Abstract: Obtaining fresh drinking water is a challenge directly related to the change in agricultural, industrial, and societal demands and pressure. Therefore, the sustainable treatment of saline water to get clean water is a major requirement for human survival. In this review, we have detailed the use of electrospun nanofiber-based membranes (ENMs) for water reclamation improvements with respect to physical and chemical modifications. Although membrane distillation (MD) has been considered a low-cost water reclamation process, especially with the availability of low-grade waste heat sources, significant improvements are still required in terms of preparing efficient membranes with enhanced water flux, anti-fouling, and anti-scaling characteristics. In particular, different types of nanomaterials have been explored as guest molecules for electrospinning with different polymers. Nanomaterials such as metallic organic frameworks (MOFs), zeolites, dioxides, carbon nanotubes (CNTs), etc., have opened unprecedented perspectives for the implementation of the MD process. The integration of nanofillers gives appropriate characteristics to the MD membranes by changing their chemical and physical properties, which significantly enhances energy efficiency without impacting the economic costs. Here, we provide a comprehensive overview of the state-of-the-art status, the opportunities, open challenges, and pitfalls of the emerging field of modified ENMs using different nanomaterials for desalination applications.
Citation: Khatri, M.; Francis, L.; Hilal, N. Modified Electrospun Membranes Using Different Nanomaterials for Membrane Distillation. Membranes 2023, 13, 338. https://doi.org/10.3390/membranes13030338
- electrospinning
- nanofibers
- nanomaterials
1. Introduction
2. Modification of ENMs with Functional Molecules and Their Effect on the MD Process
2.1. Effect of MOFs and Zeolites on ENMs and the MD Process
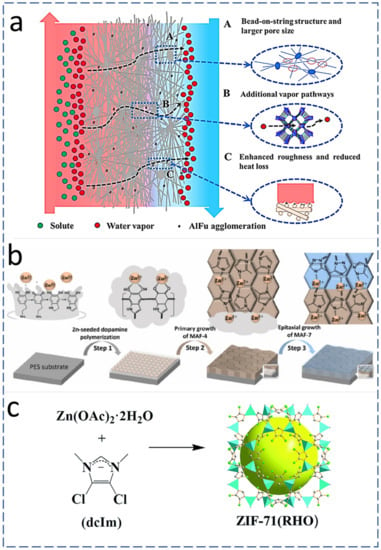
2.1.1. Aluminum Fumarate (AlFu) Addition
2.1.2. Zeolitic Imidazolate Frameworks (ZIFs) Addition
2.2. Effect of SiO2, TiO2, and Zinc Oxide (ZnO) on ENMs and the MD Process
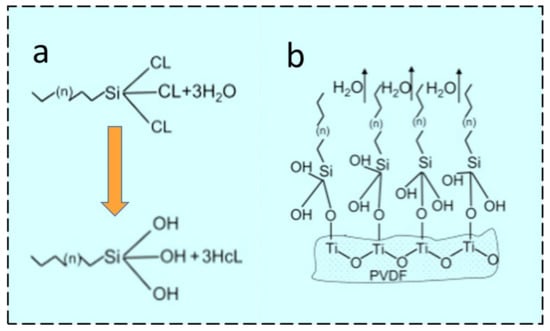
2.2.1. SiO2 Addition
2.2.2. TiO2 Addition
2.2.3. ZnO Addition
2.3. Effect of CNT, GO, and AC on the MD Membranes and the MD Process
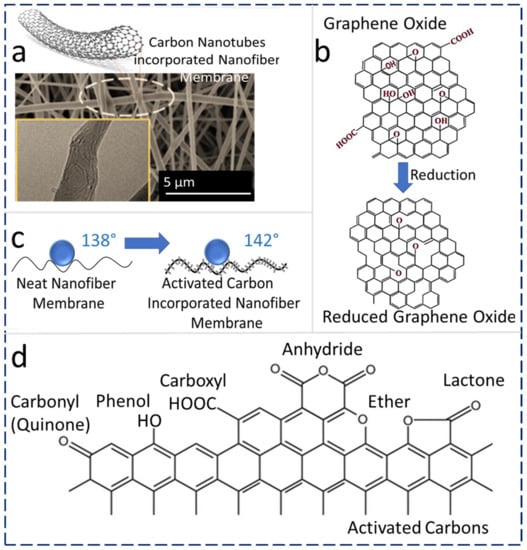
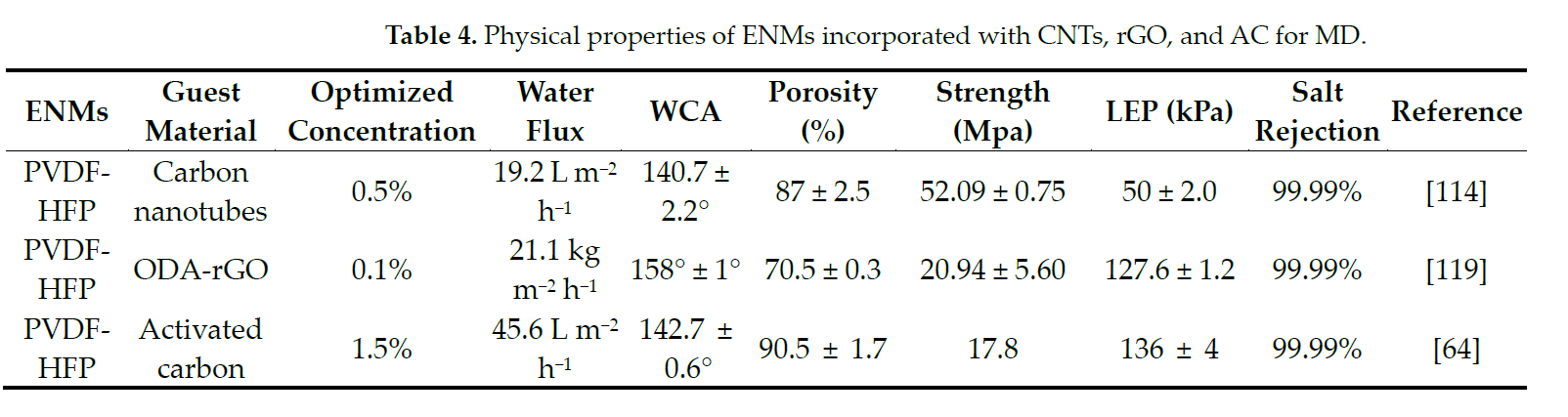
2.3.1. CNT Addition
2.3.2. GO Addition
2.3.3. AC Addition
Pore wetting, membrane fouling, and scaling are technical challenges in MD process that reduce the efficiency of the process and the shelf life of the membrane. Horseman and co-workers have described state-of-the-art insights on the fundamental mechanisms and mitigation strategies for wetting, scaling, and fouling in the MD process. Practical MD processes often involve complex feed solutions and the simultaneous occurrence of wetting, scaling, or fouling phenomena. As per this report, most of the studies separately focus either on a single mechanism (wetting/fouling/scaling) or multiple mechanisms. They emphasize the importance of mitigation strategies in the MD process by understanding the fundamental and complex mechanisms of fouling and scaling. As per their recommendation, the MD process study should be aim at pretreatment, operation, and membrane development to address the multiple failure mechanisms when using real feed solutions with more complex foulants and scalants [127].
There are many reports on the fabrication of fouling- or scaling-resistant hollow-fiber and flat-sheet MD membranes. Many efforts from the researchers are reported to mitigate the temperature polarization (TP) or concentration polarization (CP) phenomenon and thereby mitigate the wetting and scaling issues in the MD process. Some of the polarization mitigation techniques are: employing spacers, bubbling or micro-bubbling, patterned
membranes, flashing the feed, localized heating, etc. [128–134].
Kim et al. reported a flux enhancement as high as 43% by introducing feed and permeate spacers with a hydrodynamic angle of 90° during a DCMD process test. A study on the introduction of innovative swirling-flow microbubbles into a DCMD module resulted in a 37% flux enhancement. An 87% performance enhancement was reported during a DCMD process while using a corrugated membrane. Flashing the feed solution in a VND process yielded a 3.5-fold increase in the water permeate flux by mitigating the TP phenomenon. A report on the introduction of localized heating in an MD module demonstrated
a reduction in heat loss and the TP effect [135]. Most of these mitigation strategies were not employed using electrospun MD membranes, and there is a research gap in this area of understanding the heat and mass transport mechanisms and MD process performance. Recently, researchers have become more interested in the fabrication of modified electrospun MD membranes with anti-scaling and anti-fouling characteristics by incorporating nanomaterials or by chemical modifications [10,77,136–141]. Table 5 shows a variety of electrospun MD membranes having anti-fouling/anti-scaling properties.
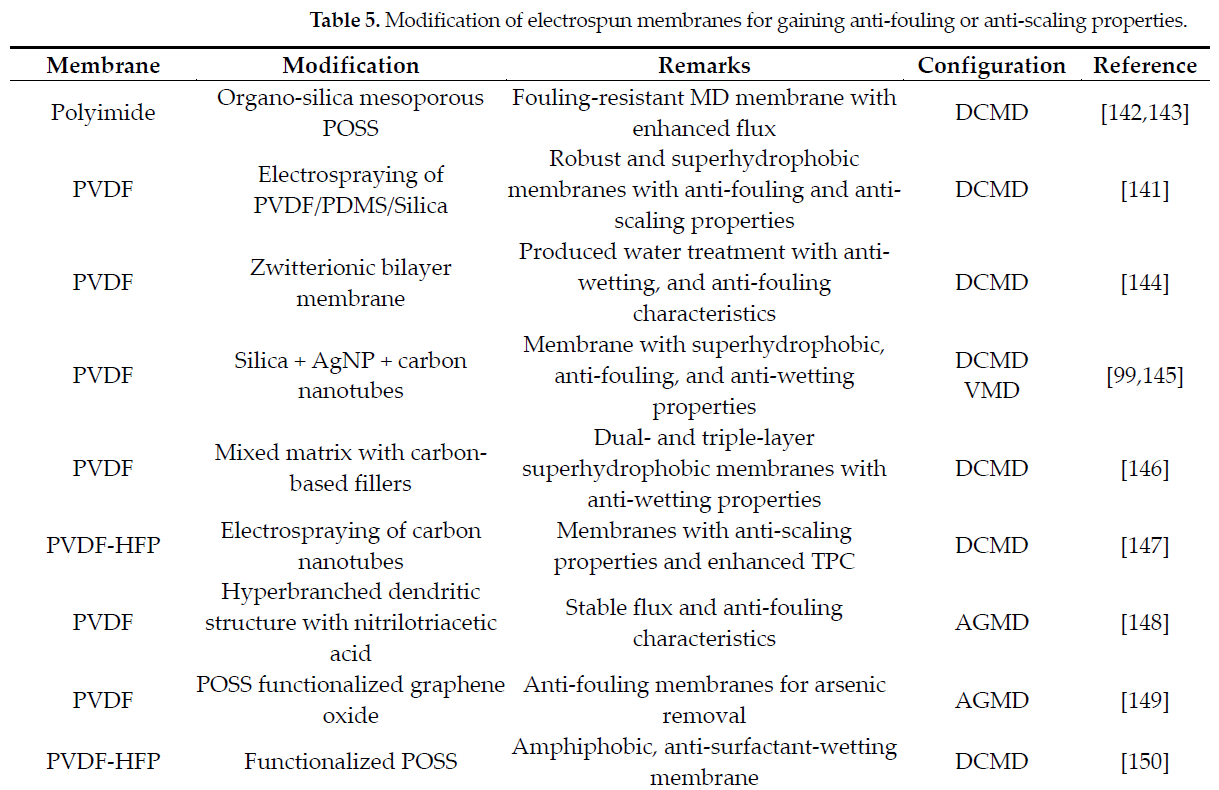
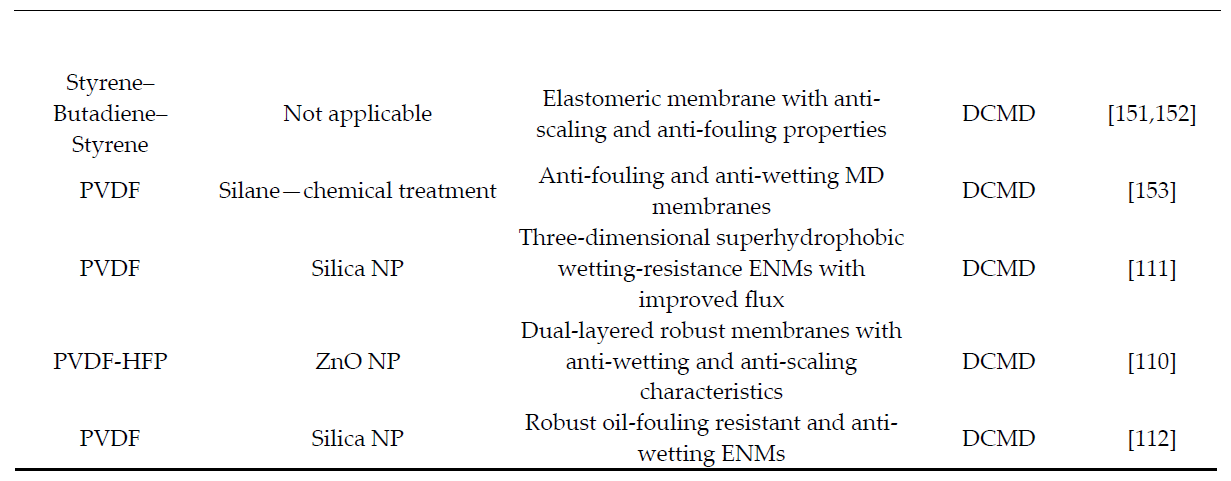
In the electrospun membranes obtained from these blended dope solutions, the majority of the nanomaterials are distributed in the bulk rather than on the membrane surface. So a minimum amount of used nanomaterials would be available to impart antifouling or anti-scaling properties to the membrane. Instead of blending the nanomaterials with the polymeric dope solution, if the nanomaterials can coat the membrane surface in the second step in an efficient way, most of them can be available in the antibacterial or anti-scaling action during the water-treatment process. Dispersion of a homogeneous
nanomaterial solution on the membrane surface by electrospraying is recommended as a robust method for fabricating nanocomposite membranes [147].
Nanostructured composite membranes with other possible hydrophobic electrospun non-woven substrates [155,156] and other nanomaterials having anti-bacterial or antifouling properties have to be explored for MD applications. Detailed failure mechanisms due to multiple fouling or scaling phenomena have to be explored with the help of experimental investigation and computational fluid dynamics. Membrane-integrated 3D spacers could be another area to be explored to mitigate membrane fouling and scaling propensity [157,158].
6. Conclusions and Future Outlook
This review article emphasizes the importance of tuning MD membrane characteristics by incorporating the optimum quantity of nanostructured materials into
ENMs. Variable tuning parameters that have to be kept in mind during an electrospinning process to fabricate defectless ENMs are summarized. Enhancements in the MD membrane characteristics upon the addition of nanomaterials such as MOFs, zeolites, SiO2, TiO2, ZnO, CNT, GO, and AC are discussed. MD process performance based on water vapor flux and developments in the fabrication of anti-wetting, anti-fouling, and anti-scaling ENMs by incorporating various nanofillers are also discussed in this article. ENMs are comparatively economical when a small number of NPs are incorporated into a polymer solution for electrospinning; however, the optimization of several parameters, optimum selection of NPs, and the need for well-planned studies still need to be addressed [78].
Electrospinning is a versatile approach for membrane fabrication but there are still many improvements to be made. Electrospinning can be directly performed on different types of collectors and solutions with alcohol as a non-solvent or on sonicated solutions, which may directly react faster because of their finer diameter. These approaches may offer the direct formation of superhydrophobic ENMs with special morphologies, ultimately yielding high flux and better MD performance with self-cleaning membrane characteristics [97]. Recycled RO membranes, RO feed spacers and RO permeate spacers from discarded RO membrane modules have been used as ENM supports for the MD process and compared to the performance by Jorge et al. [159]. ENMs fabricated from recycled plastics have not yet been employed for MD process testing. Similarly, various polymers with low surface energy are available but have not yet been investigated for MD. A variety of NPs and surface functionalization have been reported for other applications, but there is a big research gap to be explored in their incorporation or respective chemical treatments of ENMs for MD [153]. Modified ENMs with chemical vapor deposition (CVD), physical vapor deposition (PVD) and plasma treatment for enhancing MD membrane characteristics have to be explored. Advanced MD configurations also need to be explored with novel pristine ENMs and blended composite and modified MD membranes prepared via an electrospinning process [61]. Electrohydrodynamic atomization of nanomaterials to coat membrane surfaces to tune the surface characteristics is rarely explored [160]. So far, the application of ENMs in the MD process has been limited to lab-scale investigations. Pilot-scale and large-scale electrospun MD membranes have to be fabricated and tested. Apart from that, more scientific modeling and simulation tools are very important to understand the heat and mass transport mechanisms during the MD process and to validate the experimental data. These tools will also help to up-scale the lab-scale membrane module and process to a large-scale system.
Author Contributions: M.K.—Conceptualization, original draft preparation, data curation, writing,
and editing. L.F.—Conceptualization, original draft preparation, data curation, supervision, reviewing,
and editing. N.H.—Supervision, project administration, reviewing, editing, and funding acquisition.
All authors have read and agreed to the published version of the manuscript.
Funding: This work was jointly sponsored by the New York University Abu Dhabi (NYUAD) and
Tamkeen under the NYUAD Research Institute Award (Project CG007). All the experiments were
conducted using the research facilities at the NYUAD Water Research Center.
This entry is adapted from the peer-reviewed paper 10.3390/membranes13030338
References
- Chiavazzo, E. Critical Aspects to Enable Viable Solar-Driven Evaporative Technologies for Water Treatment. Nat. Commun. 2022, 13, 5183.
- Abdulhamid, M.A.; Muzamil, K. Recent Progress on Electrospun Nanofibrous Polymer Membranes for Water and Air Purification: A Review. Chemosphere 2023, 310, 136886.
- Xu, H.; Yagi, S.; Ashour, S.; Du, L.; Hoque, M.E.; Tan, L. A Review on Current Nanofiber Technologies: Electrospinning, Centrifugal Spinning, and Electro-Centrifugal Spinning. Macromol. Mater. Eng. 2022, 2022, 2200502.
- El-Aswar, E.I.; Ramadan, H.; Elkik, H.; Taha, A.G. A Comprehensive Review on Preparation, Functionalization and Recent Applications of Nanofiber Membranes in Wastewater Treatment. J. Environ. Manag. 2022, 301, 113908.
- Santoro, S.; Avci, A.H.; Politano, A.; Curcio, E. The Advent of Thermoplasmonic Membrane Distillation. Chem. Soc. Rev. 2022, 51, 6087–6125.
- Tawalbeh, M.; al Mojjly, A.; Al-Othman, A.; Hilal, N. Membrane Separation as a Pre-Treatment Process for Oily Saline Water. Desalination 2018, 447, 182–202.
- Francis, L.; Ahmed, F.E.; Hilal, N. Electrospun Membranes for Membrane Distillation: The State of Play and Recent Advances. Desalination 2022, 526, 115511.
- Luo, Q.; Liu, P.; Fu, L.; Hu, Y.; Yang, L.; Wu, W.; Kong, X.Y.; Jiang, L.; Wen, L. Engineered Cellulose Nanofiber Membranes with Ultrathin Low-Dimensional Carbon Material Layers for Photothermal-Enhanced Osmotic Energy Conversion. ACS Appl. Mater. Interfaces 2022, 14, 13223–13230.
- Zhong, L.; Wang, Y.; Liu, D.; Zhu, Z.; Wang, W. Recent Advances in Membrane Distillation Using Electrospun Membranes: Advantages, Challenges, and Outlook. Environ. Sci. 2021, 7, 1002–1019.
- Lee, W.J.; Ng, Z.C.; Hubadillah, S.K.; Goh, P.S.; Lau, W.J.; Othman, M.H.D.; Ismail, A.F.; Hilal, N. Fouling Mitigation in Forward Osmosis and Membrane Distillation for Desalination. Desalination 2020, 480, 114338.
- Kim, S.; Heath, D.E.; Kentish, S.E. Robust and Superhydrophobic PTFE Membranes with Crosshatched Nanofibers for Membrane Distillation and Carbon Dioxide Stripping. Adv. Mater. Interfaces 2022, 9, 2200786.
- Hashaikeh, R.; Lalia, B.S.; Kochkodan, V.; Hilal, N. A Novel in Situ Membrane Cleaning Method Using Periodic Electrolysis. J. Memb. Sci. 2014, 471, 149–154.
- Alpatova, A.; Verbych, S.; Bryk, M.; Nigmatullin, R.; Hilal, N. Ultrafiltration of Water Containing Natural Organic Matter: Heavy Metal Removing in the Hybrid Complexation–Ultrafiltration Process. Sep. Purif. Technol. 2004, 40, 155–162.
- Hilal, N.; Ismail, A.F.; Wright, C.J. Membrane Fabrication; Routledge: London, UK, 2015; ISBN 9781138894099.
- Ismail, A.F.; Hilal, N.; Jaafar, J.; Wright, C.J. Nanofiber Membranes for Medical, Environmental, and Energy Applications; Routledge: London, UK, 2019; ISBN 9781032239859.
- Tan, G.; Xu, D.; Zhu, Z.; Zhang, X.; Li, J. Tailoring Pore Size and Interface of Superhydrophobic Nanofibrous Membrane for Robust Scaling Resistance and Flux Enhancement in Membrane Distillation. J. Memb. Sci. 2022, 658, 120751.
- Meng, L.; Mansouri, J.; Li, X.; Liang, J.; Huang, M.; Lv, Y.; Wang, Z.; Chen, V. Omniphobic Membrane via Bioinspired Silicification for the Treatment of RO Concentrate by Membrane Distillation. J. Memb. Sci. 2022, 647, 120267.
- Peng, R.; Zhang, S.; Yao, Y.; Wang, J.; Zhu, X.; Jiang, R.; Zhang, J.; Zhang, W.; Wang, C. MOFs Meet Electrospinning: New Opportunities for Water Treatment. Chem. Eng. J. 2023, 453, 139669.
- Wu, X.Q.; Mirza, N.R.; Huang, Z.; Zhang, J.; Zheng, Y.M.; Xiang, J.; Xie, Z. Enhanced Desalination Performance of Aluminium Fumarate MOF-Incorporated Electrospun Nanofiber Membrane with Bead-on-String Structure for Membrane Distillation. Desalination 2021, 520, 115338.
- Yang, F.; Efome, J.E.; Rana, D.; Matsuura, T.; Lan, C. Metal-Organic Frameworks Supported on Nanofiber for Desalination by Direct Contact Membrane Distillation. ACS Appl. Mater. Interfaces 2018, 10, 11251–11260.
- Cheng, D.; Zhao, L.; Li, N.; Smith, S.J.D.; Wu, D.; Zhang, J.; Ng, D.; Wu, C.; Martinez, M.R.; Batten, M.P.; et al. Aluminum Fumarate MOF/PVDF Hollow Fiber Membrane for Enhancement of Water Flux and Thermal Efficiency in Direct Contact Membrane Distillation. J. Memb. Sci. 2019, 588, 117204.
- Schneider, R.; Facure, M.H.M.; Chagas, P.A.M.; Andre, R.S.; dos Santos, D.M.; Correa, D.S. Tailoring the Surface Properties of Micro/Nanofibers Using 0D, 1D, 2D, and 3D Nanostructures: A Review on Post-Modification Methods. Adv. Mater. Interfaces 2021, 8, 2100430.
- Zhao, L.; Wu, C.; Lu, X.; Ng, D.; Truong, Y.B.; Xie, Z. Activated Carbon Enhanced Hydrophobic/Hydrophilic Dual-Layer Nanofiber Composite Membranes for High-Performance Direct Contact Membrane Distillation. Desalination 2018, 446, 59–69.
- Wang, Z.; Qi, J.; Lu, X.; Jiang, H.; Wang, P.; He, M.; Ma, J. Epitaxially grown MOF membranes with photocatalytic bactericidal activity for biofouling mitigation in desalination. J. Membr. Sci. 2021, 630, 119327.
- Ruan, X.; Zhang, X.; Liao, X.; Jiang, X.; Dai, Y.; Yan, X.; He, G. Enhancing Mechanical Stability and Uniformity of 2-D Continuous ZIF-8 Membranes by Zn(II)-Doped Polydopamine Modification. J. Memb. Sci. 2017, 541, 101–107.
- Wu, R.; Tan, Y.; Meng, F.; Zhang, Y.; Huang, Y.X. PVDF/MAF-4 Composite Membrane for High Flux and Scaling-Resistant Membrane Distillation. Desalination 2022, 540, 116013.
- Wang, Y.-H.; Shi, Q.; Xu, H.; Dong, J.-X. The Synthesis and Tribological Properties of Small-and Large-Sized Crystals of Zeolitic Imidazolate Framework-71. RSC Adv. 2016, 6, 18052–18059.
- Xu, S.; Ren, L.F.; Zhou, Q.; Bai, H.; Li, J.; Shao, J. Facile ZIF-8 Functionalized Hierarchical Micronanofiber Membrane for High-Efficiency Separation of Water-in-Oil Emulsions. J. Appl. Polym. Sci. 2018, 135, 46462.
- Huang, M.; Song, J.; Deng, Q.; Mu, T.; Li, J. Novel Electrospun ZIF/PcH Nanofibrous Membranes for Enhanced Performance of Membrane Distillation for Salty and Dyeing Wastewater Treatment. Desalination 2022, 527, 115563.
- Huang, K.; Li, Q.; Liu, G.; Shen, J.; Guan, K.; Jin, W. A ZIF-71 Hollow Fiber Membrane Fabricated by Contra-Diffusion. ACS Appl. Mater. Interfaces 2015, 7, 16157–16160.
- Liao, Y.; Wang, R.; Tian, M.; Qiu, C.; Fane, A.G. Fabrication of Polyvinylidene Fluoride (PVDF) Nanofiber Membranes by Electro-Spinning for Direct Contact Membrane Distillation. J. Memb. Sci. 2013, 425–426, 30–39.
- Wang, S.; Li, Y.; Fei, X.; Sun, M.; Zhang, C.; Li, Y.; Yang, Q.; Hong, X. Preparation of a Durable Superhydrophobic Membrane by Electrospinning Poly (Vinylidene Fluoride) (PVDF) Mixed with Epoxy–Siloxane Modified SiO2 Nanoparticles: A Possible Route to Superhydrophobic Surfaces with Low Water Sliding Angle and High Water Contact Angle. J. Colloid Interface Sci. 2011, 359, 380–388.
- Kang, D.H.; Kang, H.W. Surface Energy Characteristics of Zeolite Embedded PVDF Nanofiber Films with Electrospinning Process. Appl. Surf. Sci. 2016, 387, 82–88.
- Ren, L.F.; Xia, F.; Chen, V.; Shao, J.; Chen, R.; He, Y. TiO2-FTCS Modified Superhydrophobic PVDF Electrospun Nanofibrous Membrane for Desalination by Direct Contact Membrane Distillation. Desalination 2017, 423, 3–11.
- Nthunya, L.N.; Gutierrez, L.; Verliefde, A.R.; Mhlanga, S.D. Enhanced Flux in Direct Contact Membrane Distillation Using Superhydrophobic PVDF Nanofibre Membranes Embedded with Organically Modified SiO2 Nanoparticles. J. Chem. Technol. Biotechnol. 2019, 94, 2826–2837.
- Nthunya, L.N.; Gutierrez, L.; Derese, S.; Nxumalo, E.N.; Verliefde, A.R.; Mamba, B.B.; Mhlanga, S.D. A Review of Nanoparticle-Enhanced Membrane Distillation Membranes: Membrane Synthesis and Applications in Water Treatment. J. Chem. Technol. Biotechnol. 2019, 94, 2757–2771.
- Kanduč, M.; Netz, R.R. From Hydration Repulsion to Dry Adhesion between Asymmetric Hydrophilic and Hydrophobic Surfaces. Proc. Natl. Acad. Sci. USA 2015, 112, 12338–12343.
- Dong, Z.-Q.; Ma, X.-H.; Xu, Z.-L.; Gu, Z.-Y. Superhydrophobic Modification of PVDF–SiO2 Electrospun Nanofiber Membranes for Vacuum Membrane Distillation. RSC Adv. 2015, 5, 67962–67970.
- Zhang, M.; Feng, S.; Wang, L.; Zheng, Y. Lotus Effect in Wetting and Self-Cleaning. Biotribology 2016, 5, 31–43.
- Bonyadi, S.; Chung, T.S. Flux Enhancement in Membrane Distillation by Fabrication of Dual Layer Hydrophilic–Hydrophobic Hollow Fiber Membranes. J. Memb. Sci. 2007, 306, 134–146.
- Kyoungjin An, A.; Lee, E.-J.; Guo, J.; Jeong, S.; Lee, J.-G.; Ghaffour, N. Enhanced Vapor Transport in Membrane Distillation via Functionalized Carbon Nanotubes Anchored into Electrospun Nanofibres OPEN; Nature Publishing Group: Berlin, Germany, 2017.
- Iwasa, J.; Kumazawa, K.; Aoyama, K.; Suzuki, H.; Norimoto, S.; Shimoaka, T.; Hasegawa, T. In Situ Observation of a Self-Assembled Monolayer Formation of Octadecyltrimethoxysilane on a Silicon Oxide Surface Using a High-Speed Atomic Force Microscope. J. Phys. Chem. C 2016, 120, 2807–2813.
- Khumalo, N.; Nthunya, L.; Derese, S.; Motsa, M.; Verliefde, A.; Kuvarega, A.; Mamba, B.B.; Mhlanga, S.; Dlamini, D.S. Water Recovery from Hydrolysed Human Urine Samples via Direct Contact Membrane Distillation Using PVDF/PTFE Membrane. Sep. Purif. Technol. 2019, 211, 610–617.
- Wang, Y.; Lieberman, M. Growth of Ultrasmooth Octadecyltrichlorosilane Self-Assembled Monolayers on SiO2. Langmuir 2003, 19, 1159–1167.
- Alkhudhiri, A.; Darwish, N.; Hilal, N. Membrane Distillation: A Comprehensive Review. Desalination 2012, 287, 2–18.
- Eykens, L.; de Sitter, K.; Dotremont, C.; Pinoy, L.; van der Bruggen, B. Membrane Synthesis for Membrane Distillation: A Review. Sep. Purif. Technol. 2017, 182, 36–51.
- Razmjou, A.; Arifin, E.; Dong, G.; Mansouri, J.; Chen, V. Superhydrophobic Modification of TiO2 Nanocomposite PVDF Membranes for Applications in Membrane Distillation. J. Memb. Sci. 2012, 415–416, 850–863.
- HMTShirazi, R.; Mohammadi, T.; Asadi, A.A.; Tofighy, M.A. Electrospun Nanofiber Affinity Membranes for Water Treatment Applications: A Review. J. Water Process Eng. 2022, 47, 102795.
- Milanesi, F.; Cappelletti, G.; Annunziata, R.; Bianchi, C.L.; Meroni, D.; Ardizzone, S. Siloxane-TiO2 Hybrid Nanocomposites. the Structure of the Hydrophobic Layer. J. Phys. Chem. C 2010, 114, 8287–8293.
- Deka, B.J.; Guo, J.; An, A.K. Robust Dual-Layered Omniphobic Electrospun Membrane with Anti-Wetting and Anti-Scaling Functionalised for Membrane Distillation Application. J. Memb. Sci. 2021, 624, 119089.
- Yan, K.K.; Jiao, L.; Lin, S.; Ji, X.; Lu, Y.; Zhang, L. Superhydrophobic Electrospun Nanofiber Membrane Coated by Carbon Nanotubes Network for Membrane Distillation. Desalination 2018, 437, 26–33.
- Leaper, S.; Abdel-Karim, A.; Gorgojo, P. The Use of Carbon Nanomaterials in Membrane Distillation Membranes: A Review. Front. Chem. Sci. Eng. 2021, 15, 755–774.
- Song, J.; Deng, Q.; Huang, M.; Kong, Z. Carbon Nanotube Enhanced Membrane Distillation for Salty and Dyeing Wastewater Treatment by Electrospinning Technology. Environ. Res. 2022, 204, 111892.
- You, Y.; Sahajwalla, V.; Yoshimura, M.; Joshi, R.K. Graphene and Graphene Oxide for Desalination. Nanoscale 2015, 8, 117–119.
- Ma, W.; Yang, L.; Chen, T.; Ye, Z.; Tufenkji, N.; Rahaman, M.S. Engineering Polymer Forest on Membranes: Tuning Density, Thickness, and Architecture for Biofouling Control. ACS Appl. Polym. Mater. 2020, 2, 4592–4603.
- Pandey, R.P.; Kallem, P.; Hegab, H.M.; Rasheed, P.A.; Banat, F.; Hasan, S.W. Cross-Linked Laminar Graphene Oxide Membranes for Wastewater Treatment and Desalination: A Review. J. Environ. Manag. 2022, 317, 115367.
- Lin, Z.; Liu, Y.; Wong, C.P. Facile Fabrication of Superhydrophobic Octadecylamine-Functionalized Graphite Oxide Film. Langmuir 2010, 26, 16110–16114.
- Bae, J.; Baek, I.; Choi, H. Mechanically Enhanced PES Electrospun Nanofiber Membranes (ENMs) for Microfiltration: The Effects of ENM Properties on Membrane Performance. Water Res. 2016, 105, 406–412.
- Fouladivanda, M.; Karimi-Sabet, J.; Abbasi, F.; Moosavian, M.A. Step-by-Step Improvement of Mixed-Matrix Nanofiber Membrane with Functionalized Graphene Oxide for Desalination via Air-Gap Membrane Distillation. Sep. Purif. Technol. 2021, 256, 117809.
- Rivera-Utrilla, J.; Sánchez-Polo, M.; Gómez-Serrano, V.; Álvarez, P.M.; Alvim-Ferraz, M.C.M.; Dias, J.M. Activated Carbon Modifications to Enhance Its Water Treatment Applications. An Overview. J. Hazard. Mater. 2011, 187, 1–23.
- Liao, Y.; Wang, R.; Fane, A.G. Engineering Superhydrophobic Surface on Poly(Vinylidene Fluoride) Nanofiber Membranes for Direct Contact Membrane Distillation. J. Memb. Sci. 2013, 440, 77–87.
- Li, X.; Wang, C.; Yang, Y.; Wang, X.; Zhu, M.; Hsiao, B.S. Dual-Biomimetic Superhydrophobic Electrospun Polystyrene Nanofibrous Membranes for Membrane Distillation. ACS Appl. Mater. Interfaces 2014, 6, 2423–2430.
- Liao, Y.; Loh, C.H.; Wang, R.; Fane, A.G. Electrospun Superhydrophobic Membranes with Unique Structures for Membrane Distillation. ACS Appl. Mater. Interfaces 2014, 6, 16035–16048.
- Liao, Y.; Wang, R.; Fane, A.G. Fabrication of Bioinspired Composite Nanofiber Membranes with Robust Superhydrophobicity for Direct Contact Membrane Distillation. Environ. Sci. Technol. 2014, 48, 6335–6341.
- Li, X.; Deng, L.; Yu, X.; Wang, M.; Wang, X.; García-Payo, C.; Khayet, M. A Novel Profiled Core–Shell Nanofibrous Membrane for Wastewater Treatment by Direct Contact Membrane Distillation. J. Mater. Chem. A Mater. 2016, 4, 14453–14463.
- Ahmad, A.; Azam, T. Bottled and Packaged Water; Water Purification Technologies: Woodridge, IL, USA, 2019; pp. 83–120.
- Shiraishi, S. Activated Carbons. In Encyclopedia of Applied Electrochemistry; Springer: New York, NY, USA, 2014; pp. 1–7.
- Priyadarsini, S.; Mohanty, S.; Mukherjee, S.; Basu, S.; Mishra, M. Graphene and graphene oxide as nanomaterials for medicine and biology application. J. Nanostructure Chem. 2018, 8, 123–137.