Business process re-engineering allows optimising processes within businesses. One way to do so is to use lean thinking to maximise customer value whilst minimising waste. Just-in-time is one of the core elements of lean production and is the material flow design upon which the lean production model is founded. For such a production model to succeed and achieve high efficiency and productivity levels, it needs to have a robust quality management system to accomplish the notion of ‘right first time’ and have quality controls at the source to prevent defects from entering the production system altogether. Defects occur when products are produced outside of agreed tolerances of the approved specification. Defects are a significant contributor to product waste and waste of resources, including raw materials, energy, water, and human resources. A reduction in waste generation helps to boost business performance by lowering environmental, economic and social impacts, i.e., the three pillars of sustainability.
Optimised process monitoring helps identify defects in advance or as they happen in real time. A key function of the quality control (QC) process is to provide evidence that customer requirements (tolerances) of the product are met; therefore, measuring and controlling the values of the different variables that regulate the manufacturing processes is critical. However, collecting these values and handling the data manually tends to be slow, tedious, and prone to human error, as data can be misread, misplaced, or misrecorded easily. Furthermore, human judgement may not be consistent due to various factors including fatigue, mental or physical stress, as well as variability in heuristic and cognitive capabilities. Data capturing and analysing technology can be used instead to acquire such data and use it to control processes within acceptable parameters, ensuring optimum product flow and quality. Furthermore, as computing devices get smaller and cheaper, it is increasingly possible to tailor them to meet more needs on the factory floor, enabling machines to gather data, measure key performance indicators, and track operational efficiency. Data archiving is also necessary so that results can be reviewed later for auditing purposes. As cloud storage becomes safer, more affordable and with connection speeds that provide quick access, companies are increasingly moving away from paper records. This change introduces the challenge of reviewing and re-writing internal procedures to capture these new ways of data collection and reporting. It is important to know and prove who does what, when, how, and why for the purposes of traceability, accuracy, and consistency.
1. Introduction
Industry 4.0 aims at automating industrial practices by using concepts and technologies such as the Industrial Internet of Things (IIoT), Big Data and Cloud Analytics. These technologies are driving the digitalisation of supply chains, leading to improvements in operational efficiency, product quality and cost reduction
[1]. However, research focusing on the digitalisation of quality management processes towards an Industry 4.0 paradigm is limited. Leveraging the proliferation of IIoT and data connectivity along with standard quality tools and principles, Quality 4.0 can help organisations on their digital transformation journeys, improving both efficiency and product quality management
[2]. Quality 4.0 integrates directly with the manufacturing system and can enable the detection of non-conforming products in real time so that the QC team can evaluate and resolve issues
[3]. Quality 4.0 is not a substitute for standard quality management systems, but rather it builds and improves them. For instance, mobile devices such as tablets are a way to move away from a paper-based to a digitised process. It allows data to be collected, analysed, and distributed in real time for improved visibility and efficiency
[2][4], i.e., digitising data, which is one of the pillars of smart manufacturing
[5].
However, due to a lack of know-how, motivation and implementation costs for Industry 4.0 solutions, many small and medium enterprises (SMEs) have not adopted or explored these opportunities yet
[6][7]. By implementing such digitalisation solutions, businesses can reduce defects and therefore minimise waste generation. In this context, this article aims to illustrate how QC processes can be improved in an industrial case study by business process re-engineering. Industry 4.0 technologies and lean principles have been applied to remove or reduce production system waste, in order to improve the efficiency of factory processes and minimise final product defects. This should inspire other food businesses, and potentially other industrial companies, to digitalise their operations. Herein, therefore, caters to the knowledge and development of food quality and sustainability within an Industry 4.0 domain, with a focus on quality management and continuous improvement features (Quality 4.0), and considerations of sustainability principles.
2. Identification of the Improvement Solution
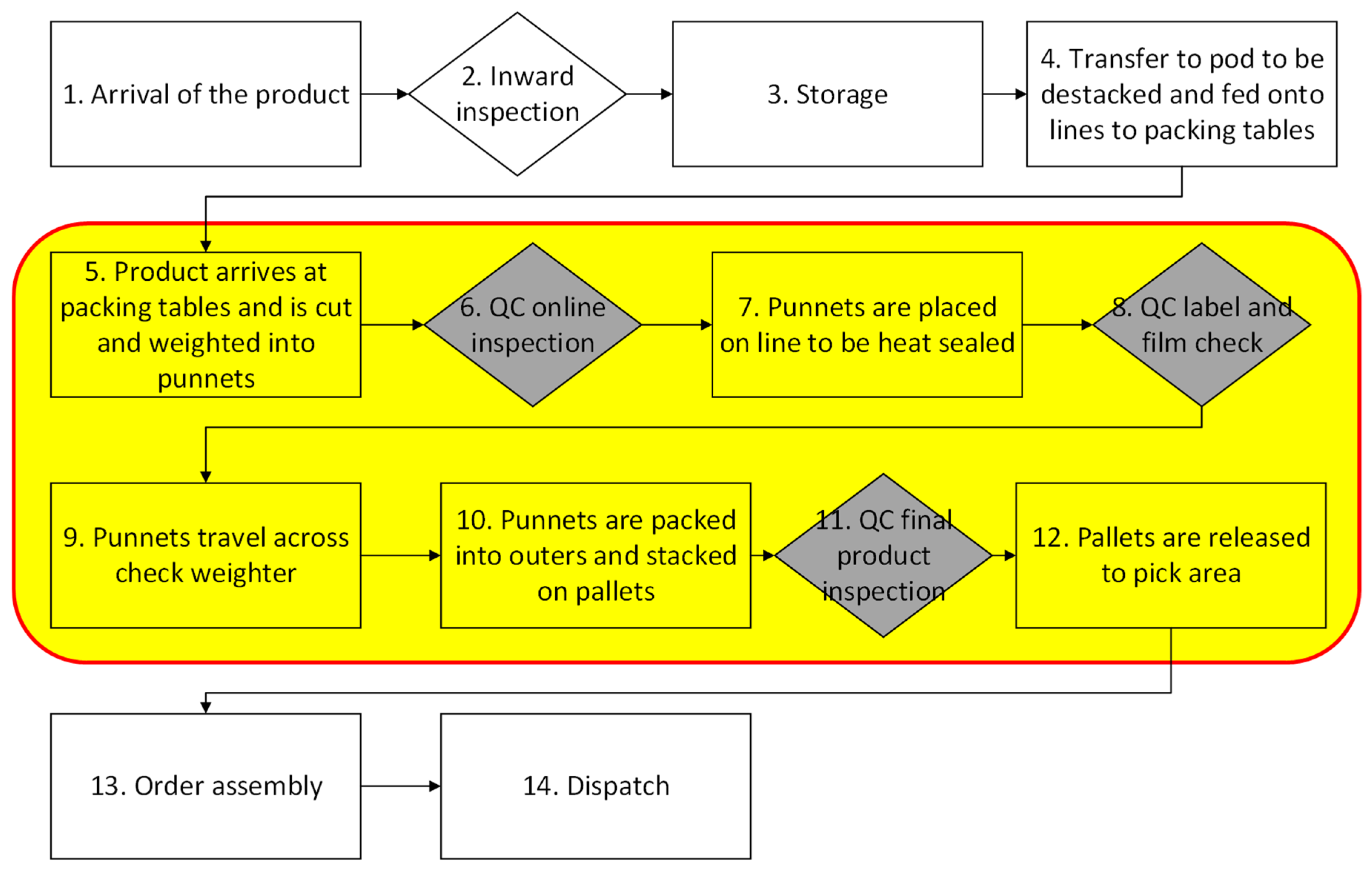
Figure 1 shows the fourteen processes involved from the arrival of the fruit products at a food business until they are dispatched to clients. This project is focused on the QC function within the pack-house (highlighted in yellow in
Figure 1). The rhombus represents the inspection step, and the grey-coloured rhombus denotes the QC process. The pack-house has 127 linked weighing stations and five dynamic check-weighers that allow food business to produce batches that conform to an average weight requirement, known as the Three Packers Rules
[8].
Figure 1. Process flowchart in the food business.
Following an analysis of the processes in the pack-house, three types of wastes were identified:
-
Defects: the fruit product that does not meet customer’s specifications at the first test must be reworked.
-
Uneconomical: the current paper-based reporting system does not add any real value and is expensive, as it needs people to physically record it and store the paperwork for a minimum of 5 years. The paperwork acts a proof of quality checks and for traceability purposes in case of recall or customer complaints. However, this information is of no use to the pack-house team.
-
Transport: the physical paperwork produced must be filed, moved and stored, taking up time and space before it is finally disposed of.
Furthermore, talent waste has also been identified, as the Line Quality Control (LQC) team is currently spending time and effort to complete and manage the paperwork when their efforts can be utilised for some other important tasks.
The LQC team also comes under pressure from the line leaders (whose main objective is to ensure high productivity) to pass products that have been processed. Empowering the QC team, allowing them to act upon their findings in real time and improve the overall quality of the end product, should also help keep the team motivated and feel that their work is more valued. Important influences on worker satisfaction are found in the opportunities for workers to use their skills, as well as promotion opportunities, and relationships with supervisors and co-workers. This means that the importance placed on the task being delegated to an employee can be a key factor in their motivation to perform at a high level
[9].
An Ishikawa diagram or fishbone diagram (Figure 2) was developed to identify where the root cause of the defects may occur. Key aspects identified (circled in red) were the effects of the environment, produce received, the inspection process, measurements following standards, training received by the staff and key performance indicators (KPIs) from customer requirements. These key aspects have been considered on the basis of the historical data available and the reasons behind the defects. The acronyms used in Figure 2 and their abbreviations are as follows: PDI: pre-delivery inspection, CCPs: critical control points, QCPs: quality control points, and PRPs: prerequisite programmes (good hygienic practices).
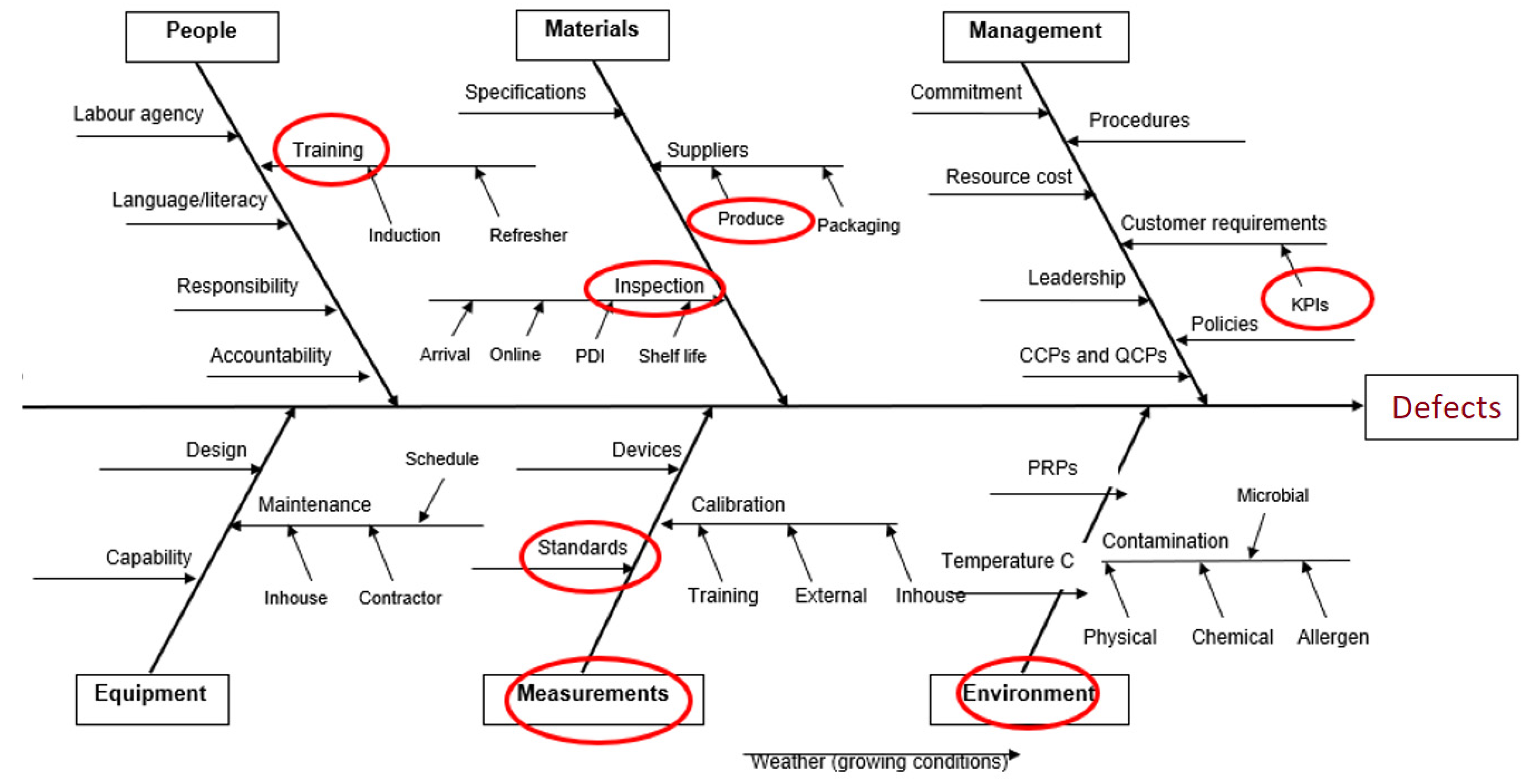
Figure 2. Ishikawa of the causes of defects at the food business.
Following further investigation, it was found that only 0.9% of the final product in the pack-house inspection is recorded to confirm that the product meets the customer standards. The information from this inspection is handwritten on an inspection form. Once the job is finished, this is filed, and the information recorded is generally not reviewed unless a rejection occurs upon customer receipt. The paperwork must then be filed and eventually stored before it can be disposed of after three years.
Furthermore, when interrogating the data from the final product checks following a rejection at the customer’s depot, it was noted that the documentation did not offer any evidence of the problem experienced at the depot. If there are no data that can explain the problems experienced at the depot, the system is not controlling product quality effectively but merely serves to fulfil the minimum needs to comply with customer and independent audit bodies’ traceability requirements. Exploring the root causes of this, it was found that the LQC team, responsible for checking and recording the quality of the product being produced on the factory floor, was spending large amounts of time completing “cumbersome forms and collecting physical label samples”, thereby neglecting the assessment of the quality of the finished product and not having enough time to work with the packers to reduce defects in the product.
Another issue is that the sample size of the final check was found to be too small to be significant because the batch produced can be delivered to the final customer over several depots. Each depot completes a minimum check that corresponds to the order size delivered. These checks take too long to complete and report. Consequently, by the time the LQC has completed the checks for an individual pallet, the whole pallet is finished. The LQC is then under pressure from the line leader (whose main concern is productivity) to approve the pallet as suitable for supply. The information that the LQC has collected is often wasted at this point and only exists for traceability purposes in the event of a rejection or recall by a customer (or mock recall by a certification body). The quality manager (QM) has attempted to increase sampling using the current system; however, due to the inherent time constraints of the process, this was considered unworkable for the LQC team.
The retailer that buys from the food business determines the initial sample size for inspection upon receipt at each of their depots to verify whether the lot is in or out of tolerance and should be kept or rejected. A lot is the amount of a single product delivered to one of their distribution depots in a daily order. This lot may be just a small part of the batch that was produced on a single job at the food business. The average sample size for the initial inspection is five per cent. Once the lot size is greater than 1000 units, the maximum sample size is 16 per cent. Therefore, to ensure that the food business can provide empirical evidence for the particular pallet delivered to the individual retailer distribution depot from any given batch, the sample size required must be increased. Consequently, the food business decided to increase the percentage of the final product that is inspected to a minimum of 9%. Since 1100 is the total number of punnets per standard pallet, this will mean that 100 punnets for every 1100 punnet produced must be inspected.
Each pallet produced has on average two pieces of QC paperwork that accompany it: an online check and the final product check. Other checks that are performed are the QC start-up check, the online label check and the Machine Minder (operator) checks. For each packing job of ten pallets, we can estimate that 25 pieces of paper are produced, which need to be filed and stored for a minimum of three years. This results in approximately 129,500 pieces of paper each year that is of no practical use.
The Technical Director and QM at the food business showed interest in digitalising data collection and remove the paperwork from the packing lines to reduce the time the LQC team spends on recording and reviewing checks, ensuring that they can target the most important aspects of the inspection. Following conversations with staff, it was suggested to introduce a tablet-based quality check (TBQC) system into the pack-house to digitise QC. The concept of using an electronic tablet that can allow multiple users to complete questionnaires in a repeatable way has been proven useful, allowing experiments to be saved and giving instant access to results
[10]. This idea should support the food business in employing lean-thinking principles within their processes to ensure QC checks are executed to reduce both physical waste and the use of resources during production. Digitising the checks could also allow monitoring of quality in real time and interrogation of the data at a later date. This should enhance the quality of the information being collected, with the additional possibility of taking photographic evidence where appropriate. Consequently, the LQC team will have more time to train the packers on the line to reduce the number of products being produced that contain defects. The QM also believes that increasing the inspection size and giving the QC team a view of their results in real time will increase their confidence and make them feel empowered to make further improvement decisions. Furthermore, by digitising the checks, the information produced will be live. It will enable the LQC team, QM and pack-house manager to react quickly to bring any product out of tolerance into conformity in good time if it falls short of predetermined standards.
The TBQC solution was further investigated by looking for existing digital solutions in the market within the fresh produce sector. Three businesses were identified, which offered a similar solution of hiring their equipment and software and receiving support for an annual fee. They provided an off-the-peg solution, which would not allow for interrogation of the data collected within these systems, instead being forced to rely on the provider to run seasonal reports and analyses. Furthermore, they do not integrate with the software that is already employed throughout the pack-house. In conjunction with the technical director and the QM of the food business, it was decided that a better solution was to develop a bespoke solution with the help of an automation and technology company with whom the food business has already worked in the past. This would allow the food business to tailor the reports and information to suit their needs.
Following the identification of the TBQC solution, the project objective was defined in detail following the SMART criteria
[11]:
-
Specific: to substitute the traditional paper-based quality check (PBC) with a novel tablet-based quality check (TBQC).
-
Measurable: the following parameters will be measured for both check systems: time spent to complete the recorded checks, time spent with packers, the proportion of punnets identified containing defects, economic costs and LQC’s satisfaction.
-
Achievable: The food business has set up a collaboration with an experienced automation and technology company that will support the development and implementation of the TBQC. The project objectives were signed off by the Managing Director.
-
Relevant: the approach and solution proposed to follow line-thinking principles that are expected to allow the food business to improve the overall performance of the business and reduce waste.
-
Time-bound: the project should be completed by October 2019.
3.Conclusions
This project has used business process re-engineering to identify a lean solution to improve the efficiency of the operations in a food company’s pack-house. By substituting a PBC system with a TBQC system, several operational parameters have been improved. The LQC has consistently completed the required checks more quickly, saving an average of 4.35 min per check. This saving has an immediate impact on the ability of the LQC team to work with the packers to produce the product without defects, and therefore reduce waste. When using the PBC system, the LQC could spend time working with the packers for only 10 out of 20 pallets produced, compared to 17 out of 20 when using the TBQC system. The LQC was able to spend a total of 29 min working with the packers when completing the PBC, compared to 74 min using the TBQC. This allows the LQC team to understand issues in the packhouse and to instruct the packers better. The additional time also allows the LQC team to identify defects before products are heat sealed; the LQC removes three times more defective punnets and returns them to the packers with TBQC than when using the PBC. This ensures that the product meets the customers’ tolerances and reduces the likelihood of rejection at the customers’ depot. It is expected that, as the LQC team spend more time working alongside the packers, the number of punnets the packers produce with defects will be reduced.
 +1 credit
+1 credit