 +1 credit
+1 credit
| Version | Summary | Created by | Modification | Content Size | Created at | Operation |
|---|---|---|---|---|---|---|
| 1 | Matteo Vitale | + 1732 word(s) | 1732 | 2021-07-16 12:30:37 |
Video Upload Options
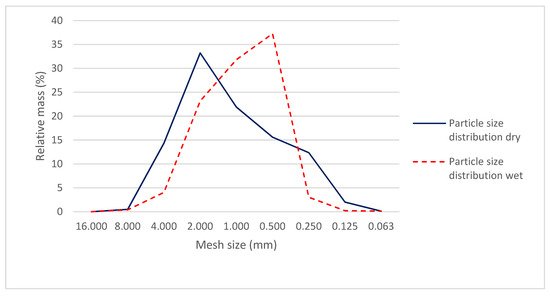
The Orange Peel Board is a panel made by mixture of different proportions dried peels and wet peels. The commonly used processing method is thermo-pressing.
1. Introduction
2. Preparation

3. Properties
3.1. Shrinkage
The springs allow keeping the pressure constant even after the volume reduction and a planar panel were obtained. Significant differences were found in the water content of the blends, and, as expected, shrinkage decreased with the addition of dried orange peels.
3.2. Thermal Properties
Compared with the literature, the samples from orange peel showed a higher thermal conductivity than other non-natural commercial insulations such as mineral wool, polystyrenes, and so on. However, the conductivity values obtained from orange peel panels are in line with the conductivity of other agro-waste insulation materials such as durian [19] and ficus indica [20]. Furthermore, the conductivity is lower than the particleboard made with corn-cob [7], sunflower [35] and walnut shell [36], and greater than the particleboard made with coconut shell [19], pineapple leaves [9], sugarcane [37] and rice straw [4].
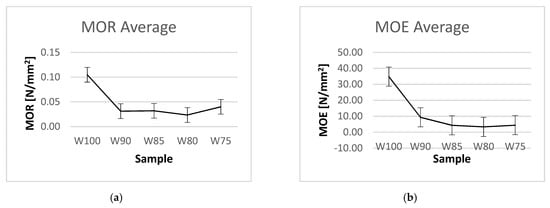
3.3. Mechanical Properties
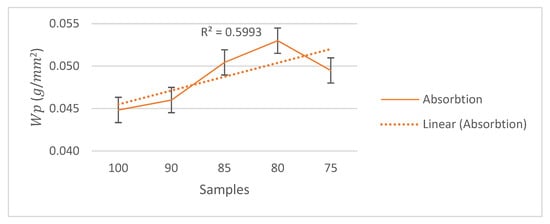
3.4. Water Absorption
4. Conclusions
References
- Vefago, L.H.M.; Avellaneda, J. Recycling concepts and the index of recyclability for building materials. Resour. Conserv. Recycl. 2013, 72, 127–135.
- Ibrahim, M.I.M. Estimating the sustainability returns of recycling construction waste from building projects. Sustain. Cities Soc. 2016, 23, 78–93.
- Pomponi, F.; Moncaster, A. Circular economy for the built environment: A research framework. J. Clean. Prod. 2017, 143, 710–718.
- Wei, K.; Lv, C.; Chen, M.; Zhou, X.; Dai, Z.; Shen, D. Development and performance evaluation of a new thermal insulation material from rice straw using high frequency hot-pressing. Energy Build. 2015, 87, 116–122.
- Chabannes, M.; Garcia-Diaz, E.; Clerc, L.; Bénézet, J.-C. Studying the hardening and mechanical performances of rice husk and hemp-based building materials cured under natural and accelerated carbonation. Constr. Build. Mater. 2015, 94, 105–115.
- Widyorini, R.; Xu, J.; Umemura, K.; Kawai, S. Manufacture and properties of binderless particleboard from bagasse I: Effects of raw material type, storage methods, and manufacturing process. J. Wood Sci. 2005, 51, 648–654.
- Pinto, J.; Sá, A.B.; Pereira, S.; Bentes, I.; Paiva, A. Possible Applications of Corncob as a Raw Insulation Material. In Insulation Materials in Context of Sustainability; IntechOpen: Rijeka, Croatia, 2016.
- Akinyemi, A.B.; Afolayan, J.; Oluwatobi, E.O. Some properties of composite corn cob and sawdust particle boards. Constr. Build. Mater. 2016, 127, 436–441.
- Tangjuank, S. Thermal insulation and physical properties of particleboards from pineapple leaves. Int. J. Phys. Sci. 2011, 6, 4528–4532.
- Idicula, M.; Boudenne, A.; Umadevi, L.; Ibos, L.; Candau, Y.; Thomas, S. Thermophysical properties of natural fibre reinforced polyester composites. Compos. Sci. Technol. 2006, 66, 2719–2725.
- Quaranta, N.; Pelozo, G.; Cristóbal, A.; Kawamura, M.; Césari, A. Use of wastes from the peanut industry in the manufacture of building materials. Int. J. Sustain. Dev. Plan. 2018, 13, 662–670.
- Lamrani, M.; Laaroussi, N.; Khabbazi, A.; Khalfaoui, M.; Garoum, M.; Feiz, A. Experimental study of thermal properties of a new ecological building material based on peanut shells and plaster. Case Stud. Constr. Mater. 2017, 7, 294–304.
- Lachheb, A.; Allouhi, A.; El Marhoune, M.; Saadani, R.; Kousksou, T.; Jamil, A.; Rahmoune, M.; Oussouaddi, O. Thermal insulation improvement in construction materials by adding spent coffee grounds: An experimental and simulation study. J. Clean. Prod. 2019, 209, 1411–1419.
- Ricciardi, P.; Torchia, F.; Belloni, E.; Lascaro, E.; Buratti, C. Environmental characterisation of coffee chaff, a new recycled material for building applications. Constr. Build. Mater. 2017, 147, 185–193.
- Van Dam, J.E.; Oever, M.J.V.D.; Keijsers, E.R. Production process for high density high performance binderless boards from whole coconut husk. Ind. Crop. Prod. 2004, 20, 97–101.
- Fiorelli, J.; Curtolo, D.D.; Barrero, N.G.; Savastano, H.; Pallone, E.M.D.J.A.; Johnson, R.; Junior, H.S. Particulate composite based on coconut fiber and castor oil polyurethane adhesive: An eco-efficient product. Ind. Crop. Prod. 2012, 40, 69–75.
- Evon, P.; Vinet, J.; Labonne, L.; Rigal, L. Influence of thermo-pressing conditions on the mechanical properties of biodegradable fiberboards made from a deoiled sunflower cake. Ind. Crop. Prod. 2015, 65, 117–126.
- Da Silva, C.; Stefanowski, B.; Maskell, D.; Ormondroyd, G.; Ansell, M.; Dengel, A.; Ball, R. Improvement of indoor air quality by MDF panels containing walnut shells. Build. Environ. 2017, 123, 427–436.
- Khedari, J.; Charoenvai, S.; Hirunlabh, J. New insulating particleboards from durian peel and coconut coir. Build. Environ. 2003, 38, 435–441.
- De Vecchi, A.; Colajanni, S. Isolamento termico: Dal riciclo all’innovazione. In Colloqui.AT.e 2016: MATER(i)A. Materials, Architetcture, Tecnology, Energy/Environment, Reuse (Interdisciplinary), Adaptability; Gangemi: Roma, Italy, 2016; pp. 119–128.
- Mati-Baouche, N.; De Baynast, H.; Lebert, A.; Sun, S.; Lopez-Mingo, C.J.S.; Leclaire, P.; Michaud, P. Mechanical, thermal and acoustical characterizations of an insulating bio-based composite made from sunflower stalks particles and chitosan. Ind. Crop. Prod. 2014, 58, 244–250.
- Chabriac, P.; Gourdon, E.; Glé, P.; Fabbri, A.; Lenormand, H. Agricultural by-products for building insulation: Acoustical characterization and modeling to predict micro-structural parameters. Constr. Build. Mater. 2016, 112, 158–167.
- FAO. Citrus Fruit Fresh and Processed Statistical Bulletin 2016; FAO: Rome, Italy, 2017.
- Satari, B.; Karimi, K. Citrus processing wastes: Environmental impacts, recent advances, and future perspectives in total valorization. Resour. Conserv. Recycl. 2018, 129, 153–167.
- Zema, D.; Calabrò, P.; Folino, A.; Tamburino, V.; Zappia, G.; Zimbone, S. Valorisation of citrus processing waste: A review. Waste Manag. 2018, 80, 252–273.
- Mamma, D.; Christakopoulos, P. Citrus peels: An excellent raw material for the bioconversion into value-added products. Tree For. Sci. Biotechnol. 2008, 2, 83–97.
- Groult, S.; Budtova, T. Thermal conductivity/structure correlations in thermal super-insulating pectin aerogels. Carbohydr. Polym. 2018, 196, 73–81.
- Zhao, H.-B.; Chen, M.-J.; Chen, H.-B. Thermally Insulating and Flame-Retardant Polyaniline/Pectin Aerogels. ACS Sustain. Chem. Eng. 2017, 5, 7012–7019.
- Rudaz, C.; Courson, R.; Bonnet, L.; Calas-Etienne, S.; Sallée, H.; Budtova, T. Aeropectin: Fully Biomass-Based Mechanically Strong and Thermal Superinsulating Aerogel. Biomacromolecules 2014, 15, 2188–2195.
- Khule, N.R.; Mahale, N.B.; Shelar, D.S.; Rokade, M.M.; Chaudhari, S.R. Extraction of pectin from citrus fruit peel and use as natural binder in paracetamol tablet. Der Pharm. Lett. 2012, 4, 558–564.
- Cascone, S.M.; Cascone, S.; Vitale, M. Building insulating materials from agricultural by-products: A review. In Sustainability in Energy and Buildings 2020; (Smart Innovation, Systems and Technologies); Springer: Berlin/Heidleberg, Germany, 2020.
- Asdrubali, F.; D’Alessandro, F.; Schiavoni, S. A review of unconventional sustainable building insulation materials. Sustain. Mater. Technol. 2015, 4, 1–17.
- Pintiaux, T.; Viet, D.; Vandenbossche, V.; Rigal, L.; Rouilly, A. Binderless materials obtained by thermo-compressive processing of lignocellulosic fibers: A Comprehensive review. BioResources 2015, 10, 1915–1963.
- Okuda, N.; Sato, M. Manufacture and mechanical properties of binderless boards from kenaf core. J. Wood Sci. 2004, 50, 53–61.
- Evon, P.; Vandenbossche, V.; Pontalier, P.-Y.; Rigal, L. New thermal insulation fiberboards from cake generated during biorefinery of sunflower whole plant in a twin-screw extruder. Ind. Crop. Prod. 2014, 52, 354–362.
- Yarbrough, D.W.; Wilkes, K.E.; Olivier, P.A.; Graves, R.S.; Vohra, A. Apparent Thermal Conductivity Data and Related Information for Rice Hull and Crushed Pecan Shells. Therm. Conduct. 2005, 27, 222–230.
- Manohar, K. Experimental Investigation of Building Thermal Insulation from Agricultural By-products. Br. J. Appl. Sci. Technol. 2012, 2, 227–239.
- Sengul, O.; Azizi, S.; Karaosmanoglu, F.; Tasdemir, M.A. Effect of expanded perlite on the mechanical properties and thermal conductivity of lightweight concrete. Energy Build. 2011, 43, 671–676.
- Iucolano, F.; Liguori, B.; Caputo, D.; Colangelo, F.; Cioffi, R. Recycled plastic aggregate in mortars composition: Effect on physical and mechanical properties. Mater. Des. 2013, 52, 916–922.
- Powrie, W.D.; Wu, C.H.; Molund, V.P. Browning reaction systems as sources of mutagens and antimutagens. Environ. Health Perspect. 1986, 67, 47–54.
- Yaylayan, V.A. Classification of the Maillard reaction: A conceptual approach. Trends Food Sci. Technol. 1997, 8, 13–18.
- Nocera, F.; Caponetto, R.; Giuffrida, G.; Detommaso, M. Energetic retrofit strategies for traditional sicilian wine cellars: A case study. Energies 2020, 13, 3237.
- Trovato, M.R.; Nocera, F.; Giuffrida, S. Life-cycle assessment and monetary measurements for the carbon footprint reduction of public buildings. Sustainability 2020, 12, 3460.

