Your browser does not fully support modern features. Please upgrade for a smoother experience.
Submitted Successfully!
 +1 credit
+1 credit
Thank you for your contribution! You can also upload a video entry or images related to this topic.
For video creation, please contact our Academic Video Service.
| Version | Summary | Created by | Modification | Content Size | Created at | Operation |
|---|---|---|---|---|---|---|
| 1 | Andrea Scribante | + 1454 word(s) | 1454 | 2022-01-10 06:58:28 | | | |
| 2 | Amina Yu | Meta information modification | 1454 | 2022-01-10 10:16:50 | | |
Video Upload Options
We provide professional Academic Video Service to translate complex research into visually appealing presentations. Would you like to try it?
Cite
If you have any further questions, please contact Encyclopedia Editorial Office.
Scribante, A. CAD/CAM 3D Printing Dental Materials. Encyclopedia. Available online: https://encyclopedia.pub/entry/17954 (accessed on 25 June 2026).
Scribante A. CAD/CAM 3D Printing Dental Materials. Encyclopedia. Available at: https://encyclopedia.pub/entry/17954. Accessed June 25, 2026.
Scribante, Andrea. "CAD/CAM 3D Printing Dental Materials" Encyclopedia, https://encyclopedia.pub/entry/17954 (accessed June 25, 2026).
Scribante, A. (2022, January 10). CAD/CAM 3D Printing Dental Materials. In Encyclopedia. https://encyclopedia.pub/entry/17954
Scribante, Andrea. "CAD/CAM 3D Printing Dental Materials." Encyclopedia. Web. 10 January, 2022.
Copy Citation
Additive manufacturing is a relatively new technology consisting of a computer-aided design and computer-aided manufacturing (CAD/CAM) workflow, which allows the substitution of many materials with digital data. This process requires three fundamental steps represented by the digitalization of an item through a scanner, the editing of the data acquired using a software, and the manufacturing technology to transform the digital data into a final product, respectively.
3D printing
CAD/CAM
additive manufacturing
orthodontics
orthodontic appliances
manufacturing
digital workflow
analogic workflow
mechanical properties
1. Printing Technologies
The general term “3D Printing” or “Additive Manufacturing” encompasses different technologies, which differ in the way each layer is deposited and processed and in the type of material used.
1.1. Stereolithography (SLA) and Digital Light Processing (DLP)
Stereolithography (SLA) is based on the use of a photocurable liquid resin as a printing material (photopolymer) [1]. Its working process consists of a layer-by-layer model printing starting from liquid resins exposed either to the photopolymerizing action of an ultraviolet laser source (SLA) or a visible light projector (DLP). The former modality requires a progressive movement of the laser across the layer, whereas the former guarantees the curing of an entire resin layer thus resulting in a faster process. In this way, the cross-linking of the polymer and its hardening are promoted by the laser beam, that belongs to the ultraviolet wavelength. A necessary step following SLA/DLP printing is represented by the post-processing of the printed model to avoid its shrinkage and distortions. Accordingly, an alcohol solution removes all the uncured resin, subsequently heat and ultraviolet light are required to harden the model, generally put inside an illumination chamber [2][3][4].
Digital light processing (DLP) is a 3D printing technology that is quite similar to SLA, since a photopolymer is used as a printing material [1]. In particular, the latter is cured with a digital micromirror device (DMD). Different from SLA, the curing light is projected on the entire layer, while the former technique is based on a spot laser beam. This difference results in a faster procedure for DLP [5].
1.2. Fused Deposition Modeling/Fused Filament Fabrication (FDM/FFF)
Fused deposition modeling (equivalent to the not trademarked term “fused filament fabrication”—FFF) consists of the formation of solid objects using a thermoplastic material [1]. This one is heated until reaching a melting temperature and then released through extrusion heads by the printer in a specific pattern, thus forming a single layer of an object [4]. Therefore, the material is released layer-by-layer and these strata are fused together when the entire structure solidifies. Beside supports removal, no further procedures are usually required on the material itself to improve mechanical properties [6].
1.3. Selective Laser Sintering (SLS)/Melting (SLM) and Electron Beam Melting (EBM)
Selective laser sintering/melting (SLS/SLM) aims to print 3D objects using powder materials (e.g., polyamides, polycaprolactone, hydroxyapatite, stainless steel, titanium, and Co/Cr) [1]. This powder is heated above the glass transition or melting temperature using a high energy CO2 beam, thus sintering/melting the particles together in a specific pattern. The curing of the powder proceeds according to a layer-by-layer step, until the entire material is printed. The post-printing processing consists of the removal of the excess powder particles for plastic materials [2], while it is far more challenging for metals, for which specific post-processing is required to remove support structures (sawing, CNC machining etc.).
Electron beam melting (EBM) technology is based on the use of metal powder (stainless steel, titanium, etc.) as a printing material as well. In this case, the powder is submitted to sintering by a computer-controlled electron beam in a vacuum (differently from SLS which uses a laser beam) [4].
1.4. Binder Jetting (BJ)
Binder Jetting (BJ) is a technique aimed at realizing objects by adding a pattern of binding liquid on a powder substrate [1]. The structure results from the reaction between the liquid and the powder, then the phase transformation is promoted by ultraviolet curing, chemical or thermal reaction, or dehydration [4][7].
1.5. Material Jetting (MJ)
An evolution of SLA technology is represented by Material Jetting (MJ), which employs a liquid photopolymer as a printing material. This latter is extruded by a series of small nozzles on a building platform and then cured with UV light. Supportive structures are realized with layers of photopolymeric material as well. Then, supporting materials can be easily removed at the end of the printing process. Different from SLA, objects printed with Material Jetting printers are cured at their maximum rate, thus not requiring an additional post-curing procedure [1].
2. The Digital Workflow
The steps of the “partial” digital workflow can be divided into the following five sequential steps: acquisition of the intra-oral scan, elaboration of the digital model, 3D printing, post-printing processing, and, finally, production of the model [8].
2.1. Intra-Oral Scanning
The purpose of this step is the acquisition of the morphology of the teeth and the adjacent soft tissues using an intraoral scanner (Figure 2). The image acquired must be exported as a standard tessellation language (STL) file in order to be available for the subsequent digital elaboration [8].
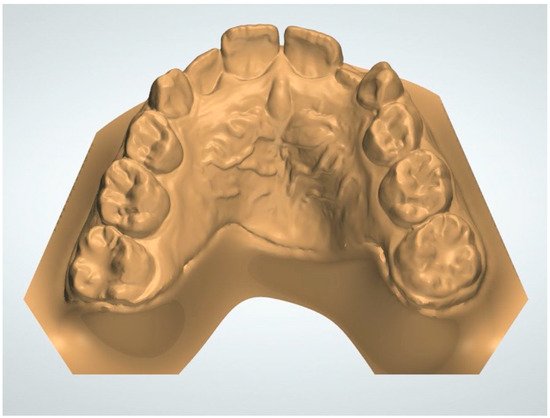
Figure 2. Dental model acquired through intra-oral scanning.
2.2. Elaboration of the Digital Model
The model acquired in digital format results in an open surface. Accordingly, it is not adequate for the subsequent printing. Before this phase, the digital model requires a “solidification” (consisting of the filling of the hollow spaces) or a thickening of its borders [8]. It is important to notice that the base of the digital model is not required to be as deep as that of the analogic one. Different current software is available for the digital model preparation.
2.3. 3D Printing
Once the digital model has been processed, the subsequent step is to produce a 3D object, reproducing, with the highest possible definition, the model acquired and elaborated. Nowadays, 3D printing for clinical uses is generally based on stereolithography and digital light processing (SLA/DLP), due to its high accuracy. More and more companies are developing new 3D printers with specific characteristics. Generally, the most important factors which distinguish each respective printer are the following: the surface area of the build platform size, the number of models printable per cycle, the printing resolution and speed, the variety of printable resins, the ease of use, and, inevitably, the cost [8].
2.4. Post-Printing Processing
This phase is extremely dependent on the 3D printing process, the material used and the printer manufacturer’s indications. In particular, the post-printing process is required only for SLA technology but not for the other technologies. Generally, the model is washed for 10 min in isopropyl alcohol (IPA) 95% to remove the uncured resin [8]. Despite IPA being volatile, models must be air- or blow-dried to remove any residual of this compound. Subsequently, the model needs to be cured. Despite it is due to gradually harden when exposed to light, the model is generally exposed to UV light and heat. This assures a uniform polymerization in quick times. From now on, models are available to be handled without gloves [8].
2.5. Production of the Appliance
This stage consists of replication of traditional techniques for the production of orthodontic retainers and aligners, where a vacuum or pressure forming machine is employed to form the thermoplastic material exactly around the model. The main advantage of 3D printed models compared to the conventional plaster ones is represented by the fact that they are much less fragile and thus can be easily stored. Additionally, in case the working model is not available anymore, the entire process can be repeated with the final production of a new one starting from the original digital file. [8]
As regards the major applications of 3D printing, the production of working models represents a common application in the different specific fields of dentistry. Considering orthodontics, other applications are represented by the production of orthodontic retainers, activators, sleep apnea appliances, bites, customized lingual orthodontic brackets, Herbst appliance, occlusal splints, surgical templates for orthodontic miniscrews and miniplates placement. Other specific applications are related, for example, to prosthodontics (e.g., production of crown and bridge dentures, complete dentures, removable partial denture frameworks, etc.), oral implantology (e.g., production of custom trays and surgical guides for implants’ positioning) and oral/maxillofacial surgery (e.g., for the production of occlusal splints, surgical implants, prostheses) [1][9].
Case reports showed that appliances fabricated using CAD/CAM technology perform, clinically, like conventional orthodontic appliances [10][11].
Figure 3 and Figure 4 show a Rapid Palatal Expander (RPE) produced using a digital workflow encompassing the 3D printing.
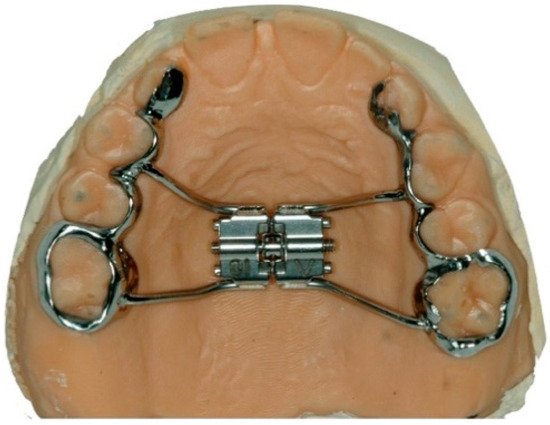
Figure 3. RPE welded to laser melting bands on a plaster model.
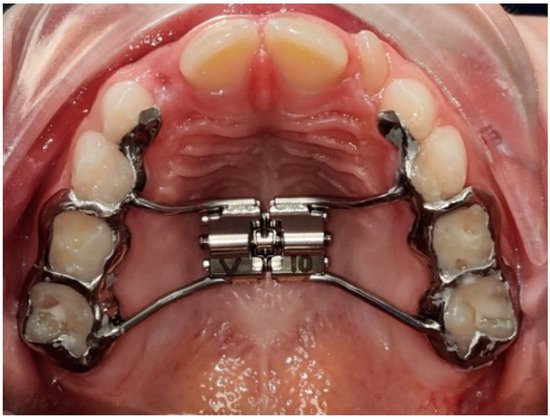
Figure 4. Clinical image of a cemented RPE.
Figure 5 and Figure 6 respectively show the radiological planning for the placement of orthodontic miniscrews and the relative 3D printed surgical guide.
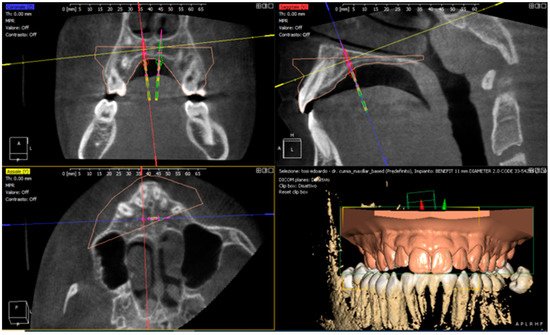
Figure 5. Three dimensional (3D) planning of a surgical guide for the placement of orthodontic miniscrews.

Figure 6. Three dimensional (3D) printed surgical guide for the placement of orthodontic miniscrews.
References
- Bartkowiak, T.; Walkowiak-Sliziuk, A. 3D printing technology in orthodontics–review of current applications. J. Stomatol. 2018, 71, 356–364.
- Ligon, S.C.; Liska, R.; Stampfl, J.; Gurr, M.; Mülhaupt, R. Polymers for 3D Printing and Customized Additive Manufacturing. Chem. Rev. 2017, 117, 10212–10290.
- Alhnan, M.A.; Okwuosa, T.C.; Sadia, M.; Wan, K.W.; Ahmed, W.; Arafat, B. Emergence of 3D Printed Dosage Forms: Opportunities and Challenges. Pharm. Res. 2016, 33, 1817–1832.
- Chia, H.N.; Wu, B.M. Recent advances in 3D printing of biomaterials. J. Biol. Eng. 2015, 9, 4.
- Osman, R.B.; Alharbi, N.; Wismeijer, D. Build angle: Does it influence the accuracy of 3D-printed dental restorations using digital light-processing technology. Int. J. Prosthodont. 2017, 30, 182–188.
- Liu, Q.; Leu, M.C.; Schmitt, S.M. Rapid prototyping in dentistry: Technology and application. Int. J. Adv. Manuf. Technol. 2005, 29, 317–335.
- Taneva, E.; Kusnoto, B.; Evans, C.A. 3D scanning, imaging, and printing in orthodontics. Issues Contemp. Orthod. 2015, 147–188.
- Cousley, R.R. Introducing 3D printing in your orthodontic practice. J. Orthod. 2020, 47, 265–272.
- Tian, Y.; Chen, C.; Xu, X.; Wang, J.; Hou, X.; Li, K.; Lu, X.; Shi, H.; Lee, E.S.; Jiang, H.B. A Review of 3D Printing in Dentistry: Technologies, Affecting Factors, and Applications. Scanning 2021, 2021, 9950131.
- Graf, S.; Cornelis, M.A.; Hauber Gameiro, G.; Cattaneo, P.M. Computer-aided design and manufacture of hyrax devices: Can we really go digital? Am. J. Orthod. Dentofac. Orthop. 2017, 152, 870–874.
- Graf, S.; Vasudavan, S.; Wilmes, B. CAD-CAM design and 3-dimensional printing of mini-implant retained orthodontic appliances. Am. J. Orthod. Dentofac. Orthop. 2018, 154, 877–882.
More
Information
Subjects:
Dentistry, Oral Surgery & Medicine
Contributor
MDPI registered users' name will be linked to their SciProfiles pages. To register with us, please refer to https://encyclopedia.pub/register
:
View Times:
1.1K
Revisions:
2 times
(View History)
Update Date:
10 Jan 2022
Table of Contents


Notice
You are not a member of the advisory board for this topic. If you want to update advisory board member profile, please contact office@encyclopedia.pub.
OK
Confirm
Only members of the Encyclopedia advisory board for this topic are allowed to note entries. Would you like to become an advisory board member of the Encyclopedia?
Yes
No
${ textCharacter }/${ maxCharacter }
Submit
Cancel
Back
Comments
${ item }
|
${ item.createdUser.fullName }
${ item.createdAt }
${ item.vote }
${ item.reply }
Delete
${ reply.createdUser.fullName }
${ reply.createdAt }
${ reply.vote }
Delete
There is no reply to this comment~
${ item.replyTextCharacter }/${ item.replyMaxCharacter }
Submit
Cancel
More
No more~
There is no comment~
${ textCharacter }/${ maxCharacter }
Submit
Cancel
${ selectedItem.replyTextCharacter }/${ selectedItem.replyMaxCharacter }
Submit
Cancel
Confirm
Are you sure to Delete?
Yes
No