Extrusion-based 3D concrete printing (E3DCP) has been appreciated by academia and industry as the most plausible candidate for prospective concrete constructions.
- concrete extrusion
- 3D concrete printing
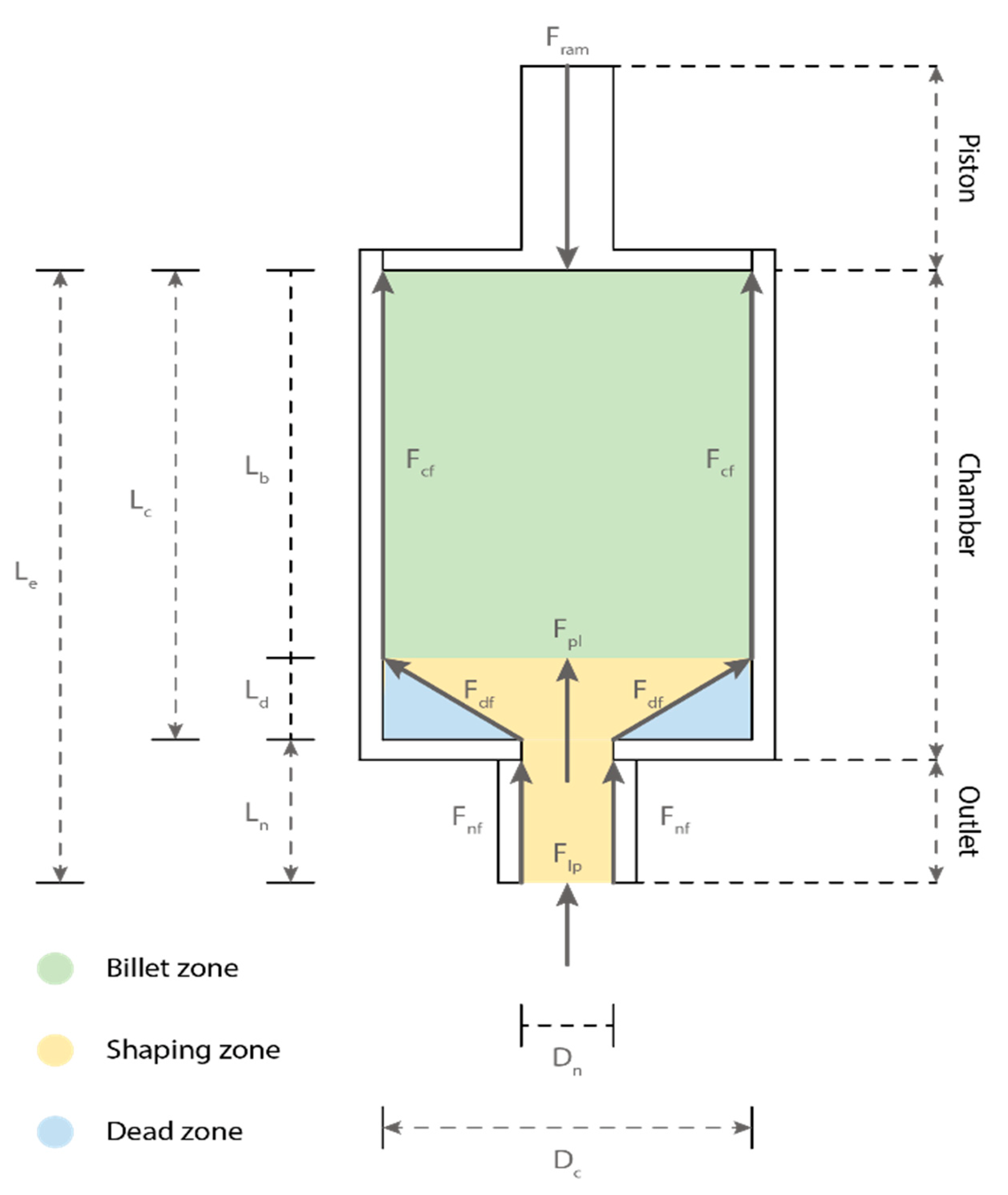
- ram extrusion
- extruder system design
1. Introduction
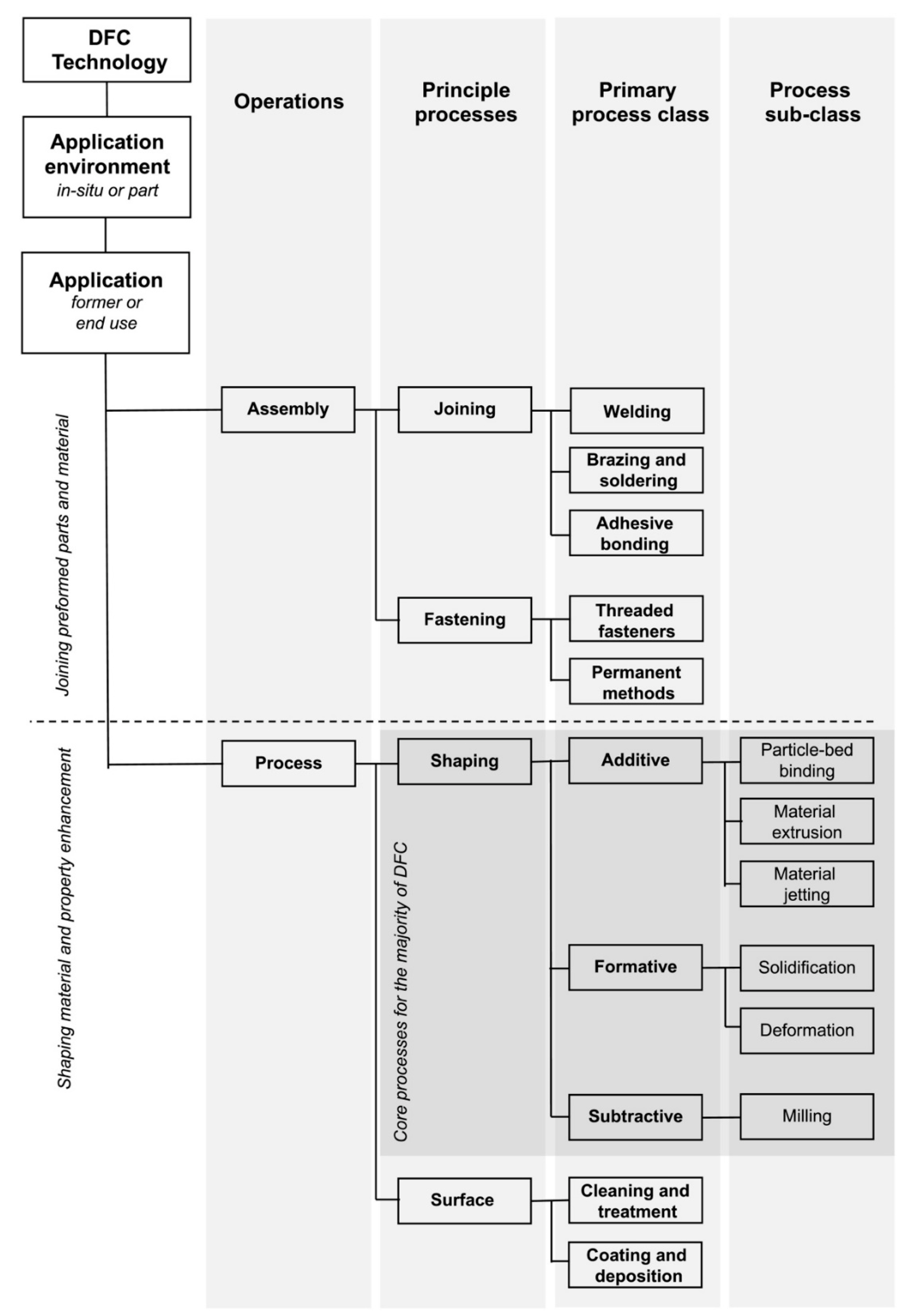
|
Mechanical System |
||
|---|---|---|
|
Principal shaping process |
Printing system |
Extruder system |
|
Positioning system |
||
|
Basic sub-process |
Basic fittings |
Mix proportioning system |
|
Primary mixing system |
||
|
Pumping system |
||
|
Curing system |
||
|
Advanced sub-process |
Advanced fittings |
Secondary mixing system |
|
Setting-/Fluid-on-demand system |
||
|
In-process reinforcement system |
||
|
Interlayer bonding enhancement system |
||
|
Finishing system |
||
|
Support placement system |
||
|
Monitoring and feedback system |
2. Extrusion Process and Extruder System
3. Deposition Process and Positioning System
|
Reference |
Positioning System |
Degree of Freedom |
Build Volume (L × W × H m)/Reach (m) |
|---|---|---|---|
|
[44] |
Gantry |
3-axis |
20 × 18 × 18 |
|
[45] |
Gantry |
3-axis |
1.2 × 1.2 × 1.0 |
|
[46] |
Gantry |
3-axis |
0.5 × 0.39 × 1.1 |
|
[47] |
Robotic arm |
6-axis Fanuc R-2000iC/165F |
- |
|
[48] |
Gantry |
3-axis |
- |
|
[49] |
Gantry |
3-axis |
3.0 × 3.0 × 3.0 |
|
[50] |
Robotic arm |
6-axis KUKA KR60 HA |
- |
|
[51] |
Gantry |
3-axis |
1.8 × 1.8 × 1.5 |
|
[52] |
Gantry |
4-axis |
9 × 4.5 × 2.8 |
|
[53] |
Gantry |
3-axis |
0.15 × 0.15 × 0.12 |
|
[54] |
Robotic arm |
6-axis Denso |
- |
|
[55] |
Robotic arm |
6-axis FANUC R-2000iC/165F |
- |
|
[56] |
Gantry |
3-axis |
- |
|
[39] |
Robotic arm and gantry |
6-axis ABB IRB 4600 robotic arm hanging on a Güdel 3-axis gantry |
- |
|
[57] |
Gantry |
3-axis |
10.36 × 2.74 × 3.05 |
|
[58] |
Gantry |
3-axis |
0.40 × 0.30 × 0.30 |
|
[59] |
Gantry |
4-axis |
- |
|
[27] |
Gantry |
4-axis |
- |
|
[3] |
Gantry |
3-axis |
Infinite × 14.6 × 8.1 |
|
[30] |
Gantry |
3-axis |
Infinite × 8.53 × 2.59 |
|
[37] |
Robotic arm |
6-axis |
2.65–3.50 |
|
[37] |
Robotic arm |
7-axis |
Infinite × Infinite × ~3 |
|
[42] |
Delta system |
- |
17 × 12 × 5 |
|
[4] |
Delta system |
- |
7 × 7 × 12 m |
4. Advanced Sub-Processes and Advanced Fittings
|
Advanced Fittings |
Material Cost |
Technical Complexity * |
||
|---|---|---|---|---|
|
Secondary mixing system (with secondary dosage) |
Static mixer |
• Higher (additives) |
• Low |
• The compatibility of different static mixers with different concrete materials. |
|
Dynamic mixer |
• Higher (additives) |
• Medium/High |
• The optimization of mechanical parameters, operational parameters, concrete material property, chemical admixture type and dosage and printing path. |
|
|
Setting/Fluid on demand system |
Thermal heating |
• Non |
• Low/Medium/High * |
• Thermal gradients that can lead to non-uniform modifications of concrete properties. • Numerical modelling of the thermal effects during concrete extrusion. |
|
Electro/permanent magnet |
• Higher material (magnetic particles) |
• Medium/High * |
• Compatibility of magnetic particles with concrete materials. • The guidelines for operational parameter control. |
|
|
Vibration |
• Non |
• Medium/High * |
• Impacts of vibration on the material extrudability. |
|
|
In-process reinforcement system |
Entrainment |
• Higher (reinforcements) |
• Medium/High * |
• The control of the feed-in speed of the reinforcement materials. • The correct alignment of the reinforcement with respect to the concrete layer cross-sectional centroid to prevent anisotropic properties and ensure uniform covering |
|
Placing between layers |
• High/High * |
• Concrete materials with appropriate rheological properties to seal the horizontal weak interface which would be otherwise susceptible for moisture and chemical invasions. • Precise positionings of the reinforcement |
||
|
Cross-layer encasement |
• High/High * |
• Concrete materials with appropriate rheological properties to seal both the vertical and horizontal weak interfaces • Precise positionings of the reinforcement in terms of the centerline alignments. |
||
|
Cross-layer penetration |
• High/High * |
• Precise positionings of the reinforcement in terms of the spacing and centerline alignments. |
||
|
Interlayer bonding enhancement system |
Bonding agents |
• Higher (bonding agents) |
• Medium |
• Compatibility of the bonding agents with the concrete materials. |
|
Physical |
• Non |
• Medium/High |
• The implementations of the physical means without affecting the extrusion process. |
|
|
Finishing system |
• Non |
• High |
• More precise precision according to the printing path |
|
|
Support placement system |
• Higher (supports) |
• High |
• Precise positions of the supports. • The effects of pause on the printing time and open time of the concrete materials. |
|
|
Monitoring and feedback system |
• Non |
• Medium/High |
• The monitoring itself is not complex, however, the real-time analysis, feedback and adjustment can significantly increase the complexity |
|
Low, when the system is a passive system; medium, when the system is automated but independent of the printing path and programming; high, when the system needs to be integrated and programed with the printing path definition to perform its intended task; high *, when the system could be coupled with the printing path to achieve functional-graded materials.
This entry is adapted from the peer-reviewed paper 10.3390/ma16072661
References
- Buswell, R.; da Silva, W.L.; Bos, F.; Schipper, H.; Lowke, D.; Hack, N.; Kloft, H.; Mechtcherine, V.; Wangler, T.; Roussel, N. A process classification framework for defining and describing Digital Fabrication with Concrete. Cem. Concr. Res. 2020, 134, 106068.
- XtreeE. Available online: https://xtreee.com/en/ (accessed on 3 August 2022).
- COBOD. Available online: www.cobod.com (accessed on 3 August 2022).
- WASP. BigDelta 3D Concrete Printer. Available online: https://www.3dwasp.com/en/giant-3d-printer-bigdelta-wasp-12mt/ (accessed on 3 August 2022).
- Sika Group. 2020. Available online: https://www.sika.com/en/knowledge-hub/3d-concrete-printing.html (accessed on 3 August 2022).
- Lowke, D.; Vandenberg, A.; Pierre, A.; Thomas, A.; Kloft, H.; Hack, N. Injection 3D concrete printing in a carrier liquid—Underlying physics and applications to lightweight space frame structures. Cem. Concr. Compos. 2021, 124, 104169.
- Lloret, E.; Shahab, A.R.; Linus, M.; Flatt, R.J.; Gramazio, F.; Kohler, M.; Langenberg, S. Complex concrete structures. Comput. Des. 2015, 60, 40–49.
- Hack, N.; Kloft, H. Shotcrete 3D Printing Technology for the Fabrication of Slender Fully Reinforced Freeform Concrete Elements with High Surface Quality: A Real-Scale Demonstrator. In DC 2020: Second RILEM International Conference on Concrete and Digital Fabrication; Springer International Publishing: Berlin/Heidelberg, Germany, 2020; Volume 28, pp. 1128–1137.
- Wangler, T.; Pileggi, R.; Gürel, S.; Flatt, R.J. A chemical process engineering look at digital concrete processes: Critical step design, inline mixing, and scaleup. Cem. Concr. Res. 2022, 155, 106782.
- Perrot, A.; Rangeard, D.; Naidu, V.; Mechtcherine, V. Extrusion of cement—Based materials—An overview. RILEM Tech. Lett. 2019, 2018, 91–97.
- Li, Z.; Hojati, M.; Wu, Z.; Piasente, J.; Ashrafi, N.; Duarte, J.P.; Nazarian, S.; Bilén, S.G.; Memari, A.M.; Radlińska, A. Fresh and Hardened Properties of Extrusion-Based 3D-printed Cementitious Materials: A Review. Sustainability 2020, 12, 5628.
- Roussel, N. Rheological requirements for printable concretes. Cem. Concr. Res. 2018, 112, 76–85.
- Zhang, C.; Nerella, V.N.; Krishna, A.; Wang, S.; Zhang, Y.; Mechtcherine, V.; Banthia, N. Mix design concepts for 3D printable concrete: A review. Cem. Concr. Compos. 2021, 122, 104155.
- Lu, B.; Weng, Y.; Li, M.; Qian, Y.; Leong, K.F.; Tan, M.J.; Qian, S. A systematical review of 3D printable cementitious materials. Constr. Build. Mater. 2019, 207, 477–490.
- Blackburn, S.; Szymiczek, M. Extrusion. In Encyclopedia of Materials: Technical Ceramics and Glasses; Pomeroy, M., Ed.; Elsevier: Oxford, UK, 2021; pp. 162–178.
- Buswell, R.A.; De Silva, W.R.L.; Jones, S.Z.; Dirrenberger, J. 3D printing using concrete extrusion: A roadmap for research. Cem. Concr. Res. 2018, 112, 37–49.
- Basterfield, R.; Lawrence, C.; Adams, M. On the interpretation of orifice extrusion data for viscoplastic materials. Chem. Eng. Sci. 2005, 60, 2599–2607.
- Zhou, X. Characterization of rheology of fresh fiber reinforced cementitious composites through ram extrusion. Mater. Struct. 2004, 38, 17–24.
- Perrot, A.; Rangeard, D.; Mélinge, Y. Prediction of the ram extrusion force of cement-based materials. Appl. Rheol. 2014, 24, 34–40.
- Perrot, A.; Lanos, C.; Estellé, P.; Melinge, Y. Ram extrusion force for a frictional plastic material: Model prediction and application to cement paste. Rheol. Acta 2006, 45, 457–467.
- Nair, S.; Panda, S.; Tripathi, A.; Neithalath, N. Relating print velocity and extrusion characteristics of 3D-printable cementitious binders: Implications towards testing methods. Addit. Manuf. 2021, 46, 102127.
- Nair, S.A.; Panda, S.; Santhanam, M.; Sant, G.; Neithalath, N. A critical examination of the influence of material characteristics and extruder geometry on 3D printing of cementitious binders. Cem. Concr. Compos. 2020, 112, 103671.
- Percoco, G.; Arleo, L.; Stano, G.; Bottiglione, F. Analytical model to predict the extrusion force as a function of the layer height, in extrusion based 3D printing. Addit. Manuf. 2020, 38, 101791.
- Mechtcherine, V.; Bos, F.; Perrot, A.; da Silva, W.L.; Nerella, V.; Fataei, S.; Wolfs, R.; Sonebi, M.; Roussel, N. Extrusion-based additive manufacturing with cement-based materials—Production steps, processes, and their underlying physics: A review. Cem. Concr. Res. 2020, 132, 106037.
- Perrot, A.; Rangeard, D.; Pierre, A. Structural built-up of cement-based materials used for 3D-printing extrusion techniques. Mater. Struct. 2015, 49, 1213–1220.
- Kruger, J.; Zeranka, S.; van Zijl, G. 3D concrete printing: A lower bound analytical model for buildability performance quantification. Autom. Constr. 2019, 106, 102904.
- Suiker, A.; Wolfs, R.; Lucas, S.; Salet, T. Elastic buckling and plastic collapse during 3D concrete printing. Cem. Concr. Res. 2020, 135, 106016.
- Wolfs, R.J.M.; Bos, F.P.; Salet, T.A.M. Hardened properties of 3D printed concrete: The influence of process parameters on interlayer adhesion. Cem. Concr. Res. 2019, 119, 132–140.
- Contour Crafting. Offering Automated Construction of Various Types of Structures. Available online: http://contourcrafting.com/building-construction (accessed on 6 August 2022).
- IconBuild. 2020. Available online: https://www.iconbuild.com/technology (accessed on 6 August 2022).
- Mechtcherine, V.; Nerella, V.N.; Will, F.; Näther, M.; Otto, J.; Krause, M. Large-scale digital concrete construction – CONPrint3D concept for on-site, monolithic 3D-printing. Autom. Constr. 2019, 107, 102933.
- Lim, S.; Buswell, R.A.; Valentine, P.J.; Piker, D.; Austin, S.A.; De Kestelier, X. Modelling curved-layered printing paths for fabricating large-scale construction components. Addit. Manuf. 2016, 12, 216–230.
- Gosselin, C.; Duballet, R.; Roux, P.; Gaudillière, N.; Dirrenberger, J.; Morel, P. Large-scale 3D printing of ultra-high performance concrete—A new processing route for architects and builders. Mater. Des. 2016, 100, 102–109.
- Motamedi, M.; Oval, R.; Carneau, P.; Baverel, O. Supportless 3D Printing of Shells: Adaptation of Ancient Vaulting Techniques to Digital Fabrication. In DMSB 2019: Impact: Design with All Senses; Springer International Publishing: Berlin/Heidelberg, Germany, 2020.
- Watson, N.D.; Meisel, N.A.; Bilén, S.G.; Duarte, J.; Nazarian, S. Large-scale additive manufacturing of concrete using a 6-axis robotic arm for autonomous habitat construction. In Solid Freeform Fabrication 2019: Proceedings of the 30th Annual International Solid Freeform Fabrication Symposium—An Additive Manufacturing Conference, SFF, Austin, Texas, USA, 12–14 August 2019; University of Texas at Austin: Austin, Texas, USA, 2019; pp. 1583–1595. Available online: https://www.scopus.com/inward/record.uri?eid=2-s2.0-85095963939&partnerID=40&md5=ec58c652b9bb4aafc527483f8c7d5c71 (accessed on 9 August 2022).
- Apis Cor. Available online: https://apis-cor.com/ (accessed on 17 March 2023).
- Cybe Construction. Available online: https://cybe.eu/technology/3d-printers/ (accessed on 6 August 2022).
- Tiryaki, M.E.; Zhang, X.; Pham, Q.-C. Printing-while-moving: A new paradigm for large-scale robotic 3D Printing. In Proceedings of the 2019 IEEE/RSJ International Conference on Intelligent Robots and Systems (IROS), Macau, China, 3–8 November 2019; pp. 2286–2291.
- Anton, A.; Reiter, L.; Wangler, T.; Frangez, V.; Flatt, R.J.; Dillenburger, B. A 3D concrete printing prefabrication platform for bespoke columns. Autom. Constr. 2020, 122, 103467.
- Archdaily. 3D Printing Concrete House/Professor XU Weiguo’s Team from the Tsinghua University School of Architecture. Available online: https://www.archdaily.com/949068/3d-printing-concrete-house-for-the-low-income-families-in-africa-professor-xu-weiguos-team-from-thad (accessed on 9 August 2022).
- Zhang, X.; Li, M.; Lim, J.H.; Weng, Y.; Tay, Y.W.D.; Pham, H.; Pham, Q.-C. Large-scale 3D printing by a team of mobile robots. Autom. Constr. 2018, 95, 98–106.
- Fraunhofer. Paralleler Seilroboter zur Handhabung in Allen Größen (Parallel Cable Robot for Handling in Any Size); Data Sheet 300/354 02.2017. 2017. Available online: https://www.ipa.fraunhofer.de/content/dam/ipa/de/documents/Kompetenzen/Roboter--und-Assistenzsysteme/Produktblatt_Paralleler_Seilroboter.pdf (accessed on 9 August 2022).
- Institute for Advanced Architecture of Catalonia. SMALL ROBOTS PRINTING LARGE-SCALE STRUCTURES. Available online: https://iaac.net/project/minibuilders/ (accessed on 9 August 2022).
- Ji, G.; Ding, T.; Xiao, J.; Du, S.; Li, J.; Duan, Z. A 3D Printed Ready-Mixed Concrete Power Distribution Substation: Materials and Construction Technology. Materials 2019, 12, 1540.
- Weng, Y.; Li, M.; Tan, M.J.; Qian, S. Design 3D printing cementitious materials via Fuller Thompson theory and Marson-Percy model. Constr. Build. Mater. 2018, 163, 600–610.
- Ma, G.; Li, Z.; Wang, L. Printable properties of cementitious material containing copper tailings for extrusion based 3D printing. Constr. Build. Mater. 2018, 162, 613–627.
- Comminal, R.; da Silva, W.R.L.; Andersen, T.J.; Stang, H.; Spangenberg, J. Modelling of 3D concrete printing based on computational fluid dynamics. Cem. Concr. Res. 2020, 138, 106256.
- Lim, J.H.; Panda, B.; Pham, Q.-C. Improving flexural characteristics of 3D printed geopolymer composites with in-process steel cable reinforcement. Constr. Build. Mater. 2018, 178, 32–41.
- Ding, T.; Xiao, J.; Zou, S.; Wang, Y. Hardened properties of layered 3D printed concrete with recycled sand. Cem. Concr. Compos. 2020, 113, 103724.
- Gomaa, M.; Jabi, W.; Veliz Reyes, A.; Soebarto, V. 3D printing system for earth-based construction: Case study of cob. Autom. Constr. 2021, 124, 103577.
- Bai, G.; Wang, L.; Ma, G.; Sanjayan, J.; Bai, M. 3D printing eco-friendly concrete containing under-utilised and waste solids as aggregates. Cem. Concr. Compos. 2021, 120, 104037.
- Bos, F.; Wolfs, R.; Ahmed, Z.; Salet, T. Additive manufacturing of concrete in construction: Potentials and challenges of 3D concrete printing. Virtual Phys. Prototyp. 2016, 11, 209–225.
- Baz, B.; Aouad, G.; Kleib, J.; Bulteel, D.; Remond, S. Durability assessment and microstructural analysis of 3D printed concrete exposed to sulfuric acid environments. Constr. Build. Mater. 2021, 290, 123220.
- Panda, B.; Paul, S.C.; Hui, L.J.; Tay, Y.W.D.; Tan, M.J. Additive manufacturing of geopolymer for sustainable built environment. J. Clean. Prod. 2017, 167, 281–288.
- Andersen, S.; Da Silva, W.R.L.; Paegle, I.; Nielsen, J.H. Numerical Model Describing the Early Age Behavior of 3D Printed Concret—Work in Progress. In Second RILEM International Conference on Concrete and Digital Fabrication: Digital Concrete 2020; Springer International Publishing: Berlin/Heidelberg, Germany, 2020; pp. 175–184.
- Carneau, P.; Mesnil, R.; Ducoulombier, N.; Roussel, N.; Baverel, O. Characterisation of the Layer Pressing Strategy for Concrete 3D Printing. In DC 2020: Second RILEM International Conference on Concrete and Digital Fabrication; Springer International Publishing: Berlin/Heidelberg, Germany, 2020; Volume 28, pp. 185–195.
- Diggs-McGee, B.N.; Kreiger, E.L.; Kreiger, M.A.; Case, M.P. Print time vs. elapsed time: A temporal analysis of a continuous printing operation for additive constructed concrete. Addit. Manuf. 2019, 28, 205–214.
- Bester, F.A.; Van Den Heever, M.; Kruger, P.J.; Zeranka, S.; Van Zijl, G.P.A.G. Benchmark structures for 3D concrete printing. In Proceedings of the Fib Symposium 2019: Concrete—Innovations in Materials, Design and Structures, Krakow, Poland, 27–29 May 2019; pp. 305–312.
- Panda, B.; Unluer, C.; Tan, M.J. Extrusion and rheology characterization of geopolymer nanocomposites used in 3D printing. Compos. Part B Eng. 2019, 176, 107290.