The wear rate and mechanism depend on the material characteristics, in particular, on the hardness of abrasive particles H
a and the wearing material H
m. The hardness of hardmetals and cermets ranges from 800 up to 2300 HV
[2]. Distinction is made between “soft” abrasion (H
a/H
m < 1.2) and “hard” abrasion (H
a/H
m > 1.2)
[1][3][4]. During “soft” abrasion, the abrasive particles are not able to indent the surface of a composite, in particular, hardmetal or cermet. However, gradual extrusion and removal of the binder of ceramic–metal composites takes place. Compressive stresses of carbide grains are gradually relaxed, followed by fragmentation of carbide grains
[1]. Depending on the ratio H
a/H
m, the variation of the wear resistance of different materials in “soft” abrasion conditions is pronounced and depends on the stiffness of the ceramic skeleton (e.g., WC in hardmetals and TiC/Ti(C,N) in cermets) and the mechanical characteristics of the metallic binder. The wear of hardmetals and cermets with hardness over about 900 HV by silica (SiO
2) particles with hardness of about 1100 HV falls into this category. On the other hand, abrasive wear of ceramic–metal composites with silicon carbide (~2800 HV) or diamond (≥8000 HV) particles can be considered as “hard” abrasion. In the “hard” abrasion regime, abrasive particles can act as cutting tools causing direct plastic deformation of the composite surface. It demonstrates that wear mechanisms in “soft” and “hard” regimes are different. Relative ranking of materials may also be different, depending on the H
a/H
m ratio
[1][3][4]. Relative rankings may substantially change at elevated temperatures. The wear by alumina (~2000 HV) particles may be in “soft” or “hard” regime, depending on the surface hardness of the material.
2. Two-Body Abrasive Wear
Two-body abrasive wear of cermets has been studied in
[5][6][7][8][9][10][11][12][13][14][15][16]. Composition, processing technique (hot consolidation conditions), structure (ceramic phase grain size), mechanical properties and two-body abrasive wear testing conditions are summarized in
Table 1. Common laboratory tests employ low-stress abrasion testing schemes when the material to be tested is rubbed against a fixed abrasive medium. Related ASTM standards are G132 (test method for pin abrasion testing), G174 (test method for measuring abrasion resistance of materials by the abrasive loop contact), G195 (test method for conducting wear tests using a rotary platform abrasive), and G171 (test method for scratch hardness using a diamond stylus)
[17]. Nonstandard tests such as the block-on-ring abrasion test are also used
[18]. Testing of hardmetals and cermets has mostly been performed in the “hard” abrasion regime, using SiC and Al
2O
3 as abrasives.
Table 1. Summary of composition, processing, structural and mechanical characteristics and two-body abrasive wear testing conditions of cermets.
| Composition * |
Processing ** |
Structure *** |
Mechanical Characteristics |
Wear Testing Conditions ****** |
Key Observations |
Ref. |
| Hardness **** |
Toughness ***** |
| (Ti,W)C/18.5–26.6 vol% (Ni, Co, Cr) |
Sinter/HIP (1474 °C) |
- |
950–1300 |
- |
ASTM G132, pin-on-disc, 180 µm SiC grit paper, F = 4.7 N |
WC/18 vol% Co outperforms cermets at similar hardness |
[6] |
| TiC/10–30 vol% (Ni, Mo) (Ni:Mo = 3:2) |
LPS (1500 °C) |
- |
1405–1664 |
7.8–9.5 |
ASTM G132/DIN50330, pin-on-disc, 80 µm SiC grit paper, F = 29.4 N |
The highest wear performance of 10–20 vol% NiMo cermets |
[8] |
| TiC/25, 50, 75 vol% Inconel (NiCrMoNb superalloy) |
Squeeze casting + MI |
Wide range of dTiC = 1.0–19.0 |
75–80 HRA |
- |
Modified ASTM G132, pin-on-disc, (Al2O3 grinding wheel), F = 5.08 N |
Improvement of wear resistance with TiC fraction increase |
[14] |
| TiC0.87/50 (Ni, Mo) (Mo 0 … 8.5 wt%) |
SHS |
dTiC = 1.9–8.64 |
- |
- |
Modified ASTM G132 (conditions not specified) |
Mo decreased wear rate due to interfacial bonding strength |
[9] |
| TiC/30 vol% Ni3Al |
LPS (1550 °C) + heat treatment |
dTiC = 2.8–4.4 |
1400–1530 |
14.0–18.5 |
ASTM G171, Rockwell diamond indenter, F = 30 N |
Scratch resistance improvement using heat treatment |
[5] |
| TiC/70 (Fe, Co, Ni, Cr, Mo) + Cr3C2, Mo2C |
LPS (1200–1370 °C) |
- |
64.4–67.6 HRC |
TRS 1514–2358 MPa as maximum |
ASTM G171, conical diamond indenter, D = 100 µm, F = 15 N |
The larger dTiC results in higher abrasion resistance |
[7] |
| TiC/30 vol% 17–4PH precipitation hardenable stainless steel |
LPS (1550 °C + heat treatment) |
- |
1159–2342 |
14.3–19.4 |
ASTM G171, diamond sphero-conical indenter, F = 10, 20 and 30 N |
Scratch resistance improvement by heat treatment at 621 °C for 4 h |
[16] |
|
|
LPS |
-
dTiC = 0.9–2.2
-
dCr3C2 = 4–6
-
dWC = 0.9–7.4
|
-
TiC/NiMo 810–1650
-
Cr3C2/Ni 780–1330
-
WC/Co 880–1380
|
TRS:
-
TiC/NiMo 730–2450
-
Cr3C2/Ni 670–910
-
WC/Co 1370–2500
|
Modified ASTM B611, block-on-ring (Al2O3 grinding wheel), F = 20 N |
|
[13] |
| Cr3C2/10–30 Ni |
|
dCr3C2 = 4 … 6 |
-
LPS: 920–1420
-
RS: 890–1450
|
-
LPS: 9.5–18.0
-
RS: 9.8–18.5
|
Modified ASTM B611, block-on-ring, (Al2O3 grinding wheel), F = 20 N |
RS grades outperform LPS grades |
[15] |
|
|
LPS |
- |
810–1650 [10][11] |
10.4–22.9 [10][11] |
Oxidation-abrasion wear tester, abrasive: SiO2 (0.2 … 0.3 mm) or SiC (1 … 2 mm), T = 20, 400, 700, 900 °C, time: 5 h |
|
[10][11][12] |
Mainly fixed abrasive tests (ASTM G132), single abrasion tests/scratch tests (ASTM G171) and also block-on-ring low-stress abrasion tests (employing adapted ASTM B611 approach) have been used for the study of two-body abrasive wear of cermets
[5][6][7][8][9][13][14][15][16]. High-temperature two-body loose abrasive tests of cermets have been performed in
[10][11][12]. Results in this section of the paper are presented starting from “hard” followed by “soft” abrasion.
In the pin-on-disc testing scheme, the two-body “hard” abrasion studies of WC-Co hardmetals are more widespread than relevant studies of cermets. The ductile and brittle response of WC-based hardmetals in terms of structure and size of abrasive particles during wear in the “hard” abrasion regime by SiC as abrasive is reported in
[19][20]. It was shown that two-body abrasion resistance depends on hardness (determines the penetration of the abrasive into the material) and on the size of the WC grains. However, the effect of WC grain size reduction is larger than that of hardness. The reason is that the carbide grain size influences the fracture and the material removal mechanism, which is related to the homogeneous (ductile) behavior of the nanoscale ceramic–metal composite in contrast to the heterogeneous (brittle) behavior of conventional microsize composites. The transition from the homogeneous to the heterogeneous response depends on the relative sizes of the abrasive particle contact and the hard phase regions in the ceramic–metal composites
[1].
Pin-on-disc abrasion tests using a modified ASTM G132 scheme and silicon carbide (SiC) as abrasive were used in
[6][8]. (Ti,W)C-Ni-Co-Cr cermets with a binder fraction of 18.5–26.6 vol% using 180 µm SiC grit paper were tested
[6]. The focus is on the effect of the Ti/W ratio (1.2, 2.5 and 5) and the Co/Ni ratio (pure Co and Co-50 wt% Ni) on the microstructure and abrasion resistance of this type of cermets. Their results showed that the wear rate has good correlation with the overall cermet hardness, which is strongly influenced by the composition of the binder. Hardness and, as a result, wear resistance of Co-bonded cermets is higher than that of Co/Ni-bonded (50/50). It was also shown that the WC-18 vol% Co hardmetal used as reference material outperforms (Ti,W)C-based cermets irrespective of the Ti:W ratio
[6]. The testing of abrasion resistance of TiC-NiMo (Ni:Mo = 3:2) cermets (70, 80 and 90 vol% TiC) using 80 µm SiC grit paper showed that although 90 vol% TiC-NiMo cermet outperformed 80 vol% TiC-NiMo composite in hardness (1664 and 1510 HV, respectively), the wear rate of both composites was similar. The higher fracture toughness of 80% TiC cermets compared to 90% TiC cermets (9.5 MPa m
1/2 and 7.8 MPa m
1/2, respectively) is probably the reason for the high wear performance of the 80 vol% TiC-NiMo composite
[8].
A special non-standardized two-body abrasive wear tester enabling low-intensity wear at a wide range of temperatures from 20 to 900 °C was used in
[10][11][12]. Oxidation abrasion of TiC-NiMo cermets, with a wide range of TiC fraction (40–80 wt%) and three different Ni:Mo ratios (1:1, 2:1 and 4:1) using loose SiC medium with the particle size of 1–2 mm, was performed. No direct correlation between the amount of the metals (Ni, Mo) in the precursor powder or the metallic binder composition (ratio of Ni:Mo) and the high temperature wear rate of the cermets was found. However, materials performance maps constructed facilitate the selection of TiC-NiMo cermets, providing an optimum composition for high temperature applications
[10]. It was proved that at high temperatures ≥700 °C, the Cr
3C
2-Ni cermets outperform TiC-NiMo composites due to abrasion and oxidation synergy
[12].
In the pin-on-disc abrasion test, the ASTM G132 scheme with an aluminum oxide (Al
2O
3)-based grinding wheel was used in
[14]. Mechanical characteristics and the wear behavior of TiC-Inconel 625 (NiCrMoNb-superalloy) metal matrix composites with different carbide fraction (25, 50 and 70 vol%) were studied. Composites were produced using squeeze casting with the infiltration of matrix (Inconel 625) melt. Hardness and wear performance improved significantly with the addition of 25 vol% TiC. Surprisingly, no further increase in TiC from 50 to 70 vol% resulted in an additional improvement of hardness and abrasive wear resistance
[14].
A similar approach—using Al
2O
3 grinding wheel for the low-stress two-body abrasive wear tests—was applied by Pirso et al.
[13][15]. However, the adapted testing scheme used was block-on-ring similar to the ASTM B611 standard, replacing the steel wheel with an abrasive grinding wheel. A wide range of different cermets (TiC-NiMo with the binder fraction of 20–60 wt% and Ni:Mo ratio of 1:1, 2:1, and 4:1) and Cr
3C
2-Ni (10–30 wt% Ni) were studied. WC-Co hardmetals (6–20 wt% Co) were used as reference ceramic–metal composites. It was shown that abrasive wear resistance of hardmetals and cermets depends on the generic group (family) of ceramic–metal composites (WC-, TiC- and Cr
3C
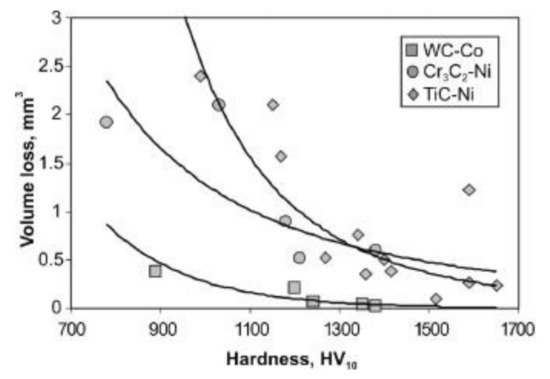
2-based) and carbide/binder ratio(See
Figure 1). The specific wear rate (wear coefficient) of WC-Co hardmetals is markedly lower compared with TiC-NiMo and Cr
3C
2-Ni cermets at the same binder volume fraction and at the same hardness. Wear resistance of TiC-based cermets decreases with a decrease in the Ni:Mo ratio. It was also shown that coarse-grained WC-20 wt% Co hardmetals outperform medium-grained composites in the abrasive wear conditions used.
Figure 1. Total wear volume in the two-body dry abrasive wear of the cermets and hardmetals as a function of sliding distance at 20 N load
[13].
Research of the wear mechanism of ceramic–metal composites based on different carbides (TiC, WC, Cr
3C
2) showed that abrasive wear mechanisms are similar. Wear mechanism depends mainly on the hardness of the material and the ratio H
a/H
m. Since the hardness of the Al
2O
3 wheel is higher than that of the cermets and hardmetals, microploughing is the dominant wear mechanism. The wear of low-binder cermets (≤15 vol% binder) is elastic-plastic deformation of the surface, followed by a fracture of large carbide grains and carbide skeleton. In the cermets with a higher binder content (>20 vol%), significant plastic deformation of the surface (ploughing) occurs
[13]. While the wear mechanism does not depend on the production technology (conventional PM or reactive carburizing sintering), reactive sintered cermets show higher wear resistance
[15]. Higher interphase bond strength and more homogeneous carbide grains distribution are the reasons that improve the performance of reactive sintered cermets. The advantage of reactive sintered materials over conventionally produced composites is more distinctly expressed at higher vol% of metallic binder.
One of the two-body abrasive wear resistance tests in the “hard” abrasion regime is a scratch test (single abrasion test) with a diamond stylus, enabling the evaluation of material resistance to scratching damage. Such tests allow for the comparison of materials relatively easily and in a short period of time, enabling good repeatability. Scratch testing is also a technique to provide more fundamental information on the wear mechanisms
[21][22]. A single-scratch test by a conical diamond indenter with 100 nm diameter under 15 N load of TiC-(Fe-Co-Ni-Cr-Mo) cermets (~50 vol% of carbides), prepared by conventional vacuum sintering, was performed in
[7]. It was shown that the size of hard ceramic particles and the hardness of materials are two factors for the abrasion resistance of cermets. Larger particle sizes of TiC-based cermets resulted in a narrower width of the scratches as well as better abrasive wear resistance. This result is inconsistent with the results of a previous research of WC-Co cemented carbides/hardmetals (with grain size from nanosize 0.07 to 2.5 µm and hardness of 1100–2300 HV), showing that the nanostructured composites exhibit higher scratch resistance
[19]. The scratches are smaller by virtue of higher hardness of nanostructured WC-Co hardmetals.
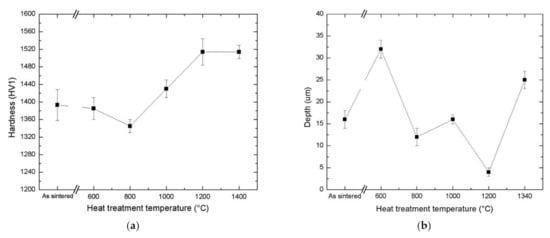
Scratch tests with different applied loads of 10–100 N with a Rockwell conical diamond indenter (tip radius of 200 µm) sliding in linear motion across the flat test sample surface were recently used by a research group of Dalhouse University
[5][16]. They studied TiC with nickel aluminide binder (TiC-30 vol% Ni
3Al) cermets produced by in situ reaction sintering of TiC, Ni and Al powders. The effects of postsinter heat treatments (600–1340 °C) on the atomic ordering of the Ni
3Al were assessed through Vickers indentation and scratch testing. An increase in hardness from 1400 to 1530 HV was observed as a result of ordering heat treatment at 1200 °C (see
Figure 2a). As a result, measured scratch depths from the same samples were reduced from ~15 to less than 5 µm (see
Figure 2b). A remarkable effect of heat treatment (austenitization followed by aging) on the mechanical characteristics (hardness, fracture toughness) and the scratch resistance of TiC-30 vol% 17–4 PH (AISI Type 630 steel) cermets with a precipitation hardenable stainless steel binder was also shown in
[16]. These results indicate substantial influence of the metallic binder structure and properties on the wear performance even at comparatively low volumetric fractions. This influence is in agreement with the conclusions of a previous research of WC-based hardmetals, showing a substantial influence of the regions of relatively soft metallic phase coexisting with harder phases on the abrasive wear resistance
[20][4].
Figure 2. Measured hardness (
a) and scratch depths (with 30 N applied load) (
b) as a function of TiC-Ni
3Al cermet processing conditions (as-sintered and ordering heat treatment at temperatures 600–1340 °C)
[5].
“Soft” abrasion (using silica (SiO
2) as the most common abrasive in industrial applications with the particle size of 0.2–0.3 mm) of a wide range of TiC-NiMo cermets (NiMo fraction of 20–60 wt% and Mo:Ni ratio of 1:1, 1:2 and 1:4) was studied at a wide range of temperatures by Antonov et al.
[11]. Abrasive wear tests were performed at 20, 400, 700 and 900 °C. Materials wear performance maps showed the effect of oxidation kinetics on abrasion at different temperatures. The best wear resistance at high temperatures was demonstrated by cermets with a high NiMo binder content (50 and 60 wt%) and high Mo:Ni ratio (high Mo content) in the binder
[11].
3. Three-Body Abrasive Wear
Three-body abrasive wear of cermets was studied in
[23][24][25][26][27][28][29][30][31][32][33][34].
Table 2 summarizes the composition, hot consolidation conditions, structure (grain size of ceramic phase), mechanical properties and three-body abrasive wear testing conditions. Common laboratory tests employ low-stress and high-stress testing regimes. Related ASTM standards for low-stress three-body abrasion are G65 (dry-sand rubber wheel abrasion test) and G105 (wet sand rubber wheel abrasion test). For the high-stress abrasion test, ASTM B611 (high-stress abrasion resistance test)
[17] or ISO 28,080 (hardmetals: abrasion test for hardmetals) are used. Modifications of standard tests are also widely employed
[18]. These rotating wheel abrasive wear tests performed in agreement with standards or using their modified versions have been widely employed in the studies of wear behavior of cermets
[23][24][25][26][27][28][29][30][31][32][33][34]. The most common abrasive used in the tests is silica (SiO
2). Harder abrasives such as SiC and Al
2O
3 [24][25][27] and diamond
[27] were also employed. In this review paper, results are introduced starting from “hard” followed by “soft” abrasion.
Table 2. Summary of composition, processing, structural and mechanical characteristics and three-body abrasive wear testing conditions of cermets.
| Composition * |
Processing ** |
Structure *** |
Mechanical Characteristics |
Wear Testing Conditions ****** |
Key Observations |
Ref. |
| Hardness **** |
Toughness ***** |
| TiC or TiB2/10–70 vol% Fe40Al (Fe3Al2) |
-
LPS (1450 °C)
-
MI (≤30 vol% Fe40Al)
|
Coarse grains dTiC ~6 |
~84 HRA (30 vol% Fe40Al) |
-
18.0 (30% Fe40Al)
-
13.0 (20% Fe40Al)
|
ASTM G65, block-on-wheel, abrasive: SiO2 |
WC-based hardmetals outperform cermets (at similar % binder) |
[26] |
-
TiC/12 vol% NiMo
-
WC/12 vol% Co
-
Cr3C2/12 or 33 vol% Ni
|
LPS |
d = 2–4, (depending on composition) |
- |
- |
ASTM G65, block-on-wheel, abrasive: SiO2 (0.2–0.3 mm) F = 130, 195 and 490 N |
Mechanically mixed layer formation during abrasion |
[30] |
|
|
|
- |
-
TiC/FeNi 1050–1450
-
TiC/NiMo 1000–1400
-
WC/Co 1000–1350
|
TRS:
-
TiC/FeNi 1500–2400
-
TiC/NiMo 1700–2200
-
WC/Co 2300–3100
|
Modified ASTM G65, block-on ring, abrasive: SiO2 (0.1–0.2 mm), F = 3 N |
|
[23][32] |
| TiC/20–40 FeNi |
Sinter/HIP |
dTiC = 2.0–2.2 |
88.7–91.3 HRA |
TRS: 1400–2300 |
Modified ASTM G65, block-on-ring: abrasive SiO2 (0.1–0.2 mm), F = 3 N |
No effect of sinter/HIP on abrasion resistance |
[33] |
| TiC/50 FeMn (13% Mn, 0.55% C) |
|
dTiC = 3.6–4.7 |
-
LPS 86 HRA
-
HP 87 HRA
-
SPS 87 HRA
-
MS 87 HRA
|
TRS:
-
LPS 1105
-
HP 1119
-
SPS 1050
-
MS 1230
|
Modified ASTM G105, block-on-ring, abrasive: SiC (~0.25 mm), F = 196 N |
The lowest wear rate of MS cermets with lowest grain size |
[24] |
| Ti(C,N)-based commercial cermet |
LPS |
dTiCN = 0.5–2 |
2200 |
- |
ASTM G105/ASTM B611, abrasives: SiO2, Al2O3, SiC, F = 225 N |
WC/Co (1500 HV) outperforms cermet (SiC and Al2O3 abrasives) |
[25] |
| Ti(C,N)/(12.5 Ni, 11 Mo) + 10 WC |
LPS (Ford Motor Company) |
dTiCN = 1–4 |
1500–1800 |
7–11 |
Modified ASTM B611, block-on-wheel, abrasives: SiO2 (75–124 µm), SiC (75–88 µm), diamond (1 µm), F = 10.9 N (SiC), 5 N (SiO2) |
|
[27] |
|
|
-
LPS
-
One-cycle sinter/HIP
-
Two-cycle sinter + HIP
|
dTiC = 2
dCr3C2 = 4 … 6 |
-
TiC-based 750–1650
-
Cr3C2-based 700–1400
|
TRS: 700–2600 |
Modified ASTM B611, block-on-wheel, abrasive: SiO2 (0.1–0.3 mm), F = 40 and 200 N |
Positive effect of sinter/HIP on TRS and limited to abrasion resistance of TiC-cermets |
[28] |
|
|
LPS |
- |
-
TiC/NiMo 810–1650
-
Cr3C2/Ni 780–1330
-
WC/Co 890–1580
|
-
TiC/NiMo 10.4–22.9
-
Cr3C2/Ni 7.9–14.5
-
WC/Co 14.7–37.3
|
Modified ASTM B611, block-on-wheel, abrasive: SiO2 (0.1–0.3 mm), F = 40 and 200 N |
Wear rate of composites with equal hardness or binder vol% differs several times; WC/Co outperforms cermets |
[29] |
|
|
LPS |
dTiC = 1–2 |
810–1650 |
10.4 ≥ 22.9 |
Modified ASTM B611, block-on-wheel, abrasive: SiO2 (0.1–0.3 mm), F = 40 and 200 N |
|
[31] |
-
TiC/20–50 NiMo (Ni:Mo 4:1, 2:1)
-
TiC/20–40 FeNi (5, 8, 14, 17 Ni in binder
-
WC/10–20 Co
|
LPS |
dTiC = 1.9–2.2
dWC = 1.0–2.2 |
-
TiC/NiMo 890–1430
-
TiC/FeNi 1000–1520
-
WC/Co 1030–1500
|
TRS:
-
TiC/NiMo 1090–1680
-
TiC/FeNi 1380–2450
-
WC/Co
-
1900–3000
|
Modified ASTM B611, block-on ring, abrasive: SiO2 (0.1–0.3 mm) |
Cermets with suitable composition compete with WC-Co (at equal hardness) |
Abrasive wear behavior of the Ti(C,N)-based commercial cermet (Chinese grade FD22, grain size 0.5–2 µm, hardness 2200 HV) was studied using wet sand rubber-rimmed wheel test system and coarse abrasives (particle size about 0.3–0.9 mm) of SiC, Al
2O
3 and SiO
2 [25]. Due to the high hardness of the cermet, only abrasion with SiC (H
a/H
m ≈ 1.12–1.32) may be considered as “hard” abrasion. The wear of the Ti(C,N) cermet increases with the increase in the sliding distance, abrasive mass fraction in slurry (fed into the small space between the wheel and the samples) and hardness of the abrasive. The abrasive wear mechanism of the cermet mainly depends on the relative hardness between the cermet and abrasives, H
a/H
m. In “hard” abrasion conditions with SiC abrasive microcutting, grain fracture and plastic deformation with grooves were found the dominant wear mechanisms. When Al
2O
3 was used, plastic deformation and ploughing grooves were the main wear mechanisms. During “soft” abrasion with SiO
2 extrusion, and removal of the binder phase and slight plastic deformation with grooves were the dominant wear mechanisms. The same research group studied also three-body abrasive wear resistance in the same testing conditions of the WC-8 wt% Co hardmetal
[35]. Interestingly, while the hardness of the WC-Co hardmetal compared unfavorably with the hardness of the Ti(C,N)-based cermet (1500 HV vs. 2200 HV), the hardmetal outperformed the cermet in “hard” abrasion conditions when SiC and Al
2O
3 were used as abrasives. However, in “soft” abrasion conditions with SiO
2, the cermet outperformed the hardmetal due to higher hardness
[25].
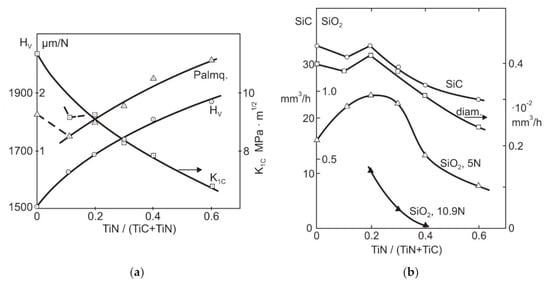
Abrasive wear of TiC-NiMo cermets with TiN–to–(TiN + TiC) ratios between 0 and 0.6 was tested by Larsen-Basse
[27]. Cermets sintered with a binder of 12.5 wt% Ni–11 wt% Mo had 10 wt% VC addition. The composites were abraded under three-body conditions using a steel wheel and SiC, SiO
2 loose abrasives and 1 µm diamond polish paste (see
Table 2). The three abrasives all gave the highest wear rates (lowest wear resistance) for intermediate values of alloy hardness and toughness—at a TiN/(TiN + TiC) ratio of 0.2. The lowest wear rate for the hardest alloy was shown at an alloy ratio of 0.6 (see
Figure 3). It should be noted that while the grain size of most specimens was around 1 µm, for alloys with TiN/(TiN + TiC) ratios of 0.2 and 0.3 (showing the greatest wear), the grain size was 3–4 µm. This difference had no clear effect on the mechanical properties but could possibly be responsible for the lowest wear resistance of coarse-grained composites
[27].
Figure 3. The Vickers hardness and Palmquist cracking susceptibility (µm/N), bulk fracture toughness K
IC (
a) and abrasion wear rate (
b) vs. alloy ratio TiN/(TiN + TiC)
[27].
It was shown in
[27] that the wear mechanisms for the larger abrasives (SiC, SiO
2) are similar to those described for WC-Co hardmetals, i.e., plastic indentation and microspalling for the hard abrasive (SiC) and fine-scale microspall formation for the relatively soft abrasive (SiO
2). The diamond polish gave the same “hard” wear mechanism as the SiC abrasive but on a smaller scale. Abrasion by SiO
2 is highly load and specimen hardness dependent—excess load and increase in material hardness favor abrasive crushing and change in the wear mechanism.
Sintering technology influences the structure formation processes and, as a result, the mechanical and wear performance. Three-body abrasive wear of TiC-50 wt% high manganese steel (13 wt% Mn, 2 wt% Cr, 1.1 wt% C) cermets produced using different hot consolidation processes (vacuum sintering, hot pressing (HP), microwave sintering (MS) and spark plasma sintering (SPS)) was studied by a research group of University of Science and Technology Beijing
[24]. SiC with a particle size of about 0.25 µm was used as abrasive. The samples consolidated by microwave sintering demonstrated the best wear resistance. It was concluded that the high hardness and transverse rupture strength are the reasons behind the good wear resistance of MS cermets.
In the laboratory tests, the conditions employed should be relevant to the real life conditions. The three-body abrasion of cermets using SiO
2 as an abrasive is described in
[23][26][28][29][30][31][32][33][34]. A research group of Tallinn University of Technology addressed the behavior of vacuum sintered cermets and WC-Co hardmetals in three-body abrasive wear conditions
[23][28][29][30][31][32][33][34]. Two different block-on-ring testing procedures were used: (1) modification of ASTM B611 standard applying water slurry of SiO
2 (particle size of 0.1–0.3 mm)
[28][29][31][34] or (2) ASTM G65 dry sand rubber wheel test with a similar abrasive
[23][30][32][33].
Three-body abrasive wear of a wide range of TiC-NiMo cermets (40–80 wt% TiC, Ni:Mo ratios of 4:1, 2:1 and 1:1) using two loads (40 N and 200 N) is reported in
[31]. Hardmetals WC-Co was used as the reference composite. The range of mechanical properties of the tested materials was considerable: hardness 810 HV
10 (at 40 wt% TiC) up to 1650 HV
10 (at 80 wt% TiC), transverse rupture strength (TRS) 730–2450 N/mm
2 and fracture toughness K
IC 10.4 MPa m
1/2 as minimum. At the low load of 40 N, cermets with 20 wt% NiMo (low-stress abrasion) and at the high load of 200 N (high-stress abrasion), cermets with 40 wt% NiMo demonstrated the highest wear resistance. In both cases, the lowest wear rate was observed at the Ni:Mo ratio of 1:1. However, taking into account higher mechanical characteristics (TRS, K
IC), alloys with the Ni:Mo = 2:1 ratio are recommended for use as wear-resistant structural materials. For comparison, at equal hardness, the wear rate of the WC-Co hardmetal was found substantially lower than that of TiC-NiMo cermets
[31].
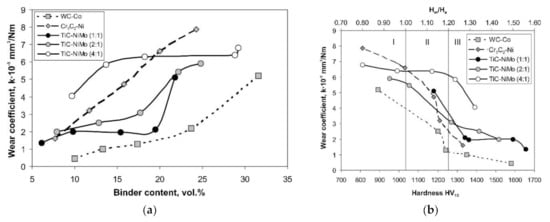
Three-body abrasive wear of TiC-NiMo cermets, the same grades as in
[31] and additionally, of Cr
3C
2-Ni cermets (10–30 wt% Ni) and range of WC-Co hardmetals (6–20 wt% Co), were studied under low-stress (40 N) and high-stress (200 N) conditions
[29]. Although enhancing the hardness of a particular material usually leads to a decrease in the wear rate, hardness is not a good prediction of the relative wear resistance of materials of different types (families). It was also shown that the abrasive wear resistance depends on the generic group (family) of ceramic–metal composites (WC-, TiC- and Cr
3C
2-based) and their carbide/binder ratio and can differ at equal binder fraction and hardness by several times (see
Figure 4). The lowest wear coefficient (wear rate) was demonstrated by the WC-Co hardmetals. However, similar to two-body abrasion three-body abrasive wear mechanism of different ceramic–metal composites is similar and depends on the ratio of H
a/H
m and loading conditions. The authors suggest that abrasive wear behavior (wear mechanism) can be divided to three zones according to the material/abrasive ratio H
m/H
a. In zone I (H
m/H
a < 1, i.e., “hard” abrasion regime) and in zone III (H
m/H
a > 1.2, i.e., “soft” abrasion regime), the wear rate is in weak dependence of the hardness. In zone II (H
m/H
a = 1–1.2), the abrasive wear rate depends considerably on the hardness of the composites (see
Figure 4b).
Figure 4. Wear coefficients vs. binder content (
a) and bulk hardness (
b) of TiC- and Cr
3C
2-cermets, and WC-Co hardmetals
[29].
Research on Ni- and Co-free cermets, in particular, TiC- or Ti(C,N)-Fe alloy composites, has been intensified markedly during the last two decades. As a result, the diversity of cermets has contributed substantially to the problems in material selection. As an example, studies have focused on high-stress three-body abrasive wear behavior of TiC-FeNi (60–80 wt% TiC, different Ni contents 5–17% and structure of binder) and TiC-NiMo (50–80 wt% TiC, Ni:Mo ratio of 4:1 and 2:1) cermets and WC-Co hardmetals (80–90 wt% WC)
[34]. All the vacuum sintered composites were of medium grain size of 1.0–2.2 µm (WC-Co hardmetals) and 1.9–2.2 µm (TiC-based cermets) (see
Table 2). It was shown that in high-stress abrasion conditions, TiC-based cermets with a suitable composition and structure of the binder, in particular, the FeNi binder, can compete with WC-Co hardmetals at equal hardness (see
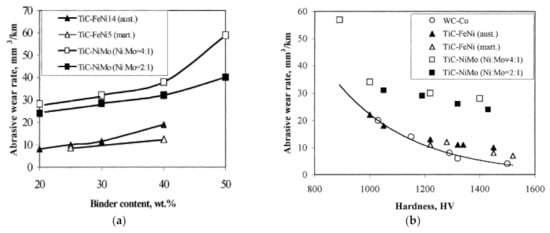
Figure 5).
Figure 5. Abrasive wear rate of TiC-NiMo and TiC-FeNi cermets vs. binder content, NiMo ratio and structure (
a) and Vickers hardness (
b)
[34].
Wear performance of pressureless vacuum-sintered TiC-FeNi, TiC-NiMo cermets and WC-Co hardmetals was also compared by the ASTM G65 dry-sand rubber wheel abrasion testing scheme
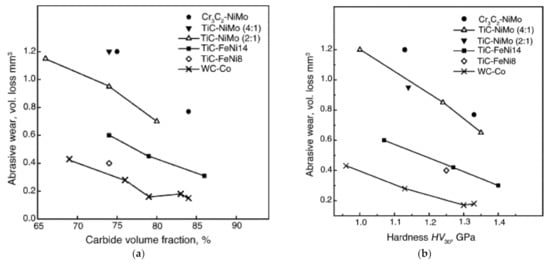
[23][32]. At equal carbide volume fraction and hardness, WC-based composites are at an advantage over TiC-based cermets. Comparing cermets at room temperature, TiC-FeNi cermets outperform TiC-NiMo composites (see
Figure 6). It is evident from
Figure 6 that while the prognosis of abrasive wear resistance on the basis of hardness can lead to pronounced mistakes, there is correlation between the wear performance and the hardness within each group (family) of ceramic–metal composites. It was suggested that the resistance to abrasive wear depends, first of all, on the fraction and properties of its carbide phase (modulus of elasticity E) and second, on those of the metallic binder (proof stress in compression R
C0.1). The higher abrasive wear resistance (at room temperature) of TiC-FeNi cermets compared to TiC-NiMo (Ni:Mo ratio of 4:1 and 2:1) composites may result from the higher strength properties (proof stress) of TiC-FeNi cermets, in particular, composites with martensitic structure of a binder
[23]. A significant effect of the strength of the metallic binder on the abrasive wear resistance of WC-based hardmetals was also reported by Larsen-Basse
[3][4]. It was shown that an FeNi alloy with higher strength than Co gives greater wear resistance for the same mean free path of the metallic binder both in “soft” (SiO
2 as an abrasive) and “hard” (SiC as an abrasive) abrasion conditions. Further increase in the binder strength by heat treatment results in the further increase in the wear resistance.
Figure 6. Three-body abrasive wear of TiC-based cermets and WC-Co hardmetals vs. carbide volume fraction (
a) and Vickers hardness (
b)
[23].
High abrasive wear performance of the high strength Fe alloy bonded cermet (in particular, iron-aluminide bonded TiC-FeAl) comparable to that of the WC-Co hardmetal (at similar vol% of carbides) was demonstrated in
[26]. In terms of production technology, as compared to the pressureless vacuum sintering, pressure-assisted sinter/HIP consolidation technology enables the reduction of porosity of TiC-FeNi cermets and enhancement of the resistance to brittle failure. At the same time, consolidation technology has no effect on the abrasive wear and solid-particle erosion resistance
[33].
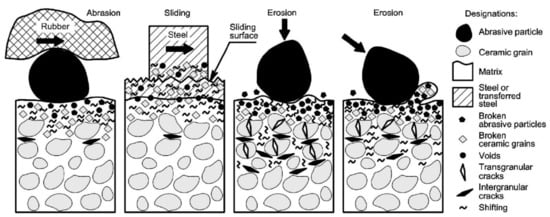
It has been shown that the formation of subsurface mechanically mixed layers (MML) is an essential feature of carbide composite response to the applied loading during abrasive, erosive and sliding wear. Below MML, there is a region that contains inter- and transgranular cracks located just below the surface while intergranular cracks were revealed at a distance of about 30 µm below the surface (see
Figure 7). Transgranular cracks are very rare under three-body abrasive wear conditions. The number of fine broken ceramic grains in Cr
3C
2-Ni and TiC-NiMo cermets and WC-Co hardmetals was high after abrasion under high contact pressure. The knowledge about the microstructure and composition of the subsurface layer can assist more reliable estimation of the wear resistance as compared to the surface hardness value
[30].
Figure 7. Features of cermet surface transformation under abrasive, sliding and erosive wear
[30].
The wear mechanism of WC-Co hardmetals and cermets may be somewhat different taking into account mechanical properties, in particular, toughness of the ceramic phase used. It was found that contribution to the wear of hardmetals came from the removal of the binder phase from the surface layers and accumulation of plastic deformation in the WC grains, followed by fracture and fragmentation. Although subsurface cracking may contribute to material loss, it is not thought to be a dominant mechanism of abrasive wear and erosion of WC-Co hardmetals
[36]. However, it may be an important mechanism for cermets. Studies of WC-based hardmetals and TiC-NiMo cermets showed that unlike hardmetals, for cermets brittle microfracture may be the dominant wear mechanism
[3][4].
Within the studied broad array of TiC- and Cr
3C
2-based cermets with different binder fraction and composition, it is necessary to address the effect of ceramic phase grain size. It has rarely been addressed in the wear behavior studies of cermets. However, for WC-Co hardmetals, high structure sensitivity has been demonstrated by several researchers. It has been shown that hardness can be used as an indirect measure of abrasion resistance only at low hardness values, i.e., when the wear process occurs predominantly by means of plastic deformation. At higher hardness values, i.e., when the microfracture plays an important role in the wear mechanism, abrasion resistance depends substantially on the carbide grain size. Grades of equal hardness but different grain size have, in general, different wear resistance. Coarse grades have higher abrasion resistance in the 1000–1600 HV hardness range, while finer grades are expected to have higher abrasion resistance at hardness values higher than 1600 HV
[37][38]. Studies of structure (ceramic phase grain size and distribution) on the sensitivity of the behavior of cermet abrasive wear are needed in the future.
4. Summary
4.1. Two-Body Abrasive Wear
Two-body abrasion of TiC-, (Ti,W)C- and Cr3C2-based cermets with predominantly Ni alloy binders has been studied by ASTM G132, ASTM G171 and non-standard block-on-ring low-stress abrasive wear testing schemes. Research has been conducted in the “hard” abrasion (Al2O3 or SiC, diamond abrasives) and “soft” abrasion (SiO2) regimes, at room and elevated temperatures up to 900 °C.
It was shown that the abrasion rate, in general, has good correlation with the overall ceramic–metal composite hardness, which is strongly influenced by the fraction, composition, structure and properties of the metallic phase. Substantial effect of metallic binder characteristics is observed even at comparatively low volumetric fractions.
The two-body abrasive wear mechanisms of cermets and WC-based hardmetals are similar. Wear mechanism depends mainly on the hardness of the material and the ratio Ha/Hm. However, the wear performance of cermets and hardmetals depends also on the generic group (family) of composites (TiC-, Cr3C2- or WC-based). At room temperatures, WC-Co hardmetals outperform TiC-based cermets, while TiC-based cermets outperform Cr3C2-based at the same level of hardness or binder volumetric fraction. At high temperatures (≥700 °C), Cr3C2-based cermets compare favorably with TiC-based ceramic–metal composites due to synergy of oxidation and abrasion.
4.2. Three-Body Abrasive Wear
In the three-body abrasion studies of TiC-, Ti(C,N)- and Cr3C2-based cermets with Ni- and Fe alloy binders, low-stress abrasion (ASTM G65, ASTM G105) and high-stress abrasion (ASTM B611) regimes or their modifications have been used.
Three-body abrasive wear mechanism of cermets and WC-Co hardmetals are, is general, similar and depend mainly on the ratio Ha/Hm and the loading conditions. However, in high-stress abrasion conditions, the wear mechanism may differ to some extent, taking into account properties, in particular, strength and toughness of ceramic phase and domination of brittle microfracture during the abrasion of cermets.
Hardness is not a property that allows for good estimation of the wear resistance if materials of different families are considered. Wear depends on the generic group (family) and the ceramic/binder ratio of a composite. The three-body abrasive wear depends, first of all, on the fraction and properties of the ceramic phase (WC vs. TiC or Cr3C2) and second, on those of the metallic binder.
WC-Co hardmetals outperform (at room temperature) cermets in “hard” abrasion conditions—at similar hardness, the wear rate of hardmetals is substantially lower than that of cermets. In the “soft” abrasion conditions, cermets, in particular those bonded with iron alloys, may be comparable to hardmetals upon conditions of higher hardness. At room temperature, TiC-Fe alloy cermets outperform cermets bonded with nickel alloy. The higher abrasive wear resistance of Fe alloy bonded cermets may result from the higher strength properties of Fe alloys, in particular heat-treatable grades.
 +1 credit
+1 credit