2. Plastic Waste Management
The problem with the management of plastics waste is already global, but the situation is improving every year. This is evidenced, inter alia, by the annual data published in the report of the Plastics Europe Foundation, which indicates that, in the European Union in 2020, compared to 2006, recycling of plastic waste increased by almost 118%, energy recovery through incineration increased by 77% and the amount of waste sent to landfills decreased by over 46% [
11]. In 2020, over 29 million tonnes of post-consumer plastic waste were collected in European Union countries. Unfortunately, as much as 23.4% of them went to landfills, and only 34.6% was subjected to typical recycling. A total of 42% of collected waste was utilized through energy recovery through incineration (energy recycling) [
11]. This form of recycling (in accordance with the principle of waste management hierarchy [
17]) should only be used as a last resort for waste that is not suitable for other forms of recycling, such as depolymerization, material or chemical recycling. Sadly, the above data show that waste incineration is the most common and dominant form of PW management, which unfortunately leads to the complete elimination of plastic material from the economy and makes it impossible to use this material in any other way. In addition, large amounts of harmful and toxic compounds are generated during incineration [
18].
The still relatively low level of PW recycling (depolymerization, material and chemical recycling) results from the complexity of the processing methods, significant energy demand or/and unsatisfactory quality of the obtained products. The best method for managing plastics is their depolymerization to monomers (input ingredients for the production of plastics). However, this method is applicable, with good efficiency, to a few, selected polymers (polyethylene terephthalate, polymethyl methacrylate, polystyrene) [
19,
20,
21]. In addition, the raw material must be clean and free from any additives of other materials. Unfortunately, this method cannot be applied to polyolefins, which accounts for approximately 70–76% of the waste plastic stream [
22].
In the case of polyolefins, the best method for their management is material (mechanical) recycling to regranulate. This method is considered the most environmentally friendly due to the low value of CO
2 emissions compared to other methods [
23], but it is not free from drawbacks. The feedstock for processing must be very well selected and clean, and unfortunately the material loses quality with each subsequent processing cycle. In addition, the use of different types of plastics on various parts of packaging (e.g., labels, caps, packaging) and the use of additives and fillers for plastics make it difficult to recycle and recover individual groups of materials and reduce the quality of the obtained final products [
24,
25]. Post-industrial plastics (such as cuttings and trimmings from production, runners from injection moulding or granulation residues) are best-suited for such recycling because they have a known and homogeneous composition and contain few impurities [
26,
27].
Regarding post-consumer PW, which is a complex mixture of different plastics and other materials, a sorting process should be carried out to obtain separate components should. Selected components, depending on their quality, can be mechanically recycled (for example, into outdoor furniture, flower pots, elements of terraces), directed to chemical recycling or sent to incineration [
28]. However, due to the difficulty of completely separating the individual materials and contaminations of post-consumer waste, chemical recycling methods seem to be the most appropriate for their management [
29].
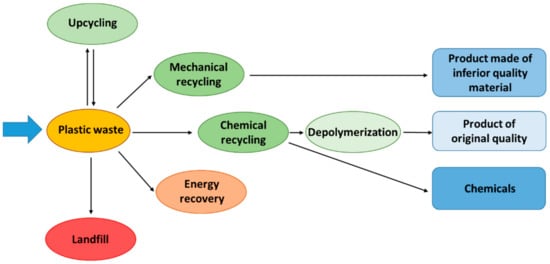
Figure 1 shows a schematic diagram of the main directions of plastic waste management.
Figure 1. The plastic waste management recycling technologies.
Plastic waste is a valuable raw material for recycling, but the converting method is influenced by the economic efficiency of the process, which depends, among other factors, on the material composition, the size and quality (homogeneity, purity) of the collected waste stream, the availability of sorting and processing technologies, and the market demand for the products obtained as a result of recycling.
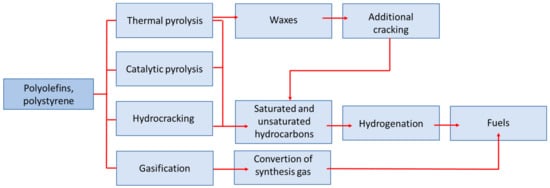
Due to the significant share of polyolefins and polystyrene in the post-consumer waste stream, they are a valuable material for the production of engine fuels [
30].
Figure 2 shows the main directions of the thermochemical conversion of polyolefins and polystyrene to hydrocarbons, most frequently encountered in the literature.
Figure 2. The main directions of thermochemical conversion of polyolefins and polystyrene to hydrocarbons.
3. Pyrolysis
One of the methods of converting waste plastics to hydrocarbon fractions is pyrolysis. This enables the transformation of high-molecular compounds, such as waste plastics, into compounds with much shorter carbon chains. It is considered a promising method for the conversion of addition polymers such as polyethylene and polypropylene (polyolefins) [
31,
32]. It offers the opportunity to recycle this polyolefin stream, which cannot be economically managed in conventional mechanical recycling, thus avoiding their incineration and the generation of hazardous substances such as dioxins and furans [
33,
34]. The pyrolysis oil (a mixture of waxes and a liquid fraction) obtained as a result of pyrolysis can be used as a substitute for heavy fuel oil or undergo further processing, e.g., in the petrochemical industry [
35,
36]. Furthermore, as shown in Reference [
37], large-scale pyrolysis is economically viable. For example, in the case of an investment in installation that processes 100,000 kg/h of waste plastics, income is generated within the first year and has a positive net present value. The advantage of pyrolysis is that pre-segregated, mixed and contaminated plastic waste with both organic and inorganic material can be subjected to this process [
38,
39].
The pyrolysis process is based on the thermochemical decomposition of various materials of organic and synthetic origin at elevated temperatures and in an oxygen-free atmosphere. Typically, the process is carried out at temperatures in the range of 500–800 °C and, in the case of plastics, it follows four types of mechanism: end-chain scission or depolymerization, random-chain scission, chain stripping and cross-linking [
40]. The main products of the pyrolysis process are pyrolysis oil, gaseous products and the solid fraction (char). On average, depending on the technology used, 45–50% of the oil fraction, 35–40% of the gaseous fraction and 10–20% of char is obtained in the process [
41]. It was generally found that with the increase of the process temperature, the yield of the liquid fraction increases, while the yield of the solid fraction decreases [
42]. However, for selected plastics (e.g., for PE over catalyst), it is possible to obtain a liquid fraction in an amount exceeding even 90% [
43,
44]. The high propensity of plastics to generate significant amounts of oil fraction during pyrolysis is the result of high volatile matter and low ash content in relation to other materials (e.g., biomass). These two parameters are the key factors influencing the pyrolysis oil yield [
45].
Due to the process conditions (vapor residence time in the reactor, temperature, raw material heating rate), pyrolysis is divided into three types [
46,
47]:
-
Slow pyrolysis—process temperature from 350 °C to 550 °C, heating rate from 1 to 10 °C/min, extended steam residence time, where char is the main product’s first bullet;
-
Fast pyrolysis—the process temperature usually ranges from 500 °C to 700 °C, the raw material heating rate is above 100 °C/min, and the vapor residence time is usually within a few seconds; the main product is the liquid fraction, and in the case of polyolefin, pyrolysis also waxes;
-
Flash pyrolysis—the process temperature usually exceeds 700 °C, the heating rate of the raw material >200 °C/s, and the vapor residence time is in the millisecond range.
In addition to the process time, pyrolysis can also be divided depending on other conditions of the process (e.g., presence of a catalyst, type of gas) or the type of supporting equipment [
48].
The composition of pyrolysis oil depends not only on the process conditions, but also on the type of waste plastic in the raw material. A higher yield of aromatic hydrocarbons is obtained when PS and PET are pyrolyzed. On the other hand, PP and PE produces oil that is rich in paraffins, olefins and waxes based on aliphatic hydrocarbons. Wax is an intermediate product, mainly composed of long-chain hydrocarbons (C20+) with a high boiling point. In order to transform it into fuel products, it is necessary to separate it after pyrolysis and subject it to further cracking [
46]. The pyrolysis oil also requires further processing (e.g., distillation, refining, hydrogenation) to improve its properties, due to the content of unsaturated hydrocarbons [
49,
50,
51].
It should also be considered that even well-sorted waste for fuel production (PE, PP and PS) may contain contaminants in the form of other plastics, e.g., polyvinyl chloride (PVC). The presence of this plastic will result in the formation of chlorine compounds (including hydrogen chloride) during the recycling process. These compounds will have a corrosive effect on apparatus components and poison the catalyst [
52]. Since the proportion of PVC admixture is generally low, in order to eliminate the harmful effect of chlorine, chlorine-binding compounds such as NaHCO
3, CaO, CaCO
3, Na
2CO
3, Ca(OH)
2 can be fed to the reactor with the feedstock [
53].
Plastics, among the additives, may contain flame-retardant compounds. These additives are usually bromine or chlorine derivatives, e.g., chlorinated paraffins, boric acid; polybrominated diphenyl ethers, tetrabromobisphenol, tris(2-chloroethyl)phosphate, hexabromocyclohexane [
54]. These compounds are generally not added to packaging, which has the largest share in the plastic waste stream, while they may be included in EPS waste from construction. The degradation of bromine compounds can lead to the formation of organo-bromine compounds and bromine hydrogen, whose action is similar to that of chlorine compounds. HBr can be disposed of in a manner analogous to hydrogen chloride. Another method to inactivate bromine compounds is the use of suitable catalysts during pyrolysis, e.g., metal oxides (e.g., ZnO, Fe
2O
3, La
2O
3, Cu
2O, Sb
2O
3, Al
2O
3, [
55,
56,
57]), calcium and iron-based composites [
58,
59], zeolites, molecular sieves, red mud, or natural zeolites [
15,
60].
The reactor also plays an important role in the pyrolysis process [
61]. The type of reactor used affects the process control, mass and heat exchange, mixing, liquid and gas phase flows, retention time, etc. There are many ways to classify pyrolysis reactors. According to the method of carrying out the process, there are batch reactors, semi-batch reactors and reactors with continuous flow. In turn, due to their construction, fixed bed, fluidized bed (bubbling and circulating) and conical spouted bed reactors (CSBR) can be distinguished, among others. Another criterion for the division may be, for example, the method of heat energy supply: to the interior via an inert gas or material, through the external walls via flue gas or electricity, or via internal heating elements [
62,
63,
64]. Examples of studies focused on plastic waste pyrolysis using different reactors are shown in
Table 1. The main advantages and disadvantages of pyrolysis reactors are presented in
Table 2.
Table 1. Examples of reactors for polymer pyrolysis.
|
Type of Reactor
|
Type of Feedstock Materials
|
References
|
|
Batch reactor
|
PS, PE, PP and PET
|
[15]
|
|
HDPE
|
[31]
|
|
Plastic medical wastes
|
[65]
|
|
Semi-batch reactor
|
PS, HDPE, LDPE, PP
|
[66]
|
|
PE
|
[67]
|
|
Polyolefin
|
[68]
|
|
Continuous reactor
|
Plastic waste from landfill
|
[69]
|
|
HDPE
|
[70]
|
|
Fixed bed reactor
|
PP, HDPE, LDPE
|
[71,72]
|
|
HDPE
|
[73]
|
|
Fluidized bed reactor
|
LDPE
|
[74]
|
|
PP, PE
|
[75]
|
|
PE
|
[76]
|
|
CSBR
|
HDPE, LDPE, PP
|
[77]
|
|
HDPE, LDPE, PP, PS, PET, PMMA
|
[78]
|
|
PE
|
[79]
|
Table 2. The main advantages and disadvantages of pyrolysis reactors [
33,
45,
62].
|
Type of Reactor
|
Advantages
|
Disadvantages
|
|
Batch reactor
|
|
-
Variability of product from batch to batch;
-
High labor costs per batch;
-
Problem with adoption for large-scale production.
|
|
Semi-batch reactor
|
|
|
|
Fixed-bed reactor
|
|
-
Keeping the size and shape of the raw material particles relatively constant;
-
Limited accessibility of the catalyst surface area during the reaction;
-
Low heating rate;
-
Non-uniform temperature inside the polymeric material.
|
|
Fluidized-bed reactor
|
-
Better access to the catalyst than in the fixed-bed reactor;
-
Large reaction surface;
-
Higher degree of cracking than in the fixed-bed reactor;
-
Uniform temperature distribution;
-
Excellent mixing properties;
-
Better consistency of the process conditions;
-
Less frequent loading of raw material and the associated process shutdown;
-
Easy catalyst regeneration without unloading.
|
-
Small particle size of the raw material;
-
Problem with separating char from bed material;
-
It is easy to defluidize bed when melted plastic sticks on it.
|
|
Rotary kiln reactor
|
-
More efficient in heating raw materials than a fixed-bed reactor;
-
Good mixing of raw material;
-
Yields uniform pyrolytic products;
-
Possibility of adjusting the residence time;
-
Simple maintenance;
-
Possibility of feeding the raw material with different particle sizes.
|
|
|
Stirred tank reactor
|
-
Good temperature control;
-
Easy to construct and operate;
-
Uniform heat distribution.
|
-
Tendency to build up char deposits on the walls;
-
Low conversion rate per volume;
-
Poor agitation;
-
Require frequent maintenance.
|
|
Conical spouted bed reactor
|
-
Good mixing;
-
Possibility of using raw material with a large particle size distribution;
-
High heat transfer;
-
Protects against defluidization caused by melted plastic;
-
Relatively simple construction;
-
Extremely short residence time of the polymers in reactor avoids secondary reactions;
-
Lower pressure drop in comparison with other fluidized bed reactor.
|
-
Problem with catalyst feeding;
-
Problem with catalyst entrainment;
-
Deposition of products on the catalyst;
-
The reactor requires many pumps (high operating costs).
|
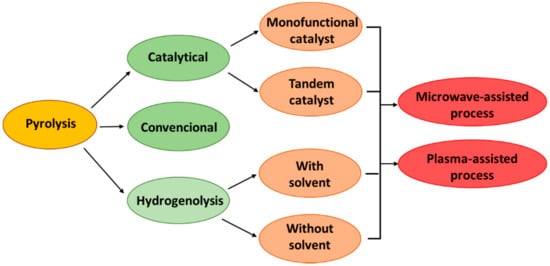
In general, regardless of the type of reactor that is used, the conventional pyrolysis of polyolefins produces a liquid product of poor quality, which is almost impossible to use as a fuel component. To overcome the problems associated with this type of pyrolysis, new technologies have been developed and are still being developed, that enable better-quality liquid products to obtained from the thermal conversion of waste plastics. In addition to conventional pyrolysis, the process can be carried out using catalysts, in a hydrogen atmosphere, as well as using microwave- and plasma-assisted processes, as shown in Figure 3.
Figure 3. Pyrolytic methods of plastic conversion.