheated filler particles in the liquid until reaching a homogeneous composite slurry. In essence, a pair of equipment pieces are required to apply CSC, that is, furnace and stirrer, as well as a recipient for pouring the slurry. This is why CSC is known as a low-cost and straightforward processing route. Adding particles to molten metal has diverse effects that must be considered in order to synthesize MMSFs successfully. They act as a heat barrier due to their porosity and thus affect the grain size and dendrite arm coarsening, accelerate heterogeneous nucleation of the solid phase from the melt, limit fluid convection, increase the viscosity of the slurry, may float due to difference of density and their position may change depending on solidifying interface pushes or fixes them
[15]. Additinally, during addition, their low density compared to the melt can cause them to float and make it difficult to be completely embedded in the matrix.
2.2. Modified Stir Casting Routes
The success in manufacturing MMSFs through the CSC route strongly depends on fillers properties, which is one of the advantages of manufacturing these materials through MMC processing routes instead of foaming routes. Nonetheless, the simplicity of CSC forces the entire control of processing onto a few parameters that are not always easy to set. Moreover, it forces the design and careful fit of the parameters, whether necessary or not, to spend more time in the manufacturing process. The versatility and low cost of CSC have motivated researching approaches to share the mentioned dependence among more or different stages and make the window threshold of each parameter more flexible.
One of the older modifications included in SC routes (MSC-1) has been explored during the last decade by two reference researcher teams from India and China. The main concept of the CSC remains unchanged, that is, melting the matrix, preheating the fillers, stirring the mix, pouring into a preheated mold, and finally solidifying the slurry. The modified step is the solidification of the slurry. Instead of simply monitoring the cooling rate of the sample, the slurry is subjected to a slight compression (< 3 MPa) until solidification is reached. This modification made it possible to synthesize MMSFs containing a filler volume fraction of up to 50%, which overcame the frequent limitation of 30%
[16]. Subsequently, various studies take advantage of this additional step to reduce the effects of CSC’s common limitations: holding the dispersed lower density fillers in the melt for sufficient duration due to different densities between components. Holding processing temperatures during compaction improves the slurry’s fluidity and thus minimizes the porosity between fillers. Meanwhile, it avoids the floating effect of lower density fillers and increases the volume fraction of MMSF fillers. These effects can be reached by increasing the compaction force until the melt begins to be released through the gap between the die walls and punch
[17]. Despite the longevity of this approach, only aluminum alloy MMSFs with FAC or alumina fillers and diameters up to 5 mm have been manufactured
[18][19][17][20].
The microstructure of MMSFs synthesized by the MSC-1 approach showed a uniform dispersion of fillers, the insignificant effect of fillers cracking, and that the volume fraction of matrix porosity is quite limited (<1.2%). It was found that the compaction step helps in coating filler particles with a molten matrix and ensures filling the gaps between particles. This technique has also been demonstrated to effectively synthesize bimodal MMSFs
[21]. Incorporating different particle sizes has proven to be particularly advantageous, as it has allowed incorporating a volume of up to 74 v% with a maximum porosity of 40% in Al-SFs
[22].
Recently, another manufacturing route (MSC-2) has been explored that requires less technological infrastructure, which is one of the highlights of SC routes. The stirring step is the core step of SC routes, and it is responsible for the uniform mixing of components. In addition, through the adequate fitting of stirring parameters is possible to minimize the cracking phenomenon of fillers. A limitation of the process is the floating tendency of low-density space holders.
2.3. Disintegrated Melt Deposition
The DMD route is a relatively new approach that combines two main processing steps, the so-called CSC and a subsequent disintegrating process. Synthesis through this method requires superheating the matrix and filler particles at approximately 100 °C above the melting point of the matrix alloy in a protective inert gas atmosphere. To date, DMD studies
[23][24][25] have employed resistance furnaces to heat the components. Subsequently, a vortex is generated in the metal liquid in order to improve the incorporation of filler particles and uniform distribution in the liquid. It is vital to remember that components were poured into the crucible in the solid state before the heating. Stirring of the molten slurry is maintained for 5 min at a velocity ranging from 450 to 465 rpm using a twin-blade mild steel stirrer (pitch angle of 45°) coated with ceramic to avoid contamination of the melt. Employing a central nozzle located in the base of the crucible, the slurry is addressed to the disintegrating chamber. In this recipient, the slurry stream is disintegrated by two linear argon jets oriented orthogonally to the pouring direction. The jets’ flow is set at a rate of around 25 L/min in the case of synthesizing Mg/GMB syntactic foams. Finally, the disintegrated slurry is deposited over a substrate to make a composite ingot of size governed by the diameter of the substrate and volume of disintegrated slurry. Synthesis under the controlled inert atmosphere of argon minimizes the oxidation phenomena of liquid metal
[23][24][25].
2.4. Compocasting
This approach (CC) consists of limiting the filler particles’ flotation by means of increasing the liquid metal’s viscosity. Two main steps constitute CC routes: thermal preparation of components and incorporation of fillers into a vortex made in a semisolid matrix. Few studies have tried to apply this technique. Three reports were identified that processed a composite based on Mg/FAC components. The route consisted of three processing steps: First, the metal matrix is heated at ~250 °C above the melting point until there is a homogeneous thermal distribution in the melt, while filler particles are preheated to 200 °C to avoid thermal shock during the mixing step. Second, liquid metal is cooled ~70 °C until reaching the so-called semisolid state, then preheated filler particles are mixed with the casting, obtaining a slurry. The uniform distribution and incorporation of particles are promoted by stirring the slurry at 850 rpm during a relatively short period (3 min). Subsequently, a third step can be included consisting of quickly superheating the slurry to a temperature ranging from 720 to 820 °C and holding from 15 to 50 min
[26]. Finally, the slurry is poured at 720 °C into a mold preheated at 200 °C for forming an ingot. Sensitive metal alloys to atmospheres rich in oxygen may show phenomena of oxidation and combustion during melting and reheating steps. Inert gases (nitrogen and fluoride sulfide or argon) can be used to limit oxidation effects
[27].
3. Conclusions
The most relevant findings were:
-
Through stir casting techniques, one can feasibly synthesize both conventional and bimodal MMSFs; that is, MMSFs with different types of fillers in terms of physical and mechanical properties.
-
The stir casting routes are focused on low to medium melting point metal matrices. The most explored matrix is based on aluminum and its alloys; MMSFs have also been synthesized with zinc, magnesium, and lead metals and their alloys.
-
The fillers used in these techniques range from a few microns to a maximum of 4–5 mm. Their topologies are spherical or pseudospherical, and their types continue to be limited, being mainly fly ash cenospheres, Ni-coated fly ash cenospheres, alumina microballoons, and expanded glass particles.
-
The maximum content of fillers reached by stir casting routes is near 74 v%. The fillers that could be infiltrated range from a few microns to near 5 mm. Flotation and cracking of the fillers can be minimized by disintegration pouring, slurry compression, and increasing the viscosity of the liquid metal during agitation. The range of stirring velocity parameters has been successfully reduced to 60 rpm, and thus, it has been possible to limit kinetic energy transferred to fillers by stirrer blades.
-
There are two stir casting approaches for processing metal matrix composites that do not require a conventional stirrer to make a vortex in the liquid metal and do not explore processing MMSFs. These are the so-called electromagnetic stir casting and ultrasonic-assisted stir casting. Four main approaches have been identified that constitute the current family of stir casting routes, namely: conventional stir casting, modified stir casting, disintegrated melt deposition, and compocasting. In the case of Al-alloyed MMSFs, the modified stir casting Route 2 achieves a maximum porosity of 54% and a deviation from the theoretical value of 12%. The lowest deviation and maximum porosity (0.25% and 40.5%, respectively) are achieved by the modified stir casting Route 1. Mg and Zn alloyed MMSFs reach the maximum porosity close to 40% with a deviation of ±4% if processed by the conventional stir casting route. The highest values of compressive strength and absorbed energy (240 MPa and 125 MJ/m3 at a relative density of 75%) were achieved by Al alloy MMSFs processed by the CSC route. These properties for Mg and Zn alloy MMSFs processed by the conventional stir casting route reach ~100 MPa and 60 MJ/m3, respectively, at a relative density of 75%.
 +1 credit
+1 credit