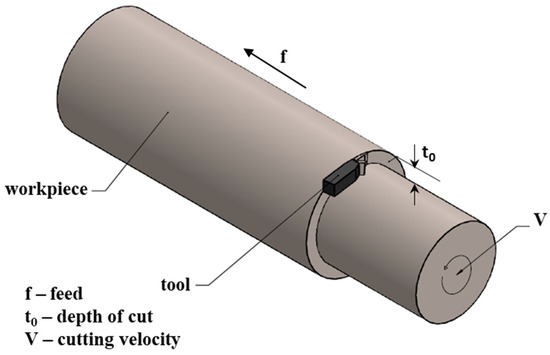
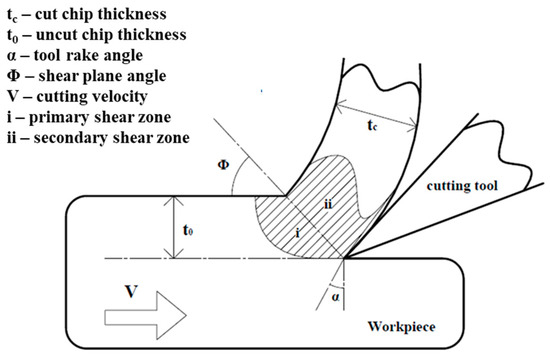
Bulk nanostructured metals and alloys are finding increasing structural applications due to their superior mechanical properties. The methods that rely on the severe plastic deformation technique for effecting microstructural refinement through imposing large strains are utilized mostly to produce nanostructured materials. The machining process has been demonstrated as a simple process for severe plastic deformation by imposing large strains through a single pass of the cutting tool where strains in a range of 1–15 can be imposed for a variety of materials by varying the cutting conditions and tool geometry. However, the geometry of the resulting chip subjected to severe plastic deformation during the machining process is not under control and, hence, a variant of the machining process, called the large-strain-extrusion machining process, has been proposed and utilized extensively for producing bulk nanostructured materials. Large-strain-extrusion machining possesses simultaneous control over microstructure refinement, through managing the strain during large-strain machining, and the shape and dimension of the resulting chip by the extrusion process.
- severe plastic deformation
- large-strain-extrusion machining
- ultra-fine-grain materials
1. Introduction
2. Large-Strain-Extrusion Machining
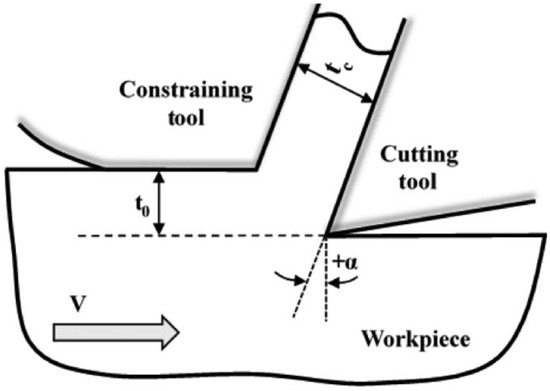
2.1. LSEM through Orthogonal Cutting
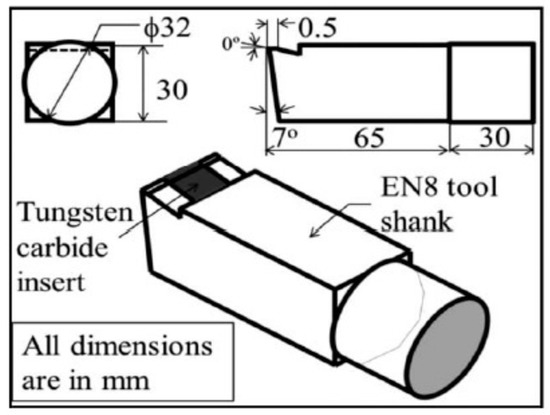
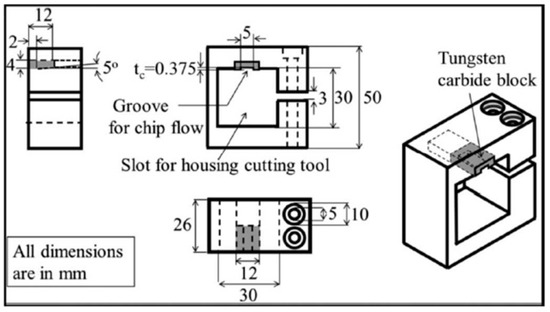
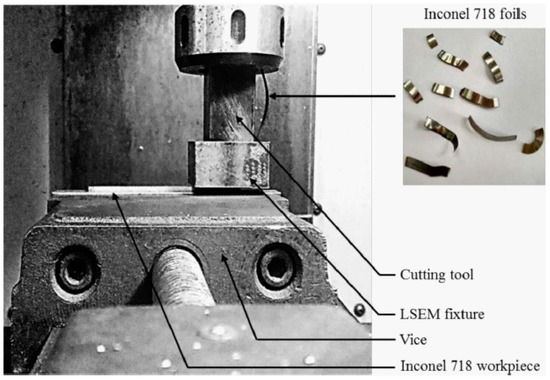
Cutting Tool and LSME Fixture
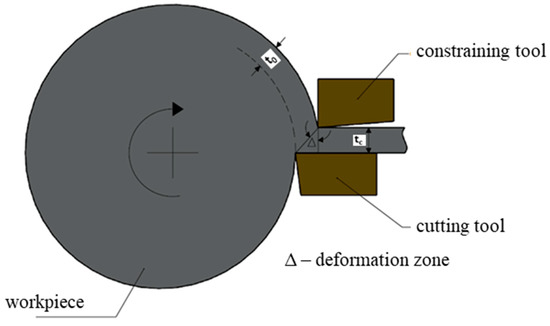
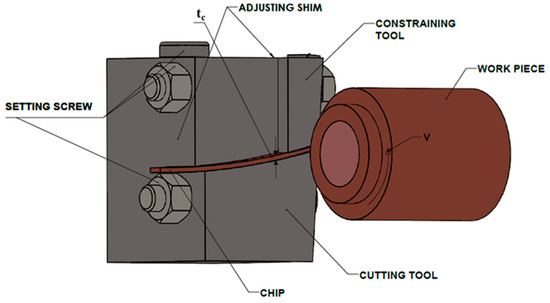
2.2. LSEM through Turning Experiment
2.3. Advantages of LSEM Process over Other SPD Processes
LSEM as Frugal Process
This entry is adapted from the peer-reviewed paper 10.3390/cryst13010131
References
- Arnold, M. Fostering sustainability by linking co-creation and relationship management concepts. J. Clean. Prod. 2017, 140, 179–188. [Google Scholar] [CrossRef]
- Boons, F.; Montalvo, C.; Quist, J.; Wagner, M. Sustainable innovation, business models and economic performance: An overview. J. Clean. Prod. 2013, 45, 1–8. [Google Scholar] [CrossRef]
- Rao, B.C. Advances in science and technology through frugality. IEEE Eng. Manag. Rev. 2017, 45, 32–38. [Google Scholar] [CrossRef]
- Hoekstra, A.Y.; Wiedmann, T.O. Humanity’s unsustainable environmental footprint. Science 2014, 344, 1114–1117. [Google Scholar] [CrossRef]
- Rao, B.C. How disruptive is frugal? Technol. Soc. 2013, 35, 65–73. [Google Scholar] [CrossRef]
- Zeschky, M.; Widenmayer, B.; Gassmann, O. Frugal Innovation in Emerging Markets: The Case of Mettler Toledo. Res. Technol. Manag. 2011, 54, 38–45. [Google Scholar] [CrossRef]
- Tiwari, R.; Herstatt, C. Open Global Innovation Networks as Enablers of Frugal Innovation: Propositions Based on Evidence from India; Working Paper No. 72; Hamburg University of Technology, Technology and Innovation Management: Hamburg, Germany, 2012. [Google Scholar]
- Knorringa, P.; Peša, I.; Leliveld, A.; Van Beers, C. Frugal innovation and development: Aides or adversaries? Eur. J. Dev. Res. 2016, 28, 143–153. [Google Scholar] [CrossRef]
- Prabhu, J. Frugal innovation: Doing more with less for more. Philos. Trans. R. Soc. A Math. Phys. Eng. Sci. 2017, 375, 20160372. [Google Scholar] [CrossRef]
- Rao, B.C. The science underlying frugal innovations should not be frugal. R. Soc. Open Sci. 2019, 6, 180421. [Google Scholar] [CrossRef] [PubMed]
- Rao, B.C. Revisiting classical design in engineering from a perspective of frugality. Heliyon 2017, 3, e00299. [Google Scholar] [CrossRef] [PubMed]
- Rao, B.C. Frugal manufacturing in smart factories for widespread sustainable development. R. Soc. Open Sci. 2021, 8, 210375. [Google Scholar] [CrossRef] [PubMed]
- Mann, J.B.; Saei, M.; Udupa, A.; Puentes-Rodriguez, B.S.; Sagapuram, D. Applications of Machining in Materials Manufacturing. In International Manufacturing Science and Engineering Conference; American Society of Mechanical Engineers: New York, NY, USA, 2020; Volume 84256, p. V001T05A008. [Google Scholar]
- Shaw, M.C. Metal Cutting Principles; Clarendon: Oxford, UK, 1984; p. 32. [Google Scholar]
- Swaminathan, S.; RaviShankar, M.; Lee, S.; Hwang, J.; King, A.H.; Kezar, R.F.; Rao, B.C.; Brown, T.L.; Chandrasekar, S.; Compton, W.D.; et al. Large Strain Deformation and Ultrafine Grained Materials by Machining. Mater. Sci. Eng. A 2005, 410–411, 358–363. [Google Scholar] [CrossRef]
- Moscoso, W.; Ravi Shankar, M.; Mann, J.B.; Compton, W.D.; Chandrasekar, S. Bulk Nanostructured Materials by Large Strain Extrusion Machining. J. Mater. Res. 2007, 22, 201–205. [Google Scholar] [CrossRef]
- Liu, Y.; Cai, S.; Xu, F.; Wang, Y.; Dai, L. Enhancing strength without compromising ductility in copper by combining extrusion machining and heat treatment. J. Mater. Process. Technol. 2019, 267, 52–60. [Google Scholar] [CrossRef]
- Cai, S.L.; Chen, Y.; Ye, G.G.; Jiang, M.Q.; Wang, H.Y.; Dai, L.H. Characterization of the deformation field in large-strain extrusion machining. J. Mater. Process. Technol. 2015, 216, 48–58. [Google Scholar] [CrossRef]
- Guo, Y.A.N.G.; Efe, M.; Moscoso, W.; Sagapuram, D.; Trumble, K.P.; Chandrasekar, S. Deformation field in large-strain extrusion machining and implications for deformation processing. Scr. Mater. 2012, 66, 235–238. [Google Scholar] [CrossRef]
- Guo, Y.; Chen, J.; Saleh, A. In situ analysis of deformation mechanics of constrained cutting toward enhanced material removal. J. Manuf. Sci. Eng. 2020, 142, 021002. [Google Scholar] [CrossRef]
- Efe, M.; Moscoso, W.; Trumble, K.P.; Compton, W.D.; Chandrasekar, S. Mechanics of large strain extrusion machining and application to deformation processing of magnesium alloys. Acta Mater. 2012, 60, 2031–2042. [Google Scholar] [CrossRef]
- Gurusamy, M.; Palaniappan, K.; Murthy, H.; Rao, B.C. A Finite Element Study of Large Strain Extrusion Machining Using Modified Zerilli–Armstrong Constitutive Relation. J. Manuf. Sci. Eng. 2021, 143, 101004. [Google Scholar] [CrossRef]
- Palaniappan, K.; Murthy, H.; Rao, B.C. Production of fine-grained foils by large strain extrusion-machining of textured Ti–6Al–4V. J. Mater. Res. 2018, 33, 108–120. [Google Scholar] [CrossRef]
- Deng, W.J.; Lin, P.; Li, Q.; Xia, W. Effect of constraining tool corner radius on large strain extrusion machining. Mater. Manuf. Process. 2013, 28, 1090–1094. [Google Scholar] [CrossRef]
- Moscoso, W. Severe Plastic Deformation and Nanostructured Materials by Large Strain Extrusion Machining. Ph.D. Thesis, Purdue University, West Lafayette, IN, USA, 2008. [Google Scholar]
- Arnold, M. Fostering sustainability by linking co-creation and relationship management concepts. J. Clean. Prod. 2017, 140, 179–188. [Google Scholar] [CrossRef]
- Boons, F.; Montalvo, C.; Quist, J.; Wagner, M. Sustainable innovation, business models and economic performance: An overview. J. Clean. Prod. 2013, 45, 1–8. [Google Scholar] [CrossRef]
- Rao, B.C. Advances in science and technology through frugality. IEEE Eng. Manag. Rev. 2017, 45, 32–38. [Google Scholar] [CrossRef]
- Hoekstra, A.Y.; Wiedmann, T.O. Humanity’s unsustainable environmental footprint. Science 2014, 344, 1114–1117. [Google Scholar] [CrossRef]
- Rao, B.C. How disruptive is frugal? Technol. Soc. 2013, 35, 65–73. [Google Scholar] [CrossRef]
- Zeschky, M.; Widenmayer, B.; Gassmann, O. Frugal Innovation in Emerging Markets: The Case of Mettler Toledo. Res. Technol. Manag. 2011, 54, 38–45. [Google Scholar] [CrossRef]
- Tiwari, R.; Herstatt, C. Open Global Innovation Networks as Enablers of Frugal Innovation: Propositions Based on Evidence from India; Working Paper No. 72; Hamburg University of Technology, Technology and Innovation Management: Hamburg, Germany, 2012. [Google Scholar]
- Knorringa, P.; Peša, I.; Leliveld, A.; Van Beers, C. Frugal innovation and development: Aides or adversaries? Eur. J. Dev. Res. 2016, 28, 143–153. [Google Scholar] [CrossRef]
- Prabhu, J. Frugal innovation: Doing more with less for more. Philos. Trans. R. Soc. A Math. Phys. Eng. Sci. 2017, 375, 20160372. [Google Scholar] [CrossRef]
- Rao, B.C. The science underlying frugal innovations should not be frugal. R. Soc. Open Sci. 2019, 6, 180421. [Google Scholar] [CrossRef] [PubMed]
- Rao, B.C. Revisiting classical design in engineering from a perspective of frugality. Heliyon 2017, 3, e00299. [Google Scholar] [CrossRef] [PubMed]
- Rao, B.C. Frugal manufacturing in smart factories for widespread sustainable development. R. Soc. Open Sci. 2021, 8, 210375. [Google Scholar] [CrossRef] [PubMed]
- Mann, J.B.; Saei, M.; Udupa, A.; Puentes-Rodriguez, B.S.; Sagapuram, D. Applications of Machining in Materials Manufacturing. In International Manufacturing Science and Engineering Conference; American Society of Mechanical Engineers: New York, NY, USA, 2020; Volume 84256, p. V001T05A008. [Google Scholar]