Your browser does not fully support modern features. Please upgrade for a smoother experience.
Please note this is an old version of this entry, which may differ significantly from the current revision.
Subjects:
Biotechnology & Applied Microbiology
The potential of insects as a sustainable and easily accessible source of chitin and chitosan is highlighted in “Insect-Derived Chitin and Chitosan: A Still Unexploited Resource for the Edible Insect Sector”.
- This article reviews the current state of the art in the extraction and purification of chitin and chitosan from edible insects.
- Chitin and chitosan may be extracted and purified from edible insect species like the black soldier fly and the cricket since they are naturally rich in chitin.
- Due to their strong biological activity, chitin and chitosan have many potential uses in the agriculture, food, and biomedical industry sectors.
- Insect chitin and chitosan might be utilised to provide a sustainable and environmentally friendly alternative to petroleum-based polymers in food packaging.
- Chitin and chitosan have been shown to have antibacterial characteristics, making them valuable for a variety of biological applications.
Insects' tremendous potential as a renewable and profitable resource for chitin and chitosan. Let's continue to explore and develop these innovative solutions for a more sustainable future!
- antibacterial
- antioxidants
- food packaging
- food shelf lives
- black soldier fly
1. Chitin and Chitosan Sources
The main source of chitin and chitosan for commercial use are the waste streams of the marine food industry [36]. This waste mostly consists of the exoskeletons of crustaceans. In 2016, eight million tons of crustaceans were gathered for human food worldwide, and 40% of that amount consisted of discarded exoskeletons with a chitin percentage of 15–40% [37]. However, fisheries waste is very seasonal, since commercial crab fishing begins in spring following the spawning season [6,38]. After crustaceans, fungi are the second most common source of chitin [5]. Fungi have recently gained a lot of interest as an alternative and vegan source of chitin and chitosan, which has led to a number of research efforts focusing on fungi and their potential economic worth [39]. Chitin constitutes 1 to 15% of the bulk of fungal cell walls, and its structure is similar to that of crustacean cell walls [40]. Chitin is found in a broad variety of fungal phyla, including Basidiomycota, Ascomycota, and Zygomycota, despite the fact that it is not present in every kind of fungal cell [41]. In most cases, procedures as stringent as those needed for the production of crustacean chitin are also necessary to produce chitosan from fungal chitin [42]. Chitosan, on the other hand, may be easily extracted from the cell wall of some fungal species without the need for the cleavage of the acetyl groups that are present in the cell wall [43]. Absidia spp. (Zygomycetes), Aspergilus niger (Ascomycetes), Mucor rouxii (Zygomycetes), Rhizophus oryzae (Zygomycetes), and Lentinus edodes (Basidiomycetes) are some of the species that have been extensively studied for their potential to directly produce chitosan [44]. Despite this, neither the production of fungal chitin nor chitosan have reached the level of industrialization. A variety of arthropods, including centipedes and woodlice, have been studied for their potential to serve as chitin suppliers [45]. Notably, giant centipedes’ body segments may be used to make chitin rings in a three-dimensional format. Chitin has also been derived from the guano of insectivorous bats, as well as from poriferans, bryozoans, and tardigrades [38].
2. Methods for Chitin and Chitosan Extraction
Chitin and chitosan are extracted through two kinds of extraction processes: chemical or biological [46]. Calcium carbonate and proteins can only be dissolved using powerful acids and bases, respectively, in order for the chemical processes to work [46,47]. Chemical procedures remain the most popular treatment at industrial scale due to the speed with which they can extract the desired material [47]. Extracting chitin and chitosan using biological methods might reduce the need for acidic and alkaline processes that are not so environmentally friendly [48]. Both lactic acid bacteria and protease-producing bacteria have been used in the demineralization and deproteinization processes [49]. Enzymatic techniques are used to carry out chitin deacetylation, and the enzyme chitin deacetylase is responsible for this process. The differences between chemical and biological extraction of chitin and chitosan are shown in Table 1.
Table 1. Comparison of Chitin and chitosan extraction methods that use chemical vs biological methods [50,51].
| # | Method | Methods of Treatment | Advantages and Disadvantages |
|---|---|---|---|
| 1 | Chemical extraction | Demineralization: by acidic treatment using HCl, HNO3, H2SO4.Deproteinization: by alkaline treatment using NaOH or KOH.Decoloration: acetone or organic solvent.Deacetylation: by alkaline treatment using a strong NaOH or KOH |
|
| 2 | Biological extraction | Demineralization: Bacteria-produced lactic acid is used in demineralization.Deproteinization: Fermentation media proteases are released into the medium to deproteinize the cultureDecoloration: Acetone or organic solvents are effective decolorizers.Deacetylation: Bacteria produce chitin deacetylase, which deacetifies chitin. |
|
Extensive studies on the use of these approaches to extract chitin and chitosan from a variety of materials have been published. The demineralization and deproteinization steps in the chitin synthesis process are used to remove inorganic calcium carbonate and proteins, trace amounts of colors and lipids [51,52]. Acid treatment is used to remove minerals, such as calcium carbonate (CaCO3), from chitin. Acids such as hydrochloric acid (HCl), nitric acid (HNO3), sulfuric acid (H2SO4), or acetic acid (CH3COOH) are often used in the process, with the diluted hydrochloric acid being used in the conventional demineralization procedure [53,54]. Different extraction times, temperatures, particle sizes, acid contents, and solute-to-solvent ratios have been proposed to obtain the desired demineralization results. Since it takes two HCl molecules to convert one molecule of calcium carbonate into calcium chloride, the quantity of calcium chloride generated is directly related to the concentration of the acid. The stoichiometric concentration of the minerals must be larger than or equal to an acid concentration for the reaction to be successful [55,56]. Since it is challenging to extract all the minerals, a larger volume of acid solution or a more concentrated acid solution is needed (due to the heterogeneity of the material). In most cases, demineralization with HCl takes 2–3 h and involves stirring [55]; however, reaction times may yet vary widely amongst methods, ranging from 15 min to 48 h [56]. A minor drop in ash content and polymer breakdown are both caused by a longer demineralization period, even up to several days [57,58]. To promote solvent penetration into the chitinous matrix, heat can be used to facilitate the demineralization process. For this reason, demineralization is most effective at higher temperatures [58].
During the process of deproteinization, the chemical connections that hold chitin and proteins together are broken. Heterogeneous application of chemicals that may depolymerize the biopolymer is employed here. The NaOH, Na2CO3, NaHCO3, KOH, K2CO3, Ca (OH)2, Na2SO3, NaHSO3, CaHSO3, Na3PO4, and Na2S are among the compounds employed as reagents for chemical deproteinization [38]. In each study, the reaction circumstances differ significantly. The most common use calls for NaOH at concentrations ranging from 0.125 to 5.0 M, temperatures ranging from 0 to 160 °C, and periods that can cover a broad spectrum (from several minutes to several days) [59]. The NaOH not only deproteinizes, but also partially deacetylates chitin, hydrolyzes the biopolymer, and so decreases its molecular weight. Enzymatic deproteinization was tested as a replacement for chemical deproteinization, however the findings did not prove that all proteins were effectively eliminated [60]. Rarely, further bleaching is needed to eliminate any leftover color. Pigments must be removed during decolorization to get a clear product. Chitin sources of any composition undergo these reactions. Protein and pigment residues are removed for medicinal and culinary uses. Several decolorizing chemicals (acetone or organic solvent) remove color from crustacean shell and insect exoskeleton chitin [61,62].
Reactive amino groups are substituted for acetyl groups on chitin during the deacetylation process. The amount of deacetylation determines the proportion of free amino groups in a structure, which may be utilized to distinguish between chitin and chitosan. The DD of chitosan must be taken into account since it affects both its physical and biological properties, including its acid–base ratio, electrostatic properties, biodegradability, and its capacity to bind metal ions [63,64]. Chemical technologies make it possible to produce chitosan from chitin on a large scale in an industrial setting [65,66]. Use of alkali–NaOH [67] or acids to deacetylate chitin for crustacean shell debris and insects is the preferred method of chemical deacetylation [63,64]. Alkali is suggested as a superior chemical alternative due to glycosidic linkages’ vulnerability to acid [38]. There are several variables that might affect the final product’s qualities when it is being deacetylated. Temperature and the amount of time spent processing the material were the most crucial factors to consider in relation to DDA and molecular weight [63,64].
Alterations in the physicochemical properties of the extracted chitin, the use of expensive chemicals in the purification process, and the discharge of toxic effluent wastewater into the environment are some of the potential drawbacks associated with modifying the conventional method for chitin chemical extraction. These issues wreak havoc on the ecosystem [68,69] and diminish the number of vital proteins available for animal feed [70]. Green extraction technologies have been gaining popularity because of their cleaner and more environmentally friendly approaches [71,72].
Microorganisms such as Lactobacillus [73,74], Pseudomonas aeruginosa K-187 [49], and Bacillus subtilis [75] can be used in the biological extraction process to reduce chitin degradation and impurities to acceptable levels for specific applications. For example, Tan et al. [73] and Gopal et al. [75] compared different chemical and microbiological techniques for isolating chitin and chitosan from shrimp waste and concluded that the use of microbes was a more effective method than the use of chemicals. The microbial technique needed much less time, had a straightforward process, produced chitin mostly from shrimp waste, and made use of enzymatic [76,77], microwave-assisted [77,78], and ultrasonic-assisted [79] reactions, as well as phytoextraction [80].
Ionic liquids have the potential to be used as a volatile organic solvent for the production of chitin; however, many ionic liquids have limitations that make them unsuitable for use in biological applications [81]. These downsides include high cost and toxicity [81]. Therefore, deep eutectic solvents (DES) are an environmentally friendly substitute for conventional methods of chitin synthesis [82,83]. When compared with older technologies, DES stands out for its many advantages, including its low or non-toxicity, cheap cost, easy production, and biodegradability [84]. Extraction using DES has been used to create chitin in shrimp [85] and lobster [86], in addition to the black soldier fly, Hermetia illucens (L.) (Diptera: Stratiomyidae) [85]. Brigode et al. [87] recently discovered that acid detergent fiber and acid detergent lignin (ADF–ADL) production processes have been used in order to create chitin from H. illucens. More research, however, is needed to understand the development of carbon-footprint-reducing, environmentally friendly processes for extracting chitin and chitosan from insects. The diagrammatic representation of the extraction of insect chitin and chitosan through chemical and biological processes is shown in Figure 1.
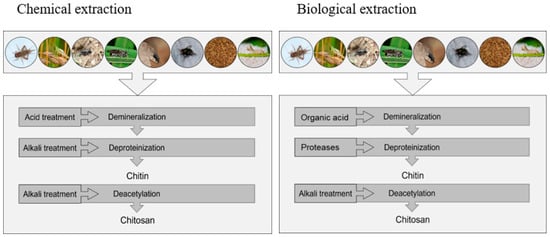
Figure 1. Diagrammatic representation of the extraction of insect chitin and chitosan through chemical and biological processes.
This entry is adapted from the peer-reviewed paper 10.3390/su15064864
This entry is offline, you can click here to edit this entry!