Your browser does not fully support modern features. Please upgrade for a smoother experience.
Please note this is an old version of this entry, which may differ significantly from the current revision.
Subjects:
Engineering, Civil
Basic oxygen furnace slag is an significant environmental liability produced by the steel industry, considering the volume of material produced and its specific physical and chemical characteristics. To further understand the advantages and limitations of BOF slag aggregate and to establish its role in the replacement of natural sand in Portland cement concrete, the slag was characterized in depth in terms of both its physical and morphological properties.
- BOF slag
- Portland cement concrete
- fine aggregate
- steel
1. Introduction
The world’s production of crude steel has grown positively in recent years, with remarkable production figures seen in 2021, the year in which 1960 million tons of steel were produced around the world. The Brazilian steel industry remains among the tenth largest steel producers in the world and was responsible for the production of about 34 Mt of crude steel in 2022. In addition to iron and steel, the steel industry produces high levels of co-products. Therefore, the main solid co-products are slags, 90% by mass, and as steel production increases, so does slag production. Compared to Electric-Arc Furnace (EAF) slag, produced by high-power electric arcs, the basic oxygen furnace (BOF) slag route is responsible for the production of, on average, a greater quantity of by-product, 400 kg/ton of steel, while EAF slag route is responsible for 200 kg/ton [1].
Despite presenting similar characteristics (the presence of free oxides, a chemical composition based on iron oxides, aluminum-silicon, and calcium), both materials present important differences: (1) CaO and free CaO contents in BOF slag are higher; (2) FeO content is lower in EAF slag; (3) EAF slag has a greater SiO2 content; and (4) BOF slag has more hydraulic silicate minerals. Those are all relevant characteristics regarding the expansive potential of slag and the development of reactions between slag and the cementitious matrix, facts that make BOF slag a distinct material and imply the individual study of its properties and the impact of its use [1,2,3,4].
Studying ways to reuse slag is crucial, considering that recovered slag can be sold and used by other industries (i.e., the cement and construction industries), which generates revenues for steel producers and might prevent waste landfill development [1]. The landfill’s creation for slag storage has inflated costs and demanded the occupation of huge areas, as well as exposing the surrounding areas when the material is dragged due to weather conditions, bringing the risk of health contamination to the environment due to air, surface water, groundwater, and soil contamination by the deposition of an uncommon material [1,5].
Steel slags can be used in several fields according to their characteristics. Many studies have demonstrated the possibility of using BOF slag as construction materials, such as in Portland cement manufacturing (by replacing clinker, cement, or blast furnace slag) or using the slag as an artificial aggregate in concrete manufacturing. Considering the use of slag in construction, the main benefits to be achieved are the cost reduction of creating and maintaining landfills; boosting the production of cement plants; and the costs and environmental impact reduction concerning the extraction and the transportation of natural aggregates [6,7,8,9,10,11].
An effective way to encourage and increase BOF slag use in constructions is by the substitution of natural aggregates. The use of slag, as an aggregate, presents greater advantages, economic and environmental, when compared to its use in the replacement of clinker or cement. The first factor corresponds to the volume of material to be used; as the aggregates correspond to about 70% of the concrete volume, a higher content of aggregates of slag might be incorporated into the concrete. Furthermore, for clinker replacement, a possible reduction in mechanical properties can be observed in the concrete if the clinker content is abruptly reduced [10,11,12,13].
Another significant factor is the energy consumption related to the grinding of the slag to the granulometry of the cement (about 75 μm). The grinding process is one of the most energy-intensive steps in cement production, with approximately one-third of the total energy being consumed. However, in the case of BOF slag, if the recovery of iron in the BOF slag has been carried out efficiently, the costs can be reduced [6].
As previously mentioned, BOF slag is an significant environmental liability produced by the steel industry, considering the volume of material produced and its specific physical and chemical characteristics. Although other studies have explored the theme of using BOF slag in civil construction, there is little information about the use of BOF slag as fine aggregate in the production of concrete. In addition, due to the complexity of the slag and its properties, the results observed in the literature are widely variable and slightly contribute to reducing the impact of the growing demand for solid waste disposal areas. This inhibits the technological progress that using slag can make possible by integrating slag processing technologies with production techniques with less environmental impact.
To further understand the advantages and limitations of BOF slag aggregate and to establish its role in the replacement of natural sand in Portland cement concrete, the slag was characterized in depth in terms of both its physical and morphological properties (specific gravity, water absorption, granulometric composition, porosimetry by nitrogen adsorption, and Los Angeles abrasion), and chemical and mineralogical aspects (X-ray Fluorescence, electron microprobe analysis, thermogravimetric analysis, and X-ray diffraction). To specifically verify the potential for expansion of the slag in an eventual interaction with the cement alkalis, a test to detect the alkali-aggregate reaction was performed in the field of durability. In order to achieve these goals, four samples of concrete with different contents of BOF slag were prepared with masses of: 0%; 25%; 50%, and 75%. The concretes were evaluated by compressive strength, splitting tensile strength, modulus of elasticity, and surface hardness. The results obtained show equivalent or superior properties to concrete without slag incorporation as aggregate.
2. BOF Slag Characteristics and Properties
BOF slag is generated during the blowing of oxygen inside a basic oxygen furnace (Figure 1) to remove the undesirable elements (silica, calcium oxide, magnesium oxide, and aluminum and iron oxides) and to reduce the carbon content in pig iron [7,8,14].
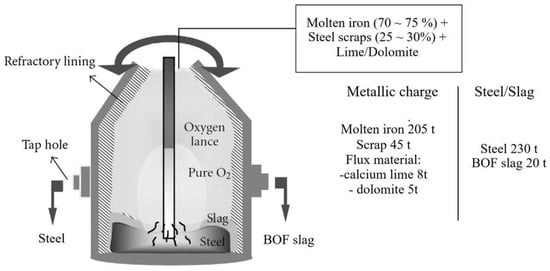
Figure 1. Schematic representation of the BOF process [2].
During the conversion process, lime (CaO/Ca(OH)2) or dolomite (CaMg(CO3)2) is added to the furnace to increase the slag capacity to incorporate deleterious elements of steel and protect the refractory lining of the furnace, which makes the CaO content in BOF slag particularly high [1,10,12,13,14].
The main BOF slag components and the variation range are 34–55% of CaO, 8–20% of SiO2, 1–7% of Al2O3, 14–32% of Fe2O3, and 1–10% of MgO, as presented in Table 1. The BOF slag presents great mineralogical similarity to raw materials for cement manufacture such as olivine [(Mg,Fe)2(SiO4)], merwinite [Ca3Mg(SiO4)2], 3CaO·SiO2 (C3S), 3CaO·SiO2 (C2S), 4CaO·Al2O3·Fe2O3 (C4AF), 2CaO·Fe2O3 (C2F), CaO, and solid solutions of CaO-FeO-MnO-MgO (the RO phase). The presence of calcium silicates (C2S and C3S), tetracalcium aluminoferrite (C4AF), and other mineral components provide cementitious properties to steel slag. However, the solidification process of BOF slags, normally slowly cooled under atmospheric conditions, leads to the transformation of most C3S into C2S + CaO and to the formation of a crystalline structure, which makes BOF slag far less reactive than Portland cement and more susceptible to expansion [15,16,17,18,19,20].
Table 1. Chemical composition of BOF slags according to the literature.
| Reference | [2] | [4] | [7] | [9] | [10] | [11] | [14] | [15] | [18] | [20] |
|---|---|---|---|---|---|---|---|---|---|---|
| CaO | 39.4 | 37.9 | 40.1–45 | 43.4 | 45.1 | 30–55 | 52.3 | 46.4 | 58.5 | 34.3–41.9 |
| SiO2 | 11.9 | 15.5 | 8.6–13.1 | 13.5 | 11.3 | 8–20 | 15.3 | 11.1 | 10.7 | 13.6–17.3 |
| Al2O3 | 2.16 | 4.3 | 1.7–2.1 | 3.3 | 1.1 | 1–6 | 1.3 | 1.2 | 1.71 | 3.4–6.9 |
| MgO | 9.7 | 3.5 | 4.5–7.5 | 5.8 | 6.1 | 5–15 | 1.1 | 8.3 | 4.3 | 2.7–7.1 |
| Fe2O3 | 30.2 | 28.2 | 28.3 -3 | 28.6 | 29.6 | 14–2 | 16.2 | 23.2 | 15.3 | 20.1–36.2 |
| SO3 | 0.12 | 0.7 | 0.4–1.2 | 0.4 | 0.1 | 0.5–0.2 | - | - | 0.04 | 0.4–0.7 |
| MnO | 2.7 | 3.6 | 2–4.1 | - | 4.4 | 1–5 | 0.4 | 2.71 | - | 2.9–4 |
| P2O5 | 1 | 1.8 | 1.4–2.4 | 1.5 | 1.5 | 0.2–2 | 3.1 | 2.1 | - | 1.1–1.9 |
| Na2O | 0.25 | 0.2 | - | - | 0.2 | - | - | 0.09 | - | 0.13–0.15 |
| K2O | 0.05 | 0.09 | - | 0.05 | - | - | - | 0.0 | - | - |
| TiO2 | 0.4 | 0.8 | 0.5–0.9 | 0.6 | 0.45 | 0.4–2 | - | 0.4 | - | - |
The slow cooling process forms an overly complex mineralogical composition crystalline structure and, in general, the mineralogical composition of BOF slag is highly variable, as summarized in Table 2, with many overlapping peaks of crystalline phases, which makes its characterization a difficult task [2,7,15,16,17].
Table 2. Mineralogical composition of BOF slag according to the literature.
| Reference | Mineral Composition |
|---|---|
| [2] | Ca(OH)2, Ca2Fe2O5, Ca3Mg(SiO4)2, Ca2SiO4, CaCO3, CaO, Mg(CO3)2, CaSiO3, MgO, MgSO4·5H2O, CaMgSiO4, Fe2O3, MgCO3 |
| [3] | CaO, Ca(OH)2, Mg(OH)2, CaCO3, 2CaO·SiO2, FeO, SiO2, Fe3O4, Ca2SiO4·H2O,4CaO·Al2O3 Fe2O3, CaSiO3 |
| [4] | Ca(OH)2, C-S-H, SiO2, CaCO3, 3CaO·SiO2, 3CaO·Al2O3,MgFe2O4, RO, FeO, 2CaO·SiO2 |
| [7] | CaCO3, Ca(OH)2, 2CaO·SiO2, FeO, 2CaO·Fe2O3 |
| [10] | 2CaO·SiO2, 2CaO·Fe2O3, MgO, AlFe2O4 |
| [11] | 3CaO·SiO2, 2CaO·SiO2, CaO, CaCO3, FeO, MgFe2O4, 2CaO·Fe2O3 |
| [14] | CaO·SiO2, 2CaO·Fe2O3, 3CaO·SiO2, Fe2O3, (Ca, Mg, Si, Fe)O |
| 2CaO·Fe2O3, 3CaO·P2O5, 2CaO·SiO2, CaO | |
| [17] | 2CaO·SiO2, 4CaO·Al2O3.Fe2O3, Ca(OH)2, 3CaO·SiO2, 2CaO·Fe2O3, Fe3O4, SiO2 |
| [18] | Fe, FeO, Fe2O3, (Ca, Fe, Mg, Si)O, 2CaO·Fe2O3, 2CaO·SiO2 |
| [19] | CaCO3, CaO, Ca(OH)2, 2CaO·SiO2, FeO, 2CaO·Fe2O3, SiO2 |
| [20] | 3CaO·SiO2, 2CaO·SiO2, 2CaO·Fe2O3, C12A7, Fe3O4, CaO, MgO, Ca(OH)2, (Ca, Al, Si)O |
| [21] | Ca3SiO5, 2CaO·SiO2, CaO, Ca(OH)2, 4CaO·Al2O3·Fe2O3, MgO, Ca2SiO4 |
The slow cooling justifies the possibility of using slag as aggregates in roads, parking lots, buildings, and other constructions due to developed characteristics such as particle rough texture, high angularity, high surface area, high hardness, and wear resistance, all fairly influenced by the cooling process due to the crystalline structure and the mineral phases formed, which consequently determine its application. Figure 2 shows the relationship between the characteristics of steel slag and its potential application [8,15,16,17,18,19,22].
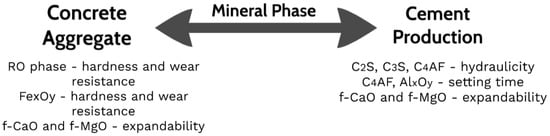
Figure 2. Relationship between the steel slag characteristics and its potential application.
The limiting factor for the use of BOF slag aggregates corresponds to the slag volumetric variation, due to the presence of unstable mineralogical phases. One of those unstable phases is the dicalcium silicate (C2S), commonly present in BOF slag in content higher than the C3S phase. The C2S presents four polymorphic forms: α, α’, β, and γ, with βC2S being widely observed in BOF slag. As a metastable phase, during the cooling (500–530 °C), βC2S is converted to γC2S and this transformation leads to a specific gravity reduction from 3.28 to 2.97 g/cm3, and a volume increase of approximately 10% [2,12].
Less intensely, the BOF slag expansion may also be related to the oxidation and corrosion of metallic iron (FeO) present in its composition. However, the main expansive agent is the free CaO, followed by free MgO. The main reason for their occurrence in the slag results from the incomplete dissolution of lime or dolomite added in the converter, which leads to the formation of agglomerates of unreacted oxides. Consequently, during slow cooling, free CaO and free MgO are retained inside the crystalline slag particles, formed in different sizes, which makes the hydration of the inner layers of the slag extremely difficult, resulting in a high content of unreacted CaO and MgO [17,23,24,25].
The disadvantage of the presence of those free oxides is the fact that their hydration causes significant volumetric expansion during the formation of portlandite (Ca(OH)2—a volumetric increase of almost 100%), and brucite (Mg(OH)2—about 120%), and occurs after the cement hydration, consequently, in confined environments. This may lead to the slag disintegration and to the mortar or concrete cracking due to the high internal pressures, reducing its mechanical strength and its resistance to chemically aggressive environments [10,11,12,17,18,19,20,21,22,23,24,25].
In this context, Wang et al. [26] confirmed that free lime is the main expansion agent, even after four years of concrete curing, compared to free MgO. The authors found that the content of f-CaO about 5%, provided to the steel slag’s bad soundness, which caused the concrete cracking. According to the authors, many cracks were visible on the surface of the concrete specimens, and the concrete lost its rigidity, but, in extreme cases, concrete specimens were completely fractured due to the f-CaO expansion, and then the strength tests were impossible to be carried out.
3. Slag Concrete Properties
For the replacement of natural aggregates, the most important properties required for a satisfactory concrete performance correspond to specific gravity, shape, resistance to fragmentation, water absorption, wear resistance, and volumetric stability. A comparison of the properties of natural and BOF slag aggregates is shown in Table 3.
BOF slags present high specific gravity, generally between 3.1 and 3.7 g/cm3, due to their high iron-oxide content and iron particles, which can result in longer crushing and grindability time for BOF slag (i.e., grindability index of steel slag: 0.7, blast furnace slag: 0.96 and sand: 1.0) [4,23,27]. As shown in Table 3, BOF slag water absorption is generally higher than that of sand and coarse aggregates, especially for finer particle sizes, which can lead to increased water demand to maintain the consistency of the concrete in the fresh state and, consequently, increase the concrete porosity.
In terms of morphology, BOF slag presents an irregular and angular shape, which generates better interlocking between the aggregates and the cement paste, characteristics attributed to the crushing process and to the mechanical strengths resulting from slow cooling [9,10,16]. On the other hand, the very sharp edges can have a negative effect, reducing the workability of the mixtures of concrete with high substitution content due to a reduction in concrete mobility as well as possible particle segregation in the mixture [9,17,22,28,29,30,31,32,33].
Table 3. Properties of BOF slag aggregate, according to the literature.
| Aggregates | Ap. Specific Gravity [g/cm3] | Water Absorption [%] | Los Angeles Abras. Value [%] | f-CaO [%] | Reference |
|---|---|---|---|---|---|
| BOF SLAG | 3.4 | 2 | 18 | 5.3 | [9] |
| Granite | 2.7 | 0.5 | 20 | N/A | |
| Sand | 2.6 | 0.8 | - | N/A | |
| BOF SLAG | 3.5 | 2.3 | - | 3.4 | [11] |
| Dolomite | 2.8 | 1.8 | - | N/A | |
| Sand | 2.7 | 1.5 | - | N/A | |
| BOF SLAG | 3.4 | 2.4 | 12.7 | - | [15] |
| Gravel | 2.7 | 0.5 | 20.8 | N/A | |
| BOF SLAG | 3.4 | 1–1.7 | 14–16 | 1.1 | [16] |
| Dolerite | 2.8 | 0.3 | 14.8 | N/A | |
| BOF SLAG | 3.1–3.7 | 0.2–1 | 17 | - | [17] |
| Granite | 2.6–2.8 | 0.3–1.2 | - | - | |
| BOF SLAG | 3.1–3.7 | 0.2–1 | 9–18 | <10 | [28] |
| Basalt | 2.6–2.8 | 0.3–1.2 | 15–20 | N/A | |
| BOF SLAG | 3.3 | 1 | 22 | <10 | [29] |
| Granite | 2.5 | <0.5 | 12 | N/A | |
| Gravel | 2.6 | <0.5 | 21 | N/A | |
| BOF SLAG | 3.4 | 1.9 | 12.9 | 1.9 | [30] |
| Limestone | 2.7 | 0.9 | - | N/A | |
| Basalt | 2.8 | 0.3 | 17.1 | N/A | |
| BOF SLAG | 3.4 | 1.8 | 11 | - | [31] |
| Limestone | 2.6 | 1.1 | 25 | - | |
| Fine BOF SLAG | 3.58 | 4.2 | - | 6.5 | [32] |
| Sand | 2.56 | 4.0 | - | N/A | |
| Coarse BOF SLAG | 3.42 | 3.3 | - | 6.5 | |
| Limestone | 2.49 | 1.7 | - | N/A |
BOF slag has a rougher surface compared to natural aggregates, resulting in a higher bonding strength with cement paste. Higher bonding may also be a result of the porous slag particles due to the ability of cement paste to penetrate the porous structure, which increases the bond, or to asphalt concrete, as observed by Kambole et al. [23]. They studied the use of BOF slag aggregates for asphalt concrete and found that the high-water absorption of slag allowed the asphalt binder to be properly absorbed, ensuring the required grip and satisfactory pavement performance compared to less absorbent aggregates [9,17,22,29].
According to the literature, the positive results of BOF slag aggregates use in concrete manufacturing are mainly justified due to the angularity of the slag particles, and the rough surface texture that promotes interlocking and higher mechanical bonding [9,11,17,29,30]. Nevertheless, the nullifying effects observed by the authors are the differences in the particle size distribution of slag compared to natural aggregates. This factor has a great influence on the packing degree of the mixture, which may increase the voids’ proportion and porosity. Moreover, the high angularity of slag particles might hamper the particles’ ability to roll and densify, which may require more water or cement paste to achieve the desired workability [9,11,15,17,22,29,30].
Few results concerning the effects of slag use on the tensile strength and elastic modulus of concrete are found. Tensile strength is sensitive to the amount of f-CaO and f-MgO present in the slag due to the generation of cracks from the expansive process of late hydration, derived from the tensile stress sensitivity of the hardened cement paste. Concerning the elasticity modulus of concrete, it is largely affected by the modulus of concrete constituent aggregates, since a significant difference between the modulus of elasticity promotes the development of fissures in the cementitious aggregate-matrix interface. Regarding the effect of BOF slag use, the greater slag’s porosity might reduce the concrete strength of elastic deformation, compared to some natural aggregates. Thus, the aggregate porosity determines the stiffness and controls the ability of the aggregate to restrict the deformation of the cementitious matrix, which, consequently, leads to the reduction of concrete elasticity modulus in the function of the boost in BOF slag aggregate content [9,17].
In general terms, comparing the replacement of the coarse aggregate with the fine aggregate in concrete manufacturing, it was observed that the substitution of sand introduced more benefits at different levels of replacement, while the increase in slag coarse aggregate content in the composition of some concretes led to a decrease in mechanical strength. A reduction in the workability of some concretes with high slag content was also observed with the replacement of coarse aggregate due to the angular shape of the aggregates and the higher water absorption of slag aggregate, which reduced the mobility of the cementitious matrix. Additionally, in some cases, a tendency towards slight bleeding and segregation was observed [9,17,22,26,29,32,33,34,35,36].
Concerning the composition, the formation of a thin layer of calcite on the slag aggregate surface was identified in some studies. The formation of this layer generated poor adhesion at the interface between the aggregate and cement paste, and a reduction in the concrete’s mechanical properties. In addition, it is usual to observe that the strength of the BOF slag concrete continues to grow after 90 days of curing due to the low rate of BOF slag hydration. Along the same lines, the literature reports that the expandability increases with the curing time, due to free CaO and MgO presenting slow hydration rates. This fact might promote the formation of fissures and crack propagation in the concrete structure, which exposes the slag aggregate and in severe cases, might lead to the concrete rupture caused by the decrease in split tensile and flexural strengths. Nonetheless, the occurrence and the age of the failures induced by the expansion might vary for several reasons, such as the function of the steel slag contents, the f-CaO and f-MgO contents in the slag, and the concrete’s water-to-binder ratios [9,22,26,29,30,35,36,37,38].
This entry is adapted from the peer-reviewed paper 10.3390/buildings13051193
This entry is offline, you can click here to edit this entry!