Your browser does not fully support modern features. Please upgrade for a smoother experience.
Submitted Successfully!
 +1 credit
+1 credit
Thank you for your contribution! You can also upload a video entry or images related to this topic.
For video creation, please contact our Academic Video Service.
| Version | Summary | Created by | Modification | Content Size | Created at | Operation |
|---|---|---|---|---|---|---|
| 1 | Andrea Ehrmann | + 2991 word(s) | 2991 | 2021-12-20 04:48:39 | | | |
| 2 | Rita Xu | Meta information modification | 2991 | 2021-12-20 08:41:29 | | |
Video Upload Options
We provide professional Academic Video Service to translate complex research into visually appealing presentations. Would you like to try it?
Cite
If you have any further questions, please contact Encyclopedia Editorial Office.
Ehrmann, A.; Blachowicz, T.; Ehrmann, G. Metal Additive Manufacturing for Satellites and Rockets. Encyclopedia. Available online: https://encyclopedia.pub/entry/17321 (accessed on 14 June 2026).
Ehrmann A, Blachowicz T, Ehrmann G. Metal Additive Manufacturing for Satellites and Rockets. Encyclopedia. Available at: https://encyclopedia.pub/entry/17321. Accessed June 14, 2026.
Ehrmann, Andrea, Tomasz Blachowicz, Guido Ehrmann. "Metal Additive Manufacturing for Satellites and Rockets" Encyclopedia, https://encyclopedia.pub/entry/17321 (accessed June 14, 2026).
Ehrmann, A., Blachowicz, T., & Ehrmann, G. (2021, December 20). Metal Additive Manufacturing for Satellites and Rockets. In Encyclopedia. https://encyclopedia.pub/entry/17321
Ehrmann, Andrea, et al. "Metal Additive Manufacturing for Satellites and Rockets." Encyclopedia. Web. 20 December, 2021.
Copy Citation
Additive manufacturing (AM), also called 3D printing, belongs to the emerging technologies of our time. After being used for rapid prototyping at the beginning, current rapid production is enabled for many applications due to increasingly improved technologies. One of the areas inh which additive manufacturing offers many advantages compared to conventional manufacturing techniques is space exploration, especially producing parts of satellites and rockets.
powder bed fusion
microsatellites
thrusters
structural components
1. Introduction
While the technologies of fused deposition modeling (FDM) or stereolithography (SLA) are most often used in the low-cost sector to print 3D shapes from diverse polymers [1], technologies such as selective laser melting (SLM), selective laser sintering (SLS), electron beam melting (EBM), and direct energy deposition (DED) can even be used to form metal products [2].
Besides fast production without the necessity to prepare a time- and cost-intensive injection mold beforehand, additive manufacturing has the advantages of allowing preparation of nearly unlimited shapes, including diverse forms which could not be produced by common techniques such as injection molding, and thus of building lighter and nevertheless stable objects [3][4]. On the other hand, the mechanical properties of the 3D printed objects may be reduced in comparison with other manufacturing methods due to layerwise production, and residual stress and deformation may cause problems in the application of additively manufactured parts [5][6].
While these aforementioned problems must be overcome by careful process engineering, additive manufacturing is especially interesting for aerospace applications where fast development and mass reduction are of high importance [7]. Another reason why additive manufacturing is important for space applications, e.g., of satellite and rocket parts, is the possibility to prepare custom-made objects at a high speed of production, without the necessity to prepare expensive molds beforehand. This article thus gives, after a brief introduction of the most common metal additive manufacturing methods, an overview of possible applications of metal AM for modern aeronautics, as they are investigated in recent research studies and already applied. Finally, it summarizes the remaining challenges and indicates possible future applications.
2. Metal Additive Manufacturing Techniques
While polymer 3D printing usually works by placing a molten filament on the desired positions or polymerizing a liquid resin at defined places, metal additive manufacturing is usually based on metal powders or even metal wires. Typical materials used for metal AM include aluminum, stainless steel, titanium, or cobalt chrome [8]. According to ASTM standard F2792 [9], metal AM processes can be subdivided into powder bed fusion and directed energy deposition.
Powder bed fusion processes generally include a powder bed in which energy is deposited at defined positions to either melt or sinter the metal powder by a laser or an electron beam. As an example, Figure 1 depicts the process of selective electron beam melting (SEBM) [10]. The four-step process starts with the application of a powder layer, which is heated, molten, until the layer is fully produced, and the platform can be lowered to enable application of the next powder layer.
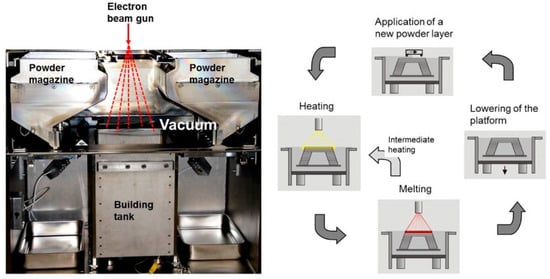
Figure 1. Selective electron beam melting process. Left: Process chamber. Right: 4-step process for building one layer. From [10], originally published under a CC-BY license.
It must be mentioned that the process works in “controlled vacuum”, i.e., the chamber is pumped to approximately 10−4 to 10−5 mbar before helium is inserted to reach a low pressure of about 10−3 mbar, to prevent electrostatic charging [10]. Electrons are emitted from a tungsten filament or a LaB6 cathode and, as in scanning electron microscopy, are accelerated and focused using electromagnetic lenses [11]. The object is built in layers of typical thicknesses between 0.05 and 0.15 mm. Generally, a new powder layer is preheated to temperatures between 300 and 1100 °C for different metals to start sintering, e.g., to around 400 °C for pure copper and 900–1100 °C for Ti–48Al–2Cr–2Nb powder [12][13], in this way increasing the electrical conductivity and thus avoiding repulsion of charged powder particles [14], then melted where desired, lowering the platform, applying a new powder layer of defined thickness on the platform, and starting with the next preheating step. Literature reports indicate that selective electron beam melting results in relatively coarse surfaces and internal microstructures [15], but on the other hand in low residual stress [16].
Besides selective electron beam melting, there are several laser-based processes that work with a powder bed. One is the aforementioned selective laser melting (SLM), using a laser to fully melt the powder, in this way creating dense layers so that no post-treatment (as in SLS) is necessary [17]. Instead of the electron beam described previously, here a laser beam scans the surface, focused with normal glass lenses. SLM usually works in a nitrogen or argon atmosphere to avoid oxidation during the fusion process, with nitrogen having a larger thermal conductivity, which is advantageous for cooling the specimens that are produced [18][19]. The SLS process is in principle identical, with a different nature of powder fusion [20]. The process and the melt pool formation are depicted in Figure 2 [20]. Similar to the aforementioned selective electron beam melting, here a laser beam is used to melt the powder in the upper layer, before the build plate is lowered, and a new powder layer is placed in the build area by the recoater (Figure 2a). The geometry of the melt pool, produced by laser heating, is depicted in detail in Figure 2b.
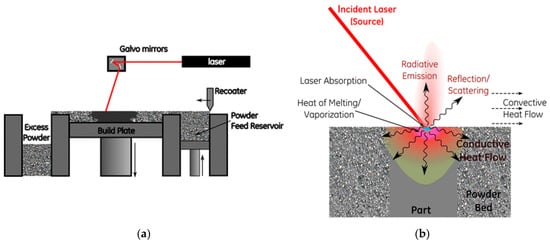
Figure 2. (a) Typical SLM or SLS process; (b) heat transfer paths in melt pool formation and solidification in an SLM process. From [20], originally published under a CC-BY license.
In addition to these typical powder bed fusion processes, there are also directed energy deposition (DED) processes used for metal additive manufacturing. Figure 3 depicts two typical DED systems [21], working with a laser or electron beam and powder or wire feed, respectively. In both cases, the material used to build an object is deposited only at the required position, either as a powder (Figure 3A) or as a wire (Figure 3B), opposite to the aforementioned powder bed processes where the powder is provided along the whole building area. These materials are again heated by laser (Figure 3A) or electron beam (Figure 3B), similar to the aforementioned techniques.
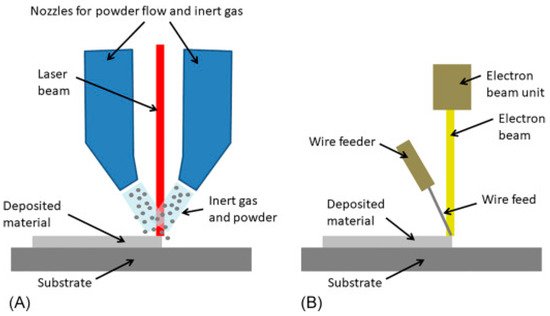
Figure 3. Schematics of two directed energy deposition (DED) systems: (A) DED system using laser with powder feedstock; (B) DED system using electron beam and wire feedstock. Reprinted from [21], with permission from Elsevier.
Electron-DED again works in vacuum, while laser-based DED systems use inert gases as described for the powder bed fusion processes. In the powder-based DED systems, an inert gas can be introduced into the melting region together with the metal powder (Figure 3A). It is even possible to use multiple nozzles for powder introduction so that objects can be prepared from material mixtures, differing along the specimen [22]. It is also possible to use plasma as the energy source, such as gas metal arc welding [23]. Generally, laser- and plasma-produced parts usually need post-treatment due to high residual stress in the specimens, which has to be relieved and the necessity to improve the microstructure, while stress is usually lower for electron-beam produced parts which are nearly fully densely produced [24].
Another additive manufacturing technique working with a wire is the wire-arc additive manufacturing (WAAM), in which a wire feed is molten by an electric arc source, allowing for additive manufacturing of steel and several alloys [25][26].
Additionally, it should be mentioned that some of the alloys which are highly interesting for space applications have been processed with especially well-suited metal additive manufacturing methods. A compositionally graded alloy from CoCrMo and Inconel 718, enabling fitting the material at each position to the required working conditions, was produced by laser powder bed fusion [27]. SEBM is often used to prepare Ni-based superalloys for high-temperature applications [28].
Generally, it must be mentioned that the morphological properties of additively manufactured specimens can significantly differ from the designed structures, and the mechanical properties can show large deviations from the wrought material due to the inclusion of air voids or other microstructural differences [29][30]. Other problems related to the different methods are the aforementioned necessity to work in vacuum or inert gas atmosphere and the often highly challenging parameter optimization for each new material, including different batches of nominally identical materials. Furthermore, each material has different challenges, such as the problem of hot cracking at grain boundaries in Ni-based superalloys, occurring during the final solidification stages [31].
As this brief overview of some common metal additive manufacturing methods shows, there are diverse techniques available with different advantages and challenges, which are steadily being developed for using metal additive manufacturing in increasingly more applications. The next sections give an overview of possible applications in aerospace research and industry.
3. Microsatellites
Microsatellites have emerged during the last few years since they are relatively inexpensive and can be used for a broad range of applications [32][33]. There have been diverse attempts to use 3D printing techniques for different parts of microsatellites, using polymers, metals, and hybrid materials, which were previously reviewed by our group [34], so that here only a brief overview of the most recent reports is given.
Funase et al. reported on a water resistojet thruster system called “Aquarius” for the EQUULEUS CubeSat, which is planned to explore the Earth–Moon Lagrange point, whose vaporization chamber is prepared from the aluminum alloy AlSi10Mg and in which the cavity and flow paths are produced by additive manufacturing by a not-nearer defined technique [35]. The same material was used for selective laser melting of a whole CubeSat structure to improve the accessibility to internal components by using a modular backplane system [36].
Yendler et al. prepared a thermal management system for high power CubeSats to reach effective heat dissipation and used additive manufacturing by ultrasonic welding combined with CNC subtractive manufacturing for the preparation of the whole system, consisting of a rollout deployable radiator, a phase change material based thermal accumulator, and structurally integrated heat pipes [37].
In his dissertation thesis, working on a CubeSat power management subsystem for the ALSat#1 mission, Panagopoulos reports that one of the partners of the consortium uses metal additive manufacturing for the structural design of the satellite, without more specific information about the exact technique [38]. A CubeSat structure was also reported to be manufactured using selective laser sintering [39].
An antenna for low-Earth orbit microsatellites, produced by electron beam melting, was reported by Arnaud et al. [40]. Similarly, metasurface antennas especially for CubeSats and SmallSats were built by metal additive manufacturing combined with CNC milling [41]. Larger structures, such as a solar panel, were prepared by SLM, allowing for printing a double-layer aluminum structure with I-shaped beams (Figure 4), which was found to show significantly increased shielding, improved mechanical properties, and reduced mass, as compared to a conventional aluminum honeycomb panel [42].
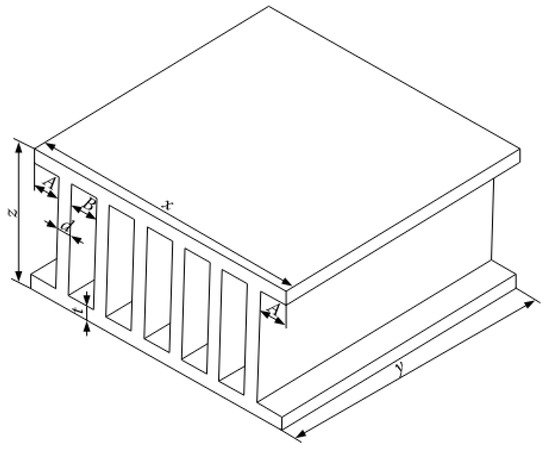
Figure 4. An additively manufactured one-piece solar panel. From [42], originally published under a CC-BY license.
Generally, diverse parts of microsatellites have been prepared by metal additive manufacturing, interestingly not only in the laboratory, but also by companies such as Rocket Lab, SpaceX, or Blue Origin [43][44][45]. For the future, even printing directly in space was announced [46], indicating that this area of additive manufacturing for microsatellites has already reached a certain process maturity.
While not much progress has been reported throughout the last year regarding metal additive manufacturing of microsatellites, many studies investigated the use of metal additive manufacturing for different parts of rockets, spaceships, etc. which will be discussed in the next sections.
4. Thrusters
Thrusters can be categorized based on diverse working principles, such as Hall thrusters showing a high thrust efficiency and high ion beam density due to a moderate magnetic field applied to the acceleration zone [47], pulsed plasma thrusters [48], electrospray thrusters working with ionic liquid propellants [49][50], etc. While Hall thrusters are most often used for satellites [51], applications requiring lower energies, such as the aforementioned CubeSats or other microsatellites, can be driven and navigated by microcathode arc or other plasma thrusters, field emission thrusters, electrospray thrusters, or different sorts of electric thrusters [52][53][54][55].
One of the important differences between conventional production methods and additive manufacturing is the possibility to use more lightweight designs, but on the other hand to ensure the reliability of the 3D printed object in spite of possible differences in the mechanical or other physical properties, as compared to subtractive manufacturing methods. Meisel et al. and Woods et al., e.g., discussed the redesign of a NASA thruster applied for spacecraft attitude control, as it is enabled by switching from conventional manufacturing to powder-bed fusion of the metal alloy Inconel®718 [56][57]. They applied different specific designs for additive manufacturing and showed that manufacturing time and costs could be reduced by the new freedom of design, given by the additive manufacturing process. The same material was investigated by Soller et al. who also tested stainless steel 316 L and CoCr for high-temperature applications in a liquid rocket engine injector, especially an injector head for an expander cycle and a gas generator setup, finding a large potential mass reduction of approximately 25% due to an optimized design and significantly reduced manufacturing costs for the selective laser melting process [58].
Different designs were also discussed by Borgue et al. who compared a design for a gridded ion thruster with full design freedom with a second one taking into account limitations of additive manufacturing and found that only the latter could be manufactured [59]. Figure 5 depicts the design for the maximized thruster performance (Figure 5a) and the more realistic design, taking into account material and geometry limitations, e.g., disregarding multimaterial structures. While the latter is less innovative, it can be manufactured according to recent technological methods. However, new developments may enable additive manufacturing of the first design, too, which would lead to higher perceived performance because of the rounder chamber shape.
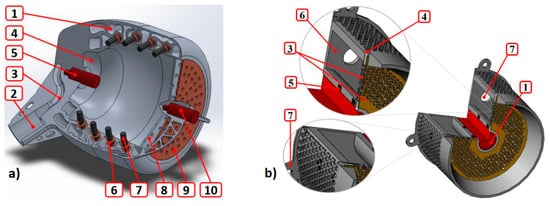
Figure 5. (a) Free design for maximized thruster performance; (b) design taking into account realistic additive manufacturing limitations. (1) Aluminum chamber, (2) connecting point importing the propellant, (3) channels guiding the gas, (4) gas exit, (5/10) hollow cathode for plasma generation, (6) electromagnet copper coil, (7) electromagnet iron core, (8/9) exit grids. From [59], originally published under a CC-BY-NC-ND license.
Besides the aforementioned materials, several metals and metal alloys were investigated as possible 3D printing materials for thrusters. Inconel®625 was chosen by Takahashi et al. who developed a thruster for the use with hydrazine based on binder jetting 3D printing to reduce the surface roughness as compared to laser-based additive manufacturing techniques [60]. In this way, production time and complexity could be reduced; vibration tests showed an equivalent performance of the 3D printed parts in comparison with flight-proven models, and hot-firing tests showed stable combustion, while the pressure roughness was slightly larger than in conventionally produced thrusters.
Another material class often used for aerospace applications is titanium aluminide alloys, containing the ordered γ-TiAl phase [61]. Seidel et al. used electron beam melting combined with laser metal deposition to produce a thruster nozzle from γ-TiAl for a cold-gas propulsion system, which can be used for navigation of small satellites to nanosatellites [62][63]. The authors pointed out the necessity to use a material that could withstand temperatures of more than 700 °C, which are necessary to increase the propellant efficiency in cold-gas propulsion systems [64]. Furthermore, either investigations of the interaction between γ-TiAl and the often used propellant ammonia are necessary [65], or noble gases should be used as propellants instead [66].
Tommila et al. investigated laser powder bed fusion of a nickel alloy for the production of very small nozzles with diameters below 1 mm, as they are used in electrothermal or chemical thrusters of small satellites [67]. They found typical printing-derived surface features of the as-printed nozzles to cause shock wave reflections and other thrust losses in comparison with conventionally produced nozzles of similar surface roughness, and suggest postprocessing of the nozzle exit cone to avoid such shock-inducing protrusions.
Powder bed laser processing was also used to prepare specimens from platinum rhodium alloy as well as tantalum and tungsten, finding that platinum rhodium additively manufactured parts could be used to build a combustion chamber and nozzle [68]. The authors suggest building the inner surface of a thrust chamber from noble metal alloys such as platinum rhodium or platinum iridium, while the outer wall could be prepared from tantalum and tungsten.
Sangregorio et al. used selective laser melting to produce grids and keeper electrodes in ion thrusters from molybdenum and found the surface roughness to be problematic, but manageable by postprocessing, and the mechanical properties to reach about 80% of those gained with conventional production techniques [69]. Similarly, Guo et al. described SLM used for the production of ion engine grids as well as for printing ion extraction systems and ion optics [70].
Miniaturized Hall thrusters were built by Olano et al. using SmCo permanent magnets to create the necessary magnetic field even under high temperatures and a 3D printed anode from stainless steel 316, produced by selective laser melting of a more complex design than possible with conventional techniques [71]. As Figure 6 shows, the anode design significantly influences the propellant distribution, so that more sophisticated 3D printing enables tailoring the propellant distribution more homogeneously than that of equipment prepared by traditional manufacturing.
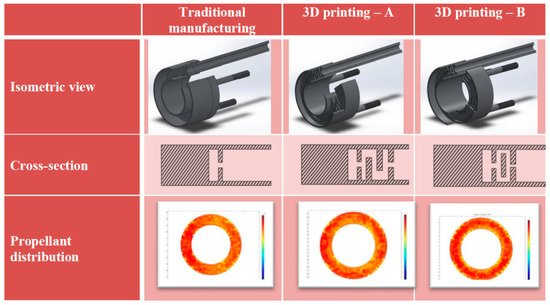
Figure 6. Anode designs with corresponding propellant distributions. From [71], originally published under a CC-BY license.
Another aspect, the reduction of manufacturing costs, was in the focus of a recent study of Hoffman and Grubisic who combined selective laser melting with off-the-shelf components to build a 20 cm-diameter microwave discharge ion thruster [72]. They found the ion production cost sufficient, while the mass utilization efficiency needed more future research to increase the thruster performance.
In these and many other studies, investigating possibilities to use metal additive manufacturing for the preparation of thruster parts [73][74][75][76][77] report that the main problems are related to the reduced mechanical properties in comparison with wrought material and the necessity to postprocess the printed parts to reduce undesired surface roughness or printing artifacts. However, as these examples show, there are already well-working processes and several materials that can be used for this purpose, so that further implementations especially in CubeSats and other microsatellites and smaller satellites can be expected in the near future.
References
- Noorani, R. Rapid Prototyping: Principles and Applications; John Wiley & Sons: Hoboken, NJ, USA, 2005.
- Murr, L.E.; Gaytan, S.M.; Ramirez, D.A.; Martinez, E.; Hernandez, J.; Amato, K.N.; Shindo, P.W.; Medina, F.R.; Wicker, R.B. Metal Fabrication by Additive Manufacturing Using Laser and Electron Beam Melting Technologies. J. Mater. Sci. Technol. 2012, 28, 1–14.
- Schmelzle, J.; Kline, E.V.; Dickman, C.J.; Reutzel, E.W.; Jones, G.; Simpson, T.W. (Re)Designing for Part Consolidation: Understanding the Challenges of Metal Additive Manufacturing. J. Mech. Des. 2015, 137, 111404.
- Plocher, J.; Panesar, A. Review on design and structural optimisation in additive manufacturing: Towards next-generation lightweight structures. Mater. Des. 2019, 183, 108164.
- Chen, Q.; Liu, J.K.; Liang, X.; To, A.C. A level-set based continuous scanning path optimization method for reducing residual stress and deformation in metal additive manufacturing. Comput. Methods Appl. Mech. Eng. 2020, 360, 112719.
- Carpenter, K.; Tabei, A. On residual stress development, prevention, and compensation in metal additive manufacturing. Materials 2020, 13, 255.
- Nickels, L. AM and aerospace: An ideal combination. Met. Powder Rep. 2015, 70, 300–303.
- Milewski, J.O. Additive Manufacturing of Metals; Springer Series in Materials Science 258; Springer: Berlin/Heidelberg, Germany, 2017.
- ASTM Committee F42 on Additive Manufacturing Technologies, and ASTM Committee F42 on Additive Manufacturing Technologies. Subcommittee F42. 91 on Terminology. In Standard Terminology for Additive Manufacturing Technologies; F2792-12a; ASTM International: Pennsylvania, PA, USA, 2012.
- Körner, C. Additive manufacturing of metallic components by selective electron beam melting—A review. Int. Mater. Rev. 2016, 61, 361–377.
- Sigl, M.; Lutzmann, S.; Zaeh, M.F. Transient physical effects in electron beam sintering. In Proceedings of the 2006 International Solid Freeform Fabrication Symposium, Austin, TX, USA, 14 September 2006; pp. 397–405.
- Lodes, M.; Guschlbauer, R.; Körner, C. Process development for the manufacturing of 99.94% pure copper via selective electron beam melting. Mater. Lett. 2015, 143, 298–301.
- Schwerdtfeger, J.; Körner, C. Selective electron beam melting of Ti-48Al-2Nb-2Cr: Microstructure and aluminium loss. Intermetallics 2014, 49, 29–35.
- Milberg, J.; Sigl, M. Electron beam sintering of metal powder. Prod. Eng. 2008, 2, 117–122.
- Ramsperger, M.; Mújica Roncery, L.; Lopez-Galilea, I.; Singer, R.F.; Theisen, W.; Körner, C. Solution heat treatment of the single crystal nickel-base superalloy CMSX-4 fabricated by selective electron beam melting. Adv. Eng. Mat. 2015, 17, 1486–1493.
- Sochalski-Kolbus, L.M.; Payzant, E.A.; Cornwell, P.A.; Watkins, T.R.; Babu, S.S.; Dehoff, R.R.; Lorenz, M.; Ovchinnikova, O.; Duty, C. Comparison of residual stresses in Inconel 718 simple parts made by electron beam melting and direct laser metal sintering. Met. Mater. Trans. A Phys. Metall. Mater. Sci. 2015, 46, 1419–1432.
- Gasser, A.; Backes, G.; Kelbassa, I.; Weisheit, A.; Wissenbach, K. Laser additive manufacturing: Laser metal deposition (LMD) and selective laser melting (SLM) in turbo-engine applications. Laser Tech. J. 2010, 7, 57–63.
- Murr, L.E.; Martinez, E.; Amato, K.N.; Gaytan, S.M.; Hernandez, J.; Ramirez, D.A.; Shindo, P.W.; Medina, F.; Wicker, R.B. Fabrication of Metal and Alloy Components by Additive Manufacturing: Examples of 3D Materials Science. J. Mater. Res. Technol. 2012, 1, 42–54.
- Faubert, F.M.; Springer, G.S. Measurement of the thermal conductivity of argon, krypton and nitrogen in the range 800–2000 K. J. Chem. Phys. 1972, 57, 2333–2340.
- Spears, T.G.; Gold, S.A. In-process sensing in selective laser melting (SLM) additive manufacturing. Integr. Mater. Manuf. Innov. 2016, 5, 16–40.
- Sing, S.L.; Tey, C.F.; Tan, J.H.K.; Huang, S.; Yeong, W.Y. 3D printing of metals in rapid prototyping of biomaterials: Techniques in additive manufacturing. In Rapid Prototyping of Biomaterials, 2nd ed.; Woodhead Publishing Series in Biomaterials: Cambridge, UK, 2020; pp. 17–40.
- Mazzucato, F.; Avram, O.; Valente, A.; Carpanzano, E. Recent Advances toward the Industrialization of Metal Additive Manufacturing. In Systems Engineering in the Fourth Industrial Revolution; John Wiley & Sons, Ltd.: Hoboken, NJ, USA, 2019; pp. 273–319. ISBN 978-1-119-51395-7.
- Szost, B.A.; Terzi, S.; Martina, F.; Boisselier, D.; Prytuliak, A.; Pirling, T.; Hofmann, M.; Jarvis, D.J. A comparative study of additive manufacturing techniques: Residual stress and microstructural analysis of CLAD and WAAM printed Ti–6Al–4V components. Mater. Des. 2016, 89, 559–567.
- Barroqueiro, B.; Andrade-Campos, A.; Valente, R.A.F.; Neto, V. Metal Additive Manufacturing Cycle in Aerospace Industry: A Comprehensive Review. J. Manuf. Mater. Process. 2019, 3, 52.
- Resnina, N.; Palani, I.A.; Belyaev, S.; Mani Prabu, S.S.; Liulchak, P.; Karaseva, U.; Manikandan, M.; Jayachandran, S.; Bryukhanova, V.; Sahu, A.; et al. Structure, martensitic transformations and mechanical behavior of NiTi shape memory alloy produced by wire arc additive manufacturing. J. Alloys Compd. 2021, 851, 156851.
- Warsi, R.; Kazmi, K.H.; Chandra, M. Mechanical properties of wire and arc additive manufactured component deposited by a CNC controlled GMAW. Mater. Today Proc. 2021, in press.
- Wen, Y.J.; Zhang, B.C.; Lakshmi Narayan, R.; Wang, P.; Song, X.; Zhao, H.; Ramamurty, U.; Qu, X.H. Laser powder bed fusion of compositionally graded CoCrMo-Inconel 718. Addit. Manuf. 2021, 40, 101926.
- Chandra, S.; Tan, X.P.; Lakshimi Narayan, R.; Descoins, M.; Mangelinck, D.; Beng Tor, S.; Liu, E.; Seet, G. Nanometer-scale precipitations in a selective electron beam melted nicke-based superalloy. Scr. Mater. 2021, 194, 113661.
- Allevi, G.; Capponi, L.; Castellini, P.; Chiariotti, P.; Cocchio, F.; Freni, F.; Marsili, R.; Martarelli, M.; Montanini, R.; Pasinetti, S.; et al. Investigating additive manufactured lattice structures: A multi-instrument approach. IEEE Trans. Instrum. Meas. 2020, 69, 2459–2467.
- Edwards, P.; O’Conner, A.; Ramulu, M. Electron beam additive manufacturing of titanium components: Properties and performance. J. Manuf. Sci. Eng. 2013, 135, 061016.
- Chandra, S.; Tan, X.P.; Lakshmi Narayan, R.; Wang, C.C.; Tor, S.B.; Seet, G. A generalized hot cracking criterion for nickel-based superalloys additively manufactured by electron beam melting. Addit. Manuf. 2021, 37, 101633.
- Chen, Y.; He, Z.; Zhou, D.; Yu, Z.; Li, S. Integrated guidance and control for microsatellite real-time automated proximity operations. Acta Astronaut. 2018, 148, 175–185.
- Schulte, P.Z.; Spencer, D.A. Development of an integrated spacecraft guidance, navigation, & control subsystem for automated proximity operations. Acta Astronaut. 2016, 118, 168–186.
- Blachowicz, T.; Pajak, K.; Recha, P.; Ehrmann, A. 3D printing for microsatellites—Material requirements and recent developments. AIMS Mater. Sci. 2020, 7, 926–938.
- Funase, R.; Ikari, S.; Miyoshi, K.; Kawabata, Y.; Nakajima, S.; Nomura, S.; Funabiki, N.; Ishikawa, A.; Kakihara, K.; Matsushita, S.; et al. Mission to Earth–Moon Lagrange Point by a 6U CubeSat: EQUULEUS. IEEE Aerosp. Electron. Syst. Mag. 2020, 35, 30–44.
- Synder, N.B. Design, Validation, and Verification of the Cal Poly Educational CubeSat Kit Structure. Master’s Thesis, California Polytechnic State University, San Luis Obispo, CA, USA, 2020.
- Yendler, B.; Meginnis, A.; Reif, A. Thermal management for high power Cubesats. In Proceedings of the 34th Annual AIAA/USU Small Satellite Conference 2020, ALL2020, Logan, UT, USA, 28 July 2020; p. 41. Available online: https://digitalcommons.usu.edu/smallsat/2020/all2020/41/ (accessed on 10 November 2021).
- Panagopoulos, J.A. Development of a CubeSat Power Management Subsystem for the ALSat#1 Mission. Ph.D. Thesis, Universidade da Beira Interior, Covilha, Portugal, 2020.
- Alhammadi, A.; Jarrar, F.; Marpu, P. Manufacturing, Analysis and testing of an additively manufactured nanosatellite structure. In Proceedings of the 2020 Advances in Science and Engineering Technology International Conferences (ASET), Dubai, United Arab Emirates, 4 February–9 April 2020; pp. 1–5.
- Arnaud, E.; Dugenet, J.; Elis, K.; Girardot, A.; Guihard, D.; Menudier, C.; Monediere, T.; Roziere, F.; Thevenot, M. Compact isoflux X-band payload telemetry antenna with simultaneous dual circular polarization for LEO satellite applications. IEEE Antennas Wirel. Propag. Lett. 2020, 19, 1679–1683.
- Yurduseven, O.; Lee, C.; Gonzalez-Ovejero, D.; Ettorre, M.; Sauleau, R.; Chattopadhyay, G.; Fusco, V.; Chahat, N. Multi-beam Si/GaAs holographic metasurface antenna at W-band, IEEE Trans. Antennas Propag. 2021, 69, 3523–3528.
- Teng, L.; Zheng, X.D.; Jin, Z.H. Performance optimization and verification of a new type of solar panel for microsatellites. Int. J. Aerosp. Eng. 2019, 2019, 2846491.
- Winick, E. Rocket Lab: The Small Firm that Launched the 3D-Printed Space Revolution. 2019. Available online: https://www.technologyreview.com/2019/06/19/134877/rocket-lab-the-small-firm-that-launched-the-3d-printed-space-revolution/ (accessed on 6 December 2021).
- Thryft, A.R. SpaceX Reveals 3D-Printed Rocket Engine Parts. 2014. Available online: https://www.designnews.com/design-hardware-software/spacex-reveals-3d-printed-rocket-engine-parts (accessed on 6 December 2021).
- Sher, D. Blue Origin 3D Printed BE-7 Engine Confirms Capability to LAND on Moon. 2020. Available online: https://www.3dprintingmedia.network/blue-origin-3d-printed-be-7-engine-testing-confirms-capability-to-land-on-the-moon/ (accessed on 6 December 2021).
- Walker, D. Rocket Lab Helping NASA 3D Print Spacecraft Parts in Orbit. 2019. Available online: https://www.nzherald.co.nz/nz/rocket-lab-helping-nasa-3d-print-spacecraft-parts-in-orbit/JA4Q4IZW7IH5GAITZVWYER2JZE/ (accessed on 6 December 2021).
- Yamamoto, N.; Komurasaki, K.; Arakawa, Y. Discharge current oscillation in Hall thrusters. J. Propuls. Power 2005, 21, 870–876.
- Keidar, M.; Boyd, I.D.; Antonsen, E.L.; Gulczinski, F.S., III; Spanjers, G.G. Propellant charring in pulsed plasma thrusters. J. Propuls. Power 2004, 20, 978–984.
- Uchizono, N.M.; Collins, A.L.; Thuppul, A.; Wright, P.L.; Eckhardt, D.Q.; Ziemer, Z.; Wirz, R.E. Emission modes in electrospray thrusters operating with high conductivity ionic liquids. Aerospace 2020, 7, 141.
- Magnusson, J.M.; Collins, A.L.; Wirz, R.E. Polyatomic ion-induced electron emission (IIEE) in electrospray thrusters. Aerospace 2020, 7, 153.
- Boeuf, J.-P. Tutorial: Physics and modeling of Hall thrusters. J. Appl. Phys. 2017, 121, 011101.
- Mazouffre, S. Electric propulsion for satellites and spacecraft: Established technologies and novel approaches. Plasma Sources Sci. Technol. 2016, 25, 033002.
- Tummala, A.R.; Dutta, A. An overview of Cube-Satellite propulsion technologies and trends. Aerospace 2017, 4, 58.
- Levchenko, I.; Keidar, M.; Cantrell, J.; Wu, Y.-L.; Kuninaka, H.; Bazaka, K.; Xu, S. Explore space using swarms of tiny satellites. Nat. Cell Biol. 2018, 562, 185–187.
- Gallo, G.; Isoldi, A.; del Gatto, D.; Savino, R.; Capozzoli, A.; Curcio, C.; Liseno, A. Numerical aspects of particle-in-cell simulations for plasma-motion modeling of electric thrusters. Aerospace 2021, 8, 138.
- Meisel, N.A.; Woods, M.R.; Simpson, T.W.; Dickman, C.J. Redesigning a reaction control thruster for metal-based additive manufacturing: A case study in design for additive manufacturing. J. Mech. Des. 2017, 139, 100903.
- Woods, M.R.; Meise, N.A.; Simpson, T.W.; Dickman, C.J. Redesigning a reaction control thruster for metal-based additive manufacturing: A case study in design for additive manufacturing. In Proceedings of the ASME 2016 International Design Engineering Technical Conferences and Computers and Information in Engineering Conference, Volume 2A: 42nd Design Automation Conference, Charlotte, NC, USA, 21–24 August 2016.
- Soller, S.; Beyer, S.; Dahlhaus, A.; Konrad, A.; Kretschmer, J.; Rackemann, N.; Zeiss, W. Development of liquid rocket engine injectors using additive manufacturing. In Proceedings of the 6th European Conference for Aerospace Sciences (EUCASS 2015), Krakow, Poland, 30 July 2015; p. 31.
- Borgue, O.; Valjak, F.; Panarotto, M.; Isaksson, O. Supporting additive manufacturing technology development through constraint modelling in early conceptual design: A satellite propulsion case study. In Proceedings of the Design Society: DESIGN Conference, Cavtat, Croatia, 1 May 2020; pp. 817–826.
- Takahashi, M.; Morita, N.; Matsuura, Y. Development status of 4N class low-cost thrusters made of 3D-printed metals. In Proceedings of the Joint Symposium 32nd ISTS & 9th NSAT 2019, Tomioka, Japan, 15–21 June 2019; Available online: https://www.meeting-schedule.com/ists2019/pdf/2019-a-04.pdf (accessed on 10 November 2021).
- Bewlay, B.P.; Weimer, M.; Kelly, T.; Suzuku, A.; Subramanian, P.R. The science, technology, and implementation of TiAl alloys in commercial aircraft engines. MRS Online Proc. 2013, 1516, 49–58.
- Seidel, A.; Saha, S.; Maiwald, T.; Moritz, J.; Polenz, S.; Marquardt, A.; Kaspar, J.; Finaske, T.; Lopez, E.; Brueckner, F.; et al. Intrinsic heat treatment within additive manufacturing of gamma titanium aluminide space hardware. JOM 2019, 71, 1513–1519.
- Seidel, A.; Lopez, E.; Saha, S.; Maiwald, T.; Moritz, J.; Polenz, S.; Marquardt, A.; Kaspar, J.; Finaske, T.; Riede, M.; et al. Hybrid additive manufacturing of gamma titanium aluminide space hardware. In Proceedings of the Material Science and Technology (MS&T) 2018, Columbus, OH, USA, 14–18 October 2018.
- Gilpin, M.; Scharfe, D.; Young, M.; Pancotti, A. Molten Boron Phase-Change Thermal Energy Storage to Augment Solar Thermal Propulsion Systems. In Proceedings of the 47th AIAA/ASME/SAE/ASEE Joint Propulsion Conference & Exhibit (American Institute of Aeronautics and Astronautics), San Diego, CA, USA, 31 July–3 August 2011.
- Zhao, B.; Sun, J.; Wu, J.S.; Yuan, Z.X. Gas nitriding behavior of TiAl based alloys in an ammonia atmosphere. Scr. Mater. 2002, 46, 581–586.
- Kelley, R.L.; Jarkey, D. CubeSat Material Limits for Design for Demise. In AIAA SPACE 2015 Conference and Exposition; Springer: Berlin/Heidelberg, Germany, 2015.
- Tommila, C.D.; Hartsfield, C.R.; Redmond, J.J.; Komives, J.R. Performance Impacts of Metal Additive Manufacturing of Very Small Nozzles. J. Aerosp. Eng. 2021, 34, 04020115.
- Wermuth, L.; Beyer, S.; Sebald, T.; Deck, J.; Kraus, S.; Riß, F.; Brückner, F.; Seidel, A.; Humm, S.; Pambaguian, L.; et al. Selective laser melting of noble and refractory alloys for next generation spacecraft thruster. In Proceedings of the Metallic Materials and Processes: Industrial Challenges—MMP 2015, Deauville, France, 25–27 November 2015.
- Sangregorio, M.; Xie, K.; Wang, N.F.; Zhang, Z.; Qin, Y. 3D Printed molybdenum for grids and keeper electrodes in ion thruster. In Proceedings of the 15th Spacecraft Charging Technology Conference, Kobe, Japan, 25–29 June 2018.
- Guo, N.; Xie, K.; Sangregorio, M.; Wang, N.F.; Zhang, Z.; Gabriel, S.B. 3D printing of ion optics for electric propulsion. Front. Phys. 2019, 6, 145.
- Olano, A.; Ren, J.; Zhang, G.; Tang, H.; Zhang, T.; Li, J. Improvements in miniaturized Hall Thrusters by use of high-temperature SmCo magnets and additive manufacturing techniques. IOP Conf. Ser. Mater. Sci. Eng. 2019, 576, 012002.
- Hoffman, D.; Grubisic, A. Discharge-mode testing of the X-EPT microwave ECR gridded ion thruster. In Proceedings of the 36th International Electric Propulsion Conference, Vienna, Austria, 15–20 September 2019.
- Essa, K.; Hassanin, H.; Attallah, M.M.; Adkins, N.J.; Musker, A.J.; Roberts, G.T.; Tenev, N.; Smith, M. Development and testing of an additively manufactured monolithic catalyst bed for HTP thruster applications. Appl. Catal. A Gen. 2017, 542, 125–135.
- Romei, F.; Grubisic, A.N. Validation of an additively manufactured resistojet through experimental and computational analysis. Acta Astronaut. 2020, 167, 14–22.
- Ngwu, G.O.; Ugheoke, B.I.; Yusuf, O.T.; Nyabam, M.A.; Onuh, S.O. Numerical analysis and modelling of a 100 N hypergolic liquid bipropellant thruster. Adv. Aerosp. Sci. Technol. 2020, 5, 85–99.
- Hopping, E.P.; Huang, W.S.; Xu, K.G. Small Hall effect thruster with 3D printed discharge Channel: Design and thrust measurements. Aerospace 2021, 8, 227.
- Kerstens, F.; Cervone, A.; Gradl, P. End to end process evaluation for additively manufactured liquid rocket engine thrust chambers. Acta Astronaut. 2021, 182, 454–465.
- Gradl, P.R.; Protz, C.; Wammen, T. Additive manufacturing and hot-fire testing of liquid rocket channel wall nozzles using blown powder directed energy deposition Inconel 625 and JBK-75 alloys. AIAA 2019-4362. In Proceedings of the AIAA Propulsion and Energy 2019 Forum, Indianapolis, IN, USA, 19–22 August 2019.
- Gradl, P.R. Rapid fabrication techniques for liquid rocket channel wall nozzles. AIAA 2016-4771. In Proceedings of the 52nd AIAA/SAE/ASEE Joint Propulsion Conference, Salt Lake City, UT, USA, 25–27 July 2016.
- Katsarelis, C.; Chen, P.; Gradl, P.; Protz, C.; Jones, Z.; Ellis, D.; Evans, L. Additive manufacturing of NASA HR-1 material for liquid rocket engine component applications. In Proceedings of the Joint Army-Navy-NASA-Air Force (JANNAF), Tampa, FL, USA, 9–13 December 2019; Available online: https://ntrs.nasa.gov/archive/nasa/casi.ntrs.nasa.gov/20200001007.pdf (accessed on 10 November 2021).
- Patel, N.; Standbridge, S.; van den Berghe, M.; Devalaraju, V. Design and additive manufacturing considerations for liquid rocket engine development. AIAA 2019-4392. In Proceedings of the AIAA Propulsion and Energy 2019 Forum, Indianapolis, IN, USA, 19–22 August 2019.
- Chandru, R.A.; Balasubramanian, N.; Oommen, C.; Raghunandan, B.N. Additive manufacturing of solid rocket propellant grains. J. Propuls. Power 2018, 34, 1090–1093.
- Ozawa, K.; Wang, H.-w.; Yoshino, T.; Tsuboi, N. Time-resolved fuel regression measurement function of a hybrid rocket solid fuel integrated by multi-material additive manufacturing. Acta Astronaut. 2021, 187, 89–100.
More
Information
Subjects:
Engineering, Aerospace
Contributors
MDPI registered users' name will be linked to their SciProfiles pages. To register with us, please refer to https://encyclopedia.pub/register
:
View Times:
1.7K
Revisions:
2 times
(View History)
Update Date:
20 Dec 2021
Table of Contents




Notice
You are not a member of the advisory board for this topic. If you want to update advisory board member profile, please contact office@encyclopedia.pub.
OK
Confirm
Only members of the Encyclopedia advisory board for this topic are allowed to note entries. Would you like to become an advisory board member of the Encyclopedia?
Yes
No
${ textCharacter }/${ maxCharacter }
Submit
Cancel
Back
Comments
${ item }
|
${ item.createdUser.fullName }
${ item.createdAt }
${ item.vote }
${ item.reply }
Delete
${ reply.createdUser.fullName }
${ reply.createdAt }
${ reply.vote }
Delete
There is no reply to this comment~
${ item.replyTextCharacter }/${ item.replyMaxCharacter }
Submit
Cancel
More
No more~
There is no comment~
${ textCharacter }/${ maxCharacter }
Submit
Cancel
${ selectedItem.replyTextCharacter }/${ selectedItem.replyMaxCharacter }
Submit
Cancel
Confirm
Are you sure to Delete?
Yes
No